






专利摘要
本实用新型属于眼镜技术领域,尤其涉及一种用于眼镜部件的注塑模具,包括金属模具和硅胶模具,金属模具包括第一定模部分和第一动模部分,硅胶模具包括第二定模部分和第二动模部分,盖合后,第二定模部分和第二动模部分之间形成有由若干个注塑腔形成的型腔,第一定模部分和第一动模部分通过导柱固定连接,注塑腔的长度为眼镜部件的长度的45%‑55%。采用该模具可以在眼镜部件的金属部分包裹一层透明的环氧树脂,使得眼镜部件在具备金属质感的同时兼具立体感与时尚感。采用该模具时的注塑工艺使用半段式定位,简单方便,精度高,操作简单,品质稳定良品率高,极大的提高了生产效率。
权利要求
1.一种用于眼镜部件的注塑模具,其特征在于:包括金属模具和硅胶模具,所述金属模具包括第一定模部分和第一动模部分,所述硅胶模具包括第二定模部分和第二动模部分,所述第二定模部分与所述第一定模部分固定连接,所述第二动模部分与所述第一动模部分固定连接,盖合后,所述第二定模部分和所述第二动模部分之间形成有由若干个注塑腔形成的型腔,所述第一定模部分和所述第一动模部分通过导柱固定连接,所述注塑腔的长度为所述眼镜部件的长度的45%-55%。
2.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述导柱设置为两个,并且两个所述导柱分别设置在所述第一定模部分的对角位置。
3.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述第二定模部分上设置有主流道,所述第二动模部分设置有分流道。
4.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述第一定模部分设置有顶出机构。
5.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述第一动模部分的两侧还设置有提手8。
6.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述第二定模部分的面积为所述第一定模部分的面积的40%-80%,所述第二动模部分的面积为所述第一动模部分的面积的40%-80%。
7.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述注塑腔的一端设置有凹陷部,所述注塑腔的另一端与所述第二定模部分的一端齐平,并且所述注塑腔的另一端形成有限位腔。
8.根据权利要求1所述的用于眼镜部件的注塑模具,其特征在于:所述眼镜部件为眼镜腿或眼镜框。
说明书
技术领域
本实用新型属于眼镜技术领域,尤其涉及一种用于眼镜部件的注塑模具。
背景技术
传统的注塑工艺,注塑温度较高,普遍在100℃以上,因此只能将简单的电镀金属注塑进塑胶型体。在制作眼镜腿时,其具体工艺为:先将金属放置在模腔内,再将塑胶热融以后高压注入模腔,使得塑胶包覆在金属外围,形成眼镜腿。但是,高压注入塑胶时形成的应力加上塑胶与金属热收缩比例不一致,注塑完成后,金属会与塑胶发生脱离,在内部形成类似水彩纹的印记,导致其注塑精度低,不良品率高。
有鉴于此,确有必要提供一种用于眼镜部件的注塑模具,其包括金属模具和硅胶模具,眼镜部件的金属部分放在硅胶模具的定模上,环氧树脂通过金属模具上的浇口进入到硅胶模具中并包裹在金属部分的表面,从而在金属部分的表面包裹一层环氧树脂层,由于硅胶模具的使用,一来由于硅胶与环氧树脂的热收缩比例比环氧树脂与金属的收缩比例更倾向于一致,从而可以得到更加饱和的制品,二来可以将常温常压的环氧树脂灌入硅胶模具中,常温常压注塑的优势在于,没有内部应力,金属与环氧树脂结合牢固,不会伤害金属上的各种涂装效果。而且,硅胶模具的型腔的长度为眼镜部件的长度的一半,从而在金属组装定位时,可以采用两次分段注塑工艺,进一步提高了安装精度,加快了安装速度,减少了对工人技术的要求,可实现批量化高精度生产。
实用新型内容
本实用新型的目的在于:针对现有技术的不足,而提供一种用于眼镜部件的注塑模具,其包括金属模具和硅胶模具,眼镜部件的金属部分放在硅胶模具的定模上,环氧树脂通过金属模具上的浇口进入到硅胶模具中并包裹在金属部分的表面,从而在金属部分的表面包裹一层环氧树脂层,由于硅胶模具的使用,一来由于硅胶与环氧树脂的热收缩比例比环氧树脂与金属的收缩比例更倾向于一致,从而可以得到更加饱和的制品,二来可以将常温常压的环氧树脂灌入硅胶模具中,常温常压注塑的优势在于,没有内部应力,金属与环氧树脂结合牢固,不会伤害金属上的各种涂装效果。而且,硅胶模具的型腔的长度为眼镜部件的长度的一半,从而在金属组装定位时,可以采用两次分段注塑工艺,进一步提高了安装精度,加快了安装速度,减少了对工人技术的要求,可实现批量化高精度生产。
为了达到上述目的,本实用新型采用如下技术方案:
一种用于眼镜部件的注塑模具,包括金属模具和硅胶模具,所述金属模具包括第一定模部分和第一动模部分,所述硅胶模具包括第二定模部分和第二动模部分,所述第二定模部分与所述第一定模部分固定连接,所述第二动模部分与所述第一动模部分固定连接,盖合后,所述第二定模部分和所述第二动模部分之间形成有由若干个注塑腔形成的型腔,所述第一定模部分和所述第一动模部分通过导柱固定连接,所述注塑腔的长度为所述眼镜部件的长度的45%-55%。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述导柱设置为两个,并且两个所述导柱分别设置在所述第一定模部分的对角位置。这种连接方式简单,同时又能连接牢固,成本低。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述第二定模部分上设置有主流道,所述第二动模部分设置有分流道。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述第一定模部分设置有顶出机构。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述第一动模部分的两侧还设置有提手8。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述第二定模部分的面积为所述第一定模部分的面积的40%-80%,所述第二动模部分的面积为所述第一动模部分的面积的40%-80%。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述注塑腔的一端设置有凹陷部,所述注塑腔的另一端与所述第二定模部分的一端齐平,并且所述注塑腔的另一端形成有限位腔。
作为本实用新型用于眼镜部件的注塑模具的一种改进,所述眼镜部件为眼镜腿或眼镜框。
相对于现有技术,本实用新型提供的一种用于眼镜部件的注塑模具,其包括金属模具和硅胶模具,眼镜部件的金属部分放在硅胶模具的定模上,环氧树脂通过金属模具上的浇口进入到硅胶模具中并包裹在金属部分的表面,从而在金属部分的表面包裹一层环氧树脂层,由于硅胶模具的使用,一来由于硅胶与环氧树脂的热收缩比例比环氧树脂与金属的收缩比例更倾向于一致,从而可以得到更加饱和的制品,二来可以将常温常压的环氧树脂灌入硅胶模具中,常温常压注塑的优势在于,没有内部应力,金属与环氧树脂结合牢固,不会伤害金属上的各种涂装效果。而且,硅胶模具的型腔的长度为眼镜部件的长度的一半,从而在金属组装定位时,可以采用两次分段注塑工艺,进一步提高了安装精度,加快了安装速度,减少了对工人技术的要求,可实现批量化高精度生产。
采用该模具可以在眼镜部件(眼镜腿或眼镜框)的金属部分包裹一层透明的环氧树脂,使得眼镜部件在具备金属质感的同时兼具立体感与时尚感。采用该模具时的注塑工艺使用半段式定位,简单方便,精度高,操作简单。换言之,相对于整个金属包覆环氧树脂的工艺,半段式包覆操作简单,定位准确,品质稳定良品率高,极大的提高了生产效率。
附图说明
下面结合附图和具体实施方式,对本实用新型及其有益技术效果进行详细说明。
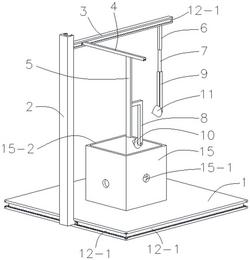
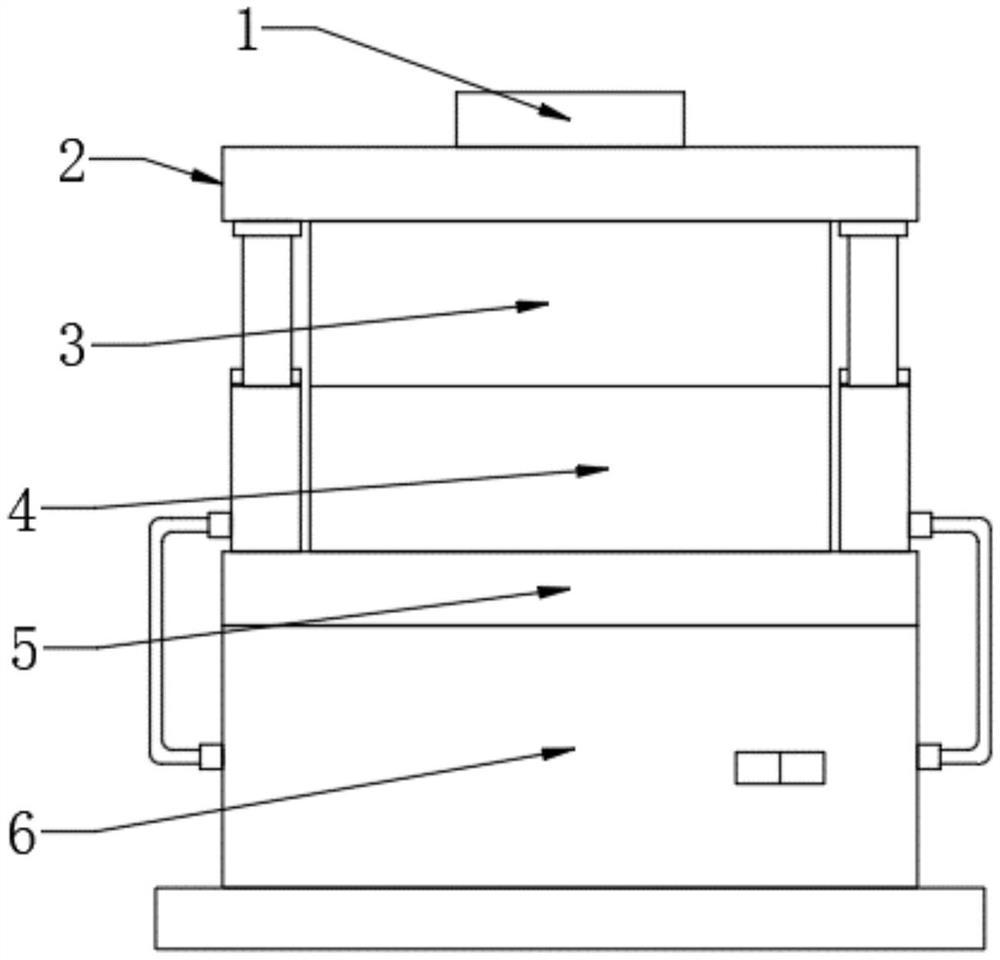
图1为本实用新型中模具的正视结构示意图。
图2为本实用新型中模具的后视结构示意图。
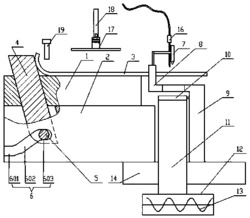
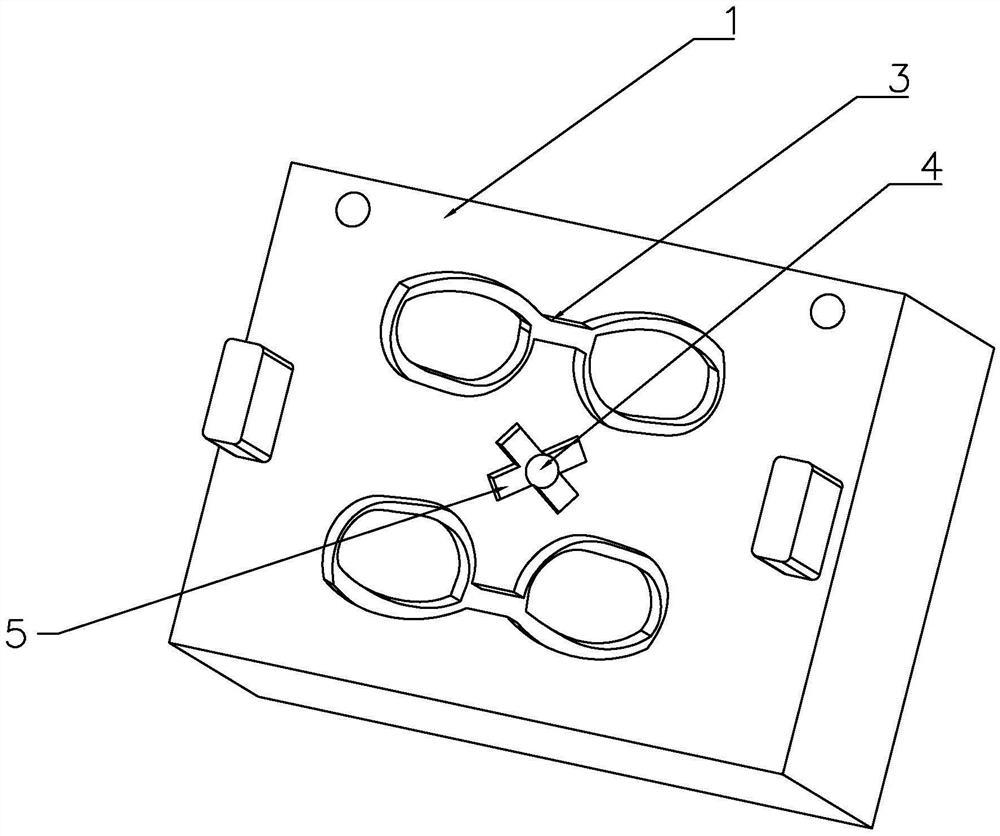
图3为本实用新型中硅胶模具的第一定模部分的结构示意图(第二步时的状态)。
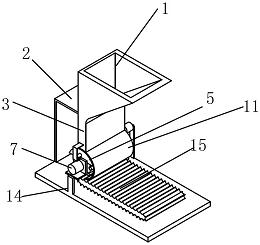
图4为本实用新型中硅胶模具的第一定模部分的结构示意图(第三步时的状态)。
图5为本实用新型中硅胶模具的侧视图。
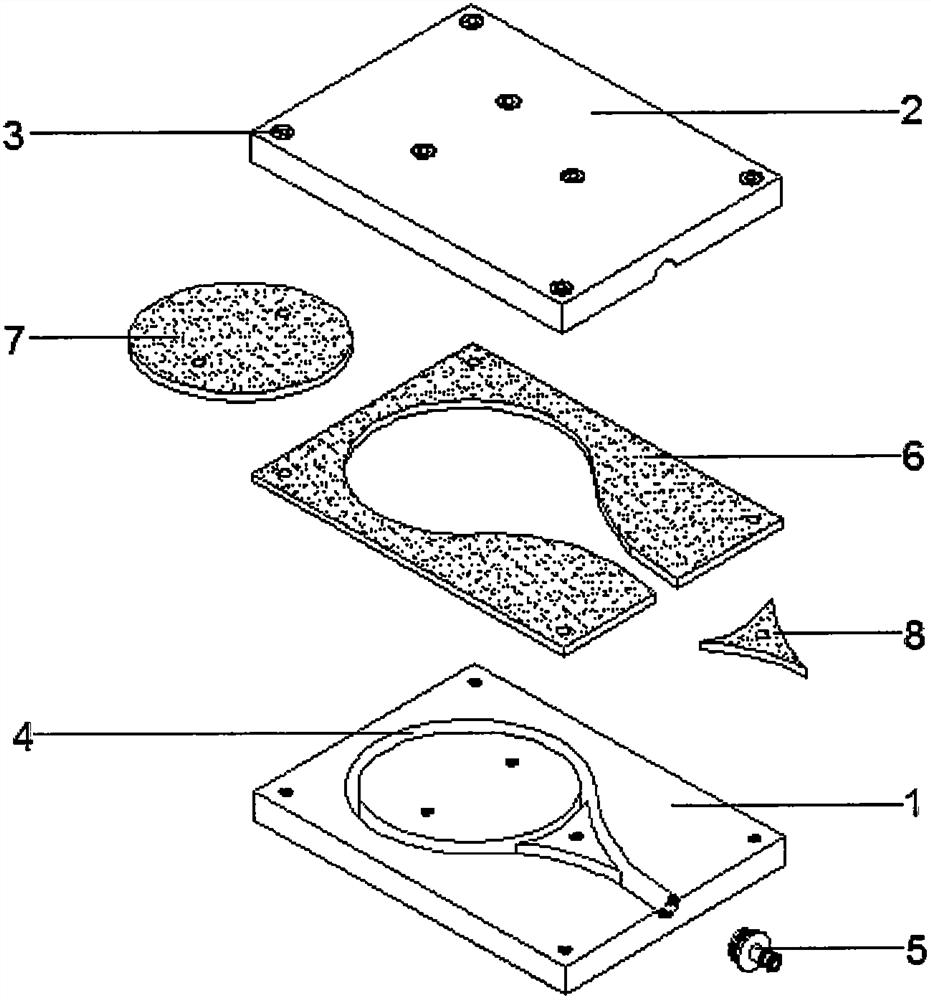
图6为本实用新型中模具打开后的结构示意图。
图7为采用本实用新型实施例1的方法制备得到的眼镜腿的结构示意图。
具体实施方式
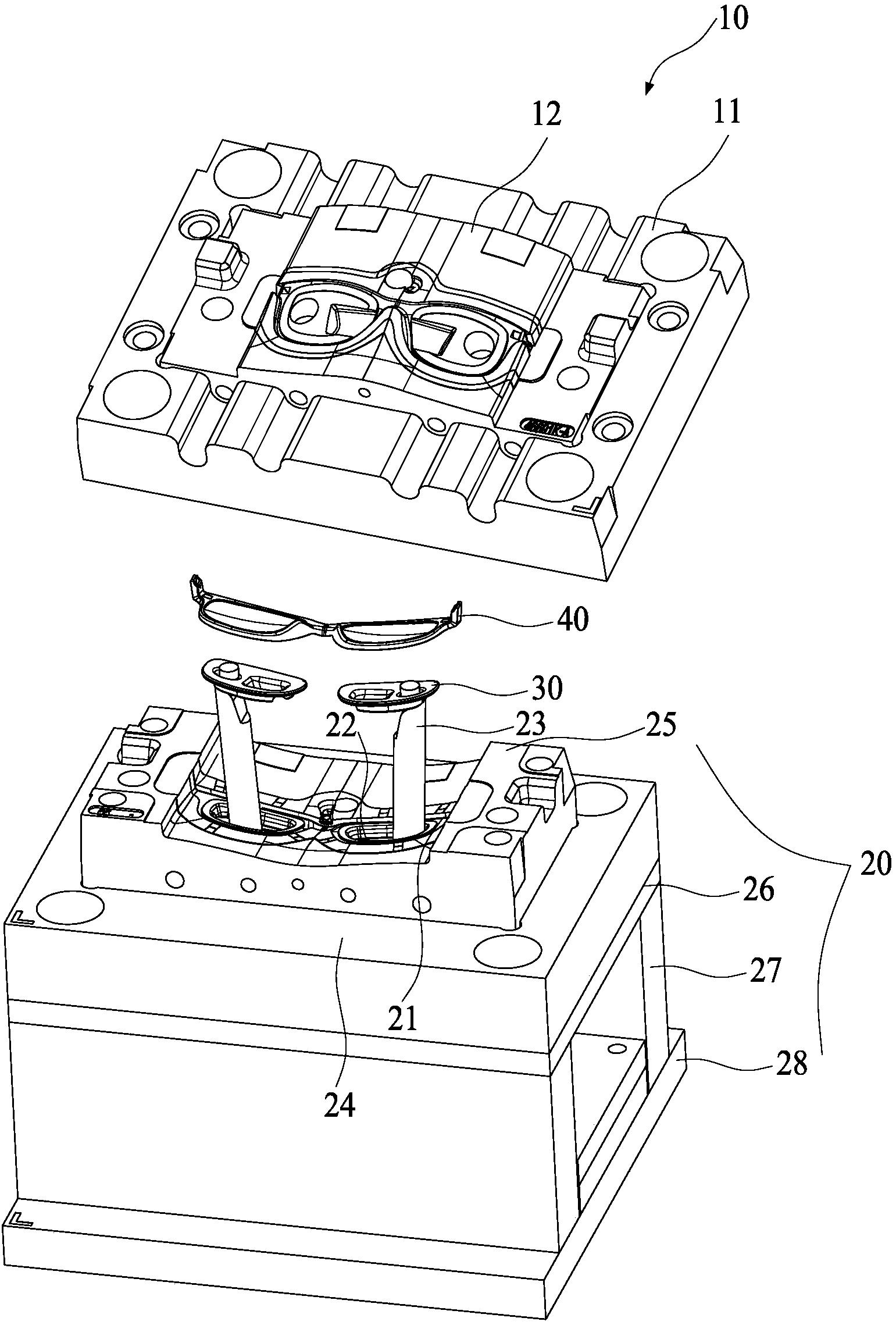
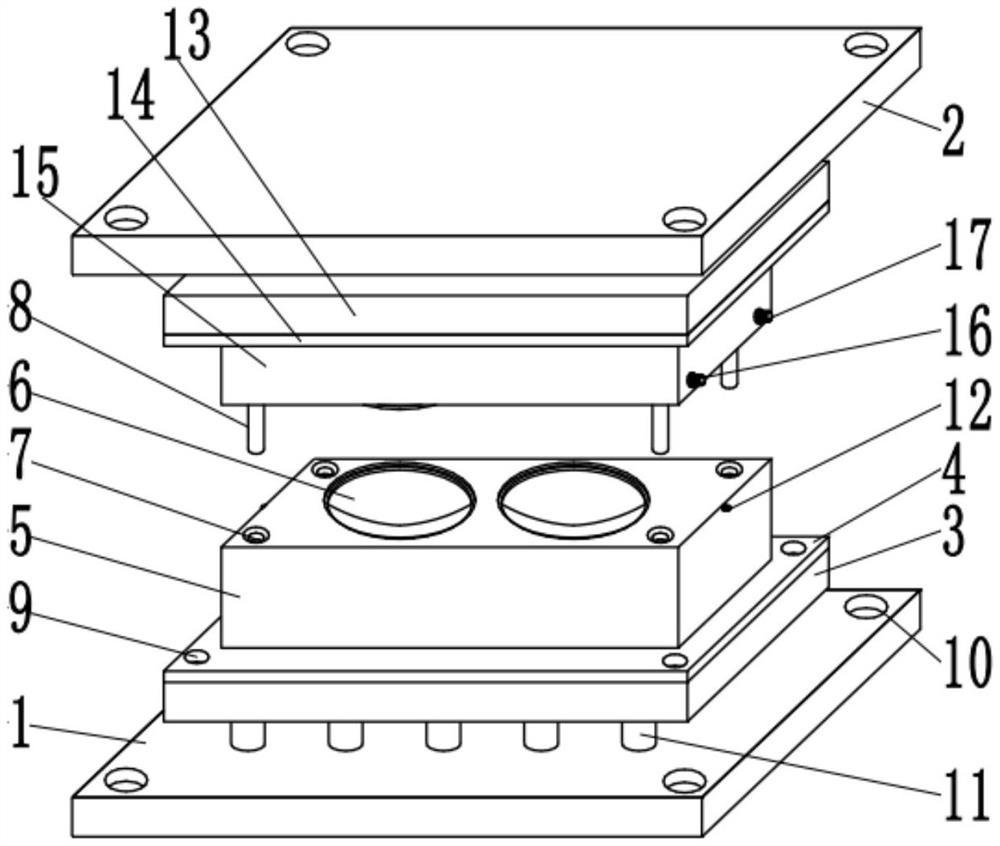
如图1至图6示出了本实用新型所使用的模具的结构示意图。
该模具包括金属模具1和硅胶模具2,金属模具1包括第一定模部分11和第一动模部分12,硅胶模具2包括第二定模部分21和第二动模部分22,第二定模部分21与第一定模部分11固定连接,第二动模部分22与第一动模部分12固定连接,盖合后,第二定模部分21和第二动模部分22之间形成有由若干个注塑腔9形成的型腔(可以实现多个眼镜部件的同时注塑),第一定模部分11和第一动模部分12通过两个导柱3固定连接,两个导柱3分别设置在第一定模部分11的对角位置。注塑腔9的长度为眼镜部件的长度的45%-55%。
第二定模部分21上设置有主流道23,第二动模部分22设置有分流道24。第一定模部分11设置有顶出机构。第一动模部分12的两侧还设置有提手8,方便第一动模部分12的打开和盖上。
第二定模部分21的面积为第一定模部分11的面积的40%-80%,第二动模部分22的面积为第一动模部分12的面积的40%-80%。注塑腔9的一端设置有凹陷部10,注塑腔9的另一端与第二定模部分21的一端齐平,并且注塑腔9的另一端形成有限位腔20。
眼镜部件为眼镜腿或眼镜框。
实施例1
采用该模具注塑形成眼镜部件的注塑工艺,至少包括以下步骤:
第一步,按照图纸设计用金属模具1压制硅胶形成硅胶模具2,压制前,事先在金属模具1上按照2%放大硅胶的缩水量(这是因为硅胶产品具有硫化成型缩水的特点,因此事先在金属模具1上放大硅胶的缩水量),硅胶模具2的动模部分22与金属模具1的动模部分12固定连接,硅胶模具2的定模部分21与金属模具1的定模部分11连接,硅胶模具2的动模部分22与硅胶模具2的定模部分21形成型腔;
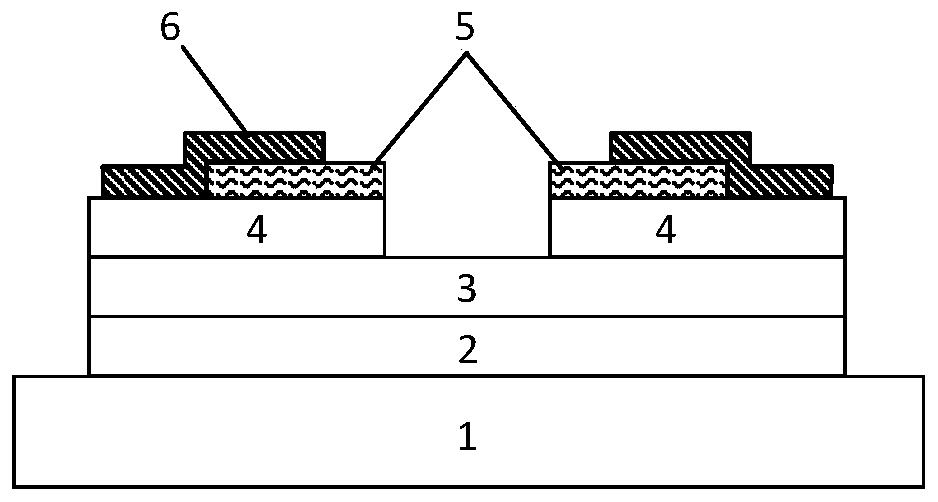
第二步,将眼镜部件的金属部分4的前半段置入硅胶模具2的定模部分21的型腔内,盖上金属模具1的动模部分12,从浇口5灌注环氧树脂,环氧树脂经过流道流入型腔内并包裹在金属部分4的前半段上;
第三步,打开金属模具1的动模部分12,取出第二步得到的产品,将金属部分4的后半段再次置入硅胶模具2的定模部分21的型腔内,盖上金属模具1的动模部分12,从浇口5以常压灌注25℃的环氧树脂,环氧树脂经过流道流入型腔内并包裹在金属部分4的后半段上,利用环氧树脂可以二次融合的特点将整个眼镜部件灌注出来,从而在金属部分4上包裹一层环氧树脂层6。
其中,按重量份计,第一步的硅胶包括以下组分:
硅胶原料 100重量份;
硅微粉 50重量份;
短玻璃纤维 15重量分;
硅胶的制备方法为:将硅胶原料、硅微粉和短玻璃纤维一起加入双螺杆挤出机中,双螺杆挤出机的温度控制在130℃,挤出造粒、冷却即得硅胶。
鉴于硅胶产品受热会产生膨胀的特点,为了抑制硅胶产品膨胀影响精度,在硅胶原料混炼时添加硅微粉与短玻璃纤维,经实测加入这两种材料的硅胶模具热膨胀率降低60%以上,保证了硅胶模具的稳定性和精准性。
短玻璃纤维中氧化钠的质量含量小于2%。硅微粉的平均粒径为0.2μm,比表面积为24m2/g。
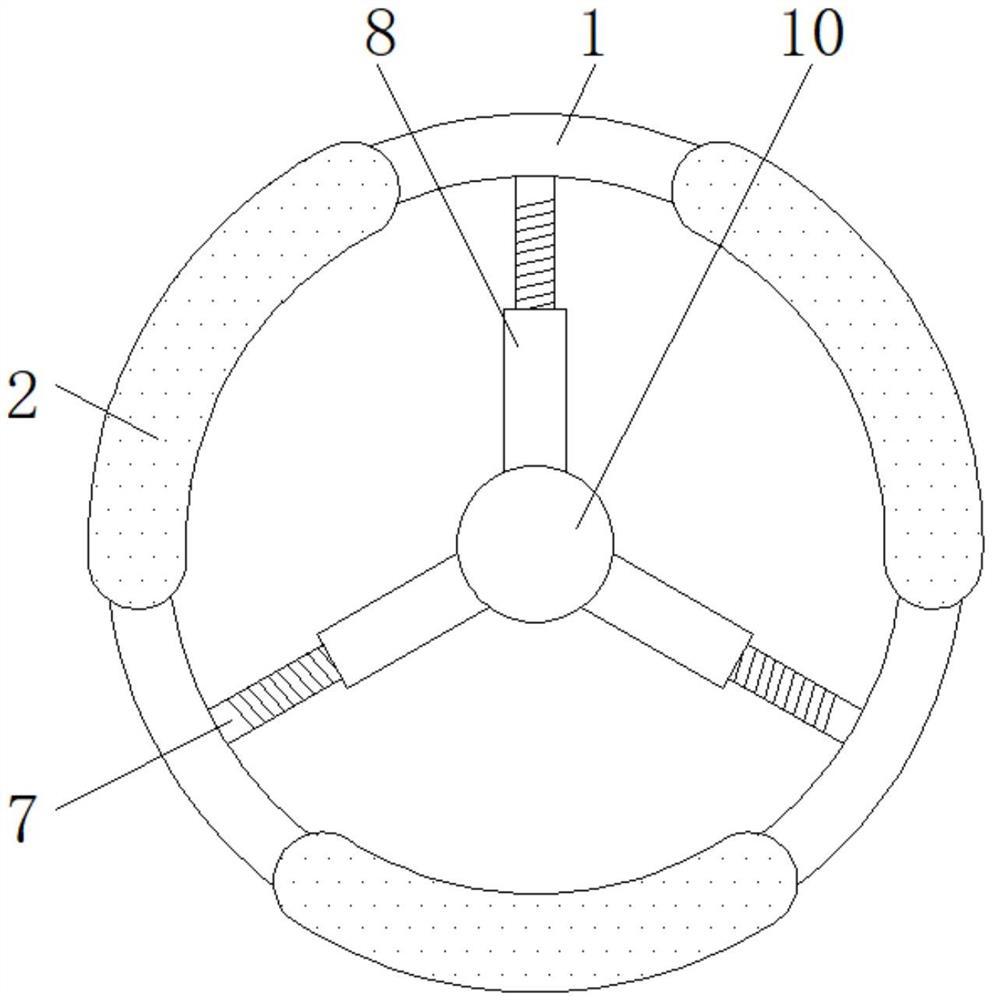
本实施例中,眼镜部件为眼镜腿。该眼镜腿的结构如图7所示,其包括金属部分4和包覆于金属部分4的表面的环氧树脂层6。其中,金属部分4的一端端部还设置有用于与眼镜框轴接的连接部7。
环氧树脂层的厚度为10μm-1mm。
实施例2
与实施例1不同的是,第一步中,事先在金属模具上按照1.5%放大硅胶的缩水量;第三步中,从浇口以常压灌注22℃的环氧树脂。
按重量份计,第一步的硅胶包括以下组分:
硅胶原料 100重量份;
硅微粉 45重量份;
短玻璃纤维 18重量分;
所述硅胶的制备方法为:将硅胶原料、硅微粉和短玻璃纤维一起加入双螺杆挤出机中,双螺杆挤出机的温度控制在125℃,挤出造粒、冷却即得硅胶。
硅微粉的平均粒径为1μm,比表面积为26m2/g。
眼镜部件为眼镜框,由于眼镜框的形状不同于眼镜腿,因此型腔的形状也与实施例1不同。
其余同实施例1,这里不再赘述。
实施例3
与实施例1不同的是,第一步中,事先在金属模具上按照2.5%放大硅胶的缩水量;第三步中,从浇口以常压灌注28℃的环氧树脂。
按重量份计,第一步的硅胶包括以下组分:
硅胶原料 100重量份;
硅微粉 55重量份;
短玻璃纤维 13重量分;
所述硅胶的制备方法为:将硅胶原料、硅微粉和短玻璃纤维一起加入双螺杆挤出机中,双螺杆挤出机的温度控制在135℃,挤出造粒、冷却即得硅胶。
硅微粉的平均粒径为2μm,比表面积为24m2/g。
其余同实施例1,这里不再赘述。
根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对本实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
一种用于眼镜部件的注塑模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0