








专利摘要
本发明公开了一种Al‑CuZn双金属导电材料的制备方法,首先采用感应熔炼制备CuZn合金,然后分别对铝块和CuZn合金进行预处理,最后将预处理后的铝块和CuZn合金一起放置于热压磨具中进行真空热压烧结,得到Al‑CuZn双金属导电材料。本发明Al‑CuZn双金属导电材料的制备方法,通过向铜中加入Zn元素,改变铜的晶格常数以及其它性能,降低了纯铜与铝在界面处的液固扩散能力,抑制CuAl2、Cu4Al9金属间化合物的产生,改善Al‑CuZn双金属材料界面组织;利用铝与铜在熔点上的差别,保证高温条件下表面熔化的纯铝通过扩散与固态CuZn合金形成良好的过渡界面,实现铝和CuZn合金两者冶金结合。
权利要求
1.一种Al-CuZn双金属导电材料的制备方法,其特征在于,首先采用感应熔炼制备CuZn合金,然后分别对铝块和CuZn合金进行预处理,最后将预处理后的铝块和CuZn合金一起放置于热压磨具中进行真空热压烧结,得到Al-CuZn双金属导电材料;
其中,真空热压烧结的具体过程为:将预处理的CuZn合金和Al一起放置于热压磨具,然后将热压模具放入真空热压烧结炉中,对真空热压烧结炉抽真空,当烧结炉内真空度达到6.67×10
2.根据权利要求1所述的Al-CuZn双金属导电材料的制备方法,其特征在于,CuZn合金的制备:将H62黄铜和纯铜块,通过感应熔炼得到CuZn合金,其中H62黄铜和纯铜块的质量比为1:3~37。
3.根据权利要求1所述的Al-CuZn双金属导电材料的制备方法,其特征在于,铝块预处理:将纯铝块浸泡在浓度为5%氢氧化钠溶液中进行碱洗30~60s,再用酒精清洗。
4.根据权利要求1所述的Al-CuZn双金属导电材料的制备方法,其特征在于,CuZn合金的预处理:将CuZn合金采用酒精清洗。
说明书
技术领域
本发明属于双金属复合材料制备技术领域,具体涉及一种Al-CuZn双金属导电材料的制备方法。
背景技术
Al-Cu异种金属的连接广泛应用于冶金、电力、化工、制冷和航空航天工业中,目前,主要采用熔铸法、爆炸焊、搅拌摩擦焊等方法实现Al-Cu双金属的连接。但由于Al、Cu两种金属熔点相差424℃,线膨胀系数相差40%以上,导电率也相差70%以上,而且Al、Cu都是易被氧化的活泼金属元素,在焊接过程中,两种金属不仅易形成金属氧化物,还极易在界面处生成CuAl2,Cu4Al9等金属间化合物,这两种硬脆相致使两种金属连接后的材料结合强度较低,界面电阻较大,而且使用过程中易生成裂纹,降低了其使用寿命。为了减少界面处金属间化合物的生成,提高界面结合强度以及降低界面电阻,可在Al与Cu的界面处生成固溶体组织代替金属间化合物,因此,要改变Al与Cu在高温下的液固扩散能力并提高金属间化合物生成焓。
发明内容
本发明的目的是提供一种Al-CuZn双金属导电材料的制备方法,解决了现有技术制备的Al-Cu复合材料结合强度低,使用过程中易生成裂纹的问题。
本发明所采用的技术方案是,一种Al-CuZn双金属导电材料的制备方法,首先采用感应熔炼制备CuZn合金,然后分别对铝块和CuZn合金进行预处理,最后将预处理后的铝块和CuZn合金一起放置于热压磨具中进行真空热压烧结,得到Al-CuZn双金属导电材料。
本发明的特点还在于,
CuZn合金的制备:将H62黄铜和纯铜块,通过感应熔炼得到CuZn合金,其中H62黄铜和纯铜块的质量比为1:3~37。
铝块预处理:将纯铝块浸泡在浓度为5%氢氧化钠溶液中进行碱洗30~60s,再用酒精清洗。
CuZn合金的预处理:将CuZn合金采用酒精清洗。
真空热压烧结的具体过程为:将预处理的CuZn合金和Al一起放置于热压磨具,然后将热压模具放入真空热压烧结炉中,对真空热压烧结炉抽真空,当烧结炉内真空度达到6.67×10
本发明的有益效果是,本发明Al-CuZn双金属导电材料的制备方法,通过向铜中加入Zn元素,改变铜的晶格常数以及其它性能,降低了纯铜与铝在界面处的液固扩散能力,抑制CuAl2、Cu4Al9金属间化合物的产生,改善Al-CuZn双金属材料界面组织;利用铝与铜在熔点上的差别,保证高温条件下表面熔化的纯铝通过扩散与固态CuZn合金形成良好的过渡界面,实现铝和CuZn合金两者冶金结合,形成的双金属导电材料除了具有铝和铜各自优越性能外,同时还具有较高的界面强度,其界面剪切强度可达60Mpa以上。
附图说明
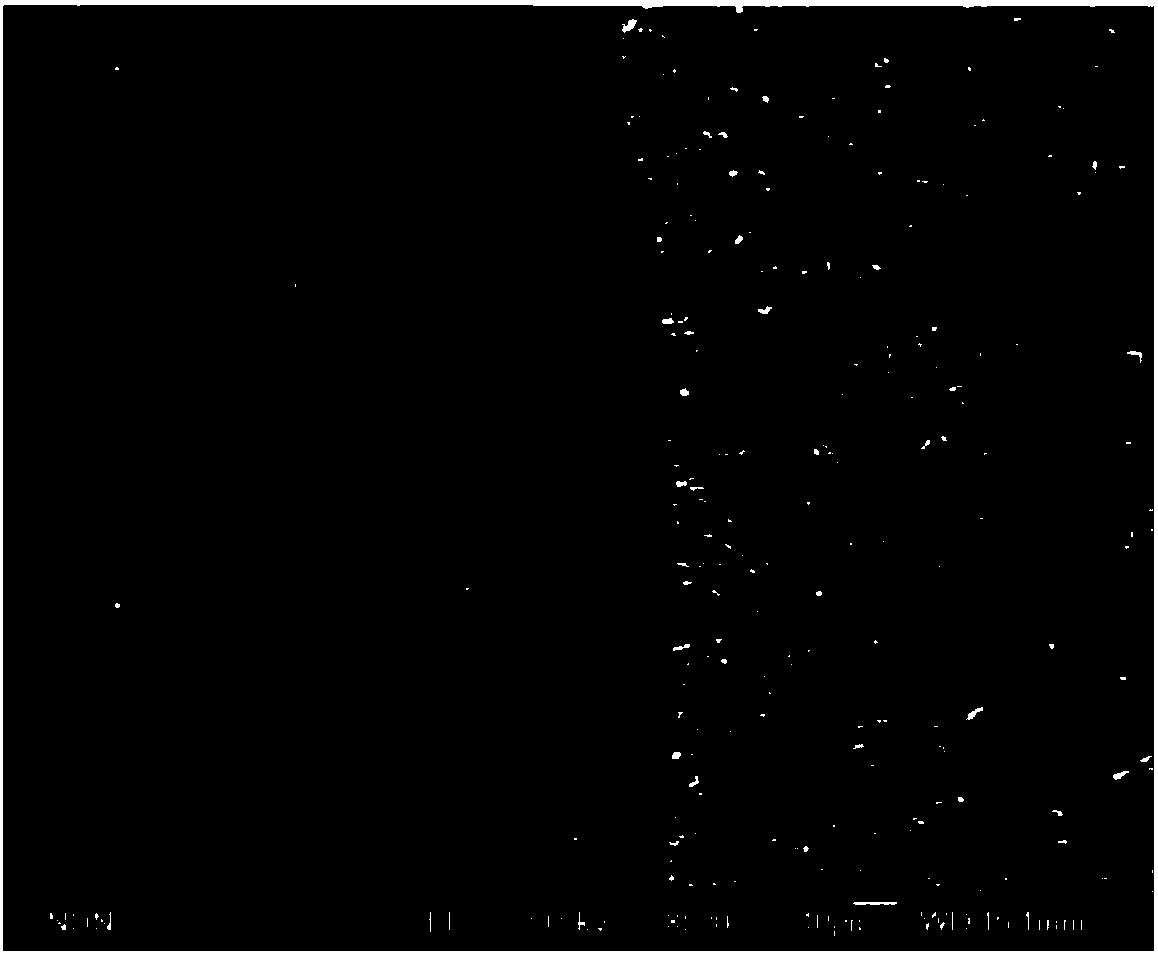
图1是实施例3制备Al-CuZn双金属导电材料界面结合区组织。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明Al-CuZn双金属导电材料的制备方法,首先制备不同锌含量的CuZn合金,然后再分别对铝块和CuZn合金进行预处理,最后将CuZn合金和铝块一起放置于热压磨具中进行真空热压烧结,得到Al-CuZn双金属导电材料。
具体步骤为:
步骤1,称取质量比为1:3~37的H62黄铜和纯铜块,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
步骤2,将纯铝浸泡在5%氢氧化钠溶液中进行碱洗30~60s,再用酒精清洗;将步骤1制备的CuZn合金采用酒精清洗;
步骤3,将预处理的CuZn合金和Al一起放置于热压磨具,然后将热压模具放入真空热压烧结炉中,对真空热压烧结炉抽真空,当烧结炉内真空度达到6.67×10
本发明在制备Al-CuZn双金属导电材料时,Zn元素的加入,改变了纯铜的晶格常数,降低了纯铜与铝的液固扩散能力,抑制CuAl2、Cu4Al9金属间化合物的产生,改善Al-CuZn双金属导电材料界面组织,实现Al-CuZn双金属导电材料高强度冶金结合。
本发明Al-CuZn双金属导电材料的制备方法,结合界面组织均匀,同时还具有较高的界面强度,其界面剪切强度最高可达60Mpa以上,其制备工艺简单可靠,绿色环保。
实施例1
称取质量比为1:37的H62黄铜和T2纯铜,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
制备Al-CuZn双金属导电材料,将纯铝加工成尺寸为Φ30mm×20mm圆柱体,同时,准备尺寸大小为Φ30mm×30mm的CuZn合金;
将纯铝浸泡在5%氢氧化钠溶液中进行碱洗30s,再用酒精清洗;同时,将制备的CuZn合金采用酒精清洗后保存备用;
将纯铝、CuZn合金放置于HVRY-2型高真空高温热压烧结炉内的热压模具中,为了防止界面上出现氧化物,首先对HVRY-2型高真空高温热压烧结炉抽真空,当真空热压炉内真空度达到6.67×10
实施例2
称取质量比为1:24的H62黄铜和纯铜块,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
制备Al-CuZn1.5双金属导电材料,将纯铝加工成尺寸为Φ30mm×20mm圆柱体,同时,准备尺寸大小为Φ30mm×30mm的CuZn1.5合金;
将纯铝浸泡在5%氢氧化钠溶液中进行碱洗35s,再用酒精清洗;同时,将制备的CuZn1.5合金采用酒精清洗后保存备用;
将纯铝、CuZn1.5合金放置于HVRY-2型高真空高温热压烧结炉内的热压模具中,为了防止界面上出现氧化物,首先对HVRY-2型高真空高温热压烧结炉抽真空,当真空热压炉内真空度达到5.0×10
实施例3
称取质量比为1:11的H62黄铜和纯铜块,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
制备Al-CuZn3双金属导电材料,将纯铝加工成尺寸为Φ30mm×20mm圆柱体,同时,准备尺寸大小为Φ30mm×30mm的CuZn3合金;
将纯铝浸泡在5%氢氧化钠溶液中进行碱洗30s,再用酒精清洗;同时,将制备的CuZn3合金采用酒精清洗后保存备用;
将纯铝、CuZn3合金放置于HVRY-2型高真空高温热压烧结炉内的热压模具中,为了防止界面上出现氧化物,首先对HVRY-2型高真空高温热压烧结炉抽真空,当真空热压炉内真空度达到4.0×10
图1为本实施例制备的Al-CuZn3双金属导电材料的结合界面组织,在图1左侧为纯铝(Al),右侧为CuZn3合金,中间层状结构为界面过渡层与两侧的纯铝和纯铜紧密结合,且界面平整,没有其他缺陷存在,达到了优良的连接。
实施例4
称取质量比为1:5的H62黄铜和纯铜块,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
制备Al-CuZn6双金属导电材料,将纯铝加工成尺寸为Φ30mm×20mm圆柱体,同时,准备尺寸大小为Φ30mm×30mm的CuZn6合金;
将纯铝浸泡在5%氢氧化钠溶液中进行碱洗45s,再用酒精清洗;同时,将制备的CuZn6合金采用酒精清洗后保存备用;
将纯铝、CuZn6合金放置于HVRY-2型高真空高温热压烧结炉内的热压模具中,为了防止界面上出现氧化物,首先对HVRY-2型高真空高温热压烧结炉抽真空,当真空热压炉内真空度达到3.0×10
实施例5
称取质量比为1:3的H62黄铜和纯铜块,将H62黄铜与纯铜块放入石墨坩埚中,然后将坩埚放入感应熔炼炉内,对感应熔炼炉抽真空,当熔炼炉内真空度达到3.0×10
制备Al-CuZn9双金属导电材料,将纯铝加工成尺寸为Φ30mm×20mm圆柱体,同时,准备尺寸大小为Φ30mm×30mm的CuZn9合金;
将纯铝浸泡在5%氢氧化钠溶液中进行碱洗50s,再用酒精清洗;同时,将制备的CuZn9合金采用酒精清洗后保存备用;
将纯铝、CuZn9合金放置于HVRY-2型高真空高温热压烧结炉内的热压模具中,为了防止界面上出现氧化物,首先对HVRY-2型高真空高温热压烧结炉抽真空,当真空热压炉内真空度达到6.67×10
一种Al-CuZn双金属导电材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0