








专利摘要
本实用新型公开了一种研磨设备,用于镜片的研磨,所述研磨设备包括研磨缸、泵送装置、过滤装置及喷嘴;所述研磨缸用于盛放研磨液;所述泵送装置用于输送所述研磨缸内的研磨液;所述过滤装置用于过滤研磨液;所述喷嘴用于将研磨液喷向镜片;所述泵送装置、所述过滤装置及所述喷嘴之间通过管道相连通。本实用新型通过在将研磨缸、泵送装置、过滤装置及喷嘴顺次连通,并利用过滤装置,简单、高效地实现了研磨液的过滤,避免了手工过滤研磨液的复杂操作,有利于提高镜片加工过程中的自动化水平,有利于降低镜片加工的成本。
权利要求
1.一种研磨设备,用于镜片的研磨,其特征在于,所述研磨设备包括研磨缸、泵送装置、过滤装置及喷嘴;
所述研磨缸用于盛放研磨液;所述泵送装置用于输送所述研磨缸内的研磨液;所述过滤装置用于过滤研磨液;所述喷嘴用于将研磨液喷向镜片;所述泵送装置、所述过滤装置及所述喷嘴之间通过管道相连通。
2.如权利要求1所述的研磨设备,其特征在于,所述过滤装置包括管本体及过滤管,所述管本体包括入口及出口,所述过滤管的一端为进液端,所述进液端与所述入口相连通,所述过滤管的侧壁设有网格状的出液孔,所述过滤管通过所述出液孔与所述出口相连通。
3.如权利要求2所述的研磨设备,其特征在于,所述过滤装置还包括隔板,所述隔板设置在所述管本体内,所述过滤管的进液端通过所述隔板与所述入口相连通。
4.如权利要求2所述的研磨设备,其特征在于,所述过滤装置还包括堵头,所述过滤管另一端为排渣端,所述排渣端延伸至所述管本体的侧壁的外侧面,所述堵头可拆卸的连接于所述排渣端。
5.如权利要求4所述的研磨设备,其特征在于,所述过滤装置为“Y”形过滤装置,所述“Y”形过滤装置的下端为所述入口,所述“Y”形过滤装置的一个上端为所述出口,所述“Y”形过滤装置的另一个上端为所述排渣端。
6.如权利要求4所述的研磨设备,其特征在于,所述过滤装置为“T”形过滤装置,所述“T”形过滤装置的左端为所述入口,所述“T”形过滤装置的右端为所述出口,所述“T”形过滤装置的下端为所述排渣端。
7.如权利要求4所述的研磨设备,其特征在于,所述过滤装置为“U”形过滤装置,所述“U”形过滤装置的左上端为所述入口,所述“U”形过滤装置的右上端为所述出口,所述“U”形过滤装置的右下侧设有所述排渣端。
8.如权利要求2所述的研磨设备,其特征在于,所述入口及所述出口均设有螺纹连接孔,所述螺纹连接孔用于与所述管道相连接。
9.如权利要求1-8中任意一项所述的研磨设备,其特征在于,所述泵送装置包括马达、传动轴及水泵,所述马达通过所述传动轴连接于所述水泵,所述马达设置在所述研磨缸内,所述马达及至少部分所述传动轴高于研磨液的液面,所述传动轴的材质为ABS塑料。
10.如权利要求9所述的研磨设备,其特征在于,所述泵送装置还包括支撑杆,所述支撑杆连接于所述马达与所述水泵的壳体之间,所述支撑杆的材质为ABS塑料;
和/或,所述水泵还包括排液管,所述排液管的材质为ABS塑料。
说明书
技术领域
本实用新型涉及镜片研磨领域,特别涉及一种研磨设备。
背景技术
镜片在研磨过程中,通常会用到研磨机。镜片与研磨皿之间产生的相对运动,从而对镜片进行研削,进而使镜片达到设计要求的几何面。在对镜片进行研磨时通常都会使用到研磨液,研磨液填充于镜片与研磨皿之间。使用后的研磨液夹杂金属屑、玻璃粉等杂质流入研磨缸。该杂质严重影响研磨液的品质,通常需要将研磨液内的杂质过滤出来。为了完成研磨液的过滤,一般是将混有杂质研磨液从研磨缸的排放口中排放到桶中,再由人工将桶中的研磨液倒入滤网,进而利用滤网完成杂质的过滤。过滤后的研磨液再次倒入研磨缸,由水泵将研磨液输送至镜片与研磨皿之间,从而实现研磨液的循环使用。
实用新型内容
本实用新型要解决的技术问题是为了克服现有技术中手动过滤研磨液操作复杂、不方便的上述缺陷,提供一种研磨设备。
本实用新型是通过下述技术方案来解决上述技术问题:
一种研磨设备,用于镜片的研磨,其特点在于,所述研磨设备包括研磨缸、泵送装置、过滤装置及喷嘴;所述研磨缸用于盛放研磨液;所述泵送装置用于输送所述研磨缸内的研磨液;所述过滤装置用于过滤研磨液;所述喷嘴用于将研磨液喷向镜片;所述泵送装置、所述过滤装置及所述喷嘴之间通过管道相连通。
在本方案中,通过采用以上结构,将研磨缸、泵送装置、过滤装置及喷嘴顺次连通,并利用过滤装置简单、高效地实现了研磨液的过滤,避免了手工过滤研磨液的复杂操作,有利于提高镜片加工过程中的自动化水平,有利于降低镜片加工的成本。
较佳地,所述过滤装置包括管本体及过滤管,所述管本体包括入口及出口,所述过滤管的一端为进液端,所述进液端与所述入口相连通,所述过滤管的侧壁设有网格状的出液孔,所述过滤管通过所述出液孔与所述出口相连通。
在本方案中,通过采用以上结构,利用过滤管上的网格状的出液孔,简单、高效地实现了研磨液的过滤,也使得过滤液中的杂质被阻隔在过滤管内。通过将出液孔设置在过滤管的侧壁上,有利于提高出液孔的总面积,进而有利于提高单位时间内过滤研磨液的体积,有利于提高过滤研磨液的效率。
较佳地,所述过滤装置还包括隔板,所述隔板设置在所述管本体内,所述过滤管的进液端通过所述隔板与所述入口相连通。
在本方案中,通过采用以上结构,利用隔板将过滤管的进液端与管本体相连接,在提高过滤管的强度及稳定性的同时,也有利于避免研磨液绕过过滤管,避免研磨液直接从入口到达出口,有利于提高过滤装置的可靠性。
较佳地,所述过滤装置还包括堵头,所述过滤管另一端为排渣端,所述排渣端延伸至所述管本体的侧壁的外侧面,所述堵头可拆卸的连接于所述排渣端。
在本方案中,通过采用以上结构,利用可拆卸的堵头,使得被分离出的杂质能够从排渣端倒出过滤装置,有利于避免过滤装置被杂质堵塞,也有利于提高使用过滤装置的便利性。
较佳地,所述过滤装置为“Y”形过滤装置,所述“Y”形过滤装置的下端为所述入口,所述“Y”形过滤装置的一个上端为所述出口,所述“Y”形过滤装置的另一个上端为所述排渣端。
在本方案中,通过采用以上结构,利用“Y”形过滤装置的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置倒出杂质的便捷性。
较佳地,所述过滤装置为“T”形过滤装置,所述“T”形过滤装置的左端为所述入口,所述“T”形过滤装置的右端为所述出口,所述“T”形过滤装置的下端为所述排渣端。
在本方案中,通过采用以上结构,利用“T”形过滤装置的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置倒出杂质的便捷性。
较佳地,所述过滤装置为“U”形过滤装置,所述“U”形过滤装置的左上端为所述入口,所述“U”形过滤装置的右上端为所述出口,所述“U”形过滤装置的右下侧设有所述排渣端。
在本方案中,通过采用以上结构,利用“U”形过滤装置的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置倒出杂质的便捷性。
较佳地,所述入口及所述出口均设有螺纹连接孔,所述螺纹连接孔用于与所述管道相连接。
在本方案中,通过采用以上结构,利用螺纹连接孔连接管道,有利于提高过滤装置安装及拆卸的便利性。
较佳地,所述泵送装置包括马达、传动轴及水泵,所述马达通过所述传动轴连接于所述水泵,所述马达设置在所述研磨缸内,所述马达及至少部分所述传动轴高于研磨液的液面,所述传动轴的材质为ABS塑料。
在本方案中,通过采用以上结构,利用ABS塑料制成的传动轴连接水泵,避免了使用铸铁等易生锈材料制作传动轴,有利于减少铁屑进入研磨液,有利于避免镜片被铁屑刮伤,也有利于提高研磨液的品质,有利于提高镜片的外观品质,有利于提高镜片良品率,有利于降低镜片在制造过程中的意外损耗,减少镜片因外观不良而造成的返修次数,有利于提升镜片的研磨效率。
较佳地,所述泵送装置还包括支撑杆,所述支撑杆连接于所述马达与所述水泵的壳体之间,所述支撑杆的材质为ABS塑料;和/或,所述水泵还包括排液管,所述排液管的材质为ABS塑料。
在本方案中,通过采用以上结构,利用ABS塑料制成支撑杆、排液管中的一个或多个,避免了使用铸铁等易生锈材料制作支撑杆、排液管,有利于减少铁屑进入研磨液,有利于避免镜片被铁屑刮伤,有利于提高镜片的外观品质,有利于提高镜片良品率,有利于降低镜片在制造过程中的意外损耗,减少镜片因外观不良而造成的返修次数,有利于提升镜片的研磨效率。
在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
本实用新型的积极进步效果在于:
本实用新型通过在将研磨缸、泵送装置、过滤装置及喷嘴顺次连通,并利用过滤装置,简单、高效地实现了研磨液的过滤,避免了手工过滤研磨液的复杂操作,有利于提高镜片加工过程中的自动化水平,有利于降低镜片加工的成本。
附图说明
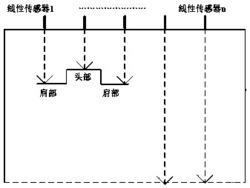
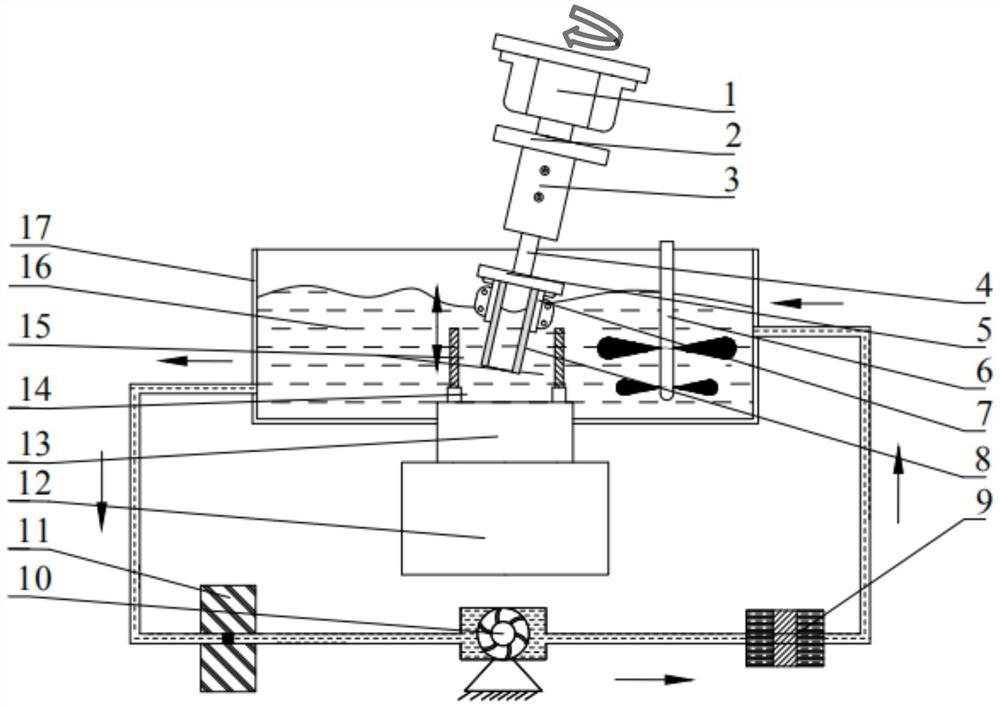
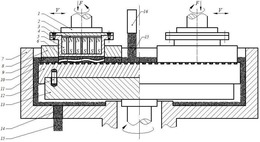
图1为本实用新型实施例1的研磨设备的结构示意图。
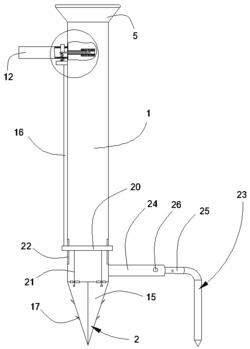
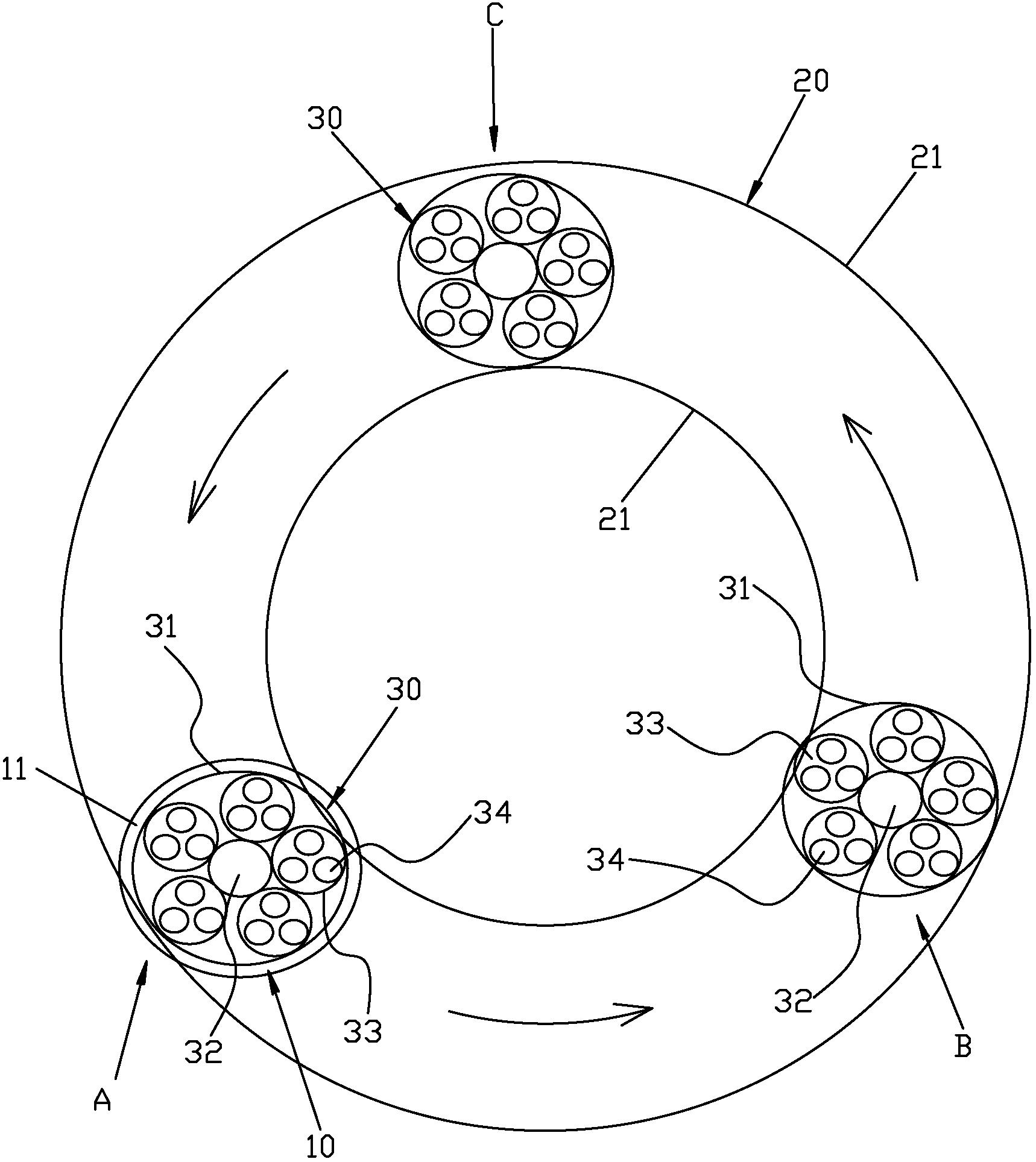
图2为本实用新型实施例1的研磨设备的“Y”形过滤装置的结构示意图。
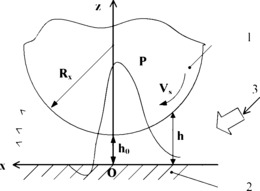
图3为本实用新型实施例1的研磨设备的“Y”形过滤装置的出液孔的结构示意图。
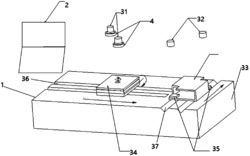
图4为本实用新型实施例1的研磨设备的泵送装置的结构示意图。
图5为本实用新型实施例2的研磨设备的“T”形过滤装置的结构示意图。
图6为本实用新型实施例2的研磨设备的“U”形过滤装置的结构示意图。
附图标记说明:
研磨设备10
研磨缸11
喷嘴12
管道13
泵送装置20
马达21
传动轴22
水泵23
壳体231
支撑杆24
过滤装置30
管本体31
入口311
出口312
过滤管32
进液端321
侧壁322
出液孔323
排渣端324
隔板33
堵头34
“Y”形过滤装置35
“T”形过滤装置36
“U”形过滤装置37
L研磨液流动方向
具体实施方式
下面通过实施例的方式并结合附图来更清楚完整地说明本实用新型,但并不因此将本实用新型限制在实施例的范围之中。
实施例1
如图1-图4所示,本实施例为一种研磨设备10,用于镜片的研磨,研磨设备10包括研磨缸11、泵送装置20、过滤装置30及喷嘴12;研磨缸11用于盛放研磨液;泵送装置20用于输送研磨缸11内的研磨液;过滤装置30用于过滤研磨液;喷嘴12用于将研磨液喷向镜片;泵送装置20、过滤装置30及喷嘴12之间通过管道13相连通。本实施例将研磨缸11、泵送装置20、过滤装置30及喷嘴12顺次连通,并利用过滤装置30简单、高效地实现了研磨液的过滤,避免了手工过滤研磨液的复杂操作,有利于提高镜片加工过程中的自动化水平,有利于降低镜片加工的成本。
图1中显示了两套研磨设备10,每套设备均包括相应的研磨缸11、泵送装置20、过滤装置30及喷嘴12等。当然,研磨设备10的数量也可以为其他值。图1中,研磨液经喷嘴12喷至镜片与研磨皿之间,然后向下流入研磨缸11,在研磨缸11内的泵送装置20的作用下,研磨液被输送至过滤装置30,杂质被过滤装置30过滤出来,研磨液沿着管道13继续流向喷嘴12,再经喷嘴12喷至镜片。本实施例的研磨设备10避免研磨液内的杂质对镜片研磨造成的不利影响,提高了镜片研磨的自动化程度,有利于降低镜片的加工成本。
作为一种实施方式,过滤装置30可以包括管本体31及过滤管32,管本体31包括入口311及出口312,过滤管32的一端为进液端321,进液端321与入口311相连通,过滤管32的侧壁322设有网格状的出液孔323,过滤管32通过侧壁322的出液孔323与出口312相连通。本实施例利用过滤管32上的网格状的出液孔323,简单、高效地实现了研磨液的过滤,也使得过滤液中的杂质被阻隔在过滤管32内。通过将出液孔323设置在过滤管32的侧壁322上,有利于提高出液孔323的总面积,进而有利于提高单位时间内过滤研磨液的体积,有利于提高过滤研磨液的效率。如图3所示,出液孔323设置在侧壁322上。出液孔323的形状可以为圆形、方形、矩形、菱形、三角形中的一种或多种。具体的,可以将出液孔323的大小的范围可以设计在300目-800目之间,优选500目。
为了提高过滤效果,过滤装置30还可以包括隔板33,隔板33设置在管本体31内,过滤管32的进液端321通过隔板33与入口311相连通。本实施例利用隔板33将过滤管32的进液端321与管本体31相连接,在提高过滤管32的强度及稳定性的同时,也有利于避免研磨液绕过过滤管32,避免研磨液直接从入口311到达出口312,有利于提高过滤装置30的可靠性。
为了便于杂质排出,过滤装置30还可以包括堵头34,过滤管32另一端为排渣端324,排渣端324延伸至管本体31的侧壁322的外侧面,堵头34可拆卸的连接于排渣端324。本实施例利用可拆卸的堵头34,使得被分离出的杂质能够从排渣端324倒出过滤装置30,有利于避免过滤装置30被杂质堵塞,也有利于提高使用过滤装置30的便利性。作为一种实施方式,堵头34还可以通过螺纹与过滤管32相连接。
作为一种具体的实施方式,如图2所示,图中箭头所示为研磨液流动方向L。其他图中的箭头均表示研磨液流动方向L。过滤装置30为“Y”形过滤装置35,“Y”形过滤装置35的下端为入口311,“Y”形过滤装置35的一个上端为出口312,“Y”形过滤装置35的另一个上端为排渣端324。本实施例利用“Y”形过滤装置35的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置30倒出杂质的便捷性。作为一种具体的实施方式,“Y”过滤装置35的材料可以为塑胶。
在其他实施例中,入口311及出口312均可以设有螺纹连接孔,螺纹连接孔38用于与管道13相连接。本实施例利用螺纹连接孔连接管道13,有利于提高过滤装置30安装及拆卸的便利性。
作为一种较佳的实施方式,如图4所示,泵送装置20包括马达21、传动轴22及水泵23,马达21通过传动轴22连接于水泵23,马达21设置在研磨缸11内,马达21及至少部分传动轴22高于研磨液的液面,传动轴22的材质为ABS塑料。本实施例利用ABS塑料制成的传动轴22连接水泵23,避免了使用铸铁等易生锈材料制作传动轴22,有利于减少铁屑进入研磨液,有利于避免镜片被铁屑刮伤,也有利于提高研磨液的品质,有利于提高镜片的外观品质,有利于提高镜片良品率,有利于降低镜片在制造过程中的意外损耗,减少镜片因外观不良而造成的返修次数,有利于提升镜片的研磨效率。
作为一种较佳的实施方式,如图4所示,泵送装置20还可以包括支撑杆24,支撑杆24连接于马达21与水泵23的壳体231之间,支撑杆24的材质可以为ABS塑料。水泵23的壳体231内的扇叶未显示。在其他实施例中,水泵23还可以包括排液管,排液管的材质可以为ABS塑料。本实施例利用ABS塑料制成支撑杆24、排液管中的一个或多个,避免了使用铸铁等易生锈材料制作支撑杆24、排液管,有利于减少铁屑进入研磨液,有利于避免镜片被铁屑刮伤,有利于提高镜片的外观品质,有利于提高镜片良品率,有利于降低镜片在制造过程中的意外损耗,减少镜片因外观不良而造成的返修次数,有利于提升镜片的研磨效率。
实施例2
如图5所示,本实施例为一种研磨设备10,本实施例与实施例1基本相同,不同之处在于:本实施例的过滤装置30为“T”形过滤装置36,图5中仅显示“T”形过滤装置36,未显示研磨设备10的其他部件。为便于说明,本实施例继续采用实施例1中的附图标记。“T”形过滤装置36的左端为入口311,“T”形过滤装置36的右端为出口312,“T”形过滤装置36的下端为排渣端324。本实施例利用“T”形过滤装置36的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置30倒出杂质的便捷性。
实施例3
如图6所示,本实施例为一种研磨设备10,本实施例与实施例1基本相同,不同之处在于:本实施例的过滤装置30为“U”形过滤装置37,图6中仅显示“U”形过滤装置37,未显示研磨设备10的其他部件。为便于说明,本实施例继续采用实施例1中的附图标记。“U”形过滤装置37的左上端为入口311,“U”形过滤装置37的右上端为出口312,“U”形过滤装置37的右下侧设有排渣端324。本实施例利用“U”形过滤装置37的三个端,在保证高效过滤研磨液的前提下,也有利于提高过滤装置30倒出杂质的便捷性。
虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
研磨设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0