

IPC分类号 : B24B31/00I,B24B31/027I,B24B31/12I,B24B1/04I








专利摘要
本发明提供一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置及其方法,属于叶片表面光整加工的技术领域,将被加工叶片固定于具有与叶片形状吻合的特殊封闭型腔的容器内,形成一个组合封闭型腔;在封闭型腔内预先装入一定量的滚抛磨块和液体介质;密闭在容器内的滚抛磨块和被加工叶片随容器低速回转,同时一起作振幅A和频率f的振动,预装于容器内的滚抛磨块与叶片被加工表面各处产生一定的相对运动和作用力,通过合理调控工艺参数,实现高性能叶片的高效、一致性光整加工,满足其成性制造、修复和批产需求。
权利要求
1.一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,包括振动平台(1)、支架(12)、支撑轴(13)、轴承(14)、调速电机(2)、小带轮(3)、平皮带(4)、大带轮(5)、回转平台(6)和加工组件;
所述振动平台(1)上设有支架(12),支撑轴(13)通过轴承(14)安装在支架(12)上,支撑轴(13)上固联着大带轮(5)和回转平台(6);
所述小带轮(3)与调速电机(2)连接,随着调速电机(2)回转;小带轮(3)与大带轮(5)之间通过平皮带(4)连接;
多个加工组件沿着周向固定在回转平台(6)上;
所述加工组件包括容器、加工介质(8)和夹具(11);
所述容器采用剖分式结构,包括容器体(7)和容器盖(10);
所述加工介质(8)是由滚抛磨块和液体介质组成的混合物;
所述夹具(11)固定在容器盖(10)上,用以装夹被加工叶片(9);
所述容器体(7)的内腔形状是与被加工叶片(9)形状相吻合的异形内腔,将被加工叶片(9)固定于夹具(11)后,被加工叶片(9)与容器体(7)和容器盖(10)形成组合封闭型腔。
2.根据权利要求1所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,所述加工组件的数目为
其中:
3.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,振动平台(1)的振幅
4.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,回转平台(6)的转速为1r/min-30r/min。
5.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,滚抛磨块的装入量为50%-80%。
6.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,容器体(7)和容器盖(10)采用双头螺柱进行连接。
7.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,支架(12)、大带轮(5)、支撑轴(13)、回转平台(6)、容器体(7)和容器盖(10)由硅镁合金、铝镁合金或碳纤维材料制成。
8.根据权利要求2所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,其特征在于,被加工叶片(9)是航空发动机叶片。
9.一种利用权利要求2-8任一项所述的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置的加工方法,其特征在于,包括下述步骤:
S1,将被加工叶片(9)固定在夹具(11)上;
S2,将容器体(7)中加入含有滚抛磨块和液体介质的加工介质(8),盖上容器盖(10),封闭容器;
S3,将上述安装好的加工组件固定在回转平台(6)上;
S4,重复上述S1- S3步骤,直至
S5,调整调速电机(2)的转速,使回转平台(6)的转速在1 r/min- 30r/min;
S6,调整振动平台(1)的振幅和频率:振幅为3mm-5mm,频率为30Hz-100Hz;
S7,启动调速电机(2)和振动平台(1),容器随着调速电机(2)、小带轮(3)和大带轮(5)、回转平台(6)做旋转运动,并随着振动平台(1)以预设的振幅和频率水平振动,完成对被加工叶片(9)表面的光整加工。
10.根据权利要求9所述的加工方法,其特征在于,还包括下述步骤:
S8,加工预设时间后,停止调速电机(2)和振动平台(1);
S9,从回转平台(6)上取下加工组件;
S10,取下容器盖(10),从夹具(11)上取出被加工叶片(9)。
说明书
技术领域
本发明属于叶片表面光整加工的技术领域,特别是涉及一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置及其方法。
背景技术
航空发动机是在高温、高压、高速旋转的恶劣环境下长期可靠工作的复杂热力机械,是典型的知识和技术密集产品。叶片作为航空发动机的一类核心高性能零件,是航空发动机制造中的重中之重,占据了约40%的工作量,其表面质量直接影响着发动机的服役性能和寿命。现有的叶片主要依靠人工抛光、砂带抛光等提高表面质量,但人工抛光易出现去除量不均匀、表面粗糙度不一致等问题,难以满足型面精度要求,且环境恶劣,加工效率低;砂带抛光中砂带或抛光轮易磨损,很难保证叶片类零件加工的一致性。国内外也提出了采用磨粒流光整工艺抛光叶片,但仍存在夹具设计难、成本高,且易引起叶片变形及厚薄不均等。太原理工大学提出了一种采用分布式保护措施的叶片表面滚磨光整加工方法(ZL201510433640.6),可在不破坏叶片原有的形状、尺寸精度的前提下,降低叶片表面粗糙度值,改善表面纹理,然而仍存在叶背加工效果好、叶盆加工效果差的缺点。
发明内容
本发明提供一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置及其方法,其目的是通过一定的方式使叶片和具有异形内腔的容器组合形成一个封闭型腔,通过合理调控叶片的空间方位和加工参数,实现高性能叶片的高效、一致性光整加工,满足其成性制造、修复和批产需求。
为实现上述目的,本发明提供一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,包括振动平台、支架、支撑轴、轴承、调速电机、小带轮、平皮带、大带轮、回转平台和加工组件;振动平台上设有支架,支撑轴通过轴承安装在支架上,支撑轴上固联着大带轮和回转平台;小带轮与调速电机连接,随着调速电机回转;小带轮与大带轮之间通过平皮带连接;多个加工组件沿着周向固定在回转平台上;加工组件包括容器、加工介质和夹具;容器采用剖分式结构,由容器体和容器盖组成;加工介质是由滚抛磨块和液体介质组成的混合物;夹具固定在容器盖上,用以装夹被加工叶片;容器体的内腔形状是与被加工叶片形状相吻合的异形内腔,将被加工叶片固定于夹具后,被加工叶片与容器体和容器盖形成组合封闭型腔。
上述加工组件的数目为n个,n由公式(1)确定,
(1)
其中:f为振动平台的频率,Hz;A为振动平台的振幅,mm; 为振动平台动圈和水平滑台的总质量,kg;m为加工组件质量,kg; 为支架、大带轮、支撑轴、轴承和回转平台的总质量,kg;F为振动平台的激振力,N。
上述振动平台的振幅A在3mm-5mm,频率f在30Hz-100Hz。
上述回转平台的转速为1r/min-30r/min。
上述滚抛磨块的装入量为50%-80%。
上述容器体和容器盖采用双头螺柱进行连接。
上述支架、大带轮、支撑轴、回转平台、容器体和容器盖由硅镁合金、铝镁合金或碳纤维材料制成。
上述被加工叶片是航空发动机叶片。
本发明还提供一种上述用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置的加工方法,包括下述步骤:
S1,将被加工叶片固定在夹具上;
S2,将容器体中加入含有滚抛磨块和液体介质的加工介质,盖上容器盖,封闭容器;
S3,将上述安装好的加工组件固定在回转平台上。
S4,重复上述S1- S3步骤,直至n个加工组件全部固定在回转平台上。
S5,调整调速电机的转速,使回转平台的转速在1r/min- 30r/min;
S6,调整振动平台的振幅和频率:振幅为3mm-5mm,频率为30Hz-100Hz;
S7,启动调速电机和振动平台,容器随着调速电机、小带轮和大带轮、回转平台做旋转运动,并随着振动平台以预设的振幅和频率水平振动,完成对被加工叶片表面的光整加工。
上述加工方法,还包括下述步骤:
S8,加工预设时间后,停止调速电机和振动平台;
S9,从回转平台上取下加工组件;
S10,取下容器盖,从夹具上取出叶片。
本发明的有益效果是:
本发明针对叶片表面的光整加工现状,提出了一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置及其方法,即将叶片通过夹具固定在具有特殊形状内腔的容器内,形成一个组合封闭型腔;通过容器的回转运动调控叶片的空间方位;通过叶片和容器的同时振动实现叶片表面的均匀加工,避免传统加工中叶片和叶背加工不均的问题,综合改善叶片的表面完整性,提高叶片及整机的使用性能和寿命。本发明能够在保证加工精度,在不破坏叶片原有的形状、尺寸精度的前提下,降低叶片表面粗糙度值,改善表面纹理,进而提高叶片的表面完整性,改善叶盆和叶背的加工一致性,并且能够有效提高加工效率、降低加工成本。
附图说明
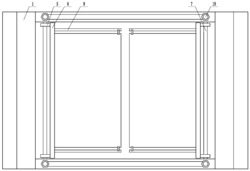
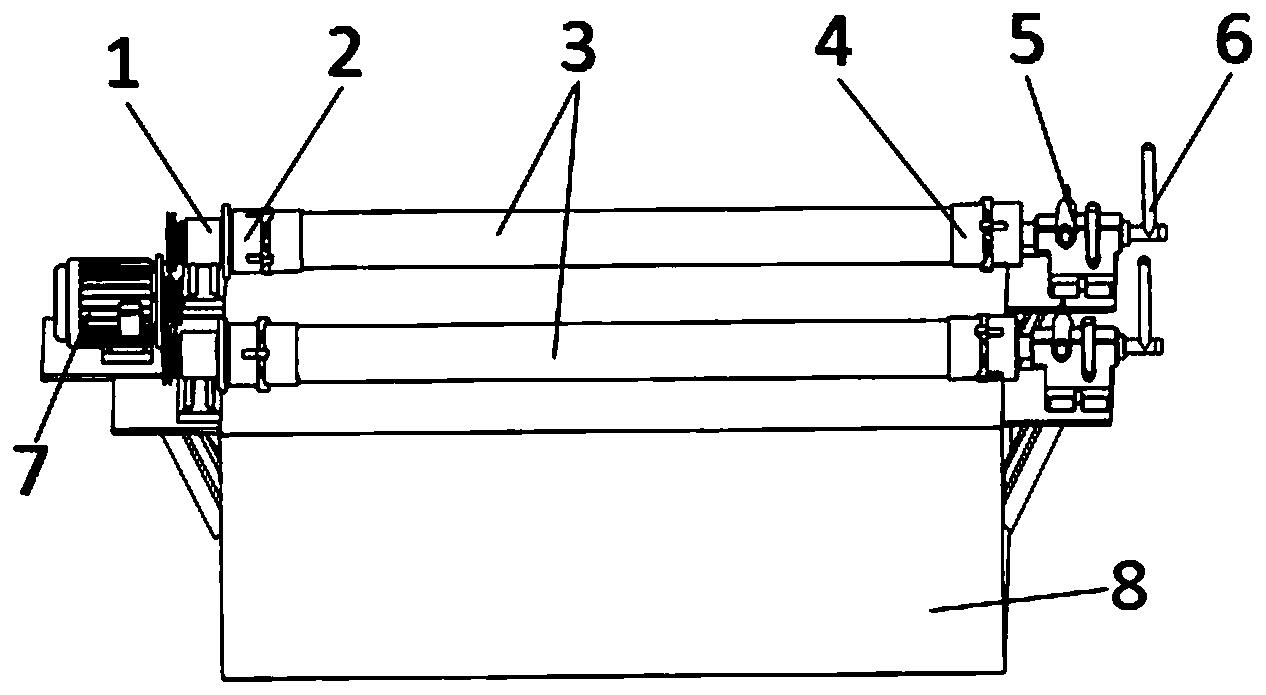
图1为本发明实施例1提供的用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置的主视图;
图2为图1所示加工装置的A-A方向的剖视图;
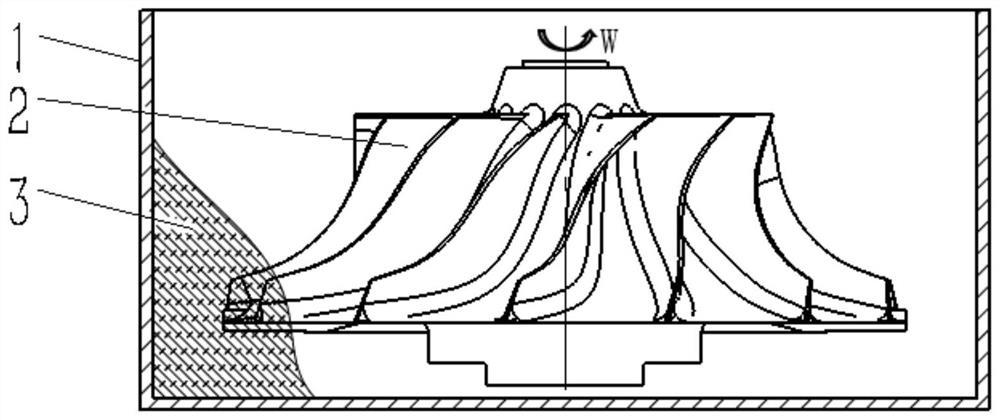
图3为容器体的剖视图。
图中:1-振动平台;2-调速电机;3-小带轮;4-平皮带;5-大带轮;6-回转平台;7-容器体;8-加工介质;9-被加工叶片;10-容器盖;11-夹具;12-支架;13-支撑轴;14-轴承。
具体实施方式
实施例1
本实施例提供一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置,包括振动平台1(苏州苏试试验仪器有限公司DC-5000-50制造)、支架12、支撑轴13、轴承14、调速电机2、小带轮3、平皮带4、大带轮5、回转平台6和加工组件;振动平台1上设有支架12,支撑轴13通过轴承14安装在支架12上,支撑轴13上固联着大带轮5和回转平台6;小带轮3与调速电机2连接,随着调速电机2回转;小带轮3与大带轮5之间通过平皮带4连接;多个加工组件沿着周向固定在回转平台6上;加工组件包括容器、加工介质8和夹具11;容器采用剖分式结构,由容器体7和容器盖10组成;加工介质8是由滚抛磨块和液体介质组成的混合物;夹具11固定在容器盖10上,用以装夹被加工叶片9;容器体7的内腔形状是与被加工叶片9形状相吻合的异形内腔,将被加工叶片9固定于夹具11后,被加工叶片9与容器体7和容器盖10形成组合封闭型腔。
加工前,将被加工叶片9固定于夹具11上,并在容器体7内装入一定量的加工介质8,然后盖上容器盖10,封闭容器,并将其安装在回转平台6上;加工介质8和叶片9随容器一起作振幅A和频率f的振动,预装于容器内的滚抛磨块与被加工叶片9被加工表面各处产生一定的相对运动和作用力,实现被加工叶片9表面的高效、一致性光整加工。
上述加工组件的数目为n个,n由公式(1)确定,
(1)
其中:f为振动平台的频率,Hz;A为振动平台的振幅,mm;m为加工组件质量,kg, 为振动平台动圈和水平滑台的总质量,kg; 为支架、大带轮、支撑轴、轴承和回转平台的总质量,kg;F为振动平台的激振力,N。
上述振动平台1的振幅A在3mm-5mm,频率f在30Hz-100Hz。
上述回转平台6的转速为1r/min-30r/min。
上述滚抛磨块的装入量为50%-80%。
上述容器体7和容器盖10采用双头螺柱进行连接。
上述支架12、大带轮5、支撑轴13、回转平台6、容器体7和容器盖10由硅镁合金、铝镁合金或碳纤维材料制成。
上述被加工叶片9是航空发动机叶片。
实施例2
本实施例提供一种利用实施例1所述装置的加工方法,被加工叶片9为轧制叶片,包括下述步骤,
S1,将被加工叶片9固定在夹具11上;
S2,将容器体7中加入含有装入量为80%的滚抛磨块和少量液体介质的加工介质8,封闭容器;
S3,将上述安装好的加工组件固定在回转平台6上;
S4,重复上述S1- S3步骤,直至被加工组件全部固定在回转平台6上。
S5,调整调速电机2的转速,使回转平台6的转速为30r/min;
S6,调整振动平台1的振幅和频率;振幅为3mm,频率为100Hz;
S7,启动调速电机2和振动平台1,容器随着调速电机2、小带轮3和大带轮5、回转平台6做旋转运动,并随着振动平台1一起以3mm的振幅和100Hz的频率水平振动,完成对被加工叶片9表面的光整加工;
S8,加工10min后,停止调速电机2和振动平台1;
S9,从回转平台6上取下加工组件;
S10,取下容器盖10,从夹具11上取出被加工叶片9。
加工效果:
采用组合封闭型腔振动式滚磨光整后,叶片型面尺寸精度,形位公差符合图纸要求,叶片表面粗糙度Ra值由1.02μm下降至0.28μm,叶片型面刀痕去除,表面纹理得到极大改善,实现光整加工目标。
实施例3
本实施例提供一种利用实施例1所述装置的加工方法,被加工叶片9为高温合金叶片,包括下述步骤,
S1,将被加工叶片9固定在夹具11上;
S2,将容器体7中加入含有装入量为60%的滚抛磨块和少量液体介质的加工介质8,封闭容器;
S3,将上述安装好的加工组件固定在回转平台6上;
S4,重复上述S1- S3步骤,直至被加工组件全部固定在回转平台6上;
S5,调整调速电机2的转速,使回转平台6的转速为15r/min;
S6,调整振动平台1的振幅和频率;振幅为5mm,频率为30Hz;
S7,启动调速电机2和振动平台1,容器随着调速电机2、小带轮3和大带轮5、回转平台6做旋转运动,并随着振动平台1一起以5mm的振幅和30Hz的频率水平振动,完成对叶片表面的光整加工;
S8,加工10min后,停止调速电机2和振动平台1;
S9,从回转平台6上取下加工组件;
S10,取下容器盖10,从专用夹具11上取出被加工叶片9。
加工效果:
采用组合封闭型腔振动式滚磨光整后,叶片型面尺寸精度,形位公差符合图纸要求,叶片表面粗糙度Ra值由0.8μm下降至0.25μm,叶片型面刀痕去除,表面纹理得到极大改善,实现光整加工目标。
实施例4
本实施例提供一种利用实施例1所述装置的加工方法,被加工叶片9为轧制叶片,包括下述步骤,
S1,将被加工叶片9固定在夹具11上;
S2,将容器体7中加入含有装入量为50%的滚抛磨块和少量液体介质的加工介质8,封闭容器;
S3,将上述安装好的加工组件固定在回转平台6上;
S4,重复上述S1- S3步骤,直至被加工组件全部固定在回转平台6上;
S5,调整调速电机2的转速,使回转平台6的转速为1r/min;
S6,调整振动平台1的振幅和频率;振幅为4mm,频率为50Hz;
S7,启动调速电机2和振动平台1,容器随着调速电机2,小带轮3和大带轮5、回转平台6做旋转运动;并随着振动平台1一起以4mm的振幅和50Hz的频率水平振动,完成对叶片表面的光整加工;
S8,加工15min后,停止调速电机2和振动平台1;
S9,从回转平台6上取下加工组件;
S10,取下容器盖10,从专用夹具11上取出被加工叶片9。
加工效果:
采用组合封闭型腔振动式滚磨光整后,叶片型面尺寸精度,形位公差符合图纸要求,叶片表面粗糙度Ra值由1.05μm下降至0.29μm,叶片型面刀痕去除,表面纹理得到极大改善,实现光整加工目标。
以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
一种用于叶片表面加工的组合封闭型腔振动式滚磨光整加工装置及其方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0