









专利摘要
本发明公布了一种曲面阴极多轴联动实现复杂型面整体叶盘叶盆、叶背和轮毂一体化电解加工工具,涉及电解加工技术领域。包括回转工作台,安装于转台上的工件夹具,位于工件叶栅通道处的阴极本体、可做多轴运动的进给机构、连接曲面阴极与加工主轴的连接杆及对刀块。阴极本体为中空薄壁结构,其几何形状依据叶栅通道及轮毂型面设计。加工时,回转工作台带动工件做旋转运动,进给机构的加工主轴带动阴极本体实现移动、旋转等运动,形成多轴联动,获得具有复杂扭曲形状的整体叶盘工件。本发明的加工方法具有广泛的适用性,通过一次加工可获得高尺寸精度、高表面质量的航空航天发动机整体叶盘工件。
权利要求
1.一种整体叶盘一体化电解加工的加工方法,包括整体叶盘电解机床和电解工具,所述整体叶盘电解机床包括回转工作台(1)和进给机构(4),回转工作台(1)绕D轴转动,进给机构(4)的主轴实现X轴方向、Y轴方向、Z轴方向的直线运动,其特征在于:
电解加工的操作步骤如下:
(1)对刀
将工件托盘安装于回转工作台(1)上,将对刀块安装于工件托盘上;将电解对刀块安装于进给机构(4)的加工主轴前端;通过对刀块(6)和电解对刀块(61)实施回转工作台(1)和进给机构(4)的主轴的对刀,对刀完毕拆除对刀块和电解对刀块;
(2)安装被加工整体叶盘
将被加工整体叶盘通过定位、夹紧固定安装在回转工作台(1)的工件托盘(22)上,接上正极电源夹(9);
(3)安装电解工具
将电解工具安装于进给机构(4)的主轴前端,接上负极电源夹(10);
(4)设定具体加工工艺参数
回转工作台(1)的最大回转角度360°、回转定位精度±5 arc-sec,工件分度时转速为5-10 rpm,加工过程中转速为0.05-1 rpm ;
进给机构(4)的主轴绕X轴做旋转运动;对刀及快速进给过程中,直线运动速度为0-120mm/min,旋转运动速度为0-100 rpm,加工过程中直线运动速度为0.2-2mm/min,旋转运动速度为0.1-2 rpm;
所述电解工具包括阴极本体(3),阴极本体(3)为空心体,阴极本体(3)的一侧面为片状的阴极加工片(31),阴极加工片的前工作面(35)的两侧边为侧面加工刃(37),前工作面(35)的中部均布设有若干出液孔(36);阴极本体(3)的另一侧面开设有进液孔(33);
(5)第一个叶栅通道和对应的轮毂型面的电解加工
回转工作台(1)对被加工叶盘确定第一次分度,进给机构(4)的主轴带动电解工具进给至初始加工位置;加注电解液,接通电解加工电源,回转工作台(1)带动工件(8)做旋转运动,加工主轴带动电解工具实现移动、旋转运动,回转工作台(1)和电解工具二者形成多轴联动,由侧面加工刃(37)通过侧面成形获得叶盆和叶背,前工作面(35)通过小极间间隙的端面成形获得高质量的轮毂,进行一个叶栅通道和对应的轮毂型面的一体化加工;单个叶栅通道和对应的轮毂型面加工结束,断开电解加工电源,并停止供给电解液;进给机构(4)的主轴带动所述电解工具退回初始位置;
(6)重复步骤(4)-(5)的操作
按照步骤(5)的操作,进行第二个叶栅通道和对应的轮毂型面的电解加工,直至所有分度的叶栅通道和轮毂型面均加工完成,即整体叶盘一体化电解加工完成。
2.用于权利要求1所述加工方法的电解工具,所述电解工具包括板条状的阴极加工片(31),阴极加工片(31)的两侧为侧面加工刃(37),阴极加工片(31)的上下两端分别开设有连接杆安装孔(38),其特征在于:
所述阴极加工片(31)呈弧形板状,阴极加工片(31)的内弧面为前工作面(35),阴极加工片(31)的中部均布开设有若干出液孔(36);阴极加工片(31)的外弧面上设有绝缘后罩(32),绝缘后罩(32)和阴极加工片(31)之间形成电解液腔(34),所述绝缘后罩(32)的上端和下端分别开设有进液孔(33);
工作时,电解液分别由所述阴极本体(3)上的进液孔(33)进入电解液腔(34),再由阴极加工片(31)上均布的出液孔(36)进入加工间隙,实现电解液带走电解产物和电解热。
3.根据权利要求2所述的电解工具,其特征在于:所述阴极加工片(31)的前工作面(35)为自由曲面,自由曲面的曲率半径为50-800 mm。
4.根据权利要求2所述的电解工具,其特征在于:所述阴极加工片(31)的中部均布开设有10个以上的出液孔(36);所述出液孔(36)的孔径为0.5-2mm。
说明书
技术领域
本发明属于电解加工技术领域,具体涉及一种整体叶盘一体化电解加工的方法及电解工具。
背景技术
航空发动机作为飞机的核心组件,其性能的优劣将直接影响飞机整体的性能。而叶盘则是航空发动机不可或缺的零部件之一,传统叶盘的叶片与轮盘通过榫头榫槽连接,其结构复杂、寿命短,难以满足先进航空业的发展。整体叶盘将叶片与轮盘构成一个整体,克服以上缺点的同时还具有较高的工作效率和推重比。但整体叶盘由于使用难加工材料、型面复杂、加工精度要求高,其加工制造成为世界性难题。
电解加工是利用金属在电解液中的电化学阳极溶解原理将工件加工成形的一种加工方法,具有加工不受材料力学性能影响、不产生切削力、无工具损耗和加工范围广等优点,已经较为广泛地应用于航空航天、兵器工业等领域。
整体叶盘由于结构复杂、叶片型面扭曲、叶栅通道狭窄,且广泛采用钛合金、镍基高温合金等难加工材料,其具有难加工的特点。而电解加工技术具有不受材料硬度影响、工件加工表面质量好,可获得复杂几何形状等特点,故电解加工技术非常适用于整体叶盘的加工。
现有的叶栅通道电解加工技术主要有以下三类:套料电解加工、径向进给电解加工和旋转进给电解加工。目前套料电解加工最新的研究成果虽然可以做到较小的余量差和一定程度的均匀性,但是在轮毂上两次加工的衔接位置存在接刀痕,严重影响加工精度,同时该方法只能加工截面变化不大,仅轻微扭曲的叶盘。径向电解加工采用可直线移动的成形阴极,成型精度高,但只适用于加工开敞性较好的叶栅通道,难以加工型面扭曲复杂的叶栅通道。旋转进给电解加工能够实现成型阴极在直线旋转复合进给加工中稳定电解液流场,实现扭曲叶栅通道的加工,并且显著减少叶片型面的加工余量差。但是以上电解加工方法都存在一个最突出的共同问题:由于新型整体构件的叶片型面为复杂的空间自由曲面,现有的整体构件电解加工方法从原理上无法通过一次加工获得高精度的复杂型面整体构件。因此,迫切需要新型的整体构件电解加工技术,获得具有更高的尺寸精度、更好的表面质量,更接近具有复杂扭曲叶栅通道的整体构件设计模型的加工表面。
发明内容
为了实现一次电解加工完成叶盆、叶背和轮毂的一体化成型,并提高叶栅通道和轮毂的表面精度,本发明的目的是提供一种整体叶盘一体化电解加工的方法,同时提供一种电解工具。
本发明所要解决的技术问题采用以下技术方案实现:
一种叶盘一体化电解加工的加工方法,包括整体叶盘电解机床和电解工具,所述整体叶盘电解机床包括回转工作台1和进给机构4,回转工作台1绕D轴转动,进给机构4的主轴实现X轴方向、Y轴方向、Z轴方向的直线运动以及绕X轴的转动,电解加工的操作步骤如下:
(1)对刀
将工件托盘安装于回转工作台1上,将对刀块安装于工件托盘上;将电解对刀块安装于进给机构4的加工主轴前端;通过对刀块和电解对刀块实施回转工作台1和进给机构4的主轴的对刀,对刀完毕拆除对刀块和电解对刀块;
(2)安装被加工整体叶盘
将被加工整体叶盘通过定位、夹紧固定安装在回转工作台1的工件托盘上,接上正极电源夹;
(3)安装电解工具
将电解工具安装于进给机构4的主轴前端,接上负极电源夹10;
(4)设定具体加工工艺参数
回转工作台1的最大回转角度360°、回转定位精度±5 arc-sec,工件分度时转速为5-10 rpm,加工过程中转速为0.05-1 rpm ;
进给机构4的主轴绕X轴做旋转运动;对刀及快速进给过程中,直线运动速度为0-120 mm/min,旋转运动速度为0-100 rpm,加工过程中直线运动速度为0.2-2 mm/min,旋转运动速度为0.1-2 rpm;
所述电解工具包括阴极本体3,阴极本体3为空心体,阴极本体3的一侧面为片状的阴极加工片31,阴极加工片的前工作面35的两侧边为侧面加工刃37,前工作面35的中部均布设有若干出液孔36;阴极本体3的另一侧面开设有进液孔33;
(5)第一个叶栅通道和对应的轮毂型面的电解加工
回转工作台1对被加工叶盘确定第一次分度,进给机构4的主轴带动电解工具进给至初始加工位置;加注电解液,接通电解加工电源,回转工作台1带动工件做旋转运动,加工主轴带动电解工具实现移动、旋转等运动,回转工作台1和电解工具二者形成多轴联动,由侧面加工刃37通过侧面成形获得叶盆和叶背,前工作面35通过小极间间隙的端面成形获得高质量的轮毂,进行一个叶栅通道和对应的轮毂型面的一体化加工;单个叶栅通道和对应的轮毂型面加工结束,断开电解加工电源,并停止供给电解液;进给机构4的主轴带动所述电解工具退回初始位置;
(6)重复步骤4-5的操作
按照步骤5的操作,进行第二个叶栅通道和对应的轮毂型面的电解加工,直至所有分度的叶栅通道和轮毂型面均加工完成,即整体叶盘一体化电解加工完成。
用于上述加工方法的电解工具,所述电解工具包括板条状的阴极加工片31,阴极加工片31的两侧为侧面加工刃37,阴极加工片31的上下两端分别开设有连接杆安装孔38;
所述阴极加工片31呈弧形板状,阴极加工片31的内弧面为前工作面35,阴极加工片31的中部均布开设有若干出液孔36;阴极加工片31的外弧面上设有绝缘后罩32,绝缘后罩32和阴极加工片31之间形成电解液腔34,绝缘后罩32的上端和下端分别开设有进液孔33;
工作时,电解液分别由所述阴极本体3上的进液孔33进入电解液腔34,再由阴极加工片31上均布的出液孔36进入加工间隙,实现电解液带走电解产物和电解热。
进一步限定的电解工具的技术方案如下:
所述阴极加工片31的前工作面35为自由曲面,自由曲面的曲率半径为50-800 mm。
所述阴极加工片31的中部均布开设有10个以上的出液孔36;所述出液孔36的孔径为0.5-2mm。
本发明的有益技术效果体现在以下方面:
1、本发明的曲面阴极通过多轴运动,能够实现复杂扭曲型面整体叶盘的叶盆、叶背和轮毂的一体化电解加工成形,获得高精度、高质量的叶栅通道和轮毂,同时具备灵活性和适应性强的特点。
本发明由具有复杂成形轮廓的曲面阴极侧面加工刃37通过侧面成形获得叶盆和叶背,形成整体构件的叶栅通道。由电解加工侧面成形规律可知,本方法可以获得较小的侧面加工间隙,提高加工定域性,获得高的叶栅通道加工精度。现有的径向进给电解加工方法所加工工件的U截面103为扭曲复杂的型面(如图10中(a)所示),但是N截面104只是简单的直线(如图10中(b)所示);现有的旋转进给电解加工方法所加工工件的P截面105(如图11中(a)所示)、Q截面106(如图11中(a)所示)均为简单的直线;本发明所提出的的方法得益于曲面阴极的多轴联动以及复杂型面的侧面加工刃37,所获得的M截面101(如图9中(a)所示)和N截面102(如图9中(a)所示)都是更接近于设计轮廓的扭曲复杂的形状。本发明的电解加工方法相较现有的电解加工方法,在加工具有复杂型面的整体构件时,能够获得更加接近于设计轮廓的工件型面。因此本发明能够实现各种形状复杂扭曲狭窄的叶栅通道的加工。
相较于套料电解加工技术,套料电解加工是以整体叶盘叶片为加工对象,故在相邻的两片叶片加工完成之后,必然在两片叶片之间的轮毂上的衔接位置存在接刀痕,严重影响轮毂加工精度。而本发明的轮毂成形方法属于端面成形,由电化学的成形原理可知,端面加工的极间间隙小,可获得高的复制精度和小的表面粗糙度,因此本发明的电解加工方法能够获得高质量的轮毂。
2、本发明由于曲面阴极的多轴联动和复杂型面轮廓,可获得高尺寸精度的叶盆、叶背和轮毂。同时,本发明对曲面阴极非加工表面做绝缘处理,有效避免对已加工表面的二次腐蚀,减少杂散腐蚀,提高加工定域性,提高加工表面的尺寸精度和表面质量。对于直径600mm,叶片数量为69的整体叶盘,采用本发明所加工的工件表面粗糙度可以达到Ra=(0.8~1.2)μm,叶栅通道的叶盆型面及叶背型面加工精度为±0.15~0.18 mm。
3、采用本发明进行整体叶盘的一体化电解加工成形,相对于一般机械切削加工效率能提高5~10倍,相对于电火花成型加工效率能提高7~10倍。
附图说明
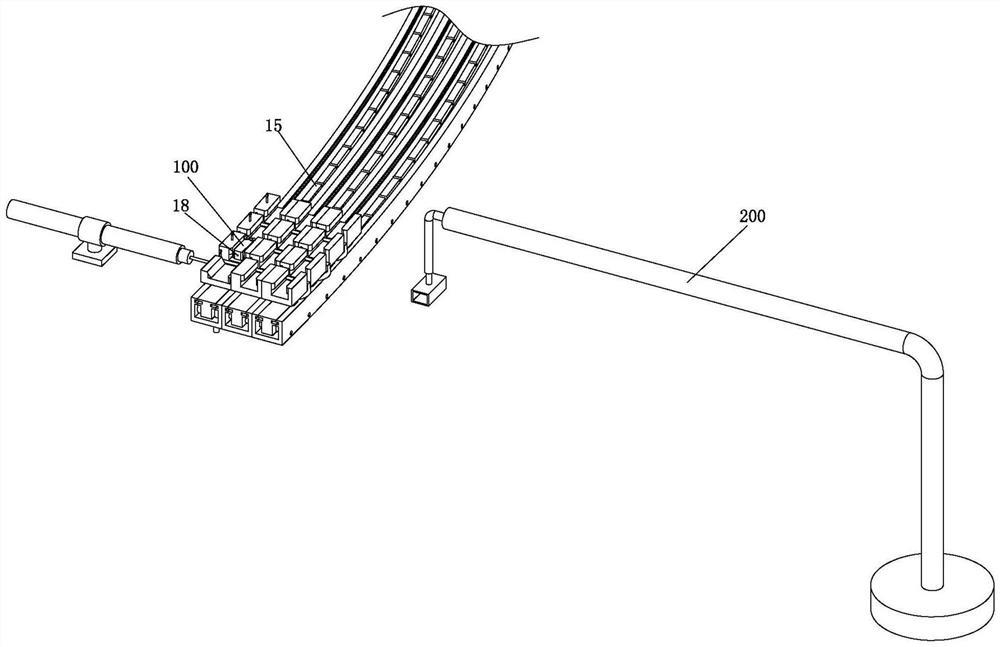
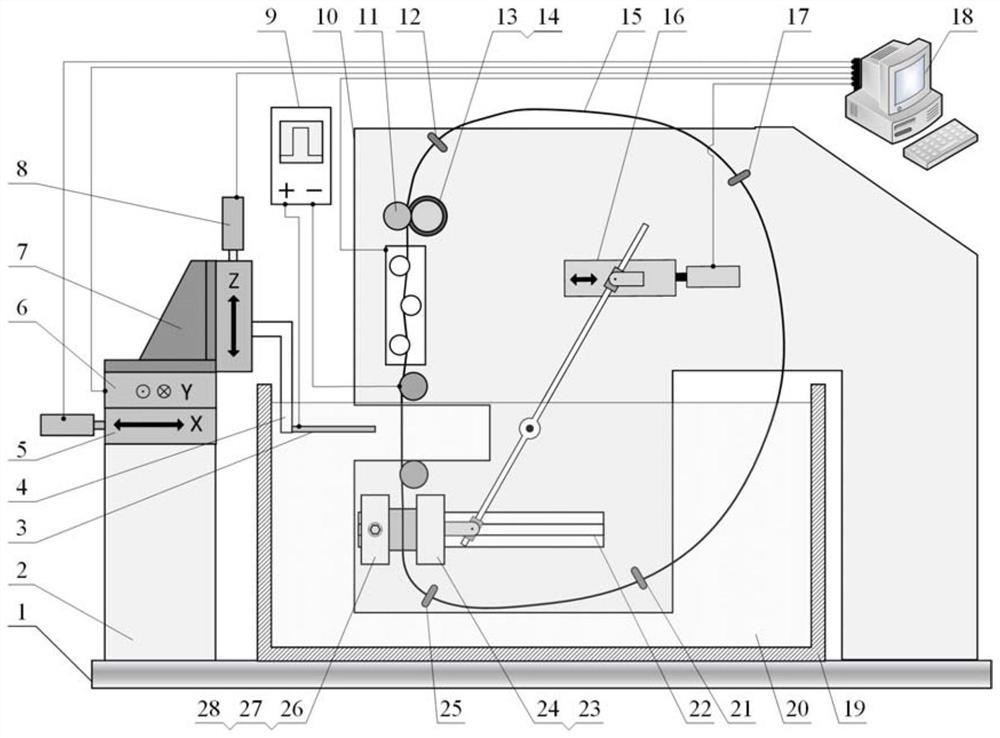
图1是本发明的整体示意图。
图2是工件夹具结构剖视图。
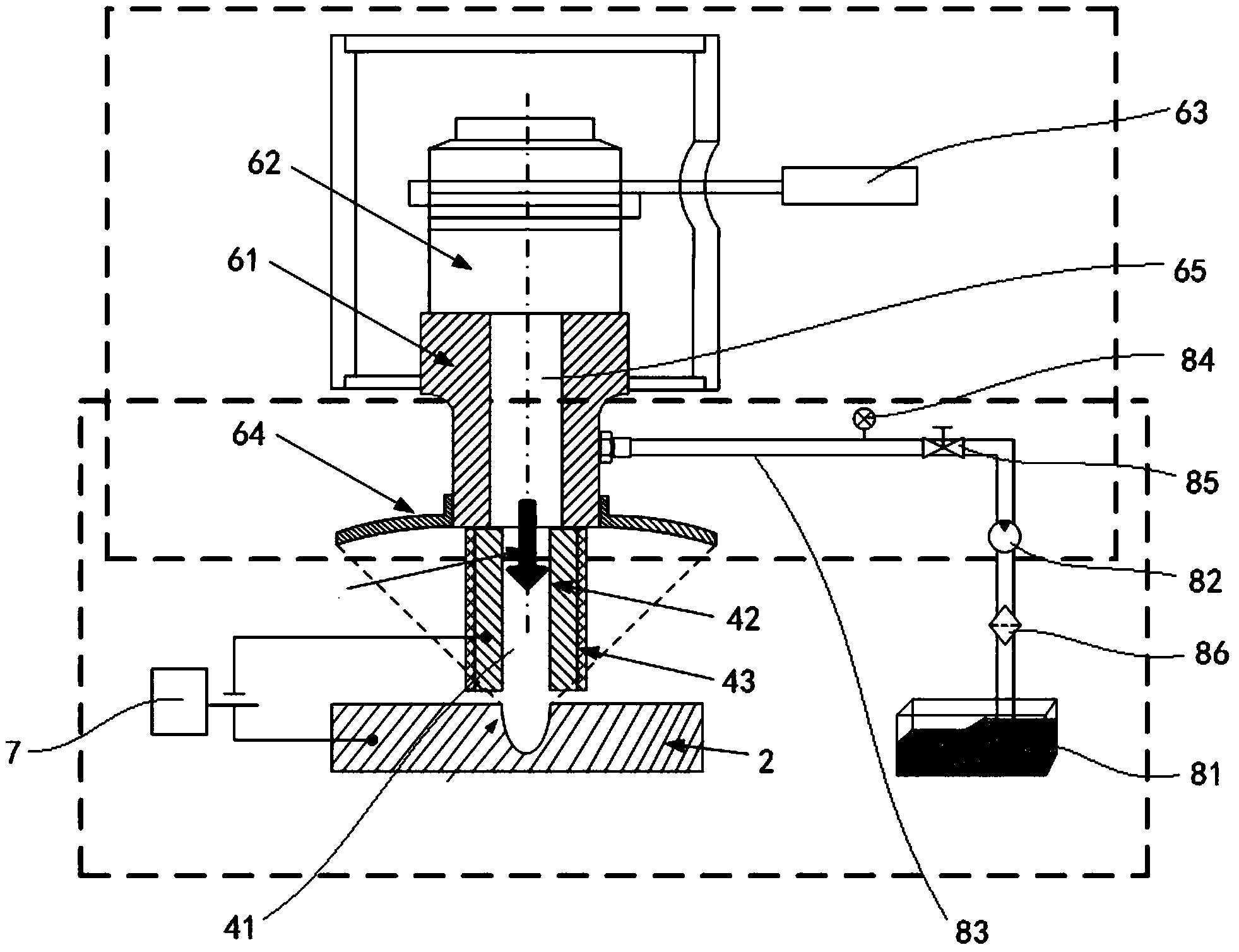
图3是对刀状态示意图。
图4是工件托盘结构示意图。
图5是电解工具结构示意图。
图6是电解工具后部的局部剖视图。
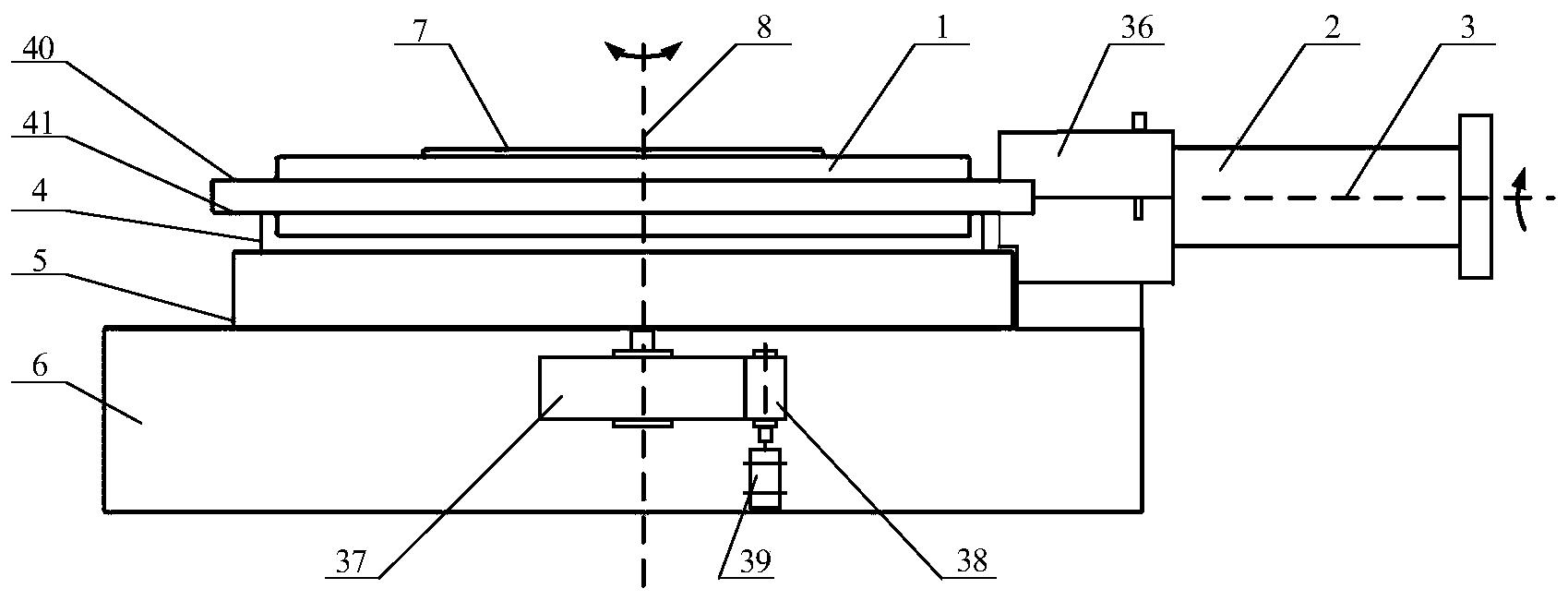
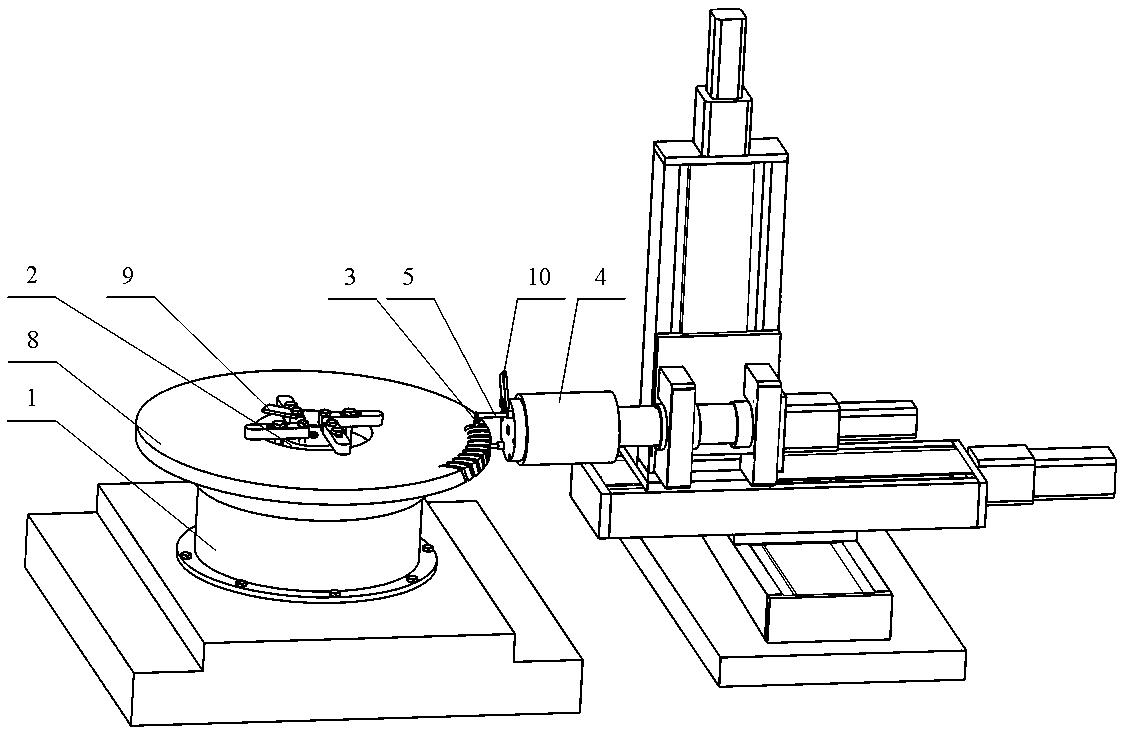
图7是回转工作台为立式的加工示意图。
图8是电解工具安装于进给机构4的主轴前端示意图。
图9是本发明加工方法所获得的工件及叶栅通道截面图。
图10是径向进给电解加工所获得的工件及叶栅通道截面图。
图11是旋转进给电解加工所获得的工件及叶栅通道截面图。
上图中标号名称:回转工作台1、环形底座11、螺纹通孔12、工件夹具2、绝缘安装板21、工件托盘22、轴心垫块23、压块24、矩形通孔25、第一个圆环26、第二个圆环27、通孔28、压块前部29、定位销孔212、阴极本体3、阴极加工片31、绝缘后罩32、进液孔33、电解液腔34、前工作面35、出液孔36、侧面加工刃37、连接杆安装孔38、进给机构4、加工主轴前部端面41、螺纹安装孔42、连接杆5、定位螺钉51、螺纹接头52、对刀块6、电解对刀块61、工作台7、工件8、正极电源夹9、负极电源夹10、工件M截面101、工件N截面102、工件U截面103、工件V截面104、工件P截面105、工件Q截面106。
具体实施方案
下面结合附图,对本发明做进一步地详细说明。
实施例1
被加工件为径向叶片整体叶盘,直径600mm、厚度为40mm、叶片数量为69、材料钛合金;叶栅通道狭窄,叶片型面扭曲易变形;加工精度要求高,其中叶片型面精度要求0.1-0.5mm,轮毂表面粗糙度要求Ra小于1.0μm,叶栅通道表面粗糙度要求Ra小于等于1.6μm。
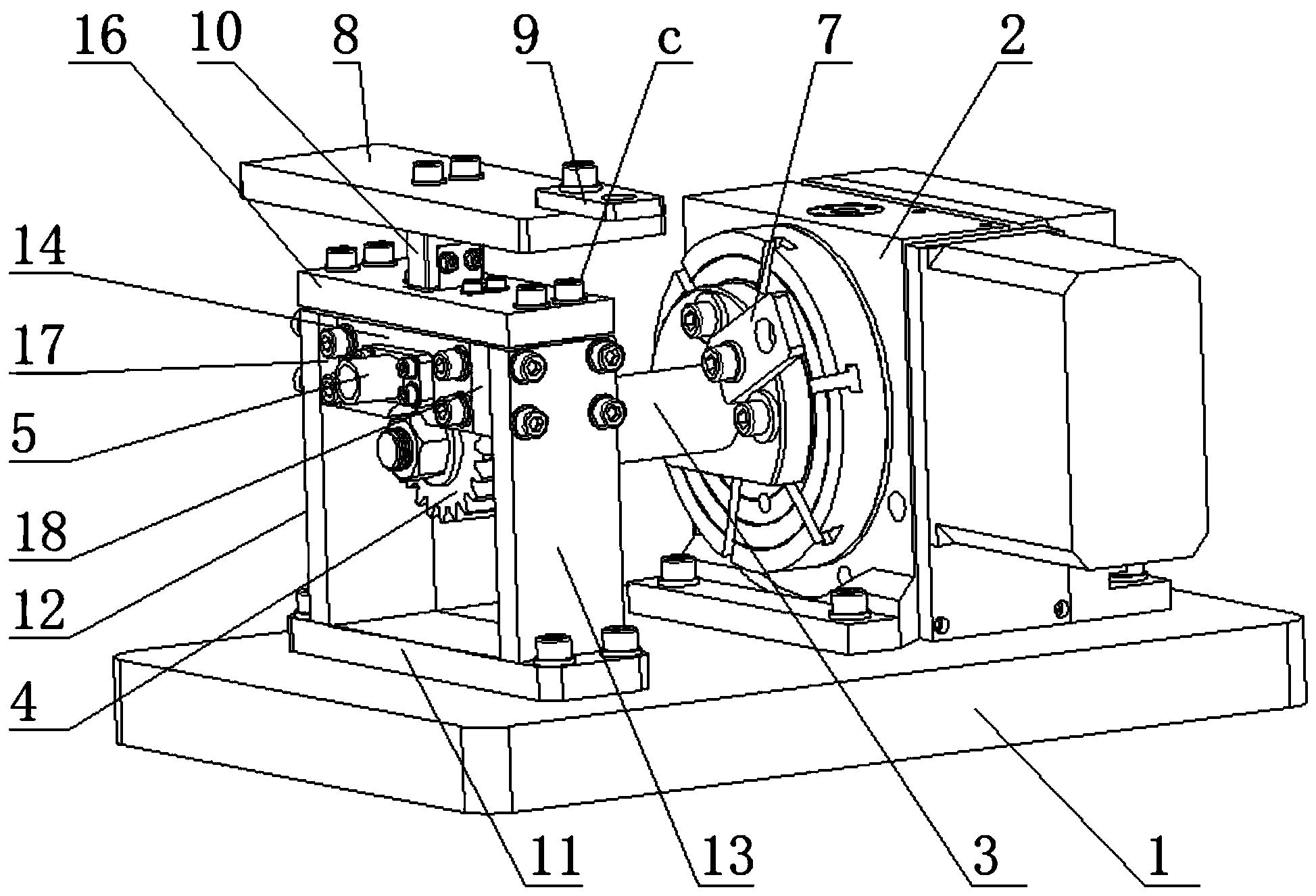
参见图1和图3,加工设备包括回转工作台1、安装于回转工作台上的工件夹具2、位于工件叶栅通道处的阴极本体3、进给机构4的加工主轴、连接曲面阴极与加工主轴的连接杆5及对刀块6。
参见图2,电解加工的工件夹具包括绝缘安装板21、工件托盘22、轴心垫块23、压块24。绝缘安装板21位于工件夹具2整体最底部,其上均布开设有一系列的螺纹盲孔,圆周均布开设有八个阵列沉头孔,绝缘安装板通过绝缘沉头螺钉安装于回转工作台1上;工件托盘22整体呈圆盘状结构,其底部为平面,顶部沿径向由内到外厚度依次增加呈三个圆环台阶状,参见图3和图4,工件托盘22采用螺钉通过最内部第一个圆环26的沉头螺纹连接件固定安装于绝缘安装板上,工件托盘22的第二个圆环27上表面为定位面,其上均布开设若干定位销孔以及对刀块安装螺纹孔,工件8置于工件托盘22的第二个圆环27上;轴心垫块23呈圆柱结构,中部开设有通孔28,轴心垫块23通过螺栓连接件安装于绝缘安装板21之上,安装完毕保证轴心垫块23最高处低于工件最高处;压块24呈长条状,压块前部29为半圆头状,中部开设有矩形通孔25,后部开设有圆形螺纹通孔,压块前部底面与工件8接触,长螺钉穿过压块中部矩形通孔连接于绝缘安装板21,短螺钉连接压块后部圆形通孔且短螺钉末端顶住轴心垫块23上表面,安装完毕后调整相应的螺钉即可实现工件8的固定装夹;所述回转工作台1、绝缘安装板21、工件托盘22和轴心垫块23同轴设置。
参见图3,本发明电解加工工具对刀时,对刀块6通过定位销及螺钉安装于工件托盘之上,同时,将电解对刀块61安装于加工主轴前端41,调整回转工作台1和进给机构4的加工主轴进行对刀,对刀过程中将电解对刀块61与对刀块侧面及上表面分别接触对刀,确定主轴初始位置。
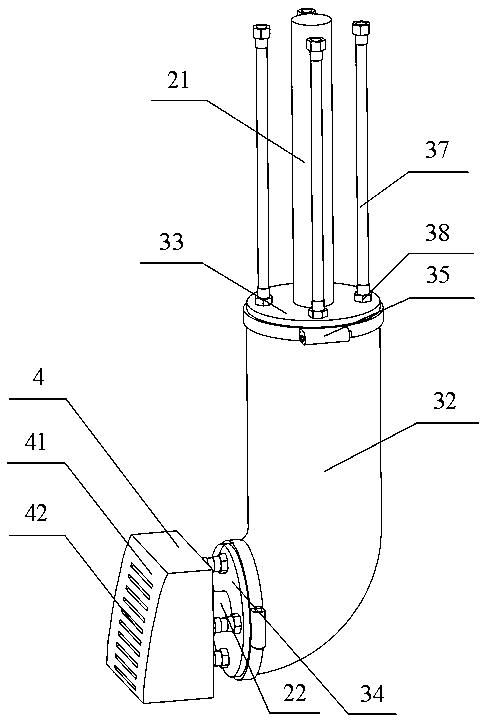
参见图5和图6,本发明的电解工具包括弧形板状的阴极加工片31,阴极加工片31的前工作面35为自由曲面,自由曲面的曲率半径为150 mm。阴极加工片31的两侧为侧面加工刃37,阴极加工片31的上下两端分别开设有连接杆安装孔38;
阴极加工片31的内弧面为前工作面35,阴极加工片31的中部均布开设有十二个出液孔36,出液孔36的孔径为1mm;阴极加工片31的外弧面上焊接安装有绝缘后罩32,绝缘后罩32和阴极加工片31之间形成电解液腔34,绝缘后罩32的上端和下端分别开设有进液孔33。
参见图5,电解液通过管道分别由两个进液孔33进入电解液腔34,再由十二个出液孔36进入加工间隙进行加工,随后电解液流出,流出的同时带走电解产物和电解热,确保加工高效稳定进行。
参见图5,阴极加工片31采用耐腐蚀的不锈钢。阴极加工片31的前工作面35的复杂型面根据工件8的轮毂型面设计而成,侧面加工刃37根据工件8叶盆、叶背形状设计而成。加工时,阴极加工片31的前端面35和侧面加工刃37为加工面,绝缘后罩32不参与加工,为了防止对已加工面的二次腐蚀,影响加工,对绝缘后罩32做绝缘处理,涂覆绝缘涂层。参见图7,阴极加工片31上下两端开设有安装连接杆5的安装孔38,连接杆5前部采用定位螺钉51与阴极加工片31上 的安装孔38定位连接,后部采用螺纹接头52与进给机构4的加工主轴连接。
具体电解加工的操作步骤如下:
(1)对刀
参见图3,将工件托盘22安装于立式回转工作台1上,将对刀块6安装于工件托盘上,安装完毕定位误差应小于等于0.01 mm;将电解对刀块61安装于进给机构4的加工主轴前端;实施回转工作台1和进给机构4的主轴的对刀,对刀完毕拆除对刀块和电解对刀块。
(2)安装被加工整体叶盘
参见图1,将工件8通过定位、夹紧固定安装在回转工作台1的工件托盘上,接上正极电源夹;工件8为被加工整体叶盘。
(3)安装电解工具
参见图8,将电解工具通过连接杆5及螺纹安装孔42安装于进给机构4的主轴前端,接上负极电源夹10。
(4)设定具体加工工艺参数
回转工作台1做绕D轴(竖直轴)的旋转运动,最大回转角度360°、回转定位精度±5arc-sec,工件分度时转速为5-10 rpm,分度角度为5.22°,加工过程中转速为0.05-1 rpm ;
进给机构4的主轴绕X轴做旋转运动,沿X轴、Y轴、Z轴做直线运动;对刀及快速进给过程中,直线运动速度为0-120 mm/min,旋转运动速度为0-100 rpm;加工过程中直线运动速度为0.2-2 mm/min,旋转运动速度为0.5-3 rpm。
(5)第一个叶栅通道和对应的轮毂型面的电解加工
参见图1,回转工作台1对被加工叶盘确定第一次分度,分度角度为5.22°,进给机构4的主轴带动电解工具进给至初始加工位置;加注电解液,接通电源,回转工作台1带动工件8做旋转运动,加工主轴带动电解工具实现移动、旋转等运动,回转工作台1和电解工具二者形成多轴联动,由侧面加工刃37通过侧面成形获得叶盆和叶背,前工作面35通过小极间间隙的端面成形获得高质量的轮毂,进行一个叶栅通道和对应的轮毂型面的一体化加工;工作过程中,电解液分别由阴极本体3上的进液孔33进入电解液腔34,再由阴极加工片31上均布的出液孔36进入加工间隙,实现电解液带走电解产物和电解热。单个叶栅通道和对应的轮毂型面加工结束,断开电解加工电源,并停止供给电解液;进给机构4的主轴带动所述电解工具退回初始位置。
(6)重复步骤4-5的操作
按照步骤5的操作,进行第二个叶栅通道和对应的轮毂型面的电解加工,直至所有分度的叶栅通道和轮毂型面均加工完成,即整体叶盘一体化电解加工完成。
实施例2
参见图7,被加工件为轴向叶片整体叶盘,直径450 mm、厚度为30mm、叶片数量为90、材料高温合金;叶片型面精度要求小于0.5 mm,叶栅通道表面粗糙度要求Ra小于等于1.6μm。
回转工作台为卧式结构,
具体电解加工的操作步骤如下:
(1)对刀
将工件托盘安装于卧式回转工作台1上,将对刀块6安装于工件托盘上;将电解对刀块61安装于进给机构4的加工主轴前端;实施回转工作台1和进给机构4的主轴的对刀,对刀完毕拆除对刀块和电解对刀块。
(2)安装被加工轴向叶片整体叶盘
将工件8通过定位、夹紧固定安装在回转工作台1的工件托盘上,安装完毕定位误差应小于等于0.01 mm;接上正极电源夹;工件8为被加工轴向叶片整体叶盘。
(3)安装电解工具
将电解工具安装于进给机构4的主轴前端,接上负极电源夹10。
(4)设定具体加工工艺参数
回转工作台1做绕C轴(水平轴)的旋转运动,的最大回转角度360°、回转定位精度±5 arc-sec,工件分度时转速为5-10 rpm,分度角度为4°,加工过程中转速为0.1-1 rpm ;
进给机构4的主轴绕X轴做旋转运动,沿X轴、Y轴、Z轴做直线运动;对刀及快速进给过程中,直线运动速度为0-120 mm/min,旋转运动速度为0-100 rpm,加工过程中直线运动速度为0.2-2 mm/min,旋转运动速度为0.3-2 rpm;
电解工具包括阴极本体3,阴极本体3为空心体,阴极本体3的一侧面为片状的阴极加工片31,阴极加工片的前工作面35的两侧边为侧面加工刃37,前工作面35的中部均布设有若干出液孔;阴极本体3的另一侧面开设有进液孔33。
(5)第一个叶栅通道和对应的轮毂型面的电解加工
回转工作台1对被加工叶盘确定第一次分度,分度角度为4°,进给机构4的主轴带动电解工具进给至初始加工位置;加注电解液,接通电解加工电源,回转工作台1带动工件做旋转运动,加工主轴带动电解工具实现移动、旋转等运动,回转工作台1和电解工具二者形成多轴联动,进行单个叶栅通道和对应的轮毂型面的一体化加工;单个叶栅通道和对应的轮毂型面加工结束,断开电解加工电源,并停止供给电解液;进给机构4的主轴带动所述电解工具退回初始位置。
(6)重复步骤4-5的操作
按照步骤5的操作,进行第二个叶栅通道和对应的轮毂型面的电解加工,直至所有分度的叶栅通道和轮毂型面均加工完成,即整体叶盘一体化电解加工完成。
一种整体叶盘一体化电解加工的方法及电解工具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0