







专利摘要
一种采用低熔点合金牺牲层的孔加工方法,属于电解加工技术领域。它包括以下过程:步骤1、采用喷射的方法在工件预定加工孔的出口位置涂覆熔融的低熔点合金,在空气中冷却,形成低熔点合金层;步骤2、管电极电解加工;步骤3、加工完毕后,去除低熔点合金层;步骤4、清洗零件。本发明的方法对提高管电极电解加工工艺稳定性和加工精度有重要意义。
权利要求
1.一种采用低熔点合金牺牲层的孔加工方法,其特征在于包括以下过程:
步骤1、采用喷射的方法在工件预定加工孔的出口位置涂覆熔融的低熔点合金,在空气中冷却,形成低熔点合金层;
步骤2、利用管电极电解加工孔;
步骤3、加工完毕后,去除低熔点合金层;
步骤4、清洗零件。
2.根据权利要求1所述的采用低熔点合金牺牲层的孔加工方法,其特征在于:所述步骤1中形成的低熔点合金层,其中低熔点合金层表面到工件与低熔点合金层结合面之间的最小距离为0.3-0.5mm。
3.根据权利要求1所述的采用低熔点合金牺牲层的孔加工方法,其特征在于:所述工件表面为平面,工件与低熔点合金层结合面为平面或曲面,低熔点合金层表面为平面, 工件表面到低熔点合金层表面各处距离相等。
4.根据权利要求1所述的采用低熔点合金牺牲层的孔加工方法,其特征在于:所述低熔点合金层与工件之间的结合力大于2MPa。
5.根据权利要求1所述的采用低熔点合金牺牲层的孔加工方法,其特征在于:所述步骤3去除零件表面的低熔点合金的方法为以下方法之一:加热熔融去除法、化学溶解法。
说明书
所属技术领域
本发明的采用低熔点合金牺牲层的孔加工方法,属于电解加工技术领域。
背景技术
随着航空发动机涡轮前温度的不断提高,发动机热端部件都广泛采用了气膜冷却技术。涡轮叶片气膜冷却群孔、燃烧室火焰筒气膜冷却群孔等是航空发动机中不可或缺的关键结构,其制造质量直接影响航空发动机性能。气膜冷却孔的孔径一般在0.25-1.8mm之间,孔数众多,角度变化大,常采用镍基高温合金、镍基金属间化合物、钛合金等难加工材料,加工表面质量要求高,不允许重铸层、微裂纹的存在,因此制造难度很大。常见加工技术,例如,机械钻孔、电火花加工、激光加工等存在加工精度不高、易出现毛刺、重铸层、薄壁件累计变形严重或加工效率低等问题,有时甚至无法加工,其制造难题已成为发动机研制瓶颈。
管电极电解加工是美国通用公司发动机事业部为解决航空发动机合金材料的小孔加工难题,提出的一种孔加工技术。管电极电解加工时,电解液从中空金属管(圆管或异型管)中高速流出,充满整个加工间隙,阳极工件在电化学反应作用下溶解并逐渐形成与金属管阴极截面一致的孔型,同时电解液将反应产物、焦耳热带出加工区。电解加工具有不受材料力学性能限制,无重铸层,加工表面完整性好等特点,非常适合航空发动机群孔结构的加工,已经成为国内外航空制造界最为关注的孔电解加工技术。
目前,该技术研究的重点在于提高加工过程的稳定性。孔穿通时加工区流场突变引起的短路现象是影响加工稳定性的主要原因。孔未穿通时,电解液全部从侧壁间隙流出。孔部分穿通时,加工区流场发生突变,大部分电解液从先穿通的孔底部流出,极少部分从侧壁间隙流出,造成未穿通区域电解液缺失。如果管电极继续进给,工具电极将和工件直接碰上,发生短路,烧伤管电极和工件,造成加工失败。此外,加工区流场的突变会引起电极的振动,影响出口孔径加工精度。
为解决此类问题,目前工程上普遍采用的方法是在工件加工孔的出口位置垫一块金属牺牲层。利用金属牺牲层与工件的贴合,达到改变电解液流向,消除流场突变的目的。对于曲面类零件的孔加工,金属牺牲层必须加工成与曲面工件背面相同的形状,以实现工件与金属牺牲层的紧密贴合。工件通常存在表面不平整,厚度不均匀等缺陷;同时,金属牺牲层存在加工精度和加工误差的问题。金属牺牲层和工件很难实现紧密贴合,经常性出现电解液从两者缝隙中泄漏的情况。此外,孔加工通时,金属牺牲层同样被电解,加工下一个工件需重新制备一块新的金属牺牲层。该方法不适合批量生产场合使用。
管电极电解加工群孔时,通常按照零件上表面高度定位电极。零件厚度不均匀,则会出现群孔先后加工通的情况。由于必须保证每个孔加工通,此时,电场仍被施加于工件和电极之间。先加工通的孔,通常会出现二次加工,出现下大上小的喇叭口形状,影响加工精度。零件厚度不均匀性越差,这种现象越明显。这将大大影响群孔出口孔径的一致性,造成孔径超差,零件报废。
发明内容
本发明旨在提高管电极电解加工群孔出口孔径一致性,提出一种工艺稳定性好、通用性强、成本低、实现方便的采用低熔点合金牺牲层的孔加工方法。
一种采用低熔点合金牺牲层的孔加工方法,其特征在于包括以下过程:
步骤1、采用喷射的方法在工件预定加工孔的出口位置涂覆熔融的低熔点合金,在空气中冷却,形成低熔点合金层;
步骤2、管电极电解加工;
步骤3、加工完毕后,去除低熔点合金层;
步骤4、清洗零件。
上述低熔点合金,为材料领域的专业术语,是指熔点低于232℃的易熔合金;通常由Bi、Sn、Pb、In等低熔点金属元素组成。
本发明具有以下优点:
1、采用本方法在管电极电解加工加工区出口位置均匀涂覆低熔点合金,低熔点合金与工件材料通过扩散连接,形成一定的连接强度。孔穿通时,工件上未溶解的小凸起,仍与低熔点合金保持连接,而不会随着电解液流动进入加工间隙,从而提高了加工稳定性。
常见的方法是在工件背面垫一块金属牺牲层,金属牺牲层与工件仅接触而无任何连接。孔穿通时,工件上正对管电极内孔未溶解的小突起将脱落,进入狭小的加工间隙。电解液的高速流动,使得小突起在管电极与工件之间来回晃动。当小突起与管电极、工件同时接触,管电极与阳极工件将导通,产生打火、管电极的烧伤,直至其被冲出加工区。
采用本发明后,由于工件材料与低熔点合金具有一定的界面连接强度,小突起在一定压力电解液的高速冲击下不会从低熔点表面脱落,继续溶解,从而避免打火等破坏加工稳定性的现象发生。同时,使用本发明的过程稳定性提高方法,较之于原有的垫金属牺牲层方法,低熔点合金可以反复使用;低熔点合金可以液态灌装,冷却固化成形,对于金属牺牲层无法使用的场合,本发明的过程稳定性提高方法仍适用,通用性显著提高。
2、采用本方法在管电极电解加工零件加工区出口位置涂覆低熔点合金材料,使得孔穿通时,电流的绝大部分分配给底层的低熔点合金,从而避免已加工孔口的二次腐蚀,提高群孔出口孔径一致性。
常见的方法是在工件背面垫一块金属牺牲层,由于零件表面不平整,工件和牺牲层之间仍存在间隙。加工时,电解液仍会从间隙中流过,引导电场分布到间隙内的工件背面,造成二次腐蚀。
采用该发明后,由于工件材料与低熔点合金界面连接紧密,相互嵌合。电解液被约束加工区域内,不会对非加工区造成影响。同时,低熔点合金与常见的难加工材料相比,电化学电极电位更低,更易发生电化学溶解。孔穿通时,绝大部分电流会被低熔点合金吸引过去,从电场分布上根本性地减弱二次加工,避免喇叭口形状的出现,提高了群孔出口孔径一致性。
所述步骤1中形成的低熔点合金层,其中低熔点合金层表面到工件与低熔点合金层结合面之间的最小距离为0.3-0.5mm。管电极电解加工的加工间隙通常在0.1-0.3mm,为保证加工孔的出口能够完全成型,管电极端面要进给到和工件底面同一高度。考虑到此时低熔点合金的溶解蚀除,同时避免低熔点合金层被加工通,要求低熔点合金层厚度最小为0.3-0.5mm。
所述工件表面为平面,工件与低熔点合金层结合面为平面或曲面,低熔点合金层表面为平面, 工件表面到低熔点合金层表面各处距离相等。特别对于工件与低熔点合金层结合面为曲面的零件,假如低熔点合金层厚度均匀,工件仍会出现先后加工通的情形,这将破坏未通孔对应管电极的流场状态,从而影响加工稳定性。工件表面到低熔点合金层表面各处距离相等,使得工件最后一个加工通时,群电极的流场状态一致,提高了群孔加工的工艺稳定性和孔径一致性。
所述低熔点合金层与工件之间的结合力大于2MPa。管电极电解加工中,常用电解液压力为0.5-2MPa。为避免孔加工通时,低熔点合金层被电解液冲掉,因此,要求低熔点合金层和工件之间的结合力不低于2MPa。
所述步骤3去除零件表面的低熔点合金的方法为以下方法之一:加热熔融去除法、化学溶解法。低熔点合金熔点通常低于工件材料熔点、相变温度,因此可以采用加热熔融、油浴等方法作为低熔点合金层的主要去除手段;残留在工件材料表面的少量低熔点合金可以选择工件材料金属盐溶液进行化学溶解去除。
附图说明
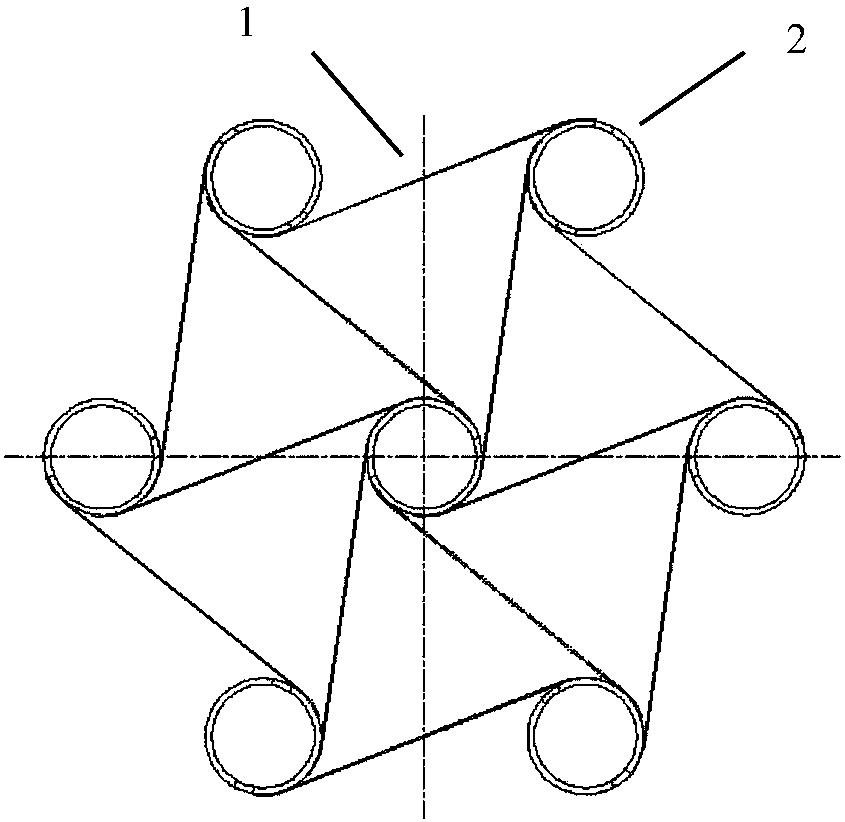
图1 群孔先后穿通状态示意图;
图2 群孔出口二次腐蚀示意图;
图3 喇叭状小孔剖面扫描电镜图片;
图4 零件背面低熔点合金涂覆示意图;
图5 涂覆低熔点合金后群孔先后穿通状态示意图;
图6 涂覆低熔点合金后小孔剖面扫描电镜图片;
图中标号名称:1、侧壁绝缘的管电极,2、工件,3、低熔点合金,4、喇叭状出口。
具体实施方式
图1中,零件的厚度不均匀,群孔出现先后贯通的情况;
图2中,群孔出现先后贯通,先贯通的孔将出现二次腐蚀,形成喇叭状小孔;
图4中,将低熔点合金涂覆于零件预定加工孔的出口位置;
图5中,涂覆低熔点合金后,电流重新分布,二次腐蚀避免。
结合图4、5、6,说明本发明的实施过程:
(1). 采用喷射的方法在工件预定加工孔的出口位置均匀涂覆熔融的低熔点合金,在空气中冷却;
(2). 管电极电解加工;
(3). 加工完毕后,加热熔融、去除零件表面低熔点合金;
(4). 清洗零件。
采用低熔点合金牺牲层的孔加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0