

IPC分类号 : B05B13/00,B05B7/14,B05B7/12,B05B7/16,B24C1/08,B24C11/00









专利摘要
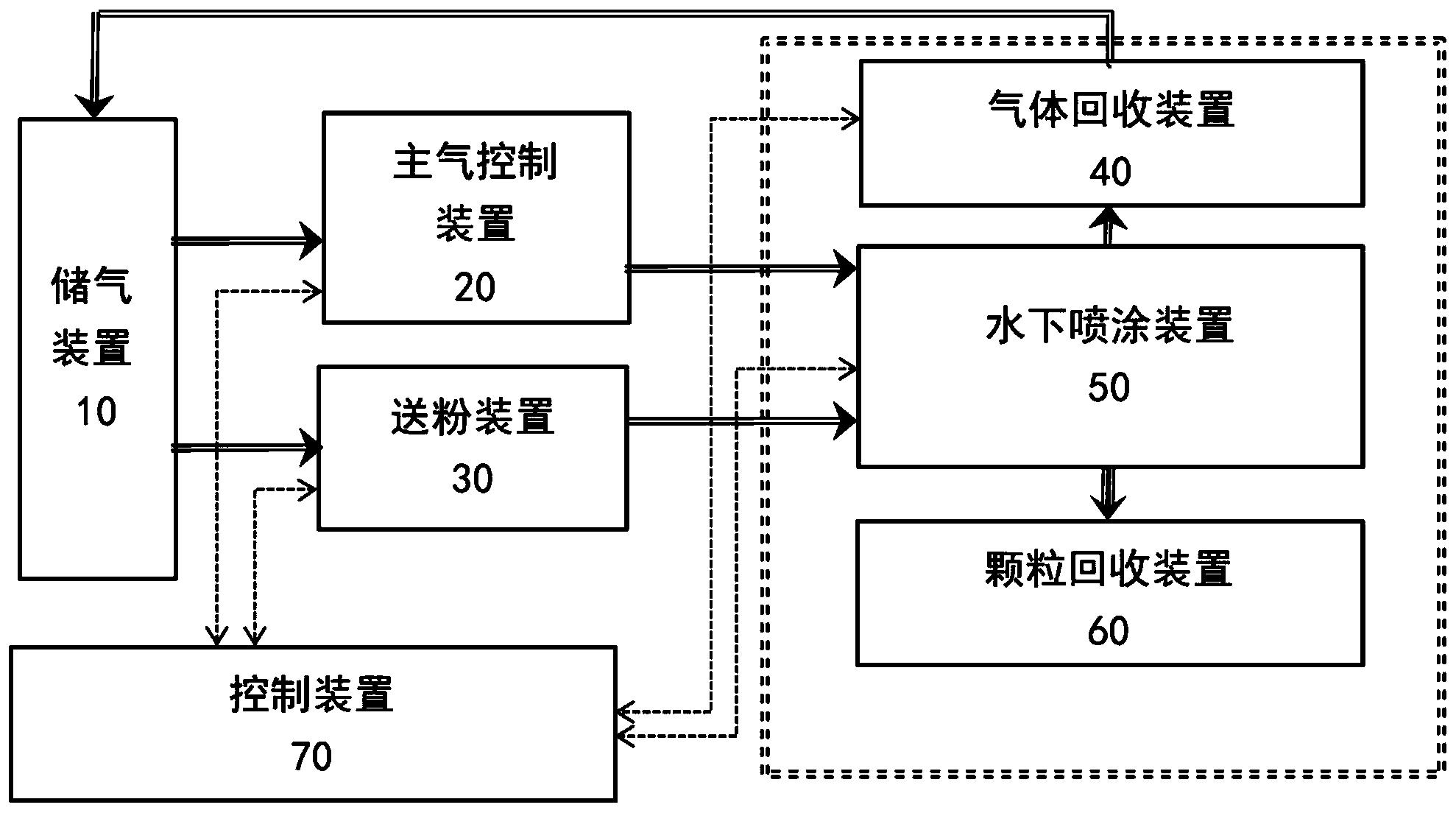
本发明公开一种用于水下维修的喷涂系统与方法,包括储气装置、主气控制装置、送粉装置、气体回收装置、水下喷涂装置和颗粒回收装置;储气装置的入口与气体回收装置的出气口连接,储气装置的两个出口分别与主气控制装置的气体入口、送粉装置的气体入口连接;主气控制装置的气体出口和送粉装置的气体出口连接水下喷涂装置;气体回收装置用于回收水下喷涂装置进行喷涂时释放的气体;颗粒回收装置用于回收水下喷涂装置进行喷涂时未沉积的颗粒。本发明能够有效地解决水下构件长期存在的维修难题。
权利要求
1.一种用于水下维修的喷涂系统,其特征在于,包括储气装置(10)、主气控制装置(20)、送粉装置(30)、气体回收装置(40)、水下喷涂装置(50)和颗粒回收装置(60);
储气装置(10)的入口与气体回收装置(40)的出气口连接,储气装置(10)的两个出口分别与主气控制装置(20)的气体入口、送粉装置(30)的气体入口连接;
主气控制装置(20)的气体出口和送粉装置(30)的气体出口连接水下喷涂装置(50);气体回收装置(40)用于回收水下喷涂装置(50)进行喷涂时释放的气体;颗粒回收装置(60)用于回收水下喷涂装置(50)进行喷涂时未沉积的颗粒;
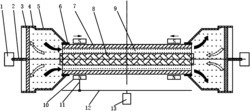
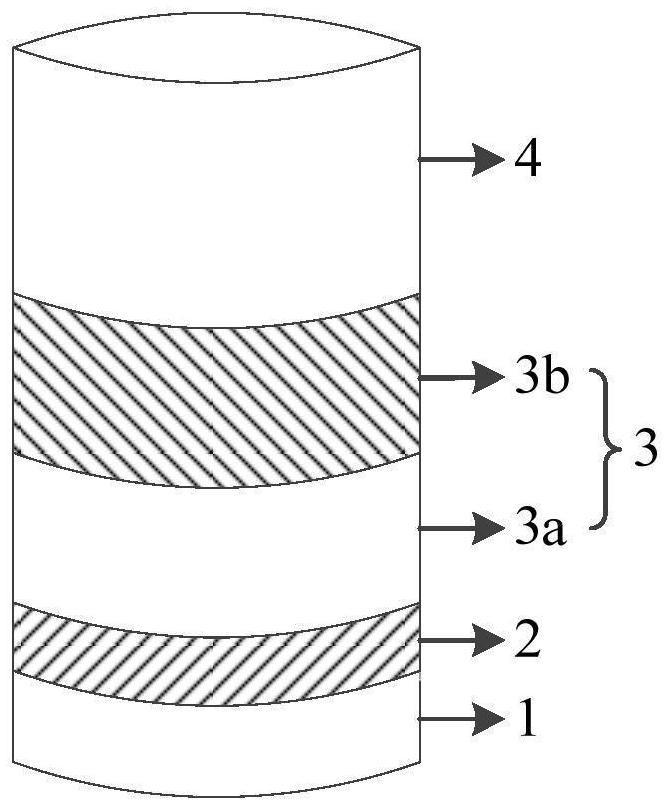
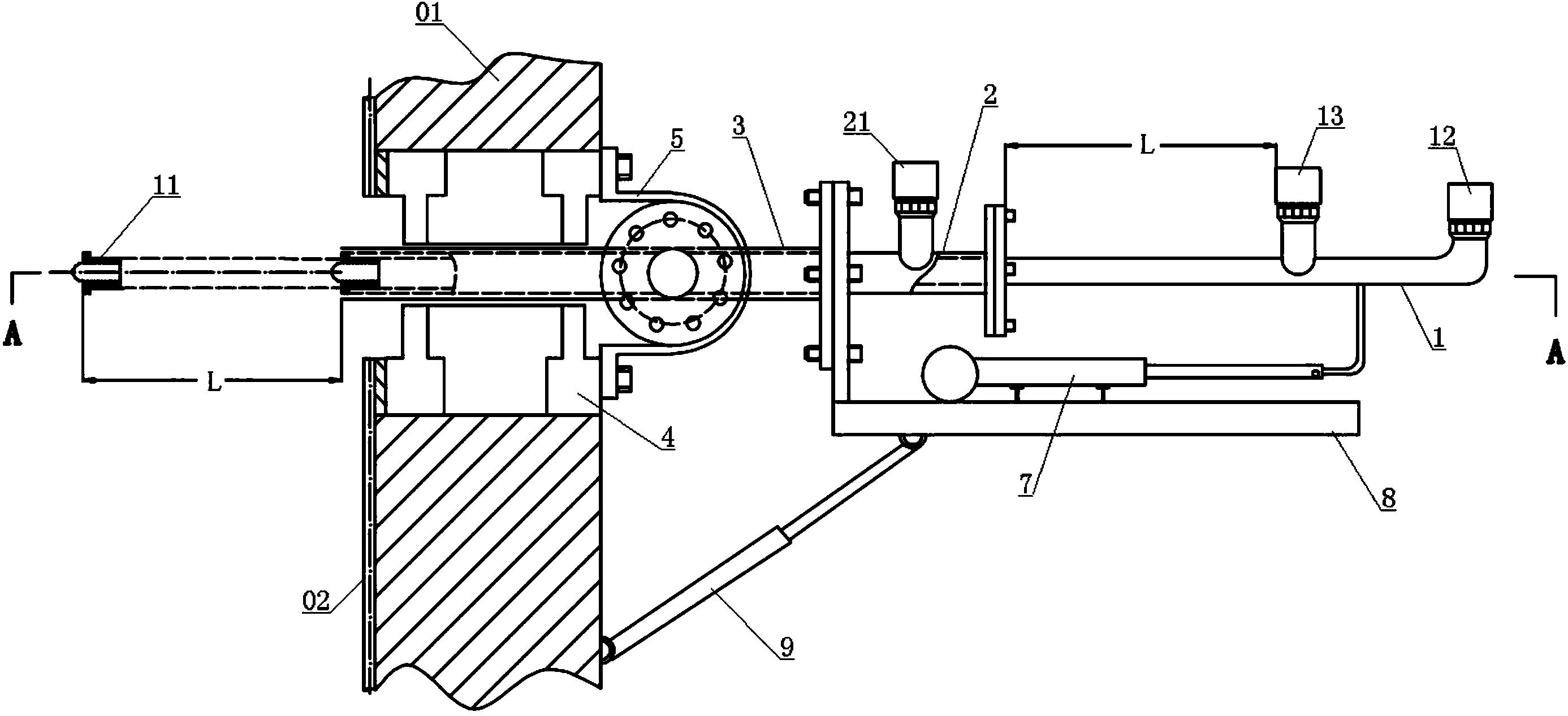
水下喷涂装置(50)包括密闭外壳(1)、加热装置(3)、整流装置(4)、防水喷枪(5);
密闭外壳(1)内部设有加热装置(3);加热装置(3)依次连接整流装置(4)、防水喷枪(5);
加热装置(3)内部有螺旋设置的加热管(31),其一端连接密闭外壳(1)外部的加速气体连接管(34),另一端连接到整流装置(4);加热装置(3)内部还设有送粉管(32),其处于加热管(31)螺旋轴线上,并且一端连接到密闭外壳(1)外部的运载气体连接管(35),另一端伸入整流装置(4)内部;加热装置(3)内部还设有加热体(33),加热体(33)设置于送粉管(32)和加热管(31)周围;
防水喷枪(5)包括喷枪主体(51)、防倒灌塞(52)和防水罩(53),其入口端与整流装置(4)连接;
所述防水喷枪(5)中的喷枪主体(51)为Laval喷管,出口处连接防水罩(53),连接处设有防倒灌塞(52);
防水喷枪(5)采用圆形截面收缩喷嘴,喉部后采用两段扩张,使气体先经过压缩经过喉部,在喷枪主体内部第一段扩张段进行膨胀,提高气体速度,在气体通过第一段扩张段后速度达到超音速;防水罩内第二段扩张段将喷枪前端水分排开,防止周围水环境在基体前形成涡旋回流至沉积点,另外还起到控制喷涂距离和气体二次膨胀的作用。
2.根据权利要求1所述的一种用于水下维修的喷涂系统,其特征在于,还包括控制装置(70);控制装置(70)连接主气控制装置(20)、送粉装置(30)、气体回收装置(40)和水下喷涂装置(50),用于控制主气控制装置(20)、送粉装置(30)、气体回收装置(40)和水下喷涂装置(50)的运行参数;
整流装置(4)的第二整流腔中设有温度传感器(41)和气体压力传感器(42);
所述温度传感器(41)和气体压力传感器(42)分别用于检测加速气体的温度和压力,并反馈给控制系统,通过控制加热体(33)的加热功率来控制加速气体的温度。
3.根据权利要求1所述的一种用于水下维修的喷涂系统,其特征在于,密闭外壳(1)的内壁设有一层隔热层(2);隔热层内部形成加热腔;加热装置(3)安装于加热腔中。
4.根据权利要求1所述的一种用于水下维修的喷涂系统,其特征在于,整流装置(4)安装于密闭外壳(1)一端。
5.根据权利要求1所述的一种用于水下维修的喷涂系统,其特征在于,整流装置(4)内部设有整流腔;整流腔中设有整流筛(44);整流筛(44)将整流腔分割成两部分:第一整流腔和第二整流腔;第一整流腔连接防水喷枪(5);加热管(31)的出口连通第二整流腔的侧壁;送粉管(32)穿过第二整流腔和整流筛(44)伸入第一整流腔中。
6.一种用于水下维修的喷涂方法,其特征在于,基于权利要求1至4中任一项所述的种用于水下维修的喷涂系统,包括:控制主气控制装置(20)和送粉装置(30)向水下喷涂装置(50)输送加速气体和喷涂粉末;加速气体在水下喷涂装置(50)中被加热到100~700℃;加速气体的压力1.0~4.0MPa;加速气体和喷涂粉末在水下喷涂装置(50)中混合后喷到待喷涂基体(6)上;其中,开始时,采用粒径为200-1000μm的粉末材料进行喷砂处理;然后采用粒径为20-60μm的粉末材料进行喷涂处理,在基体(6)表面沉积一层冷喷涂涂层。
说明书
技术领域
本发明属于喷涂技术领域,特别涉及一种用于水下维修的喷涂系统与方法。
背景技术
能源工业、通讯工业的迅速发展,大量石油输运线路、通讯线路需要穿过海底或水下进行衔接,然而水下管线受到腐蚀性介质长期侵蚀,表面损坏较大气环境下更为严重,另外一些水下设备需要通过表面处理来达到防腐、减轻磨损的效果。如何在水下直接进行高效可靠自动化的表面修复,以完成日益增加的水下油气管道、通讯管线的铺设是迫切需要解决的难题。由于水下管线除受到工作载荷之外,还要承受波浪、潮流引起的附加载荷以及海水腐蚀、流沙磨蚀作用,目前这些水下设备的维护,主要通过将部件移至水面之上或者在水下构件隔离舱,两种方法工程量以及成本较高。因此,面向水下大型构件的加工、修复技术已成为水下工程开发、建设和维修不可缺少的关键技术之一,是急需解决的重大技术难题。
冷喷涂(Cold Spraying)作为一种表面处理技术,其原理是以高压气体作为加速介质使喷涂粉末经过加速后进入防水喷枪,经特殊设计的Laval喷嘴加速,形成超音速气-固两相流,喷涂粒子在固态下高速碰撞基体,经过剧烈的塑性变形而沉积形成涂层。冷喷涂过程的相对低温特点就使得金属颗粒的氧化、分解、相变、晶粒长大等缺陷可完全得到避免,获得与喷涂材料金属成分一致均匀的涂层。涂层残余应力小且主要为残余压应力,有利于制备各类防护与功能涂层,如耐腐蚀、耐磨损、耐高温涂层等。然而,传统的冷喷涂装置不能适用于水下的工作环境,另外并未见到水下喷涂方面的相关报道。
发明内容
本发明目的是提供一种用于水下维修的喷涂系统与方法,以解决水下构件长期存在的维修难题。
为了实现上述目的,本发明采用如下技术方案:
一种用于水下维修的喷涂系统,包括储气装置、主气控制装置、送粉装置、气体回收装置、水下喷涂装置和颗粒回收装置;储气装置的入口与气体回收装置的出气口连接,储气装置的两个出口分别与主气控制装置的气体入口、送粉装置的气体入口连接;主气控制装置的气体出口和送粉装置的气体出口连接水下喷涂装置;气体回收装置用于回收水下喷涂装置进行喷涂时释放的气体;颗粒回收装置用于回收水下喷涂装置进行喷涂时未沉积的颗粒。
进一步的,还包括控制装置;控制装置连接气控制装置、送粉装置、气体回收装置和水下喷涂装置,用于控制气控制装置、送粉装置、气体回收装置和水下喷涂装置的运行参数。
进一步的,水下喷涂装置包括外壳、加热装置、整流装置、防水喷枪;密闭外壳内部设有加热装置;加热装置依次连接整流装置、防水喷枪;加热装置内部有螺旋设置的加热管,其一端连接外壳外部的加速气体连接管,另一端连接到整流装置;加热装置内部还设有送粉管,其处于加热管螺旋轴线上,并且一端连接到外壳外部的运载气体连接管,另一端伸入整流装置内部;加热装置内部还设有加热体,加热体设置于送粉管和加热管周围。
进一步的,密闭外壳的内壁设有一层隔热层;隔热层内部形成加热腔;加热装置安装于加热腔中。
进一步的,整流装置安装于壳体一端。
进一步的,整流装置内部设有整流腔;整流腔中设有整流筛;整流筛将整流腔分割成两部分:第一整流腔和第二整流腔;第一整流腔连接防水喷枪;加热管的出口连通第二整流腔的侧壁;送粉管穿过第二整流腔和整流筛伸入第一整流腔中。
进一步的,整流装置的第二整流腔中设有温度传感器和气体压力传感器。
进一步的,所述喷枪主体为Laval喷管,与防水罩连接处设有防倒灌塞。
进一步的,所述防水罩为喇叭口形状。
进一步的,所述温度传感器和气体压力传感器分别用于检测加速气体的温度和压力,并反馈给控制系统,通过控制加热体的加热功率来控制加速气体的温度。
一种用于水下维修的喷涂方法,包括:控制主气控制装置和送粉装置向水下喷涂装置的输送加速气体和喷涂粉末;加速气体在水下喷涂装置中被热到100~700℃;加速气体的压力1.0~4.0MPa;加速气体和喷涂粉末在水下喷涂装置中混合后喷到待喷涂基体上;其中,开始时,采用粒径为200-1000μm的粉末材料进行喷砂处理;然后采用粒径为20-60μm的粉末材料进行喷涂处理,在基体表面沉积一层冷喷涂涂层。
本发明公开了一种水下喷涂装置,在传统冷喷涂装置基础上将加热装置、整流装置和防水喷枪集成到同一个装置中,在装置外部设有隔热层,从而使水下气体加热可行,并且在喷枪主体出口处增加了防倒灌塞和防水罩以减少水对喷涂作业的影响。
相对于现有技术,本发明具有以下有益的效果:
本发明公开了一种用于水下维修的喷涂系统与方法,采用喷涂工艺,将喷涂系统的部分装置置于水下,即可实现水下构件的加工或维修。
该喷涂系统实现的喷涂方法具有基体热影响小、材料无氧化或相变、适用于对热敏感的船体或管线钢材料。
该喷涂系统功能多样,既可以用于喷砂处理,也可以用于制备防腐、耐磨、防生物附着等功能涂层。可用于水下构件清洁除垢、除锈、表面防护、表面修复、结构连接、构件制备等多种方面。
该喷涂系统所采用的喷涂粉末易于回收,对环境无害、喷涂气体选择广泛使用成本低。
本发明技术难点在于水氛围对加速粒子的阻滞作用极大,需要在喷枪出口创造出局部无水区域,使得加速的喷涂粒子沉积于基体上,本发明通过对喷枪局部结构的改进,在防水喷枪前端创造出局部无水的环境。采用圆形截面收缩喷嘴,喉部后采用两段扩张,使气体先经过压缩经过喉部,在喷枪主体内部第一段扩张段进行膨胀,提高气体速度,在气体通过第一段扩张段后速度达到超音速。但超音速气流在基体前形成弓形激波,会导致水分卷入沉积点,而防水罩内第二段扩张段将喷枪前端水分排开,防止周围水环境在基体前形成涡旋回流至沉积点,另外还起到控制喷涂距离和气体二次膨胀的作用。喷枪主体与防水罩连接处设有防倒灌塞,该装置工作时,防倒灌塞在加速气流的作用下处于打开状态,非工作时,防倒灌塞自动闭合防止水进入到喷枪主体内部。加速气体需要达到一定温度才能获得足够加速粒子的速度,在水下加热效率降低,通过将加热管制成螺旋形,增加加热距离并且通过带有隔热保温层的外壳减少热量流失,提高加热效率。
为实现在水下通过沉积涂层进行表面处理的目的,本发明通过整合喷涂设备,加热设备,整流设备以及水下控制设备,并且改进了加热装置和喷枪结构,通过螺旋式加热管以实现气体升温从而在水下制备防护涂层的目的。
本发明采用喷涂工艺,将部分装置置于水下,即可实现水下构件的加工或维修;具有基体热影响小、材料无氧化或相变、适用环境广泛、功能多样、环境无害、使用成本低等优点。既可以用于喷砂处理,也可以用于制备防腐、耐磨、防生物附着等功能涂层。可用于水下构件清洁除垢、除锈、表面防护、表面修复、结构连接、构件制备等多种方面。
附图说明
图1为本发明一种用于水下维修的喷涂系统的结构框图;
图2为水下喷涂装置的结构示意图;
图3为防水喷枪局部结构图;
图4为采用一种用于水下维修的喷涂系统在铜基体上制备的铝涂层;
图5为实施例4获得的Ti涂层光镜照片。
具体实施方式
下面结合具体实施例对本发明作进一步详细描述,需要指出的是,以下所述实施例旨在便于对本发明的理解,而对其不起任何限定作用。
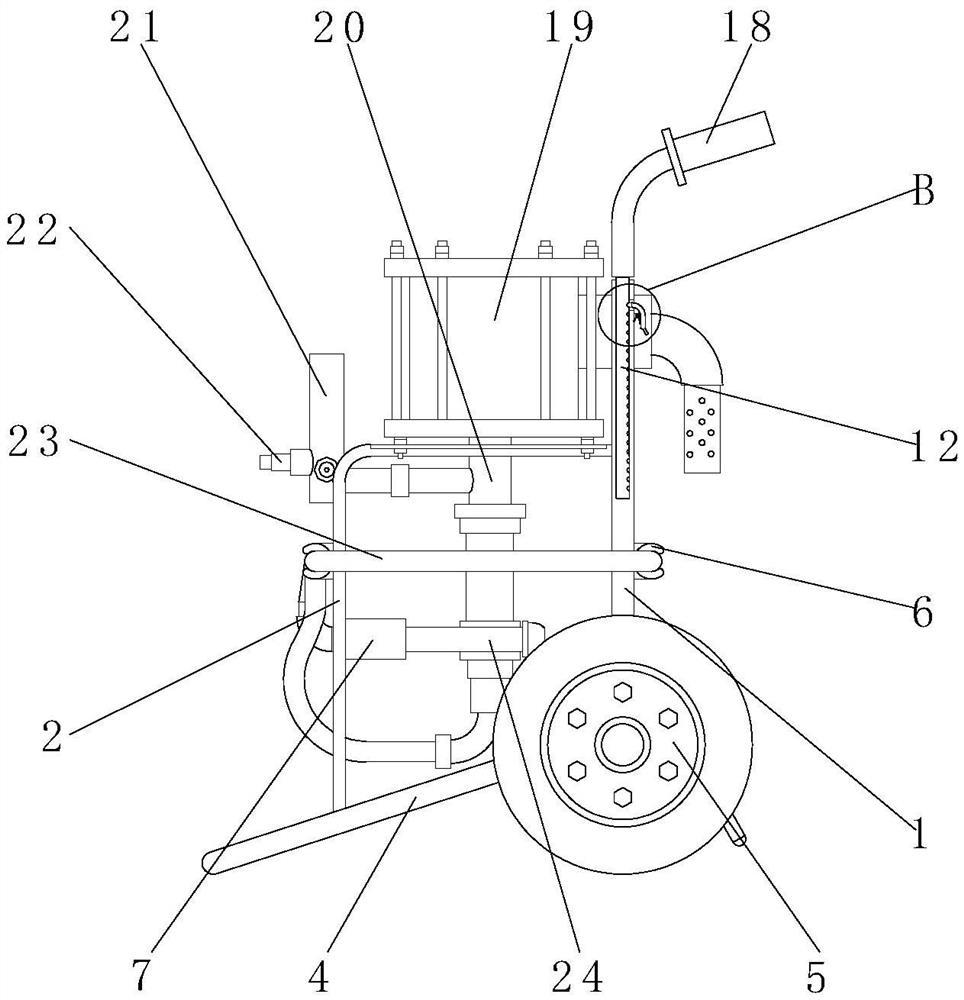
请参阅图1所示,本发明提供一种用于水下维修的喷涂系统,包括储气装置10、主气控制装置20、送粉装置30、气体回收装置40、水下喷涂装置50、颗粒回收装置60和控制装置70;
其中,储气装置10的入口与气体回收装置40的出气口连接,储气装置10的两个出口分别与主气控制装置20的气体入口、送粉装置30的气体入口连接。
主气控制装置20的气体出口和送粉装置30的气体出口连接水下喷涂装置50;气体回收装置40用于回收水下喷涂装置50进行喷涂时释放的气体;颗粒回收装置60用于回收水下喷涂装置50进行喷涂时未沉积的颗粒;控制装置70连接气控制装置20、送粉装置30、气体回收装置40和水下喷涂装置50,用于控制气控制装置20、送粉装置30、气体回收装置40和水下喷涂装置50。
主气控制装置20和送粉装置30设有气体压力传感器,气体压力传感器将气体压力反馈给控制系统70,水下喷涂装置50设有气体压力传感器和温度传感器,气体压力传感器和温度传感器分别把气体压力和温度反馈到控制系统70上。控制系统7配备有所使用气体的流量计,通过控制系统7调整流量。
控制系统调节主气控制装置、送粉装置、气体回收装置和水下喷涂装置的各项运行参数。
气体回收装置40对喷涂气体进行回收并储存到储气装置中。
气体回收装置40、水下喷涂装置50和颗粒回收装置60置于水下环境。
气体回收装置40、水下喷涂装置50和颗粒回收装置60置于密封装置中从而保证水下作业。
水下喷涂装置50包含有温度传感器,压力传感器,将信号反馈到控制系统70从而改变工作参数。
粉末回收装置60利用喷涂粉末比重大于水的原理置于水下喷涂装置50下方将粉末回收,实现再利用,减少环境污染。
水下喷涂装置50所用载气体为氮气、氦气或压缩空气,粉末材料为陶瓷、纯金属、合金或者金属基复合材料,气体在水下喷涂装置50中预热温度为100~700℃,水下工作深度0~50米,工作气体压力1.0~4.0MPa。
水下喷涂装置50所采用粉末材料粒径为200-1000μm,用于喷砂处理,或者20-60μm,用于制备涂层。喷涂基体为铝、铜、碳钢或铸铁。
水下喷涂装置50可以用于任意角度的工作方向。
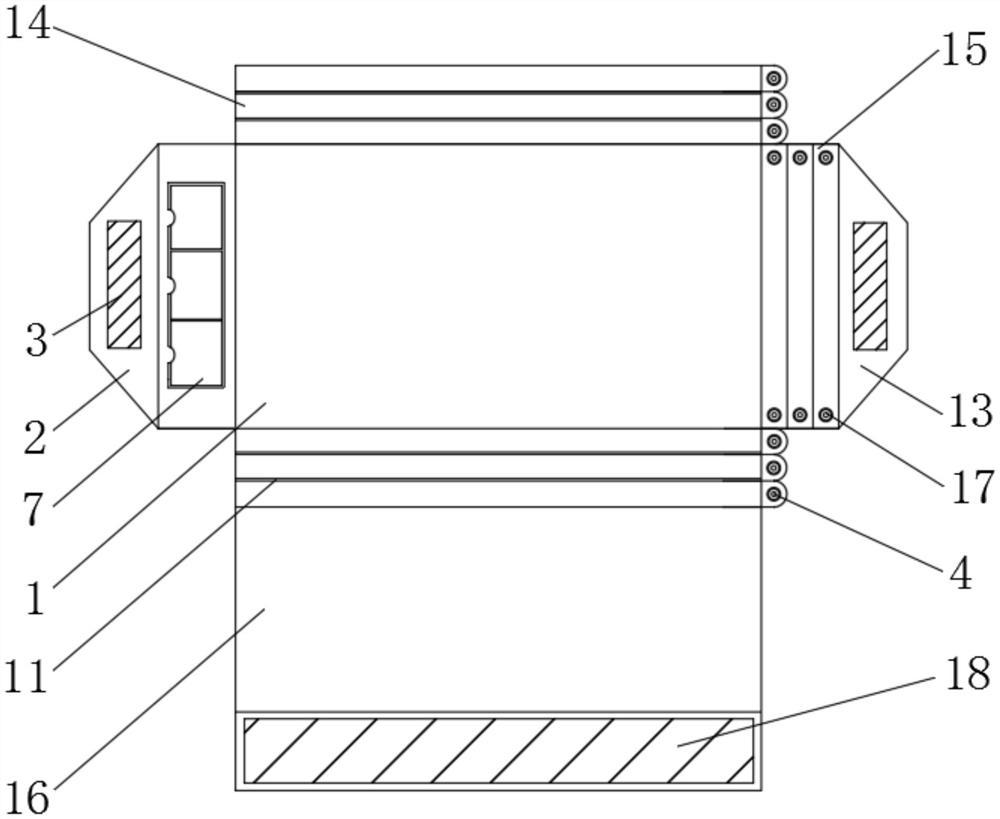
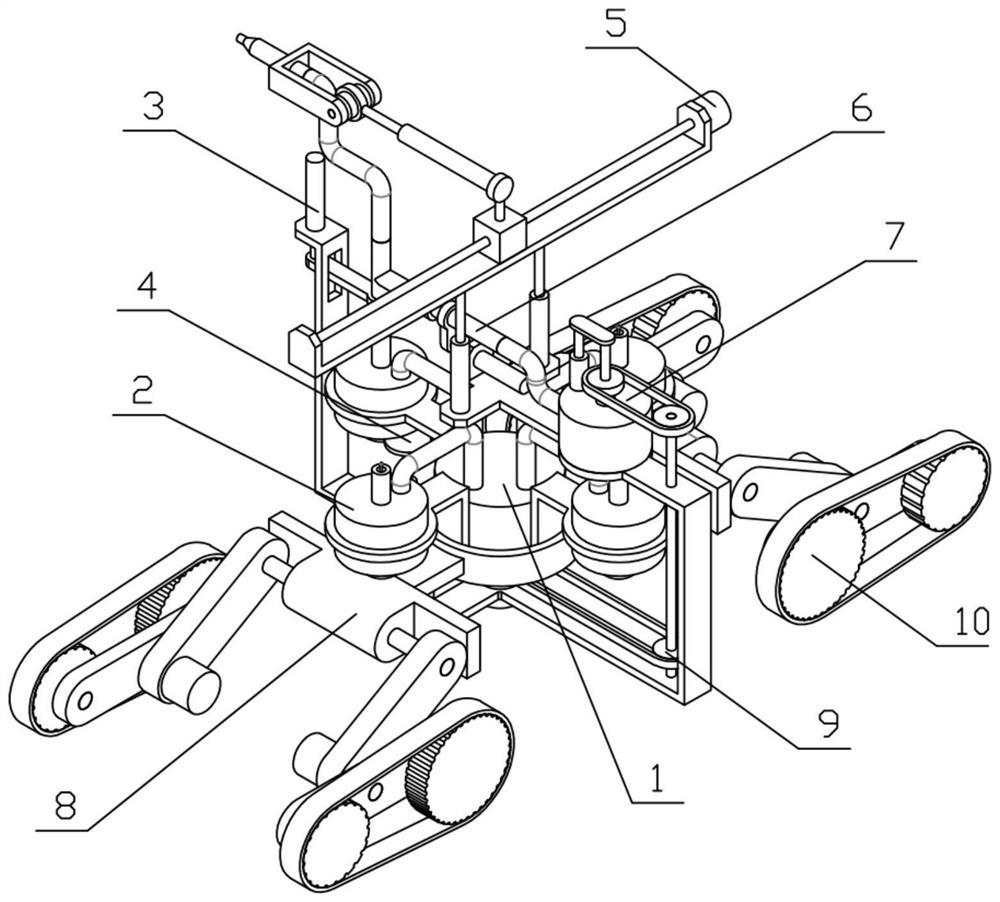
请参阅图2所示,水下喷涂装置50,包括外壳1、隔热层2、加热装置3、整流装置4、防水喷枪5。
密闭外壳1的内壁设有一层隔热层2;隔热层内部形成加热腔;加热腔中安装有加热装置3;加热装置3连接安装于壳体1一端的整流装置4;整流装置4的出口依次连接有防水喷枪5。
加热装置3内部设有螺旋的加热管31,其一端连接外壳1外部的加速气体连接管34(储气装置10的一个气体出口),另一端连接到整流装置4的侧壁上;加热装置3内部还设有送粉管32,其处于加热管31螺旋轴线上,并且一端连接到外壳1外部的运载气体连接管35(储气装置10的另一个气体出口),另一端伸入整流装置4内部;加热装置3内部还设有加热体33,加热体3设置于送粉管32和加热管31周围。
整流装置4内部设有整流腔;整流腔中设有整流筛44;整流筛44将整流腔分割成两部分:第一整流腔和第二整流腔;第一整流腔连接防水喷枪5;加热管31的出口连通第二整流腔的侧壁;送粉管32穿过第二整流腔和整流筛44伸入第一整流腔中;整流装置4的第二整流腔中设有温度传感器41和气体压力传感器42。
防水喷枪5包括喷枪主体51、防倒灌塞52和防水罩53,其入口端与整流装置4连接;防倒灌塞52顶部通过扭簧铰接在防水罩53上。
喷枪主体51采用Laval喷管。
喷枪主体51的出口连接防水罩53,喷枪主体51与防水罩53可做成一体,也可做成可拆卸结构。防水罩53为喇叭口形状,其材料可以为金属或者非金属。
喷枪主体51与防水罩53连接处设有防倒灌塞52。该装置工作时,防倒灌塞在加速气流的作用下处于打开状态,非工作时,防倒灌塞自动回弹闭合防止水进入到喷枪主体51内部。
外壳1的所有连接和接口处都经密封防水处理,防水等级与工作压力相匹配。
温度传感器41和气体压力传感器42分别用于检测加速气体的温度和压力,并反馈给控制系统,通过控制加热体33的加热功率来控制加速气体的温度。
该装置的加速气体在防水罩53的作用下将喷涂区域的水排开以减少水对喷涂作业的影响。
该装置的使用参数为:加速气体及送粉气气体压力为2.0~5.0MPa,加速气体通过螺旋加热管31加热温度为100~800℃,置于水下深度为0~50米。
该装置可以用于任意角度的工作方向。
实施例1
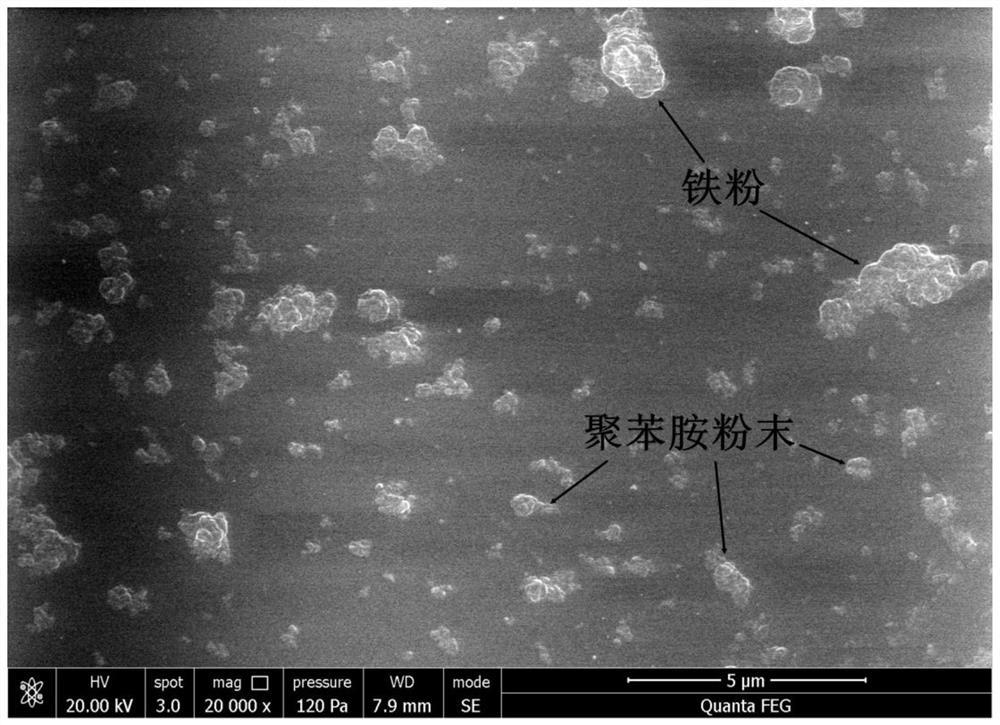
本实施例中,采用平均粒径20μm纯铝粉为喷涂粉末,基体6采用铜板,N2作为运载气体,气体压力为3MPa,气体预热温度300℃。喷涂时铜基体全部处于水7中,通过喷枪气流将基体6前的水冲开形成圆锥形区域,粉末沉积良好,沉积涂层厚度约为1mm。图4为采用水下喷涂系统在铜基体上制备的铝涂层的SEM照片,从SEM照片中可以看出铝涂层较为致密,孔隙率较低,形成有效涂层,涂层致密与基体结合良好。
实施例2
本实施例中,采用平均粒径45μm的纯铝粉末在6061铝合金基体和AZ91D镁合金基体对接面上进行冷喷涂连接,采用氮气作为运载气体,气体压力为3Mpa,送粉气体压力3.4Mpa,基体置于水下,气体预热温度250℃,通过涂层与基体的机械结合形成了强度良好的结构连接。
实施例3
本实施例中,采用平均粒径20μm纯铜粉加入vol.30%不锈钢喷丸颗粒作为喷涂粉末,基体采用铜板,N2作为送粉气体,送气压力3Mpa,气体预热温度380℃。喷涂时铜基体连接在机械控制系统上并浸没于水中,通过喷枪前端将基体前的水冲开形成局部干区域,形成良好的涂层结构。
实施例4
采用纯Ti粉作为沉积粉末,粉末平均粒径25μm,基体采用TA2,表面经过喷丸处理,采用N2作为加速以及送粉气体,加速气体压力为3.0Mpa,送粉气体压力3.4Mpa,喷涂距离5mm,喷涂时喷枪和基体置于水下,喷涂速度为40mm/s,图5为Ti涂层光镜照片。
本发明可以解决现有设备与技术存在的问题,具体如下:
舰艇修复目前采用的主要方法是将船体停放至船坞,排水作业后进行表面修复处理,此种方法存在维修周期长,相对成本高等不足。本发明将冷喷涂系统与防水系统整合可以实现水下喷涂作业。
水下喷砂技术只能对待修复表面进行清洁,本发明整合喷砂设备和冷喷涂设备以及加热设备,实现在水下清理基材并进而沉积涂层,达到表面处理功能。
冷喷涂采用氮气或氦气对粉末颗粒进行加速,从而实现粒子塑性变形达到沉积涂层的效果。由于水作为气固之外第三相介质,对颗粒有较强的减速效应,并且水限制了气体的加热温度,使得涂层沉积愈加困难,目前尚未有水下冷喷涂的相关报道。本发明通过防水装置与隔热装置的有机结合解决水下冷喷涂气体加热的困难,同时防水罩的设计有效的将沉积位置的水排开以减少水对喷涂的影响。
本发明一种用于水下维修的喷涂方法,包括:控制装置主气控制装置20和送粉装置30向水下喷涂装置50的加热管31和送粉管32的输送加速气体和喷涂粉末;加速气体被加热体33加热到100~700℃;加速气体的压力1.0~4.0MPa;加速气体和喷涂粉末在整流装置4中混合通过防水喷枪5喷到基体6上;开始时,采用粒径为200-1000μm的粉末材料进行喷砂处理,处理掉待沉积基体表面的杂质;然后采用粒径为20-60μm的粉末材料进行喷涂处理,在基体6表面沉积一层冷喷涂涂层。喷涂过程中逸出的气体通过位于水下喷涂装置50上方的气体回收装置40回收后储存于储气装置10中;喷涂过程中未沉积的颗粒通过位于水下喷涂装置50下方的颗粒回收装置60回收。
水下喷涂装置50所用载气体为氮气、氦气或压缩空气,粉末材料为陶瓷、纯金属、合金或者金属基复合材料,气体在水下喷涂装置50中预热温度为100~700℃,水下工作深度0~50米,工作气体压力1.0~4.0MPa。
水下喷涂装置50所采用粉末材料粒径为200-1000μm,用于喷砂处理,或者20-60μm,用于制备涂层。喷涂基体为铝、铜、碳钢或铸铁。
本发明在传统冷喷涂系统基础上采用了水下喷涂装置,并增加了气体回收装置和颗粒回收装置,不仅可以实现水下喷涂处理,而且可以对运载气体和粉末颗粒进行回收利用,这将大大减少该工艺的成本。工作原理同大气冷喷涂类似,以高压气体作为加速介质,送入防水喷枪,同时喷涂粉末经运载气体也送入防水喷枪,采用圆形截面收缩喷嘴,喉部后采用两段扩张,使气体先经过压缩经过喉部,在第一段扩张段进行降温膨胀,提高气体速度,在气体通过第一段扩张段后速度达到超音速,第二段扩张段同时起到控制喷涂距离,防止周围水环境在基体前形成涡旋回流和气体二次膨胀的作用,气体和粉末在喷嘴作用下形成超音速气-固两相流,高速气流将喷涂区域的水排开,使喷涂粒子在固态下高速碰撞基体,经过剧烈的塑性变形而沉积形成涂层或对基体表面进行喷砂处理。
一种用于水下维修的喷涂系统与方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0