

IPC分类号 : C22C37/10,C22C33/08,C21C1/08,C21D1/26,C21D5/00,C21D9/00,B22D13/04







专利摘要
本发明属于发动机气缸套技术领域,具体涉及一种气缸套用铸铁材料、气缸套及其制备方法。本发明的气缸套用铸铁材料由如下重量百分比的元素组成:C:2.7~3.2%,Si:1.8~2.3%,Mn:2.0~2.5%,Mo:0.1~0.3%,Nb:0.1~0.3%,P:≤0.1%,S:≤0.1%,余量为Fe。本发明的气缸套用铸铁材料仅添加少量的贵重元素Mo、Nb,两者添加总重量不超过0.5%,合金种类较少,含量较低。由本发明的气缸套用铸铁材料制成的气缸套的室温抗拉强度高达470MPa左右,远高于现有珠光体基灰铸铁气缸套的强度水平。
权利要求
1.一种气缸套用铸铁材料,其特征在于,由如下重量百分比的元素组成:C:2.7~3.2%,Si:1.8~2.3%,Mn:2.0~2.5%,Mo:0.1~0.3%,Nb:0.1~0.3%,P:≤0.1%,S:≤0.1%,余量为Fe。
2.一种由权利要求1所述的气缸套用铸铁材料制得的气缸套。
3.一种如权利要求2所述的气缸套的制备方法,其特征在于,包括以下步骤:
1)将原料熔炼,浇铸,制成铸坯;
2)将铸坯进行热处理,即得。
4.根据权利要求3所述的气缸套的制备方法,其特征在于,所述原料包括硅铁合金、锰铁合金、钼铁合金和铌铁合金。
5.根据权利要求3所述的气缸套的制备方法,其特征在于,所述熔炼是先将铁源加热熔化,然后加入硅铁合金、锰铁合金、钼铁合金、铌铁合金,加热至1450~1500℃,得到铁水;所述铁源为生铁、铁屑、废钢、回炉料中的至少一种。
6.根据权利要求3所述的气缸套的制备方法,其特征在于,所述浇铸包括将铁水浇注到模具中,出缸,冷却;所述浇注时铁水的温度为1350~1400℃,所述模具的温度为450~500℃。
7.根据权利要求3或6所述的气缸套的制备方法,其特征在于,所述浇铸采用离心浇铸,离心浇铸的离心转速为1100~1300r/min。
8.根据权利要求5所述的气缸套的制备方法,其特征在于,对铁水进行孕育处理,所述孕育处理包括依次进行的第一孕育处理和第二孕育处理,第一孕育处理采用的孕育剂为硅钡孕育剂,第二孕育处理采用的孕育剂为硅锶孕育剂。
9.根据权利要求8所述的气缸套的制备方法,其特征在于,所述硅钡孕育剂与硅锶孕育剂的质量比为(0.5~0.6):(0.1~0.2)。
10.根据权利要求3所述的气缸套的制备方法,其特征在于,所述热处理为先在510℃保温1h,然后在460℃保温1h,冷却。
说明书
技术领域
本发明属于发动机气缸套技术领域,具体涉及一种气缸套用铸铁材料、气缸套及其制备方法。
背景技术
随着科技的飞速发展和日益严格的排放要求,发动机产品的更新换代也随之加快步伐,作为发动机的核心零部件之一的气缸套的服役条件也日趋苛刻、恶劣。因此,为了提高气缸套的使用寿命,同时满足高标准排放的要求,气缸套产品通常需加入大量的合金元素以提高其力学性能,延长其使用寿命。如现有技术中授权公告号为CN100510365C的中国发明专利文件中公开了一种多元合金化铸态贝氏体灰铸铁气缸套。其中多元合金化铸态贝氏体灰铸铁的化学组分按重量百分比计如下:碳:3.0~3.4%,硅:2.2~2.6%,锰:0.6~1.0%,0<磷≤0.1%,0<硫≤0.1%,铜:0.6~1.0%,钼:0.2~0.5%,铬:0.1~0.3%,铌:0.05~0.12%,钒:0.05~0.2%,钛:0.07~0.15%,余量为铁。通过加入多种优化合金,使得气缸套的耐磨性得到提高,但是贝氏体基体的高温力学性能较差,使气缸套无法在高温环境下长时间运行,限制了其使用范围。
同时,伴随着大量合金元素的加入,气缸套的生产成本也日益提高,阻碍了气缸套产品的生产与应用。在各种铸铁基体组织中,珠光体组织以其较高的使用温度,良好的力学性能,大大延长了气缸套的使用寿命,使珠光体基灰铸铁受到国内外众多汽车企业越来越广泛的关注。如公布号为CN105734397A的中国发明专利申请文件中公开了一种高强度灰铸铁材料及其熔炼浇铸工艺,该灰铸铁材料中由以下质量百分比的元素组成:碳3.05~3.2%,硅1.85~2.05%,磷≤0.05%,硫0.08~0.12%,锰0.75~0.95%,铜0.5~0.9%,钼0.55~0.80%,铬0.3~0.4%,镍0.2~0.4%,锡0.04~0.06%,余量为铁和不可避免的杂质。上述灰铸铁材料中珠光体含量较高,其抗拉强度在400MPa左右,但其中贵重合金元素如钼、镍、锡等含量较高,导致生产成本较高。
发明内容
本发明的第一个目的在于提供一种合金元素含量较低且抗拉强度和硬度较高的气缸套用铸铁材料。
本发明的第二个目的在于提供一种由上述气缸套用铸铁材料制得的气缸套,该气缸套具有较优的力学性能。
本发明的第三个目的在于提供一种上述气缸套的制备方法,该方法简单。
为实现上述目的,本发明采用的技术方案为:
一种气缸套用铸铁材料,由如下重量百分比的元素组成:C:2.7~3.2%,Si:1.8~2.3%,Mn:2.0~2.5%,Mo:0.1~0.3%,Nb:0.1~0.3%,P:≤0.1%,S:≤0.1%,余量为Fe。
本发明的气缸套用铸铁材料中主要为珠光体组织。
其中各元素的作用为:
碳元素是灰铸铁的基本元素,大部分以片状石墨的形式存在,小部分以渗碳体的形式存在。硅元素能降低碳在液体和固态铁中的溶解度,促进石墨的析出,是促进石墨化的元素。少量锰元素固溶于铁素体中,大部分锰元素溶入共析碳化物和渗碳体,以复合碳化物的形态存在,锰元素可以中和硫的有害作用并且可以稳定和细化珠光体。钼元素可以使组织致密,使石墨均匀分布,并可细化珠光体同时增强珠光体含量,同时强化珠光体中的铁素体,因而能有效地提高灰铸铁的强度、硬度以及耐磨性,并能显著提高灰铸铁的冲击韧性和改善断面的均匀性。铌元素可细化奥氏体组织,当含量超过固溶度之后会在晶界处偏聚析出碳化物NbC,作为晶核起到孕育的作用,能有效抑制奥氏体的长大;同时对共晶碳化物的分布和尺寸也有很大的影响,Nb的加入使得碳化物不仅得到极大程度的细化,同时使其大小和分布更加均匀。
磷元素为灰铸铁中不可避免的杂质元素,其主要以二元磷共晶(Fe-Fe3P)、三元磷共晶(Fe-FeP-Fe3P)和复合磷共晶的形式存在于灰铸铁中,磷共晶的硬度高、脆性大、分布在晶粒的边界上,割裂了晶粒间的连续性,是引起材料冷脆的主要因素,因此需严格控制灰铸铁中磷的质量。硫元素同样为灰铸铁中不可避免的杂质元素,少量溶于铁素体及渗碳体中,大部分以硫化铁(FeS)、硫化锰(MnS)和其他硫化夹杂物的形式存在于灰铸铁中,并分布于晶界上。硫化铁的熔点低、且质软而脆,是引起材料热脆的主要因素,因此需严格控制灰铸铁中硫的质量。
本发明的气缸套用铸铁材料中仅添加少量的贵重元素Mo、Nb,两者添加总重量不超过0.5%,且合金种类较少,含量较低,降低了生产成本,节约了自然资源。本发明的气缸套用铸铁材料具有较高的抗拉强度以及硬度,力学性能较优。
一种由上述气缸套用铸铁材料制得的气缸套。本发明的气缸套具有较优的力学性能,其室温抗拉强度高达470MPa左右,远高于现有珠光体基灰铸铁气缸套的强度水平(抗拉强度仅300MPa左右)。本发明的气缸套具有较高的使用温度、优良的力学性能,大大延长了气缸套的使用寿命。
一种上述气缸套的制备方法,包括以下步骤:
1)将原料熔炼,浇铸,制成铸坯;
2)将铸坯进行热处理,即得。
本发明的气缸套的制备工艺操作简单,生产过程容易控制,产品质量稳定,适用于满足国Ⅵ排放标准的内燃机气缸套的大规模批量生产。
所述原料包括硅铁合金、锰铁合金、钼铁合金和铌铁合金。为避免引入其他杂质,硅、锰、钼、铌等其他元素由其铁合金提供。
所述熔炼是先将铁源加热熔化,然后加入硅铁合金、锰铁合金、钼铁合金、铌铁合金,加热至1450~1500℃,得到铁水;所述铁源为生铁、铁屑、废钢、回炉料中的至少一种。为保证其他合金元素与铁混合均匀,先将铁源熔化成铁水再加入硅铁合金、锰铁合金、钼铁合金、铌铁合金。
所述浇铸包括将铁水浇注到模具中,出缸,冷却;所述浇注时铁水的温度为1350~1400℃,所述模具的温度为450~500℃。浇注温度过高易造成粘砂、缩孔、缩松、热裂、跑火、局部氧化等缺陷,浇注温度过低易造成浇不足、冷隔、夹渣、夹砂等缺陷。
所述浇铸采用离心浇铸,离心浇铸的离心转速为1100~1300r/min。离心浇铸可省去型芯系统和浇注系统,提高材料利用率,降低生产成本,在离心力的作用下,铁水中的气体和熔渣集中于内腔,铁水甩向外壁,使铸件缩孔、缩松、气孔和夹杂等缺陷减少,组织致密,机械性能更加优良。
对铁水进行孕育处理,所述孕育处理包括依次进行的第一孕育处理和第二孕育处理,第一孕育处理采用的孕育剂为硅钡孕育剂,第二孕育处理采用的孕育剂为硅锶孕育剂。二次孕育处理后铸件的石墨组织较一次孕育处理更为优良,基体中珠光体含量更高,铸件的强度和硬度也更高。硅钡孕育剂具有较强的促进石墨化的能力,并能减缓孕育衰退;硅锶孕育剂具有很强的消除白口的能力,并能改善石墨的形态及分布状况。
所述硅钡孕育剂与硅锶孕育剂的质量比为(0.5~0.6):(0.1~0.2)。采用上述质量比的孕育剂的孕育效果最好,所得的铸件中片状石墨和珠光体组织更为细小,分布更加均匀。
所述热处理为先在510℃保温1h,然后在460℃保温1h,冷却。热处理可消除铸件的残余应力,稳定其几何尺寸,减少或消除切削加工后产生的畸变。
附图说明
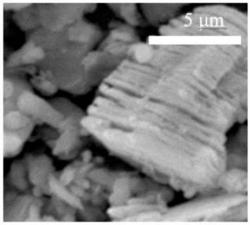
图1为本发明的气缸套的实施例1的气缸套的SEM图,放大倍数为500;
图2为本发明的气缸套的实施例1的气缸套的SEM图,放大倍数为1000;
图3为本发明的气缸套的实施例1的气缸套的SEM图,放大倍数为2000;
图4为本发明的气缸套的实施例1的气缸套的SEM图,放大倍数为5000;
图5为本发明的气缸套的实施例2的气缸套的SEM图,放大倍数为500;
图6为本发明的气缸套的实施例2的气缸套的SEM图,放大倍数为1000;
图7为本发明的气缸套的实施例2的气缸套的SEM图,放大倍数为2000;
图8为本发明的气缸套的实施例2的气缸套的SEM图,放大倍数为5000;
图9为本发明的气缸套的实施例3的气缸套的SEM图,放大倍数为500;
图10为本发明的气缸套的实施例3的气缸套的SEM图,放大倍数为1000;
图11为本发明的气缸套的实施例3的气缸套的SEM图,放大倍数为2000;
图12为本发明的气缸套的实施例3的气缸套的SEM图,放大倍数为5000。
具体实施方式
本发明的气缸套的制备方法,包括以下步骤:1)将原料熔炼,浇铸,制成铸坯;2)将铸坯进行热处理,即得。
浇铸是将铁水浇注到模具中,出缸,冷却;所述浇注的铁水的温度为1350~1400℃,所述模具的温度为450~500℃。待铸件在模具中冷却至600~650℃时出缸。
在浇铸前,在模具内壁涂覆湿涂料,所述湿涂料由如下重量百分含量的组分组成:长白硅藻土16~22%,钠基膨润土6~8%,水70~75%,酚醛树脂1~3%。
对铁水进行孕育处理,所述孕育处理包括依次进行的第一孕育处理和第二孕育处理,第一孕育处理采用的孕育剂为硅钡孕育剂,第二孕育处理采用的孕育剂为硅锶孕育剂。所述硅钡孕育剂由如下重量百分含量的组分组成:硅63%~68%,钡4.0%~6.0%,钙1.0%~2.0%,铝1.0%~2.0%;所述硅锶孕育剂由如下重量百分含量的组分组成:硅73%~78%,锶0.6%~1.8%,钙≤0.1%,铝≤0.5%。
第一孕育处理为铁水自熔炉流入浇包时进行随流孕育;第二孕育处理为铁水自浇包注入模具时进行随流孕育。
下面结合具体实施例及附图对本发明作进一步说明。
以下实施例中涉及的生铁Z18中含碳量约为4.0%,含硅量约为1.8%,含锰量约为0.03%;废钢中含碳量约为1.0%,含硅量约为0.26%,含锰量约为0.25%;硅铁合金为FeSi75,其中硅含量为74%~80%;锰铁合金为FeMn68,其中锰含量为65%~72%;钼铁合金为FeMo60,其中钼含量为55%~65%;铌铁合金为FeNb70,其中铌含量为70%~80%。
以下实施例中涉及到的硅藻土涂料购自长白朝鲜族自治县鑫鑫硅藻土有限公司;以下实施例中涉及的硅钡孕育剂和硅锶孕育剂均购自扬州鑫隆铁合金制造有限公司。
气缸套用铸铁材料的实施例1
本实施例的气缸套用铸铁材料由如下重量百分比的元素组成:C:2.8%,Si:2.2%,Mn:2.25%,Mo:0.15%,Nb:0.15%,P:≤0.1%,S:≤0.1%,余量为Fe。
气缸套用铸铁材料的实施例2
本实施例的气缸套用铸铁材料由如下重量百分比的元素组成:C:3.0%,Si:1.8%,Mn:2.1%,Mo:0.1%,Nb:0.1%,P:≤0.1%,S:≤0.1%,余量为Fe。
气缸套用铸铁材料的实施例3
本实施例的气缸套用铸铁材料由如下重量百分比的元素组成:C:2.9%,Si:2.1%,Mn:2.3%,Mo:0.3%,Nb:0.3%,P:≤0.1%,S:≤0.1%,余量为Fe。
气缸套的实施例1
本实施例的气缸套由气缸套用铸铁材料的实施例1的铸铁材料制得。
气缸套的实施例2
本实施例的气缸套由气缸套用铸铁材料的实施例2的铸铁材料制得。
气缸套的实施例3
本实施例的气缸套由气缸套用铸铁材料的实施例3的铸铁材料制得。
气缸套的制备方法的实施例1
本实施例为气缸套的实施例1中气缸套的制备方法,具体包括以下步骤:
(1)将96kg生铁、62kg废钢(废钢为工业回收的废弃钢材)放入电炉中熔炼成铁水,并加入2.3kg硅铁合金、5.4kg锰铁合金、0.41kg钼铁合金及0.33kg铌铁合金,然后加热至1480℃,使其完全熔化,得铁水。然后将铁水流入浇包,然后浇注到气缸套模具中,浇注时铁水的温度为1380℃,模具温度为450℃;待铸件在模具中的温度降至650℃时出缸,出缸后空冷至室温,得气缸套毛坯。
浇铸方式采用离心浇注机进行离心浇铸,离心浇注机转速1200r/min。
在浇铸前气缸套模具内壁喷涂湿硅藻土涂料2遍,涂料厚度0.8mm。
铁水自电炉流入浇包时随流孕育,孕育剂为硅钡孕育剂,加入的质量为铁水质量的0.5%;铁水自浇包流入模具时随流孕育,孕育剂为硅锶孕育剂,加入的质量为铁水质量的0.2%的硅锶孕育剂。
(2)将气缸套毛坯机加工至半成品。然后对半成品气缸套进行热处理,将其放入箱式电阻炉中加热至510℃保温(保温即为退火)1h,降至460℃保温1h,之后随炉冷至300℃,出炉空冷至室温。最后将热处理后的气缸套精加工至成品。
气缸套的制备方法的实施例2
本实施例为气缸套的实施例2中气缸套的制备方法,具体包括以下步骤:
(1)将105kg生铁、52kg废钢放入电炉中熔炼成铁水,并加入1.3kg硅铁合金、5.0kg锰铁合金、0.27kg钼铁合金及0.21kg铌铁合金,然后加热至1480℃,使其完全熔化,得铁水。然后将铁水流入浇包,然后浇注到气缸套模具中,浇注时铁水的温度为1380℃,模具温度为450℃,待铸件在模具中的温度降至650℃时出缸,出缸后空冷至室温,得气缸套毛坯。
浇铸方式采用离心浇注机进行离心浇铸,离心浇注机转速1100r/min。
浇铸前气缸套模具内壁喷涂湿硅藻土涂料2遍,涂料厚度0.8mm。
铁水自电炉流入浇包时随流孕育,孕育剂为硅钡孕育剂,加入的质量为铁水质量的0.5%;铁水自浇包流入模具时随流孕育,孕育剂为硅锶孕育剂,加入的质量为铁水质量的0.2%的硅锶孕育剂。
(2)将气缸套毛坯机加工至半成品。然后对半成品气缸套进行热处理,将其放入箱式电阻炉中加热至510℃保温1h,降至460℃保温1h,之后随炉冷至300℃,出炉空冷至室温。最后将热处理后的气缸套精加工至成品。
气缸套的制备方法的实施例3
本实施例为气缸套的实施例3中气缸套的制备方法,具体包括以下步骤:
(1)将102kg生铁、57kg废钢放入电炉中熔炼成铁水,并加入2.0kg硅铁合金、5.5kg锰铁合金、0.82kg钼铁合金及0.64kg铌铁合金,然后加热至1480℃,使其完全熔化,得铁水。然后将铁水流入浇包,然后浇注到气缸套模具中,浇注时铁水的温度为1380℃,模具温度为450℃,待铸件在模具中的温度降至650℃时出缸,出缸后空冷至室温,得气缸套毛坯。
浇铸方式采用离心浇注机进行离心浇铸,离心浇注机转速1300r/min。
浇铸前气缸套模具内壁喷涂湿硅藻土涂料2遍,涂料厚度0.8mm。
铁水自电炉流入浇包时随流孕育,孕育剂为硅钡孕育剂,加入的质量为铁水质量的0.6%;铁水自浇包流入模具时随流孕育,孕育剂为硅锶孕育剂,加入的质量为铁水质量的0.1%的硅锶孕育剂。
(2)将气缸套毛坯机加工至半成品。然后对半成品气缸套进行热处理,将其放入箱式电阻炉中加热至510℃保温1h,降至460℃保温1h,之后随炉冷至300℃,出炉空冷至室温。最后将热处理后的气缸套精加工至成品。
在本发明的气缸套的制备方法的其他实施例中,铁源还可采用铁屑或回炉料,铁源及其他铁合金熔炼成铁水时的加热温度可作调整,在1450~1500℃范围内均可;在浇注铁水时,铁水的温度以及模具的温度均可根据实际情况作调整,铁水的温度在1350~1400℃范围内均可,模具的温度在450~500℃范围内均可;在孕育处理时,加入的硅钡孕育剂与硅锶孕育剂的量也可作调整,使二者的质量比在(0.5~0.6):(0.1~0.2)范围内即可。
试验例1
将气缸套的实施例1~3的气缸套进行SEM测试,测试结果如图1~图12所示。由图1~图12可知,本发明的珠光体气缸套中的片状石墨和珠光体基体,随着放大倍数的增大,可以清晰的看到层片间距细小的珠光体组织。
试验例2
将气缸套的实施例1~3中的气缸套制备成标准拉伸试样,在UTM4104型电子万能试验机上进行拉伸试验测其抗拉强度,用3000型数显布氏硬度计对其进行硬度检测,测试结果如表1所示。
表1抗拉强度及硬度测试结果
由表1可知,本发明的气缸套具有较高的抗拉强度以及硬度。
一种气缸套用铸铁材料、气缸套及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0