








专利摘要
本发明公开了一种焦炭塔,包括焦炭塔的塔体,塔体下方套接有裙座,裙座的内径D2满足以下公式:D2=D1‑δ,其中,D1为焦炭塔塔体的外径,δ为塔体外壁与裙座内壁之间常温过盈量,P1,2为热套压力,μ为裙座材料泊松比,Rs、ts分别为塔体外壁的半径值与塔体厚度,Rk、tk分别为裙座内壁的半径值与裙座厚度。本发明还公开了一种焦炭塔裙座的制造方法。
说明书
技术领域
本发明涉及一种能够解决焦炭塔对接焊缝开裂问题的新结构、新方法,特别是一种焦炭塔及其制造方法。
背景技术
焦炭塔,作为延迟焦化工艺的核心设备,其受载相当复杂,除了常规塔器设计时必须考虑的,如内压、风载、雪载及地震载荷外,还承载着高温温度循环。焦炭塔的操作工况非常苛刻,其单个生产周期一般为48小时。单个周期中,焦炭塔需要经历蒸汽预热、油气预热、进油生焦、吹气冷焦、进水冷焦及放水除焦6个阶段。温度则从常温~490℃之间循环,并且其内部介质,包含了油气预热时的气态、进油生焦时的液态、进水冷却时的固态。面对如此恶劣的生产工况,焦炭塔下封头与裙座间的对接焊缝的使用安全一直备受关注。
采用了传统结构设计的焦炭塔,在使用若干年(3~5年)后即出现对接焊缝(连接下封头与裙座的焊缝)发生开裂,即使将裂纹补焊后,使用一段时间仍然继续开裂,这一现象已经严重威胁到了焦炭塔的使用安全。随后,为了解决这一问题,设计者们摒弃了对接焊缝,转而采用整体锻件的形式,以提高使用寿命,但是整体锻件造价却很高昂,并且制造工艺也很烦绪复杂,这导致相当一部分焦炭塔制造商,宁愿采用对接焊缝的修补形式,也不太愿意使用整体锻件。
发明内容
发明目的:本发明所要解决的技术问题是针对现有技术的不足,提供一种焦炭塔及其制造方法。
为了解决上述技术问题,本发明公开了一种焦炭塔,包括焦炭塔的塔体,塔体下方套接有裙座,裙座的内径D2满足以下公式:
D2=D1-δ,
其中,D1为焦炭塔塔体的外径,δ为塔体外壁与裙座内壁之间常温过盈量,P1,2为热套压力,μ为裙座材料泊松比,Rs、ts分别为塔体外壁的半径值与塔体厚度,Rk、tk分别为裙座内壁的半径值与裙座厚度。
本发明还公开了一种焦炭塔的制造方法,包括以下步骤:
步骤(1)准备用于套在焦炭塔塔体上的裙座;
步骤(2)裙座与塔体发生热套的高度为h,使裙座内壁与塔体外壁的粗糙度达到3.2μm,设裙座内壁与塔体外壁间的热套压力为P1,2;
步骤(3)将裙座整体加热至温度Tc;
步骤(4)将塔体放置进裙座中;
步骤(5)使裙座在整体冷却至室温;
步骤(6)依据接触热阻,确定出热套压力P1,2的取值范围为P1,2≥1.0MPa;
步骤(7)依据静摩擦力,确定出热套压力P1,2的取值范围为 其中,G为焦炭塔总重;S为高度h所包含的接触面积为hπD1(mm2);γ为粗糙度3.2μm下,焦炭塔材料的静摩擦系数为0.27;
步骤(8)依据裙座、塔体内的热套周向应力,确定热套压力P1,2的取值范围为 其中,Sm表示焦炭塔材料15CrMoR在常温下的应力强度为167MPa;n则为安全系数1.5。
步骤(9)对步骤(6)~(8)中P1,2取交集,可得出P1,2的取值范围
步骤(10)根据步骤(9)中P1,2的取值范围,以及权利要求1中的函数关系式,可计算出过盈量δ的取值范围,假设范围格式为a≤δ≤b;
步骤(11)选取过盈量为,
步骤(12)焊接塔体与裙座间的对接焊缝,并做消应力热处理。
本发明步骤(3)中采用陶瓷电加热片将裙座内外壁包围,并加热至温度Tc,以保证裙座增大后的内径略大于焦炭塔的塔体外径D1。
本发明步骤(5)中让裙座冷却至室温,塔体外壁与裙座内壁间发生挤压接触,成为热套,设两壁面间的热套压力为P1,2。
本发明针对现阶段对接焊缝周期性开裂的现象,从焦炭塔群座的新结构的设计上着手,提出了一种焦炭塔裙座的新结构,并给出了该结构的设计参数的确定方法,从而永久解决了焦炭塔对接焊缝开裂带来的安全隐患。
附图说明
下面结合附图和具体实施方式对本发明做更进一步的具体说明,本发明的上述和/或其他方面的优点将会变得更加清楚。
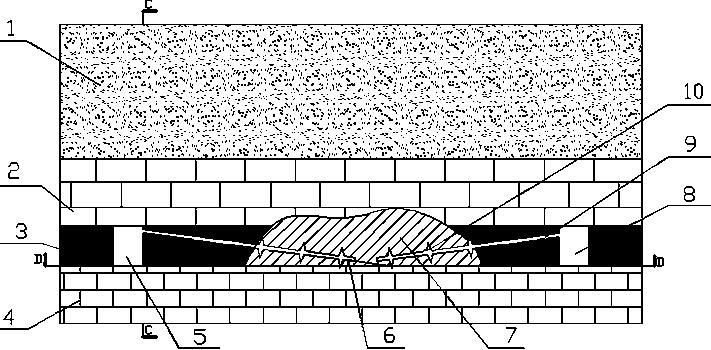
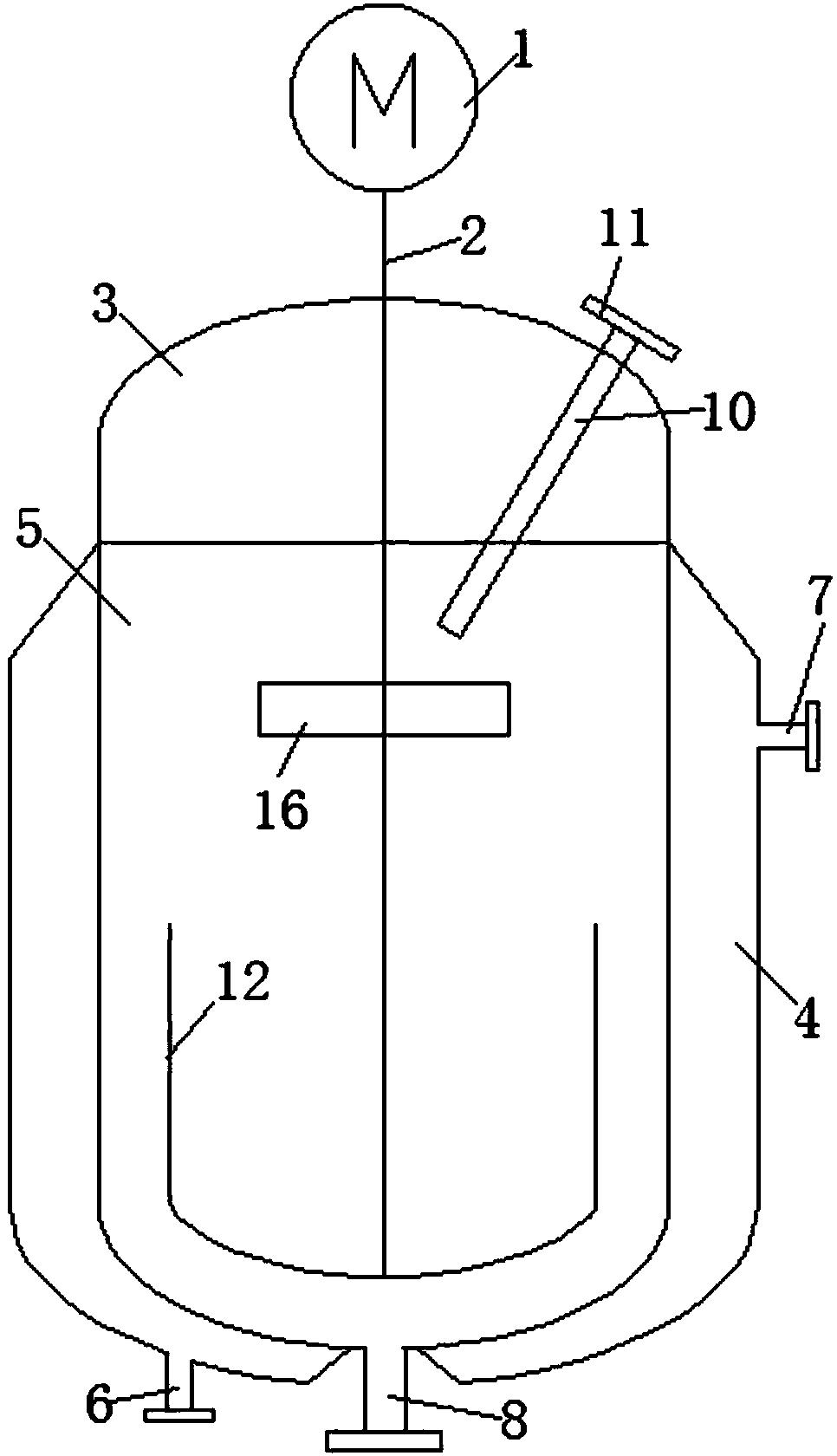
图1实施例1示意图一。
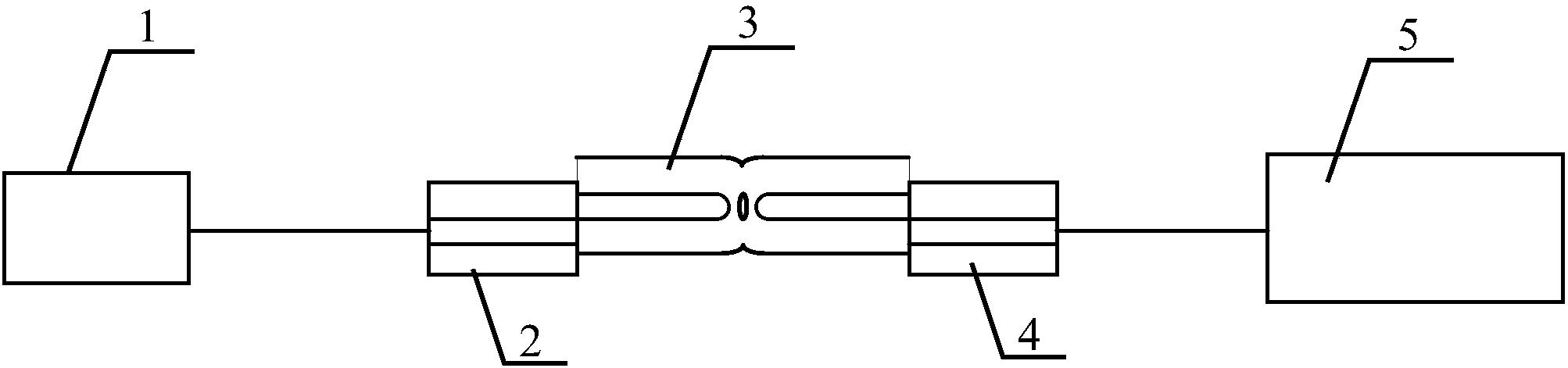
图2a实施例1示意图二。
图2b实施例1示意图三
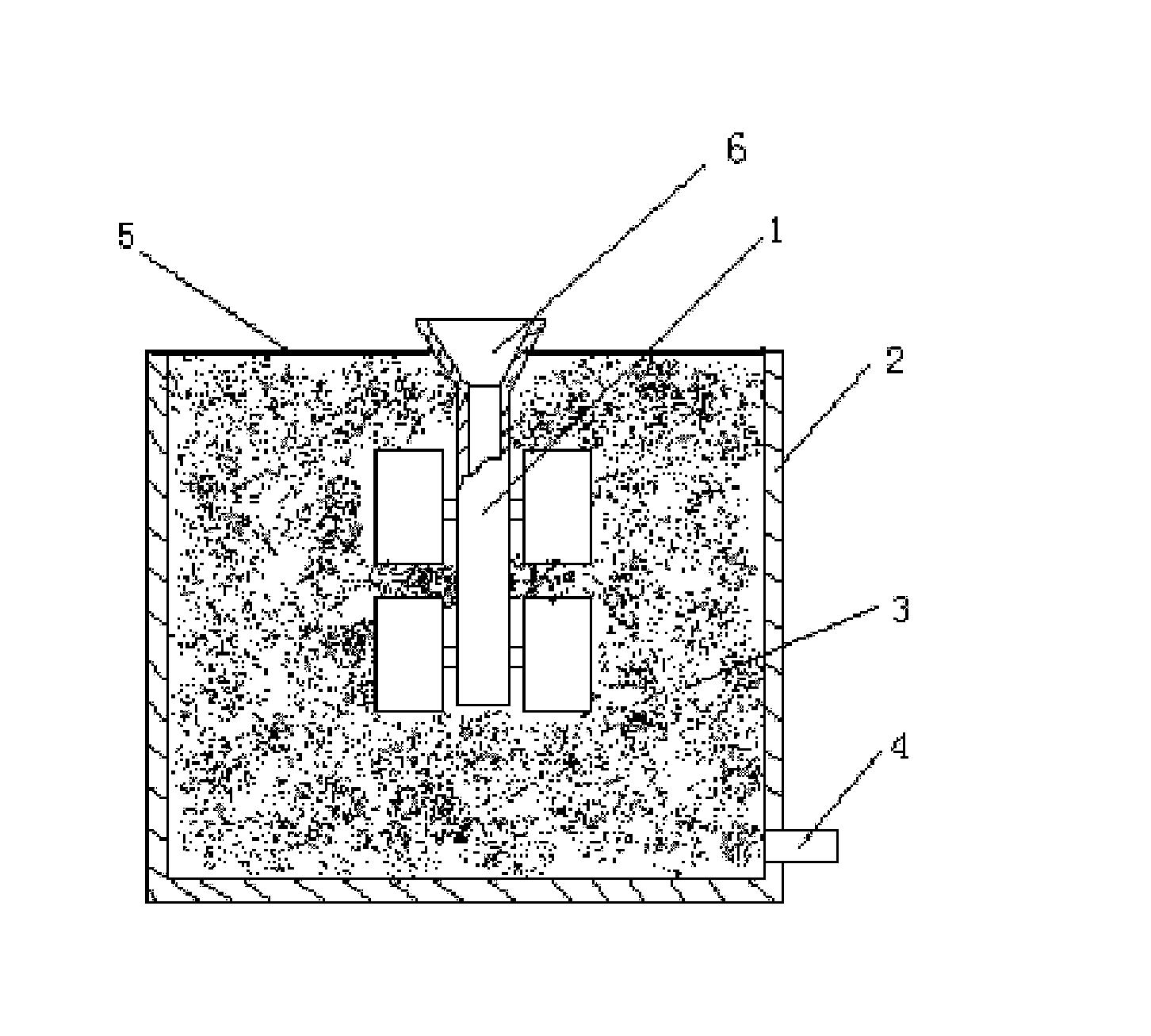
图3实施例1示意图四。
图4是实施例2中新裙座结构的详细尺寸图。
图5是实施例2中新裙座结构的有限元网格图。
图6a与图6b是实施例2中某一时刻新裙座结构的瞬态温度场云图。
图7a与图7b是实施例2中某一时刻新裙座结构的瞬态应力场云图。
图8是实施例2中有限元节点编号3的“时间——应力”曲线。
图9是实施例2中有限元节点编号3处主应力旋转角度θ的曲线。
图10是传统结构中焦炭塔裙座结构的尺寸图。
图11是传统结构中某一时刻裙座结构的瞬态温度场云图。
图12a与图12b是传统结构中某一时刻裙座结构的瞬态应力场云图。
图13是传统结构中有限元节点编号526的“时间——应力”曲线。
具体实施方式
本发明公开了一种焦炭塔,包括焦炭塔的塔体,塔体下方套接有裙座,裙座的内径D2满足以下公式:
D2=D1-δ,
其中,D1为焦炭塔塔体的外径,δ为塔体外壁与裙座内壁之间常温过盈量,P1,2为热套压力,μ为裙座材料泊松比,Rs、ts分别为塔体外壁的半径值与塔体厚度,Rk、tk分别为裙座内壁的半径值与裙座厚度。
本发明公开了一种焦炭塔裙座的制造方法,包括以下步骤:
步骤(1)设计出的新结构,是一种热套结构,即将裙座热套在塔体上。
步骤(2)设计该裙座与塔体发生热套的高度为2米,并通过机械加工方法使裙座内壁与塔体外壁的粗糙度达到3.2μm,并设两壁面间的热套压力为P1,2。
步骤(3)采用陶瓷电加热片包围裙座内、外壁,将裙座整体加热至某一温度Tc。
步骤(4)拆掉裙座的内壁电加热片,然后将塔体吊起,放置进裙座中。
步骤(5)拆掉裙座的外侧电加热片,让整体空冷至室温。
步骤(6)依据塔体与裙座的接触热阻,确定热套压力P1,2的取值范围。
步骤(7)依据最大静摩擦力,确定热套压力P1,2的取值范围。
步骤(8)依据裙座、塔体内的周向应力,确定热套压力P1,2的取值范围。
步骤(9)依据步骤(6)~(8)中P1,2的3个取值范围,取交集,并假设取交集后的范围为a≤1,2≤b。
步骤(10)理论推导出,两薄壁筒体热套时,过盈量δ与热套压力P1,2之间的关联函数式δ=δ(P1,2,Rs,ts,Rk,tk)。
步骤(11)根据步骤(9)中P1,2的取值范围,以及步骤(10)中的函数式,得出过盈量δ的取值范围为c≤δ≤d。
步骤(12)确定出过盈量的具体取值为,
步骤(13)最后,采用手工焊SMAW打底加埋弧焊SAW填充的焊接工艺,将塔体与裙座间的对接焊缝焊完,并进行消应力热处理。
本发明步骤(1)中设计出了焦炭塔群座的一种新的热套结构。其中,焦炭塔塔体的外径为D1,裙座的内径为D2,以保证塔体外壁与裙座内壁之间存在常温过盈量δ=D1-D2,且δ>0。
本发明步骤(2)中设计该裙座与塔体发生挤压接触的高度为2米,并通过机械加工方法使裙座内壁与塔体外壁的粗糙度达到3.2μm,并设两壁面间的热套压力为P1,2。
本发明步骤(3)中采用陶瓷电加热片将裙座内外壁包围,并加热至温度Tc,以保证裙座增大后的内径略大于焦炭塔的塔体外径D1。
本发明步骤(4)中迅速拆掉裙座的内壁电加热片,同时将塔体吊起,缓慢放置进裙座中。
本发明步骤(5)中拆掉裙座的外侧电加热片,让整体空冷至室温。此时,塔体外壁与裙座内壁间发生挤压接触,亦成为热套,设两壁面间的热套压力为P1,2。
本发明步骤(6)中依据塔体与裙座的接触热阻,确定热套压力P1,2的取值范围,该取值范围能够很好地保证塔体与裙座间的热量传递顺畅。
本发明步骤(7)中依据最大静摩擦力,确定热套压力P1,2的取值范围,该取值范围能够很好地保证静摩擦力承担设备总重,从而减轻对接焊缝的负担。
本发明步骤(8)中依据裙座、塔体内的周向应力,确定热套压力P1,2的取值范围,该取值范围能够很好地保证,塔体与裙座的周向热套应力处于安全范围内。
本发明步骤(9)中依据步骤(6)~(8)中P1,2的3个取值范围,取交集,并假设取交集后的范围为a≤P1,2≤b。
本发明步骤(10)中理论推导出,两薄壁筒体热套时,过盈量δ与热套压力P1,2之间的关联函数式δ=δ(P1,2,Rs,ts,Rk,tk,E,μ)。其中,Rs、ts分别表示塔体的半径与厚度;Rk与tk分别表示裙座的半径与厚度;E为15CrMoR常温时的弹性模量;μ为泊松比。
本发明步骤(11)中根据步骤(9)中P1,2的取值范围,以及步骤(10)中的函数式,得出过盈量δ的取值范围为c≤δ≤d。
本发明步骤(12)中所述的)确定出过盈量的具体取值为,
本发明步骤(13)中采用手工焊SMAW打底加埋弧焊SAW填充的焊接工艺,将塔体与裙座间的对接焊缝焊完,并进行消应力热处理。
本发明运用有限元软件ABAQUS,对基于以上方法制造出的焦炭塔进行应力场数值模拟,并计算出本新结构下的对接焊缝使用寿命S1;将S1与传统结构下计算出的使用寿命S2进行比较,得出寿命值的增大幅度。与传统结构相比,本新结构通过采用以上设计方法,降低了焦炭塔操作工况下对接焊缝中的温度梯度,并且让裙座与塔体在结构连续性上表现更好,从而能够大幅降低对接焊缝中的应力幅值,提高其使用寿命。
实施例1
下面结合附图和实施例对本发明作进一步的说明。
本发明是一种焦炭塔裙座的新结构及其设计方法。
如图1~图3所示一种焦炭塔裙座的新结构及其设计方法包括以下步骤:
1、设计出了焦炭塔群座的一种新的热套结构,如图1所示。其中,焦炭塔塔体的外径为D1,裙座的内径为D2,以保证塔体外壁与裙座内壁之间存在常温过盈量δ=D1-D2,且δ>0,如图2a所示。
2、设计该裙座与塔体发生挤压接触的高度为2米,如图1所示,并通过机械加工方法使裙座内壁与塔体外壁的粗糙度达到3.2μm。此处之所以要求热套高度为2米,以及粗糙度达3.2μm,是由于本发明方法要求,热套产生的静摩擦力要能够承受设备的总重,同时考虑到机加工的经济性,故选择了如图2b所示的静摩擦系数γ=0.27。
3、采用陶瓷电加热片将裙座内外壁包围,并加热至温度Tc,以保证裙座增大后的内径略大于焦炭塔的塔体外径D1。
4、迅速拆掉裙座的内壁电加热片,同时将塔体吊起,缓慢放置进裙座中,如图3所示。
5、拆掉裙座的外侧电加热片,让整体空冷至室温。此时,塔体外壁与裙座内壁间发生挤压接触,设两壁面间的接触压力为P1,2。
6、根据接触热阻确定接触压力P1,2的取值范围。焦炭塔材料为15CrMoR,查阅相关资料图可得,接触热阻R随接触压力P1,2的增大而减小,并且当接触压力P1,2达到1.0MPa时,接触面上的热阻R则趋向于定值0.1℃/W,此时接触面的传热效果最好。因此,需要满足P1,2≥1.0MPa。
7、根据静摩擦力确定接触压力P1,2的取值范围。查阅相关资料可得,15CrMoR在表面粗糙度为3.2μm时的静摩擦系数为γ=0.27。现设计焦炭塔的总重完全由静摩擦力承担,即需要满足 其中G为焦炭塔总重(吨),S为2米高度所包含的接触面积为2000πD1(mm2)。
8、根据周向应力确定接触压力P1,2的取值范围。该周向应力包括,塔体内的周向应力与裙座内的周向应力。因此,塔体安全需要保证 即 裙座安全需要保证 即 其中,Rs、ts分别表示塔体的半径与厚度;Rk与tk分别表示裙座的半径与厚度;Sm表示15CrMoR常温下的应力强度为167MPa;n则为安全系数1.5。
9、取步骤(6)~(8)中接触压力P1,2的交集。即P1,2≥1.0MPa、 这四个条件同时满足的交集。
10、依据步骤(3)~(5)的方法,推导出两薄壁筒节热套时,过盈量δ与接触压力P1,2之间存在的唯一关系式,为 其中E为15CrMoR常温时的弹性模量;μ为泊松比0.3。
11、步骤(9)确定出了P1,2的取值范围,而步骤(10)确定出了P1,2与δ存在唯一关系式。因此,可以唯一确定出过盈量δ的取值范围,假设δ的范围表示为a≤δ≤b。
12、取过盈量 并通过式 计算出步骤(3)中的加热温度。
13、最后,采用手工焊SMAW打底加埋弧焊SAW填充的焊接工艺,将塔体与裙座间的搭接焊缝焊完,焊后对焊缝区域进行消应力热处理。
14、将上述的一种焦炭塔裙座的新结构及其设计方法,运用有限元软件ABAQUS进行数值模拟,并计算出新结构下的焦炭塔对接焊缝的疲劳寿命值S1。
15、计算出采用传统结构下的焦炭塔对接焊缝疲劳寿命S2,将S1与S2进行对比。
实施例2
以下通过一个实际应用的案例来具体说明本技术方案。
为某化工厂准备设计一台焦炭塔,欲采用本发明方法中的新结构,其下半部分的热套结构尺寸如图4所示。该焦炭塔单个周期为48小时,实际操作工况的温度循环为40℃~490℃,内压循环为0~0.35MPa。塔壁与裙座材料均为15CrMoR,该材料在不同温度下的物理参数如表1所示。焦炭塔在48小时中时刻发生着对流传热,各阶段的对流系数如表2所示。
表1 15CrMoR的物理参数
表2 焦炭塔各阶段对流系数
根据以上提供的设备工况,下面将基于本发明方法的具体步骤,计算出新群座结构下对接焊缝的疲劳寿命S1。然后,基于传统结构,计算出传统结构下的对接焊缝疲劳寿命值S2。最后,将S1与S2进行对比。
1、设计新裙座的结构
新结构的详细尺寸如图4所示。
图中,塔体由筒节与下锥形封头组成。然而,常温20℃下的裙座,其内径是小于塔体外径的。
采用本发明方法的步骤(1)~(5),先保证裙座内壁与塔体外壁间存在过盈量δ,如图2所示。再将裙座整体加热至温度Tc后,就可以很方便地把裙座套到塔体上,随后冷却至常温,就可在接触面上形成热套压力P1,2。
2、确定热套压力P1,2的取值范围
2.1接触热阻确定的P1,2范围
根据步骤(6),为确保塔体外壁与裙座内壁,在热套压力P1,2下的接触热阻达到最低值,从而保证传热顺畅,需要保证:
P1,2≥1.0MPa
2.2静摩擦力确定的P1,2范围
根据步骤(7),为确保静摩擦力能完全承担塔体的总重,需要保证:
其中,G为焦炭塔总重(吨),S为2米高度所包含的接触面积为2000πD1(mm2)。
通过查阅焦炭塔采用传统结构时的设计图纸,可以得出焦炭塔总重约300吨,同时依据图4,可以计算出接触面积S约为5.8×107mm2。故,可以确定出:
P1,2≥0.014MPa
2.3周向应力确定的P1,2范围
根据步骤(8),在进行热套之后,需要保证塔体与裙座内的周向应力应处于正常安全范围,并且需要留有一定裕量,以防焦炭塔在实际操作工况下周向应力超标。故需要控制:
其中,Sm为15CrMoR的常温许用应力为167MPa;n则为安全系数为1.5;Rs、ts分别表示塔体的半径与厚度;Rk与tk分别表示裙座的半径与厚度。
依据图4可得, ts=48mm; tk=46mm。则可以求出:
P1,2≤1.10MPa
2.4P1,2取值范围的最终确定
根据本发明方法的步骤(9),取以上3个因素的交集,即可得出合理的热套压力P1,2的取值范围为:
1.0MPa≤P1,2≤1.10MPa
3、确定过盈量δ
依据步骤(10),过盈量δ与热套压力P1,2间存在以下唯一确定的关系式:
其中,E为15CrMoR常温时的弹性模量;μ为泊松比0.3。
依据图4,将各已知量带入上式后,就可以得出过盈量δ的合理取值范围:
1.3mm≤δ≤1.5mm
再依据步骤(11)~(12),则可以最终确定出过盈量取δ=1.4mm。
4、计算焦炭塔的温度场
将以上确定出的过盈量按照步骤(12)的公式转化为加热温度Tc,并将该温度最为热套载荷,施加进ABAQUS有限元软件中,进行焦炭塔的温度场的有限元模拟。
4.1有限元模型的建立
按照图4的尺寸,进行1:1有限元建模,采用轴对称网格,单元类型采用CAX4I,网格划分情况如图5所示。
4.2焦炭塔温度场模拟结果
如图6a和图6b所示,分别给出了焦炭塔进水阶段与进油阶段,在某一时刻的,基于本发明方法的瞬态温度场云图。无论是进油阶段还是进水阶段,温度云图均出现了温度带的断层,这表明接触热阻R发挥了作用。
5、计算焦炭塔的应力场
在模拟应力场时,采用温度场顺次耦合于应力场的方法,可以顺利模拟出焦炭塔在任意时刻的应力场。如图7a和图7b所示,分别给出了本发明结构的焦炭塔,在某一时刻时,进水阶段与进油阶段的瞬态应力场云图。从图7a和图7b中可以发现,对接焊缝处的Mises应力最大值出现在焊缝的最顶端,节点编号为3。
6、基于本发明方法的对接焊缝疲劳寿命S1计算
提取节点编号3的“时间—应力”曲线,如图8所示。
观察图8,可以发现波形非恒幅,故根据ASME的要求,须首先根据公式 对节点3的应力状态判定,若为比例加载,则可以运用雨流法进行循环计数,否则应采用最大-最小法进行循环计数。
故依据公式 对节点3进行旋转角度θ计算。计算结果如图9所示。观察图9可以发现,θ值只是在刚开始加热、刚开始冷却时出现震荡,绝大部分时间保持恒定值-14.7°,故可以认为节点3处于比例加载状态。
然后,运用雨流法将图8波形分解为以下4个封闭循环:
(1)Cycle_1,Mises等效应力范围为161.7MPa~450.6MPa~161.7MPa,故确定其在该时刻温度下的交变应力幅Salt1=144.5MPa;
(2)Cycle_2,Mises等效应力范围为299.3MPa~194.6MPa~299.3MPa,故确定其在该时刻温度下的交变应力幅Salt2=52.4MPa;
(3)Cycle_3,Mises等效应力范围为161.7MPa~556.9MPa~161.7MPa,故确定其在该时刻温度下的交变应力幅Salt3=197.6MPa;
(4)Cycle_4,Mises等效应力范围为393.4MPa~181.3MPa~393.4MPa,故确定其在该时刻温度下的交变应力幅Salt4=106.1MPa;
由于Salt1~Salt4是各自对应时刻温度下的疲劳幅值,需根据ASMEⅧ-ⅡANNEX3-F中的公式修正至常温,再计算出各自的许用循环次数[N],整理如表3所示。
表3 各循环应力幅值及许用次数
根据Miner线性损伤原则,一周期中,循环1~4各发生一次,故可以设它们的使用次数均为n,则累计损伤需要控制:
由此便可以计算出n<11738,焦炭塔每48小时循环一次,故该对接焊缝区域的使用寿命为 年。
7、基于传统结构的对接焊缝疲劳寿命S2计算
为得出本发明方法对焊缝使用寿命提高的幅度,须计算出基于传统方法的对接焊缝使用寿命S2。
传统方法的对接焊缝寿命S2的计算,仍需借助于有限元软件ABAQUS,图10则给出了传统结构下的焦炭塔尺寸图。
其计算过程与寿命S1的相似,先进行温度场模拟,而后将温度场顺次耦合于应力场,从而计算出焦炭塔在单个周期48小时内的瞬态应力场,再提取对接焊缝处Mises应力最大节点的“时间—应力”波形,并根据ASME标准进行疲劳寿命的计算。
下面给出S2计算时的相关图片。图11给出了焦炭塔在某一瞬时的温度场云图。图12a给出了进油升温阶段,对接焊缝处Mises最大时的应力云图,该节点编号为526。图12b给出了进水冷却阶段,对接焊缝处Mises最大时的应力云图,节点编号也为526。图13给出了节点526在48小时内的Mises变化曲线。
与S1的计算同理,运用雨流法将图13波形分解为以下3个封闭循环:
(a)A—B—C—D—E—F循环,其Mises等效应力范围为0MPa~952.8MPa,故确定其在该时刻温度下的交变应力幅Salt1=476.4MPa;
(b)B—G—C循环,其范围为308.9~489.6MPa,故其Salt2=90.35MPa;
(c)F—H—K循环,其范围为55.3~846.9MPa,故其Salt3=395.8MPa。
由于Salt1~Salt3是各自对应时刻温度下的疲劳幅值,需根据ASMEⅧ-ⅡANNEX3-F中的公式修正至常温,再计算出各自的许用循环次数[N],整理如表4所示。
表4 各循环应力幅值及许用次数
根据Miner线性损伤累计原则,一周期中,循环1~3各发生一次,故可以设它们的使用次数均为n,则累计损伤需要控制:
由此便可以计算出n<659.8,焦炭塔每48小时循环一次,故该对接焊缝区域的使用寿命
8、基于本发明的疲劳寿命S1与传统结构寿命S2的比较
S1的寿命值为64.3年,然而焦炭塔一般的设计使用寿命为20~30年,显然本发明提出的新裙座结构,可以保证焦炭塔的对接焊缝在设计寿命内安全运行,不会出现开裂。这相较于传统结构的3.6年,有了质的提升。
9、结论
本发明提出的一种焦炭塔裙座新结构的设计方法,有效解决了传统结构下对接焊缝周期性开裂的问题。本发明方法相对于传统方法,在制作成本上并未有多大提升,且工艺过程也很容易实现,因此既经济又实用。
本发明提供了一种焦炭塔及其制造方法,具体实现该技术方案的方法和途径很多,以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
一种焦炭塔及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0