








专利摘要
一种高精度自动研抛装置,包括刀具驱动系统、导轨及调整系统、工件驱动及调整系统、在机检测测系统及刀具修整系统。该装置以精密油石作为研抛刀具,通过三平面互研对油石的工作面进行精密修整;利用带虚约束的平行四边形机构,由调速电机驱动弹性支撑在油石保持架中的油石在导轨工作面上作无自转的公转运动;利用球头微分头调整油石导轨工作面与工件母线对齐。在研抛油石导轨面的同时,与导轨面对齐的轴类零件的母线也得到了精密加工。驱动工件绕高精度中心孔旋转加工轴类零件。本发明的精度达亚微米级,误差源少、自动连续微量进刀、研抛精度高,可同时减小导轨平面度误差和轴类零件全跳动误差及表面粗糙度,并实现机在机研抛与精度修复。
权利要求
1.一种高精度自动研抛装置,其特征在于,该装置包括刀具及驱动系统、工件驱动及调整系统、导轨固定及调整系统、在机检测系统及刀具修整系统;
刀具驱动系统主要由调速电机、电机连接板、轴承、钢板、精密油石、橡胶片、油石保持架、主动偏心块、波珠螺钉和从动偏心块组成;其中,长条形的精密油石为该研抛装置的刀具,通过三平面互研法,使其获得高的平面精度;
刀具驱动系统采用带有虚约束的平行四边形机构驱动油石保持架在导轨平面上作无自转的公转运动;同时改变偏心块的偏心距可调整油石保持架的运动幅度;调速电机控制油石保持架的公转速度;油石保持架的轴承座孔要与电机连接板上的轴承座孔固定后一起加工;偏心块上的偏心孔也要一起加工;
精密油石四周采用波珠螺钉通过粘有橡胶片的钢板弹性支撑在油石保持架中间,油石保持架上方均布的波珠螺钉可调整油石保持架与精密油石的径向位置,并将油石保持架、偏心块、轴承及波珠螺钉的重量施加给精密油石;波珠螺钉内有弹簧和橡胶片共同起到隔振缓冲的作用;油石保持架不限制精密油石的上下位置,精密油石仅在自重及油石保持架、偏心块、轴承及波珠螺钉传递的重量下由调速电机驱动在油石导轨面上作无自转的公转运动;
油石导轨及调整系统包括油石导轨、钢板、羊毛毡条、微调保持架、球头微分头A、导轨支架、球头微分头B;油石导轨中间偏上位置开圆柱孔,直径大于待研抛芯轴的直径,导轨面上中间部位开槽10~15mm,便于芯轴母线露出;油石的导轨面为该研抛装置加工基准面,其上开有深约1.5mm的封闭沟槽,工作时储存研磨剂;油石导轨面四周亦开有油槽;油石导轨内部对称位置开槽,存放粘有钢板的羊毛毡条,通过羊毛毡调整螺钉调整其与工件的接触松紧度;油石导轨的两端通过对称布置的球头微分头可上下微调,油石导轨的支撑位置距离端面约2/9导轨长度,使导轨自重下的挠度变形较小;调整好的油石导轨通过对称的四个螺钉固定到导轨支架上;导轨支架通过螺栓连接固定到底座上;
工件驱动及调整系统主要由工件、轴承座、驱动电机、电机支架、隔振橡胶片、轴承座、调整螺钉A、锁紧螺钉、两级橡胶轮、配重、球头微分头C、连接板和滚柱组成;工件采用固定顶尖弹性支撑和两级橡胶轮摩擦驱动;驱动位置位于轴的中间下部位置;橡胶轮的姿态可通过螺钉A调整,使弹性橡胶轮的母线与工件母线平行;驱动电机、电机支架、隔振橡胶片、轴承座、配重和连接板固定在一起,通过球头微分头C的调整,绕置于双V型槽中的滚柱中心转动,以调整橡胶轮与工件的接触预紧力,并补偿工件自重下的挠度变形,提高工件转动的平稳性;工件驱动系统调整完毕后,通过四个锁紧螺钉固定到导轨支架上;驱动电机支架与轴承座之间的隔振橡胶垫、弹性联轴器和旋转驱动系统的橡胶轮均起到了隔振缓冲的作用。
说明书
技术领域
本发明属于精密机械制造技术领域,涉及一种减小导轨等平面零件平面度误差和轴类零件全跳动误差及表面粗糙度的高精度自动研抛装置,并能实现机床主轴、测量芯轴等轴类零件及导轨等平面零件的在机研抛与精度修复功能。
背景技术
轴类零件和导轨是机械零件中最常见的基础件。衡量轴类零件的主要精度指标有圆度、圆柱度、锥度、圆跳动、全跳动和表面粗糙等度;衡量导轨的主要精度指标有平面度和表面粗糙等度。目前,精密级外圆磨床能加工全跳加工误差为1~0.5μm的轴类零件和平面度误差为1μm的平面零件。平面精度要求较高的零件可采用研磨和抛光的加工方法进一步减小零件的平面度至几十甚至十几nm。采用修研的方式可进一步减少轴类零件的全跳动误差和表面粗糙度。目前常用的轴类零件的修研方式主要有两种:(1)以轴类零件的圆柱面为基准修研轴类零件的中心孔,可减小圆柱面的位置偏心误差,从而减小了轴类零件的圆跳动误差,但该工艺方法不能减小轴类零件的圆柱度误差;(2)借助圆柱研磨套筒修研轴类零件的圆柱面,可提高零件的圆柱度和表面光洁度,但不能减小圆柱面的位置偏心误差,且轴的锥度难以保证。这两种修研方法多为手动操作,对操作者的技术水平要求较高,且修研后轴的精度难以稳定。目前自动研抛装置多用于平面零件的超精密加工,未检索到能综合减小轴类零件全跳动误差及表面粗糙度的精密研抛加工方法与装置。
发明内容
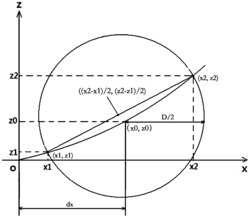
平面度是目前较容易保证的形位误差之一。通过平板研磨法可加工出平面度为几十nm的一级平晶。如果从高精度平面上提取一条线段,则该线段的直线度误差不大于该平面的平面度误差。如果将轴类零件的母线与某一平面对齐,利用高精度的平板研磨该平面可加工出具有较小直线度误差的轴类零件的母线。驱动工件绕高精度中心孔旋转即可加工出具有较小全跳动误差的轴类零件,同时可以修整轴的锥度、减小轴类零件的圆柱度与表面粗糙度。
本发明提供了一套针对减小导轨的平面度误差和轴类零件全跳动误差及表面粗糙度的高精度自动研抛装置,该装置的加工去除量在3μm以下,加工精度可达亚微米级甚至纳米级,可以综合减小导轨的平面度误差和轴类零件全跳动误差及表面粗糙度,误差源少、调整方便。
本发明的技术方案如下:
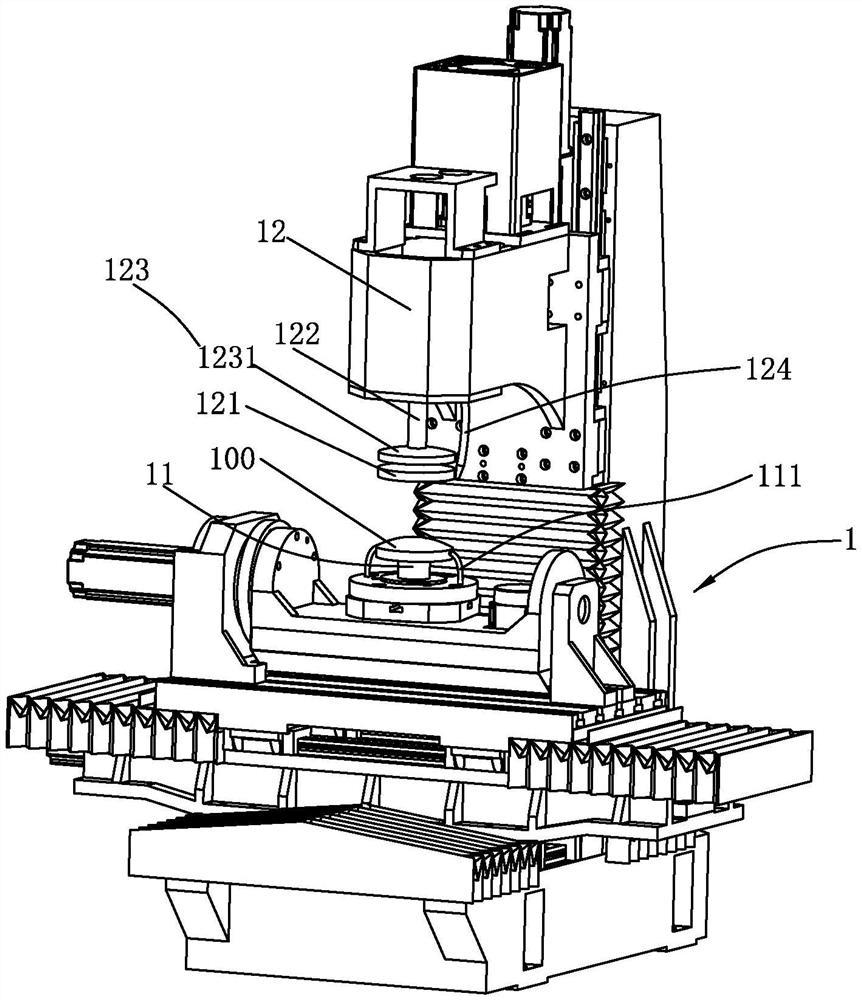
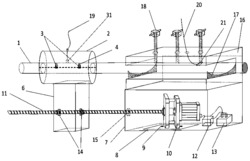
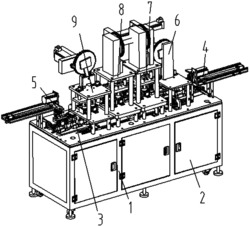
一种高精度自动研抛装置,该装置包括刀具及驱动系统、工件驱动及调整系统、导轨固定及调整系统、在机检测系统及刀具修整系统(图中未显示),如图1所示。
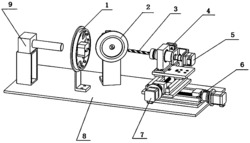
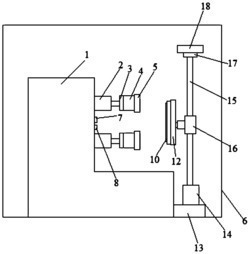
1.刀具驱动系统主要由调速电机16、电机连接板7、轴承8、钢板9、精密油石10、橡胶片11、油石保持架12、主动偏心块13、波珠螺钉14、从动偏心块15-1和15-2组成。其中,长条形的精密油石10(粒度800~8000目的天然玛瑙油石、粒度1000~8000目的刚玉油石或铸铁嵌砂研磨块)为该研抛装置的刀具,通过三平面互研法,可使其获得较高的平面精度。
刀具驱动系统采用带有虚约束的平行四边形机构驱动油石保持架12在导轨平面上作无自转的公转运动。同时改变偏心块13、15-1和15-2的偏心距可调整油石保持架12的运动幅度;调速电机16控制油石保持架12的公转速度。为确保带虚约束的平行四边形机构铰链准确的位置关系,油石保持架12上的轴承座孔要与电机连接板上的轴承座孔固定后一起加工;3个偏心块上的偏心孔也要一起加工。
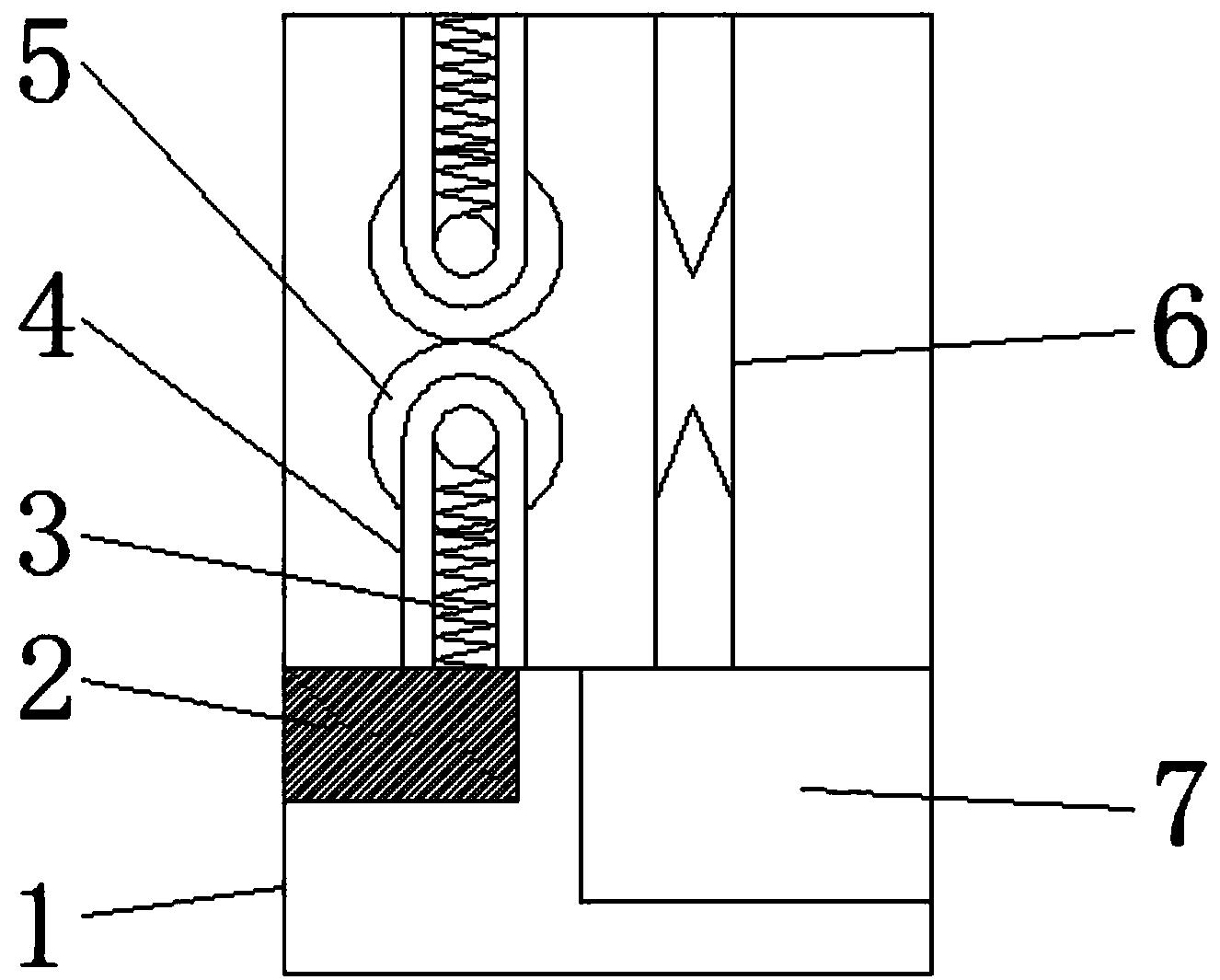
精密油石10四周采用波珠螺钉14通过粘有橡胶片11的钢板9弹性支撑在油石保持架12中间,油石保持架12上方均布的波珠螺钉14可调整油石保持架12与精密油石10的径向位置,并将油石保持架12、偏心块13,15、轴承8及波珠螺钉14的重量施加给精密油石10。波珠螺钉14内有弹簧,和橡胶片11共同起到隔振缓冲的作用。在工作过程中,油石保持架12不限制精密油石10的上下位置,精密油石10仅在自重及油石保持架12、偏心块13,15、轴承8及波珠螺钉14传递的重量下由调速电机16驱动在油石导轨面上作无自转的公转运动。精密油石驱动装置如图2所示。
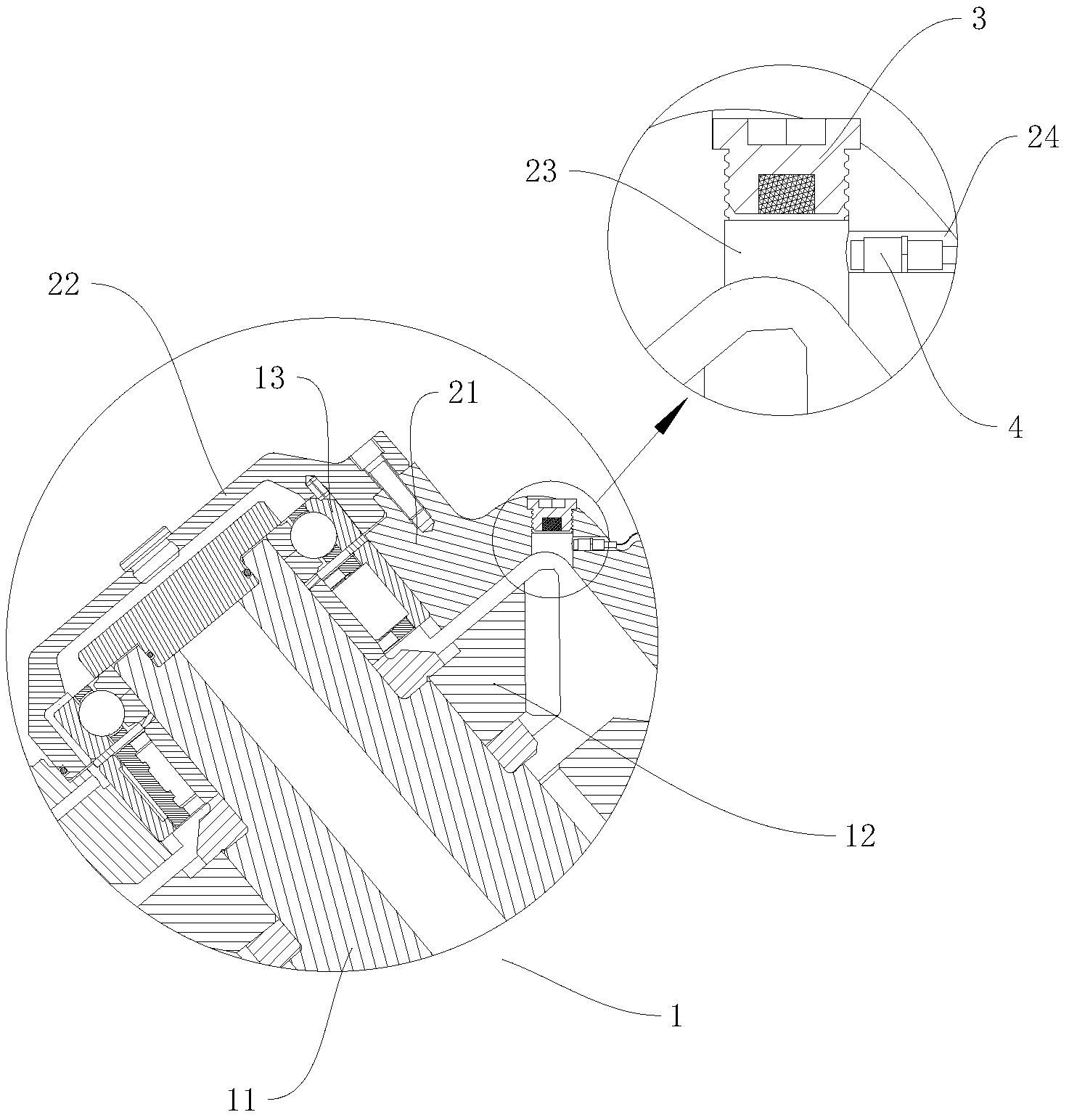
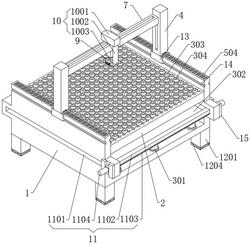
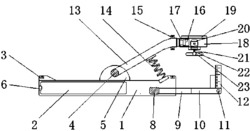
2.油石导轨及调整系统主要包括:油石导轨1、钢板2、羊毛毡条3、24微调保持架、25球头微分头A、26导轨支架、34球头微分头B。油石导轨1中间偏上位置开圆柱孔,直径大于待研抛芯轴4的直径,导轨面上中间部位开槽10~15mm,便于芯轴母线露出。油石的导轨面为该研抛装置加工基准面,其上开有深约1.5mm的封闭沟槽,工作时储存研磨剂。研磨剂不但起到润滑、冷却的作用,还起到补充研磨剂及沉淀磨屑的作用。油石导轨面四周亦开有油槽,以存储研抛过程中产生的油污、磨屑、游离砂粒等,防止研磨废液污染环境。油石导轨1内部对称位置开槽,存放粘有钢板2的羊毛毡条3,通过羊毛毡调整螺钉4调整其与工件的接触松紧度。羊毛毡条3在工作过程中不但起到了抛光作用,还起到清洁油污及隔振的作用。油石导轨1的两端通过对称布置的球头微分头25和34可上下微调,油石导轨的支撑位置距离端面约2/9导轨长度,使导轨自重下的挠度变形较小。调整好的油石导轨1通过对称的四个螺钉6固定到导轨支架26上,以提高油石导轨1的支撑刚度。导轨支架26通过螺栓31连接固定到底座29上。油石导轨结构如图3所示。
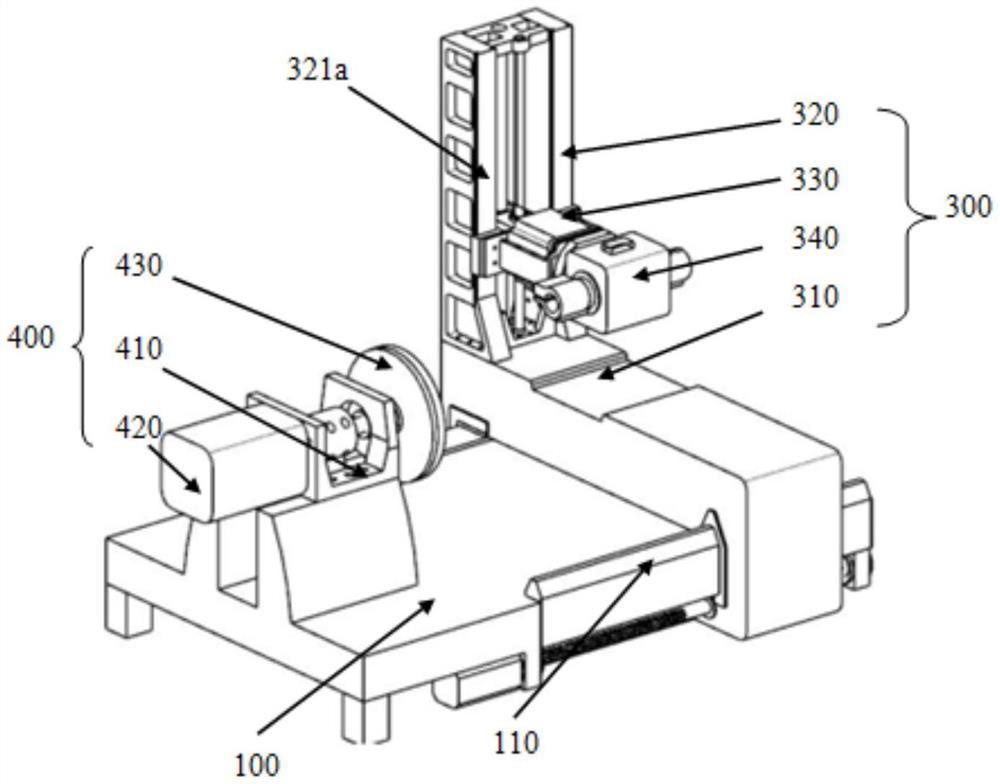
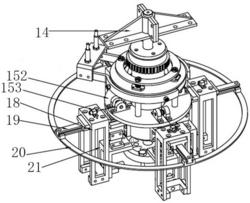
3.工件驱动及调整系统主要由工件4、轴承座20、驱动电机17、电机支架18、隔振橡胶片19、轴承座20、调整螺钉A21、锁紧螺钉28、两级橡胶轮22、配重23、球头微分头C27、连接板30和滚柱32组成。工件4采用固定顶尖弹性支撑,和两级橡胶轮22摩擦驱动。驱动位置位于轴的中间下部位置。中间橡胶轮的姿态可通过螺钉A21调整,尽量使弹性橡胶轮的母线与工件母线平行。采用两级橡胶轮摩擦驱动,不但减小的单个橡胶轮的变形量,还使得工件驱动系统调整方便、结构紧凑。驱动电机17、电机支架18、隔振橡胶片19、轴承座20、配重23和连接板30固定在一起,通过球头微分头C27的调整,绕置于双V型槽中的滚柱32中心转动,以调整中间橡胶轮与工件的接触预紧力,并补偿工件自重下的挠度变形,提高工件转动的平稳性。工件驱动系统调整完毕后,通过四个锁紧螺钉28固定到导轨支架26上。驱动电机支架18与轴承座20之间的隔振橡胶垫19、弹性联轴器33和旋转驱动系统的橡胶轮22均起到了隔振缓冲的作用。油石导轨固定与调整装置及工件驱动装置如图4所示。
本发明的有益效果在于:利用高精度油石在高精度平板上的研抛运动实现了导轨及母线与导轨工作面对齐的轴类零件的超精密加工,加工精度可达亚微米级。进一步优化研抛工艺后,该装置可实现纳米级平面及圆柱锥面的超精密加工。该装置具有误差源少、调整方便、自动连续微量进刀、研抛精度高等优点,可同时减小导轨平面度误差和轴类零件全跳动误差及表面粗糙度,并能实现机床主轴、测量芯轴等高精度轴类零件及导轨等平面零件的在机研抛与精度修复功能。
附图说明
图1高精度自动研抛装置装配图。
图2精密油石驱动装置图。
图3油石导轨结构图。
图4油石导轨固定与调整装置及工件驱动装置图。
1.油石导轨;2.羊毛毡支撑钢板;3.羊毛毡条;4.工件;5.调整螺钉;6.连接螺栓;7.电机连接板;8.轴承;9.支撑钢板;10.精密油石;11.橡胶片;12.油石保持架;13.主动偏心块;14.波珠螺丝;15-1从动偏心块A;15-2从动偏心块B;16.调速电机;17.工件旋转驱动电机;18.电机支架;19.隔振橡胶片;20.轴承座;21.调整螺钉A;22.两级橡胶轮;23.配重;24.微调保持架;25.球头微分头A;26.导轨支架;27.球头微分头C;28.锁紧螺钉;29.底座;30.连接板;31.导轨支架固定螺钉;32.滚柱;33.弹性联轴器;34.球头微分头B。
具体实施方式
以测量锥芯轴锥度1:15000的研抛为例,阐述该发明的具体实施方式。
油石导轨1和研磨用精密油石通过三平面互研以获得较高的平面精度。用一级长平晶检查油石导轨的平面度,导轨长度上的方向莫尔条纹要求接近平行,且在宽度方向接近对称分布。不考虑塌边区域,两条莫尔条纹覆盖区域不低于导轨总面积的50%一条莫尔条纹约为0.29μm。
首先修研待加工锥芯轴4的中心孔,提高回转基准的精度。然后将锥芯轴穿入油石导轨1的孔中,用60°弹性顶尖支撑锥心轴。调整轴承座上的螺钉A21使中间橡胶轮22的母线尽量平行于锥心轴4的母线。然后计算锥芯轴自重下中截面的扰度变形量。通过球头微分头C27调整橡胶轮22与锥芯轴的接触力,用分辨率为0.01μm电感测微仪测量心轴中截面高点,以补偿锥芯轴自重下的挠度变形,提高芯轴的研抛精度。调整完毕后,通过四个锁紧螺钉28轴承座20锁紧。
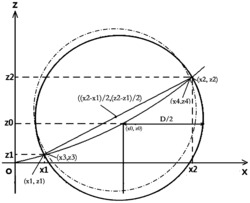
然后调整松开固定油石导轨1的连接螺栓6,调整油石导轨1的两端的高度,使锥芯轴母线与导轨平面对齐。调整方法如下:将电感测头固定到油石导轨1上,利用长平晶作为传递介质。通过球头微分头A25缓慢下调油石导轨1的A端,调整该端芯轴径向跳动高点高出油石导轨平面约0.1~0.5μm,具体数值由心轴的初始精度而定。同理,通过球头微分头B34调整油石导轨1的B端高度,使该端芯轴径向跳动高点高出油石导轨平面约0.1~0.5μm。利用A、B微分头的差值Δ可调整轴的锥度δ,调整公式为δ=2arctanΔ/m,式中:m表示A、B球头微分头支撑点的距离。调整完毕后,通过四个连接螺栓6将油石导轨1固定到导轨支架26上。油石导轨1绕球面微分头两支撑点连线的微量旋转则不影响芯轴的研抛效果,并且导轨支架26与油石导轨1之间的设计间隙较小,从而限制了油石导轨1绕球面微分头两支撑点连线的大幅旋转运动。
最后调整螺钉D5使羊毛毡条3以合适的力度贴紧待加工轴件4。将配好的研磨剂滴入油石导轨面上的储油槽中,以不溢出为佳。选择合适偏心距的偏心块13、15-1和15-2及电机速度驱动精密油石10在导轨平面上作无自转的公转运动。粗研时可选择较大偏心距、相对较高的电机转速和较低粒度的油石及研磨剂;精研时可选择较小偏心距、较低转速和较高目数的油石和研磨剂。偏心块13、15-1和15-2的偏心距设计为10mm和12mm两档;调速电机16的转速范围:60~180rpm;精密油石10的目数:1000目~8000目;研磨剂的粒度W0.5~W5;芯轴驱动电机17的转速范围以20~50rpm为佳。
由于芯轴径跳的高点略高于油石导轨面,因此芯轴径跳的高点首先参与研抛,并被微量去除。在研抛过程中,油石导轨面也参与研抛,使得导轨面精度得到修正的同时,其高度相对于芯轴的高点逐渐下降,芯轴径跳高点被研抛的面积逐渐扩大。因此,该发明中的研抛装置具有自动连续微量进刀的功能,不需要人为调整。当芯轴径跳高点的去除面积扩大到整个圆柱锥面上时即可结束芯轴的研抛加工。撤掉研抛装置的刀具系统,驱动芯轴旋转可在位检测不同截面的圆跳动。
在芯轴的研抛该过程中,为确保油石工作面的精度,需要定期更换油石或通过三平面互研法修整油石工作面。将研抛装置的刀具系统转到另一侧工位,可进行油石的互研与更换。同一规格的油石需准备3块,以便进行三平面互研。
在该装置的研抛过程中,油石导轨平面也得到了加工并获得了较高的平面精度;利用该装置的刀具系统进行油石的对研,使油石获得了较高的平面精度。因此,利用带虚约束的平行四边形机构驱动油石作无自转的公转运动,亦可进行高精度平面的研抛加工。
采用与工件主轴相对应的油石导轨可将该研抛装置应用到机床主轴的在机精度修复中。只要将待加工主轴的母线对齐油石的导轨平面,利用机床自身的动力驱动主轴旋转和本发明提供的刀具系统驱动油石作无自转的公转转运动即可实现机床主轴的在机超精密研抛加工。
一种高精度自动研抛装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0