







专利摘要
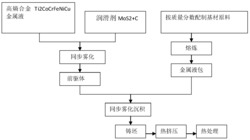
本发明公开了一种AlTi复合铸件制备方法,包括如下步骤:(1)在钛基材料的结合表面采用激光选区熔化技术制备Ti基点阵材料;(2)采用化学除油—活化对点阵材料表面进行处理;(3)将钛基材料固定在铸型中,将铝合金熔体浇注到铸型内,在浇注和凝固过程中采用离心铸造工艺,以实现AlTi之间的结合。这种制备方法所得的复合铸件界面呈现三维立体形态,不同于传统的平面之间的结合方式,本发明结合处充分利用了点阵结构的孔隙,结合强度高,不易脱落,实现了AlTi之间的牢固结合,充分发挥了铝合金和钛合金材料的特性。
权利要求
1.AlTi复合铸件制备方法,其特征在于,包括如下步骤:
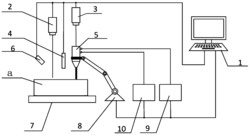
(1)在钛基材料的结合表面采用激光选区熔化技术制备Ti基点阵材料;
(2)采用化学除油—活化对点阵材料表面进行处理;
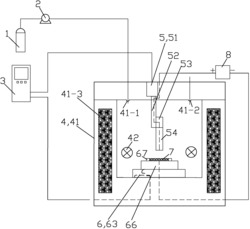
(3)将钛基材料固定在铸型中,将铝合金熔体浇注到铸型内,在浇注和凝固过程中采用离心铸造工艺,以实现AlTi之间的结合。
2.根据权利要求1所述的AlTi复合铸件制备方法,其特征在于,活化处理采用的是含氢氟酸的活化液。
3.根据权利要求1所述的AlTi复合铸件制备方法,其特征在于,离心铸造工艺参数范围为:浇注温度680~850℃,模具温度280~420℃,转速300~1200r/min。
4.根据权利要求1所述的AlTi复合铸件制备方法,其特征在于,点阵材料结构类型为金字塔型或四面体型。
5.根据权利要求1所述的AlTi复合铸件制备方法,其特征在于,点阵材料结构参数范围为:杆长0.8~3mm,杆径0.3~1.5mm,杆间夹角30~60°。
说明书
技术领域
本发明涉及AlTi复合零件的制备技术,尤其涉及一种AlTi复合铸件的制备方法。
背景技术
铝作为地壳中含量极其丰富的金属,因其较小的密度、良好的耐蚀性和成形性等优点,被广泛应用在航空航天、交通运输和建筑机械等领域,其应用量在现代工业生产中仅次于钢铁,对国民经济的发展起着尤为重要的作用。钛合金具有优异的高温性能、耐腐蚀性能、良好的断裂韧性和更高的比强度,也是能够满足轻量化要求的理想材料,目前因为价格较高主要应用于航空航天、深海等高科技领域。铝合金与钛合金在性能及经济方面互补性很强,在某些环境中二者的复合结构能够在保留各自性能特点的同时克服单一材料性能上的不足,可以有效地降低结构件重量,实现节能、环保,且有助于进一步拓宽铝合金的应用领域。但对于AlTi的液固复合铸造,其可靠连接受制于其界面结合强度。
专利CN103769561A公开了一种钛/铝固液复合铸造成型方法,所述方法为固体钛合金置于铝合金熔体制备铝包钛铸件,实验室制备工艺的实施步骤如下:(1)加工制得直径3~30mm的钛合金棒材,经车削打磨得到理想的表面粗糙度;(2)对预制的钛棒表面进行化学清洗,去除表面的油污及氧化物;(3)采用井式电阻炉在刚玉坩埚中熔炼铝熔体;(4)在熔体中插入先前处理好的钛棒,铝熔体温度为670~840℃;(5)在井式炉中保温5min~15h后,取出空冷至室温。专利CN104259433A公开了一种改善钛/铝固液复合界面塑韧性的铸造方法,其方法为钛合金插入铝合金熔体制备钛铝复合铸件,步骤如下:(1)将钛合金进行机加工得到需求的材料样式;(2)对预制的钛合金表面进行化学清洗,去除表面的油污及氧化物;(3)熔炼铝合金直至其完全熔融;(4)向熔融铝熔体中浸入钛合金,浸入时温度保持在750~860℃,保温10~240s;(5)炉冷至710~790℃后继续保温5min~4h,之后温度调节至670~750℃继续保温5min~3h,后空冷或油淬至室温。专利CN107520430A公开了钛/铝复合材料构件及其制备方法和应用,包括以下步骤:(1)将钛合金构件待复合面打磨、清洗后,置于铸造砂上;(2)将熔融的铝合金浇铸于钛合金材料待复合面上,空冷至熔融的铝合金结晶凝固,得到钛/铝复合材料构件中间体;(3)将步骤(2)所得的钛/铝复合材料构件中间体进行扩散处理,冷却后得到钛/铝复合材料构件。这些方法要么产品形状与尺寸受限制,要么需要进行长时间的铸造保温或扩散处理,其应用受到限制。
发明内容
针对现有技术中存在的AlTi复合铸件结合强度不足的缺陷,本发明提供了一种AlTi复合铸件制备方法,该方法在钛基材料结合表面利用选区激光熔融技术制备Ti基点阵材料,然后利用液固复合铸造工艺实现钛基材料与铝合金的结合。
为了解决上述技术问题,本发明采用了如下技术方案:
AlTi复合铸件制备方法,包括如下步骤:
(1)在钛基材料的结合表面采用激光选区熔化技术制备Ti基点阵材料;
(2)采用化学除油—活化对点阵材料表面进行处理;
(3)将钛基材料固定在铸型中,将铝合金熔体浇注到铸型内,在浇注和凝固过程中采用离心铸造工艺,以实现AlTi之间的结合。
作为本发明的一种优选方案,活化处理采用的是含氢氟酸的活化液。
作为本发明的另一种优选方案,离心铸造工艺参数范围为:浇注温度680~850℃,模具温度280~420℃,转速300~1200r/min。
作为本发明的一种改进方案,点阵材料结构类型为金字塔型或四面体型。
作为本发明的进一步改进方案,点阵材料结构参数范围为:杆长0.8~3mm,杆径0.3~1.5mm,杆间夹角30~60°。
本发明的技术效果是:本发明将激光选区熔化增材制造及点阵材料应用于AlTi液固复合铸造,点阵材料由在空间周期排列的结点和连接结点的杆单元组成,具有高比表面、高孔隙率,结构及功能可设计,具有比金属泡沫和蜂窝材料更高的比强度、比刚度。选区激光熔融技术可以制造复杂的点阵结构,致密度高,技术成熟。本发明充分利用Ti基点阵材料的高比表面积及与铝合金形成的三维互嵌结构,使得结合界面呈现三维形态,可以大幅度强化结合界面的冶金结合与机械结合作用。实现AlTi液固复合铸造结合界面的可靠连接。
具体实施方式
下面结合具体实施方式对本发明作进一步详细地描述。
AlTi复合铸件制备方法,包括如下步骤:
(1)在钛基材料的结合表面采用激光选区熔化技术制备Ti基点阵材料;
(2)采用化学除油—活化对点阵材料表面进行处理;
(3)将钛基材料固定在铸型中,将铝合金熔体浇注到铸型内,在浇注和凝固过程中采用离心铸造工艺,以实现AlTi之间的结合。
其中,活化处理采用的是含氢氟酸的活化液。离心铸造工艺参数范围为:浇注温度680~850℃,模具温度280~420℃,转速300~1200r/min。点阵材料结构类型为金字塔型或四面体型;点阵材料结构参数范围为:杆长0.8~3mm,杆径0.3~1.5mm,杆间夹角30~60°。
实施例1
钛基点阵材料为TC4合金,结构为金字塔型,杆长1.5mm,杆径0.4mm,杆间夹角45°。选区激光熔化成型工艺参数:激光功率170W,扫描速率1250mm/s,光斑直径0.1mm,粉层厚度0.03mm,扫描间距0.1mm,制备钛基点阵材料。
表面处理:采用无水碳酸钠Na2CO3(30g/L),氢氧化钠NaOH(40g/L),磷酸三钠Na3PO4(35g/L),余为水,进行化学除油处理。采用435mL/L二甲基甲酰胺,38%氢氟酸105mL/L,余为水,在室温下活化时间7min。
离心铸造工艺参数:铝合金ZL107浇注温度710℃,模具温度300℃,转速650r/min。
检测知,AlTi界面剪切强度可达255MPa。
实施例2
钛基点阵材料为TC6,结构为四面体型,杆长2mm,杆径0.6mm,杆间夹角45°。选区激光熔化成型工艺参数:激光功率150W,扫描速率750mm/s,光斑直径0.2m,粉层厚度0.03mm,扫描间距0.15mm,制备点阵材料。
表面处理:以无水碳酸钠Na2CO3(30g/L),氢氧化钠NaOH(40g/L),磷酸三钠Na3PO4(35g/L),余为水,进行化学除油处理。采用435mL/L二甲基甲酰胺,38%氢氟酸105mL/L,余为水,在室温下活化时间7min。
离心铸造工艺参数:铝合金ZL111浇注温度750℃,模具温度320℃,转速600r/min。
检测知,AlTi界面剪切强度可达260MPa。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
AlTi复合铸件制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0