









专利摘要
本发明公开了一种用于硫系玻璃元件的3D打印装置,涉及硫系玻璃制备技术领域,解决的问题是为硫系玻璃提供了稳定的制备环境,能够实现硫系玻璃的3D打印,生产周期短,生产效率高。主要采用的技术方案为:3D打印装置包括打印腔体、控制平台系统、气氛控制系统和真空系统。所述打印腔体的顶端设有喷嘴,所述喷嘴用于喷射玻璃浆料;所述控制平台系统设置在所述打印腔体内,所述控制平台系统的操作面与所述喷嘴相对,用于承载所述喷嘴喷射的玻璃浆料;所述气氛控制系统与所述打印腔体连通,用于向所述打印腔体内提供保护气体;所述真空系统与所述打印腔体连通,用于对所述打印腔体内抽制真空。
权利要求
1.一种用于硫系玻璃元件的3D打印装置,其特征在于,包括:
打印腔体,所述打印腔体的顶端设有喷嘴,所述喷嘴用于喷射玻璃浆料;
控制平台系统,所述控制平台系统设置在所述打印腔体内,所述控制平台系统的操作面与所述喷嘴相对,用于承载所述喷嘴喷射的玻璃浆料,包括,三维操作平台,所述三维操作平台设置在所述打印腔体内;所述三维操作平台的操作面与所述喷嘴相对;
所述三维操作平台包括:
平台板,所述平台板具有所述操作面和与所述操作面相对的支撑面,所述支撑面上设有滑动连接结构;
支撑杆,所述支撑杆的一端与所述滑动连接结构连接,使所述支撑杆相对所述平台板滑动;
所述滑动连接结构包括:
第一滑动件,所述第一滑动件设置在支撑面上;
第二滑动件,所述第二滑动件与所述第一滑动件滑动连接,所述第二滑动件与所述支撑杆的一端转动连接;
通过所述滑动连接结构,所述支撑杆的轴线与所述平台板的支撑面呈锐角;
气氛控制系统,所述气氛控制系统与所述打印腔体连通,用于向所述打印腔体内提供保护气体;
真空系统,所述真空系统与所述打印腔体连通,用于对所述打印腔体内抽制真空。
2.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述打印腔体包括:
红外测温仪,所述红外测温仪设置在所述打印腔体的内壁上,用于监测所述打印腔体内的温度以获取第一温度信号;
激光发射器,所述激光发射器设置在所述打印腔体上,所述激光发射器的发射端的轴线与所述喷嘴的轴线相交;
控制器,所述控制器分别与所述红外测温仪和所述激光发射器电连接,用于接收所述红外测温仪监测的第一温度信号,并根据所述第一温度信号控制所述激光发射器发射激光。
3.根据权利要求2所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述喷嘴包括:依次连接的防护外壳、保温隔热绝缘材料层、电加热丝层和熔融腔体;
所述电加热丝层将所述喷嘴分成预热加温段和玻璃软化段;所述预热加温段和所述玻璃软化段上均设有温度传感器;
所述控制器与所述电加热丝层和所述温度传感器电连接,用于根据所述温度传感器检测的第二温度信号,并根据所述第二温度信号控制所述电加热丝层工作。
4.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述控制平台系统还包括:
加热板,所述加热板铺设在所述三维操作平台的操作面上,用于承载所述喷嘴喷射的玻璃浆料,并成型玻璃板;
定位器,所述定位器设置在所述加热板上,用于固定所述玻璃板。
5.根据权利要求4所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述三维操作平台还包括:
隔热板,所述隔热板设置在所述三维操作平台的操作面与所述加热板之间,用于阻断所述加热板的热量向所述三维操作平台扩散。
6.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述控制平台系统还包括:
调整器,所述调整器与所述第二滑动件连接,用于调整所述第二滑动件相对第一滑动件的滑动距离,和/或所述第二滑动件相对所述支撑杆的转动角度。
7.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述气氛控制系统包括:
气源;
输送管路,所述输送管路与所述气源和所述打印腔体连通;
流量计,所述流量计设置在所述输送管路上,用于控制所述输送管路的流量;
压控仪,所述压控仪设置在所述打印腔体内,用于监控所述打印腔体内的压力值。
8.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述真空系统包括:
泵组,所述泵组用于对所述打印腔体内抽制真空,所述泵组通过管道与所述打印腔体连通;
水冷装置,所述水冷装置设置在所述泵组上,用于对所述泵组进行降温;
气动控制阀,所述气动控制阀设置在所述管道上,用于开启或关闭所述泵组与所述打印腔体的连通。
9.根据权利要求1所述的用于硫系玻璃元件的3D打印装置,其特征在于,所述3D打印装置还包括:
输送器,所述输送器的出料端与所述喷嘴连接。
说明书
技术领域
本发明涉及硫系玻璃制备技术领域,尤其涉及一种用于硫系玻璃元件的3D打印装置。
背景技术
硫系玻璃是指以元素周期表ⅥA族元素S、Se、Te为主并引入一定量的其他元素所形成的玻璃。相对于氧化物玻璃而言,硫系玻璃具有较大的质量和较弱的键强,是一种优良红外光学材料,光谱透过范围(0.9~15μm)。硫系玻璃作为一种红外光学材料,在红外波段透过光谱范围宽、光热特性稳定、化学稳定性优异、性能连续可调、制备成本低,并且与单晶锗等红外晶体材料在一些性能上具有互补性。在红外光学部件设计中,热差系数低硫系玻璃和高热差系数晶体材料组合用于红外光学系统中,可极大丰富红外光学材料的选择范围,增加系统设计的灵活性,简化系统结构,更为重要的是可显著改善系统在不同环境下(-55℃~130℃)的成像质量,提升红外热成像等光学系统的温度自适应性能,满足系统无热化设计要求,因此,硫系玻璃被视为新一代温度自适应红外光学系统核心透镜材料,可广泛应用于夜视枪瞄、红外肩扛导弹、战机夜视巡航、汽车夜视、安防监控等红外系统,市场前景巨大。
在硫系玻璃应用时,需要将其加工成形面复杂的光学元件来消除自身较大色散系数对光学系统的影响。目前,硫系玻璃元件加工最常用的方法有传统磨削加工、金刚石单点车削以及精密模压成形等三种方式。其中,传统磨削加工周期长,成品率低,材料利用率低,无法加工复杂形面光学元件如衍射非球面;金刚石单点车削可以加工复杂形面的光学元件,精度高,但材料利用率和加工效率低,成本高;精密模压成形适宜复杂形面光学元件的批量成形,但是精密成形模具成本过高,满足产品多样性的能力较差。
发明内容
有鉴于此,本发明的主要目的在于,提供一种用于硫系玻璃元件的3D打印装置,目的是为硫系玻璃提供了稳定的制备环境,能够实现硫系玻璃的3D打印,生产周期短,生产效率高。
为达到上述目的,本发明主要提供如下技术方案:
本发明提供一种用于硫系玻璃元件的3D打印装置,所述用于硫系玻璃元件的3D打印装置包括:
打印腔体,所述打印腔体的顶端设有喷嘴,所述喷嘴用于喷射玻璃浆料;
控制平台系统,所述控制平台系统设置在所述打印腔体内,所述控制平台系统的操作面与所述喷嘴相对,用于承载所述喷嘴喷射的玻璃浆料;
气氛控制系统,所述气氛控制系统与所述打印腔体连通,用于向所述打印腔体内提供保护气体;
真空系统,所述真空系统与所述打印腔体连通,用于对所述打印腔体内抽制真空。
本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述打印腔体包括:
红外测温仪,所述红外测温仪设置在所述打印腔体的内壁上,用于监测所述打印腔体内的温度以获取第一温度信号;
激光发射器,所述激光发射器设置在所述打印腔体上,所述激光发射器的发射端的轴线与所述喷嘴的轴线相交;
控制器,所述控制器分别与所述红外测温仪和所述激光发射器电连接,用于接收所述红外测温仪监测的第一温度信号,并根据所述第一温度信号控制所述激光发射器发射激光。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述喷嘴包括:依次连接的防护外壳、保温隔热绝缘材料层、电加热丝层和熔融腔体;
所述电加热丝层将所述喷嘴分成预热加温段和玻璃软化段;所述预热加温段和所述玻璃软化段上均设有温度传感器;
所述控制器与所述电加热丝层和所述温度传感器电连接,用于根据所述温度传感器检测的第二温度信号,并根据所述第二温度信号控制所述电加热丝层工作。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述控制平台系统包括:
三维操作平台,所述三维操作平台设置在所述打印腔体内;所述三维操作平台的操作面与所述喷嘴相对;
加热板,所述加热板铺设在所述三维操作平台的操作面上,用于承载所述喷嘴喷射的玻璃浆料,并成型玻璃板;
定位器,所述定位器设置在所述加热板上,用于固定所述玻璃板。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述三维操作平台包括:
平台板,所述平台板具有所述操作面和与所述操作面相对的支撑面,所述支撑面上设有滑动连接结构;
支撑杆,所述支撑杆的一端与所述滑动连接结构连接,使所述支撑杆相对所述平台板滑动;
隔热板,所述隔热板设置在所述三维操作平台的操作面与所述加热板之间,用于阻断所述加热板的热量向所述三维操作平台扩散。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述滑动连接结构包括:
第一滑动件,所述第一滑动件设置在是支撑面上;
第二滑动件,所述第二滑动件与所述第一滑动件滑动连接,所述第二滑动件与所述支撑杆的一端转动连接;
通过所述滑动连接结构,所述支撑杆的轴线与所述平台板的支撑面呈锐角。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述控制平台系统还包括:
调整器,所述调整器与所述第二滑动件连接,用于调整所述第二滑动件相对第一滑动件的滑动距离,和/或所述第二滑动件相对所述支撑杆的转动角度。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述气氛控制系统包括:
气源;
输送管路,所述输送管路与所述气源和所述打印腔体连通;
流量计,所述流量计设置在所述输送管路上,用于控制所述输送管路的流量;
压控仪,所述压控仪设置在所述打印腔体内,用于监控所述打印腔体内的压力值。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述真空系统包括:
泵组,所述泵组用于对所述打印腔体内抽制真空,所述泵组通过管道与所述打印腔体连通;
水冷装置,所述水冷装置设置在所述泵组上,用于对所述泵组进行降温;
气动控制阀,所述气动控制阀设置在所述管道上,用于开启或关闭所述泵组与所述打印腔体的连通。
如前所述的用于硫系玻璃元件的3D打印装置,其中,所述3D打印装置还包括:
输送器,所述输送器的出料端与所述喷嘴连接。
借由上述技术方案,本发明提供的一种用于硫系玻璃元件的3D打印装置至少具有下列优点:
本发明实施例通过将打印腔体的顶端设有用于喷射玻璃浆料的喷嘴;通过将控制平台系统设置在打印腔体内,将控制平台系统的操作面与喷嘴相对,便于承载从喷嘴喷射的玻璃浆料;通过将气氛控制系统向打印腔体内提供保护气体,以便玻璃浆料在保护气体的保护下进行熔制和打印;通过将真空系统与腔体连通,以便打印腔体的真空度在预定范围内,以防止玻璃浆料成分挥发,确保玻璃浆料的组分恒定。由于硫系玻璃自身对环境极为敏感,而且硫系玻璃的成分存在易挥发的现象。因此,本发明提供的一种用于硫系玻璃元件的3D打印装置,为硫系玻璃提供了稳定的制备环境,能够实现硫系玻璃的3D打印,生产周期短,生产效率高。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的用于硫系玻璃元件的3D打印装置的一种结构示意图;
图2为本发明实施例提供的用于硫系玻璃元件的3D打印装置中控制平台系统的第一种状态示意图;
图3为本发明实施例提供的用于硫系玻璃元件的3D打印装置中控制平台系统的第二种状态示意图;
图4为本发明实施例提供的用于硫系玻璃元件的3D打印装置的一种结构示意图。
具体实施方式
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的技术方案的具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
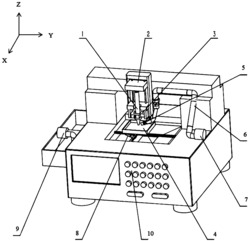
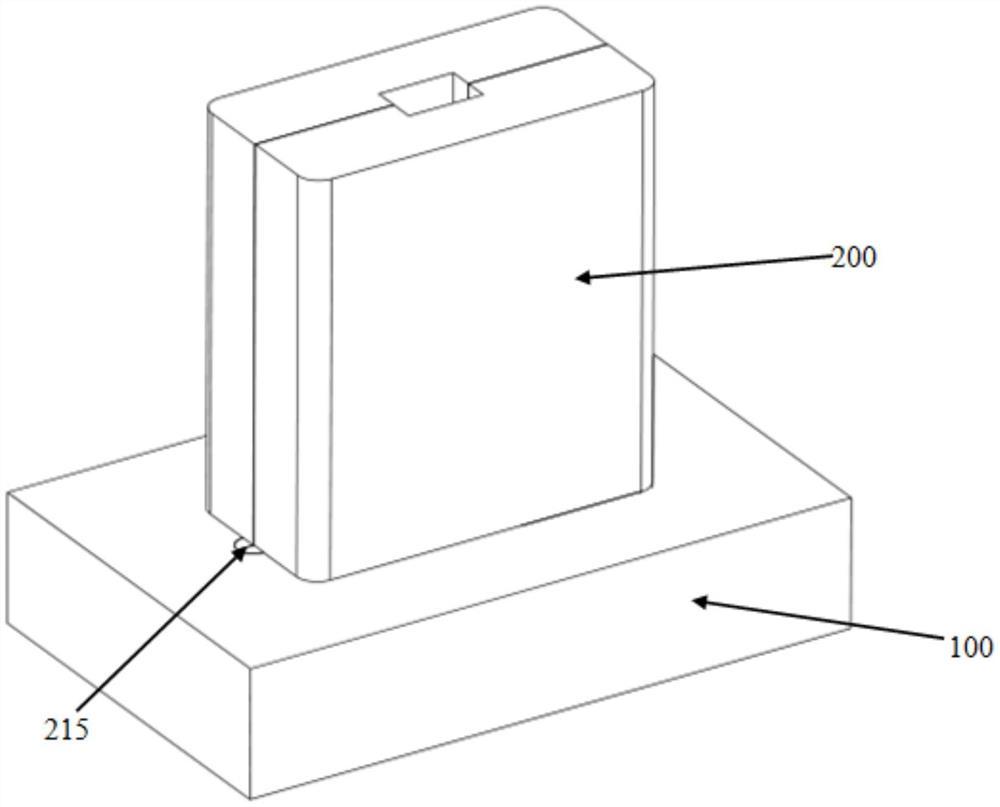
如图1为本发明实施例提供的用于硫系玻璃元件的3D打印装置的结构示意图。如图1所示,用于硫系玻璃元件的3D打印装置包括:打印腔体1、控制平台系统2、气氛控制系统3和真空系统4。打印腔体1的顶端设有喷嘴41,喷嘴41用于喷射玻璃浆料。控制平台系统2设置在打印腔体1内,控制平台系统2的操作面与喷嘴41相对,用于承载喷嘴41喷射的玻璃浆料。气氛控制系统3与打印腔体1连通,用于向打印腔体1内提供保护气体。真空系统4与打印腔体1连通,用于对打印腔体1内抽制真空。在本实施例中,打印腔体1的材质采用耐热不锈钢材质制成,在打印腔体1的前面和侧面各留一个观察窗口,用于实时观察打印腔体1内的工作状态。另外,打印腔体1内可以配有电加热线圈,用于为打印腔体1预热。
其中,3D打印技术是上世纪八十年代兴起并得到迅速发展的一项新兴制造技术,一种是以计算机三维设计模型为蓝本,通过软件分层离散和数控成型系统,利用激光、热熔喷嘴等方式将金属粉末、陶瓷粉末、塑料等3D打印耗材进行逐层堆积,最终叠加成型,制造出实体产品的技术。实际上,3D打印技术是将复杂的三维实体变为若干个简单二维平面的组合,通过对材料逐层叠加处理获得成品。3D打印技术在复杂零件加工、新产品开发、个性化器件的成形和单件小批量零件的出产、以及复杂环境下的零件加工等领域具有极大的优势,具有设计周期短、材料利用率高等独特的优点,在实际生产中显示出不可替代的作用和广阔应用前景,已成为国际前沿的研究热点和重要主攻方向。
现有技术中,3D打印对象主要有陶瓷、金属、塑料、食品等耗材,现有的设备主要是针对上述耗材研制开发的,虽各有优缺点,但都在各自领域发挥着愈来愈重要的作用;由于硫系玻璃自身对环境极为敏感,而且硫系玻璃的成分存在易挥发的现象,未有针对硫系玻璃的3D打印设备。
本发明实施例通过将打印腔体的顶端设有用于喷射玻璃浆料的喷嘴;通过将控制平台系统设置在打印腔体内,将控制平台系统的操作面与喷嘴相对,便于承载从喷嘴喷射的玻璃浆料;通过将气氛控制系统向打印腔体内提供保护气体,以便玻璃浆料在保护气体的保护下进行熔制和打印;通过将真空系统与腔体连通,以便打印腔体的真空度在预定范围内,以防止玻璃浆料成分挥发,确保玻璃浆料的组分恒定。因此,本发明提供的一种用于硫系玻璃元件的3D打印装置,为硫系玻璃提供了稳定的制备环境,能够实现硫系玻璃的3D打印,生产周期短,生产效率高。
进一步的,如图1所示,上述发明实施例中所述的打印腔体1包括:红外测温仪11、激光发射器12和控制器。红外测温仪11设置在打印腔体1的内壁上,用于监测打印腔体1内的温度以获取第一温度信号。其中,红外测温仪11可以是对打印腔体1内部进行实时监测,也可以是间隔性监测,还可以是接收到控制器的指令进行监测。激光发射器12设置在所述打印腔体1上,激光发射器12的发射端的轴线与喷嘴41的轴线相交,激光发射器12发射的激光用以加热已软化的硫系玻璃至熔融态。为了辅助增强成型轴垂直方向的玻璃强度,优选的,激光发射器12的发射端的轴线与喷嘴41的轴线垂直设置。控制器分别与红外测温仪11和激光发射器12电连接,用于接收红外测温仪11监测的第一温度信号,并根据第一温度信号控制激光发射器12发射激光。其中,激光发射器12的功率及光斑直径可调节。
进一步的,上述发明实施例中所述的喷嘴包括:依次连接的防护外壳、保温隔热绝缘材料层、电加热丝层和熔融腔体。其中,熔融腔体的材质为耐温石英。电加热丝层将喷嘴分成预热加温段和玻璃软化段。预热加温段和玻璃软化段上均设有温度传感器。控制器与电加热丝层和温度传感器电连接,用于根据温度传感器检测的第二温度信号,并根据第二温度信号控制电加热丝层工作。
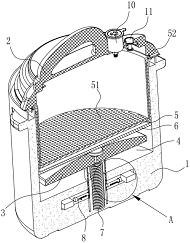
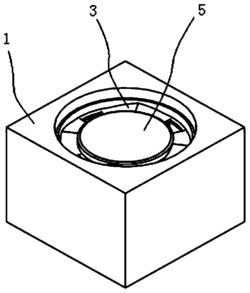
进一步的,如图2所示,上述发明实施例中所述的控制平台系统2包括:三维操作平台21,加热板22和定位器23。三维操作平台21设置在打印腔体1内。三维操作平台21的操作面与喷嘴41相对。加热板22铺设在三维操作平台的操作面上,用于承载喷嘴41喷射的玻璃浆料,并成型玻璃板。具体实施时,加热板22的表面具有预定温度,防止玻璃板在打印的过程中,由于温差热应力造成玻璃板破裂。加热板22定位器23设置在加热板22上,用于固定玻璃板确保打印精度。为了便于拆卸定位器23,优选的,定位器23可以由微小磁销构成。
具体的,如图2所示,为了能成型所需的玻璃板,上述发明实施例中所述的三维操作平台21包括:平台板211、支撑杆212和隔热板24。平台板211具有操作面和与操作面相对的支撑面,支撑面上设有滑动连接结构。支撑杆212的一端与滑动连接结构连接,使支撑杆212相对平台板211滑动,从而获取各种所需结构的玻璃板,灵活性较高。隔热板24设置在三维操作平台21的操作面与加热板22之间,用于阻断加热板22的热量向三维操作平台21扩散,以防止三维操作平台21的温度升高影响其控制精度。
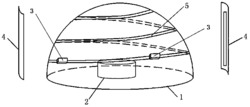
具体的,为了实现大面积、复杂面型硫系玻璃元件的高精度打印,上述发明实施例中所述的滑动连接结构包括:第一滑动件和第二滑动件。第一滑动件设置在是支撑面上。第二滑动件与第一滑动件滑动连接,第二滑动件与支撑杆212的一端转动连接。通过滑动连接结构,支撑杆212的轴线与平台板211的支撑面呈锐角(如图3所示)。具体实施时,支撑杆212的轴线与平台板211的支撑面呈角最大为15度。本发明实施例通过将支撑杆212相对平台板211滑动,实现平台板211可前后左右滑动;通过将支撑杆212与第二滑动件转动连接,实现平台板211的升降。因此,本发明实施例提供的一种用于硫系玻璃元件的3D打印装置,具有高精度控制的三维操作平台21,可实现硫系玻璃元件的高精度打印。
在实际应用中,上述发明实施例中所述的控制平台系统2还包括:调整器。调整器与第二滑动件连接,用于调整第二滑动件相对第一滑动件的滑动距离,和/或第二滑动件相对支撑杆的转动角度,使得在每打印一层玻璃板后,自动调节操作面与喷嘴间的距离。其中,第一滑动件可以为滑道,相应的,第二滑动件可以为滑轨。
进一步的,为了使得打印腔体1内的气氛组成和压力恒定,上述发明实施例中所述的气氛控制系统3包括:气源、输送管路、流量计和压控仪。其中,气源优选惰性高纯气源。输送管路与气源和打印腔体1连通。流量计设置在输送管路上,用于控制输送管路的流量,以实现定量向打印腔体1内供高纯惰性气。压控仪设置在打印腔体1内,用于监控打印腔体1内的压力值,以实现打印腔体1内压力的精确控制。具体实施时,压控仪将打印腔体1内的压力控制在9.9×10-1~1.0×10-2Pa。
进一步的,上述发明实施例中所述的真空系统4包括:泵组、水冷装置和气动控制阀。泵组用于对打印腔体1内抽制真空,泵组通过管道与打印腔体1连通。水冷装置设置在泵组上,用于对泵组进行降温。气动控制阀设置在管道上,用于开启或关闭泵组与打印腔体1的连通。其中,真空系统4可确保打印腔体1内的真空度可以实现优于3×10-3Pa。
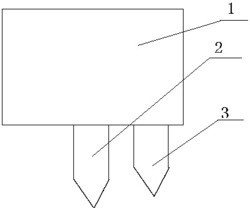
进一步的,如图4所示,上述发明实施例中所述的3D打印装置还包括:输送器5。输送器5的出料端与喷嘴41连接,以确保对硫系玻璃元件进行3D打印过程中的供料需求。具体实施时,输送器5安装在喷嘴41后端。传送器包括玻璃丝卷轴和输料传送器两个单元。
应该注意的是单词“包含”不排除存在未列在权利要求中的部件或组件。位于部件或组件之前的单词“一”或“一个”不排除存在多个这样的部件或组件。单词第一、第二、以及第三等的使用不表示任何顺序。可将这些单词解释为名称。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
一种用于硫系玻璃元件的3D打印装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0