

IPC分类号 : D03D15/00,D06B5/06,D06C9/00,D06C17/00









专利摘要
本发明公开了保健型棉/石墨烯锦纶交织绸衬衫面料的生产方法,所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理成高档保健型衬衫面料成品。本发明制得的保健型棉/石墨烯锦纶交织绸衬衫面料,布面滑爽、抗菌抑菌、低温远红外发热、除臭吸附等多项保健功能及易于清洁。此发明可充分发挥石墨烯锦纶纤维具有超强的抗菌抑菌、除臭吸附、低温远红外发热等多项保健功能,加之发挥棉纤维具有良好的服用舒适性,可实现衬衫面料的高档化与保健化。
权利要求
1.一种保健型棉/石墨烯锦纶交织绸衬衫面料的加工方法,其特征在于:所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理成高档保健型衬衫面料成品;
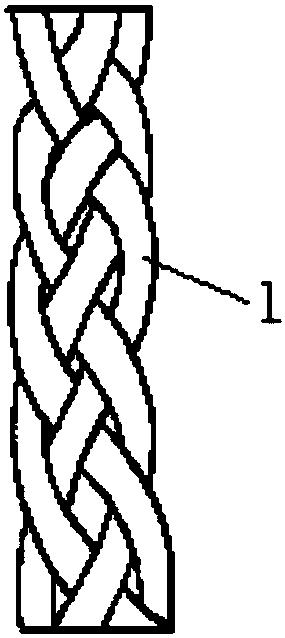
所述的低特精梳棉纱线密度范围在5.83tex-14.58tex之间,石墨烯锦纶长丝细度范围在40D-100D之间,分别用于生产各种规格保健型棉/石墨烯锦纶交织绸衬衫面料;
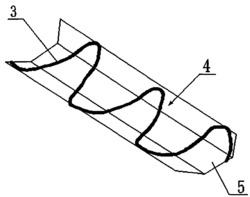
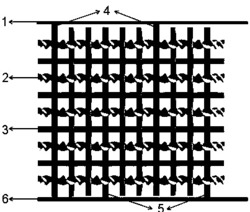
所述的保健型棉/石墨烯锦纶交织绸衬衫面料的组织结构为1/1平纹组织、3/1斜纹及平纹地小提花组织的其中一种,克重85-125g/m2;
所述经纱须经漂染,由于所用经纱为低特精梳棉纱,采用高温高压筒子染色工艺,以确保染色质量,色牢度及色泽差异得以保证,同时染浅色纱线时必须对纱线进行煮练漂白再染色,深色纱线染色一定控制好色牢度;
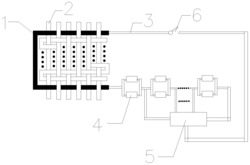
所述络筒时使用GA015型络筒机,配套采用电子清纱和手持式空气捻接器,同时应适当降低络筒速度、合理设计卷绕密度,以保证筒子成形良好,其主要络筒工艺设计为:络筒速度650-750m/min,络筒张力6-10g,圆盘式张力器,卷绕密度为0.45-0.48g/cm3;另外漂染时松筒卷绕密度为0.32-0.35g/cm3;
所述整经采用贝宁格ZDA型高速整经机,采用分色分层法进行排花,并合理配轴,由于经纱线密度较低,整经速度不宜过高,同时应保证色纱排列均匀片纱张力均匀,主要整经上机参数设计为:整经速度设计为800-1000m/min,筒子架上分九区段配置张力,整经张力调节范围5-10cN,经轴卷绕密度分别设计为0.52-0.55g/cm3;
所述浆纱采用GA308型双浆槽浆纱机,浆纱时采用接技变性淀粉为主并配以丙烯酸类浆料的混合浆液进行上浆,其上浆工艺路线采用“高压、高浓、低粘、小张力、重浸透、中上浆、高回潮”的上浆工艺路线,达到浸透与被覆并重,以提高浆纱耐磨性能、更好地贴伏纱线毛羽,并保证浆纱具有延伸性,其上浆工艺参数:上浆率为13±1%,回潮率为7±0.5%,伸长率小于1.0%,浆槽上浆温度为95℃,浆槽黏度为10s-12s,前压浆辊压力8-12KN、后压浆辊压力16-20KN,预烘筒温度为115℃、并合烘干烘筒温度为105℃,车速为35-45m/min;
所述织造时选用GTX-190型剑杆织机进行织造,其主要上机工艺参数设置如下:进剑时间在63-67°,退剑时间在285-294°;由于纬纱采用石墨烯锦纶长丝,其剑头钳口夹持力为普通同规格普通纱的1.2-1.6倍,具体数值为18-24cN,车速为450-520rpm、开口时间为310-320°、上机张力为4.5-5kN、梭口高度为32-34mm;
所述的保健型棉/石墨烯锦纶交织绸衬衫面料的加工方法,所述的精梳棉与石墨烯锦纶长丝交织成坯绸须经仿绸整理成品衬衫面料,后整理工艺流程:烧毛→退浆→柔软→仿绸整理剂处理→松式烘燥机烘燥→平幅定形→预缩;后整理时,须考虑到石墨烯锦纶长丝由于石墨烯的加入,同普通锦纶性能完全不同,且锦纶不耐高温,在后整理时应针对产品特点,合理调整工艺参数,烧毛温度不能过高、采用酶退浆、采用碱、柔软剂以及仿绸整理剂同浴化学处理加工、充分进行松式整理及平幅定形及预缩中应严格注意温度和车速的控制,一方面减少对石墨烯锦纶纤维损伤,确保其特有保健功能不受影响,另一方面使成品具有稳定的缩水率,充分体现出仿绸织物的风格。
说明书
技术领域
本发明属于织物加工领域,具体涉及一种保健型棉/石墨烯锦纶交织绸衬衫面料的加工方法。
背景技术
石墨烯是目前已知最薄的一种二维纳米材料,它具有优异电学性能、力学性能、热性能、光学性能。近年来石墨烯已广泛应用于新材料、能源、环境、纺织品、航空航天、国防等领域。
石墨烯织物是指石墨烯材料与普通纺织品有效结合,在保持纺织品各项基本性能的同时,具有石墨烯某一种或几种独特性质的纺织产品。石墨烯纺织品在导电、防辐射、防紫外线、抗菌、特殊防护和智能织物等领域都有巨大的应用前景。为此可将石墨烯应用于高档功能性面料加工上,如制备抗菌类保健织物,相对于传统的无机、有机抗菌剂,石墨烯基本没有细胞毒性,更适合与人体皮肤直接接触,具有亲肤养肤的作用,而且能保证抗菌效果会持续有效。
目前市场上已有将石墨烯材料掺入高分子粉料中,通过现有纤维工厂进行熔融或湿法纺丝,生产出具备石墨烯多种功能的石墨烯复合纤维,如石墨烯复合涤纶、锦纶、氨纶、腈纶等长丝制品。但未见有石墨烯锦纶纤维与精梳棉纱交织的保健型交织绸衬衫面料,而这类面料可充分发挥石墨烯锦纶纤维具有超强的抗菌抑菌、除臭吸附、低温远红外发热等多项功能,加之发挥棉纤维具有良好的服用舒适性,可实现衬衫面料的高档化与保健化。借鉴色织衬衫面料加工的一般原理,开发出低特精梳棉纱与石墨烯锦纶长丝交织绸这类保健型衬衫面料,可填补市场上此类产品的空白。
发明内容
发明目的:为了解决现有衬衫面料的保健功能单一及性能稳定性差等问题,本发明提供了一种保健型棉/石墨烯锦纶交织绸衬衫面料的加工方法,将低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料,此面料具有布面滑爽、抗菌抑菌、低温远红外发热、除臭吸附等多项保健功能及易于清洁。本发明充分发挥石墨烯锦纶纤维具有超强的抗菌抑菌、除臭吸附、低温远红外发热等多项保健功能,加之发挥棉纤维具有良好的服用舒适性,可实现衬衫面料的高档化与保健化。
技术方案:一种保健型棉/石墨烯锦纶交织绸衬衫面料的生产方法,所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理成高档保健型衬衫面料成品;
作为优化:所述的低特精梳棉纱线密度范围在5.83tex-14.58tex之间,石墨烯锦纶长丝细度范围在40D-100D之间,分别用于生产各种规格保健型棉/石墨烯锦纶交织绸衬衫面料。
作为优化:所述的保健型棉/石墨烯锦纶交织绸衬衫面料的组织结构可为1/1平纹组织、3/1斜纹及平纹地小提花组织等,克重85-125g/m2,其中的一种。
作为优化:经纱须经漂染,由于所用经纱为低特精梳棉纱,宜采用高温高压筒子染色工艺,以确保染色质量,尤其色牢度及色泽差异得以保证。同时染浅色纱线时必须对纱线进行煮练漂白再染色,深色纱线染色一定控制好色牢度。
作为优化:络筒时使用天津宏大GA015型络筒机。为提高络筒质量,应配套采用电子清纱和手持式空气捻接器,同时应适当降低络筒速度、合理设计卷绕密度,以保证筒子成形良好,其主要络筒工艺设计为:络筒速度650-750m/min,络筒张力6-10g(圆盘式张力器),卷绕密度为0.45-0.48g/cm3;另外漂染时松筒卷绕密度偏低掌握,宜选为0.32-0.35g/cm3。
作为优化:整经采用贝宁格ZDA型高速整经机,针对该条子布的生产特点,应采用分色分层法进行排花,并合理配轴。由于经纱线密度较低,整经速度不宜过高,同时应保证色纱排列均匀片纱张力均匀。主要整经上机参数设计为:整经速度设计为800-1000m/min,筒子架上分九区段配置张力,整经张力调节范围5-10cN,经轴卷绕密度分别设计为0.52-0.55g/cm3。
作为优化:浆纱采用国产GA308型双浆槽浆纱机,浆纱时采用接技变性淀粉为主并配以丙烯酸类浆料的混合浆液进行上浆,其上浆工艺路线为宜采用“高压、高浓、低粘、小张力、重浸透、中上浆、高回潮”的上浆工艺路线,达到浸透与被覆并重,以提高浆纱耐磨性能、更好地贴伏纱线毛羽,并保证浆纱具有延伸性。其上浆工艺参数:上浆率为13±1%,回潮率为7±0.5%,伸长率小于1.0%,浆槽上浆温度为95℃,浆槽黏度为10s-12s,前压浆辊压力8-12KN、后压浆辊压力16-20KN,预烘筒温度为115℃、并合烘干烘筒温度为105℃,车速为35-45m/min。
作为优化:织造时选用比利时毕加诺GTX-190型剑杆织机进行织造,其主要上机工艺参数设置如下:进剑时间在63-67°,退剑时间在285-294°;由于纬纱采用石墨烯锦纶长丝,其剑头钳口夹持力为普通同规格普通纱的1.2-1.6倍,具体数值为18-24cN,车速为450-520rpm、开口时间为310-320°、上机张力为4.5-5kN、梭口高度为32-34mm。
作为优化:所述的精梳棉与石墨烯锦纶长丝交织成坯绸须经仿绸整理成衬衫面料成品。后整理工艺流程:烧毛→退浆→柔软→仿绸整理剂处理(绳状)→松式烘燥机烘燥→平幅定形→预缩。后整理时,须考虑到石墨烯锦纶长丝由于石墨烯的加入,同普通锦纶性能完全不同,且锦纶不耐高温,在后整理时应针对产品特点,合理调整工艺参数,如烧毛温度不能过高、采用酶退浆、采用碱、柔软剂以及仿绸整理剂同浴化学处理加工、充分进行松式整理及平幅定形及预缩中应严格注意温度和车速的控制等措施,一方面减少对石墨烯涤纶纤维损伤,确保其特有保健功能不受影响,另一方面使成品具有稳定的缩水率,充分体现出仿绸织物的风格。
有益效果:本发明制得的保健型棉/石墨烯锦纶交织绸衬衫面料,该面料布面滑爽、抗菌抑菌、低温远红外发热、除臭吸附等多项保健功能及易于清洁。此发明可充分发挥石墨烯锦纶纤维具有超强的抗菌抑菌、除臭吸附、低温远红外发热等多项保健功能,加之发挥具有良好的服用舒适性,可实现衬衫面料的高档化与保健化。
本发明的生产工艺独特且合理,工艺流程短,生产效率高,生产成本较低,工艺实施方便,产品质量稳定。该面料经测试:经纬向水洗尺寸变化率均在3.0%以内符合FZ/T62007-2003标准一等品指标要求;产品保健性能指标测试结果为:GB/T30127-2013标准下的远红外发射率达85%、远红外辐射温升1.5℃,GB/T20944.3-2008标准下的抑菌率>99%,数据表明该产品确具多项保健功能。
具体实施方式
下面结合具体实施例对本发明进行详细阐述。
具体实施例一:
一种保健型棉/石墨烯锦纶交织绸衬衫面料的生产方法,所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理成高档保健型衬衫面料成品;
所述的低特精梳棉纱线密度范围在5.83tex,石墨烯锦纶长丝细度范围在40D,分别用于生产各种规格保健型棉/石墨烯锦纶交织绸衬衫面料。
所述的保健型棉/石墨烯锦纶交织绸衬衫面料的组织结构可为1/1平纹组织、3/1斜纹及平纹地小提花组织等,克重85g/m2,其中的一种。
经纱须经漂染,由于所用经纱为低特精梳棉纱,宜采用高温高压筒子染色工艺,以确保染色质量,尤其色牢度及色泽差异得以保证。同时染浅色纱线时必须对纱线进行煮练漂白再染色,深色纱线染色一定控制好色牢度。
络筒时使用天津宏大GA015型络筒机。为提高络筒质量,应配套采用电子清纱和手持式空气捻接器,同时应适当降低络筒速度、合理设计卷绕密度,以保证筒子成形良好,其主要络筒工艺设计为:络筒速度650m/min,络筒张力6g(圆盘式张力器),卷绕密度为0.45g/cm3;另外漂染时松筒卷绕密度偏低掌握,宜选为0.32g/cm3。
整经采用贝宁格ZDA型高速整经机,针对该条子布的生产特点,应采用分色分层法进行排花,并合理配轴。由于经纱线密度较低,整经速度不宜过高,同时应保证色纱排列均匀片纱张力均匀。主要整经上机参数设计为:整经速度设计为800m/min,筒子架上分九区段配置张力,整经张力调节范围5cN,经轴卷绕密度分别设计为0.52g/cm3。
浆纱采用国产GA308型双浆槽浆纱机,浆纱时采用接技变性淀粉为主并配以丙烯酸类浆料的混合浆液进行上浆,其上浆工艺路线为宜采用“高压、高浓、低粘、小张力、重浸透、中上浆、高回潮”的上浆工艺路线,达到浸透与被覆并重,以提高浆纱耐磨性能、更好地贴伏纱线毛羽,并保证浆纱具有延伸性。其上浆工艺参数:上浆率为13±1%,回潮率为7±0.5%,伸长率小于1.0%,浆槽上浆温度为95℃,浆槽黏度为10s,前压浆辊压力8KN、后压浆辊压力16KN,预烘筒温度为115℃、并合烘干烘筒温度为105℃,车速为35m/min。
织造时选用比利时毕加诺GTX-190型剑杆织机进行织造,其主要上机工艺参数设置如下:进剑时间在63°,退剑时间在285°;由于纬纱采用石墨烯锦纶长丝,其剑头钳口夹持力为普通同规格普通纱的1.2倍,具体数值为18cN,车速为450rpm、开口时间为310°、上机张力为4.5kN、梭口高度为32mm。
所述的精梳棉与石墨烯锦纶长丝交织成坯绸须经仿绸整理成品衬衫面料。后整理工艺流程:烧毛→退浆→柔软→仿绸整理剂处理(绳状)→松式烘燥机烘燥→平幅定形→预缩。后整理时,须考虑到石墨烯锦纶长丝由于石墨烯的加入,同普通锦纶性能完全不同,且锦纶不耐高温,在后整理时应针对产品特点,合理调整工艺参数,如烧毛温度不能过高、采用酶退浆、采用碱、柔软剂以及仿绸整理剂同浴化学处理加工、充分进行松式整理及平幅定形及预缩中应严格注意温度和车速的控制等措施,一方面减少对石墨烯涤纶纤维损伤,确保其特有保健功能不受影响,另一方面使成品具有稳定的缩水率,充分体现出仿绸织物的风格。
具体实施例二:
一种保健型棉/石墨烯锦纶交织绸衬衫面料的生产方法,所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理高档保健型衬衫面料成品;
所述的低特精梳棉纱线密度范围为14.58tex,石墨烯锦纶长丝细度范围在100D,分别用于生产各种规格保健型棉/石墨烯锦纶交织绸衬衫面料。
所述的保健型棉/石墨烯锦纶交织绸衬衫面料的组织结构可为1/1平纹组织、3/1斜纹及平纹地小提花组织等,克重125g/m2,其中的一种。
经纱须经漂染,由于所用经纱为低特精梳棉纱,宜采用高温高压筒子染色工艺,以确保染色质量,尤其色牢度及色泽差异得以保证。同时染浅色纱线时必须对纱线进行煮练漂白再染色,深色纱线染色一定控制好色牢度。
络筒时使用天津宏大GA015型络筒机。为提高络筒质量,应配套采用电子清纱和手持式空气捻接器,同时应适当降低络筒速度、合理设计卷绕密度,以保证筒子成形良好,其主要络筒工艺设计为:络筒速度750m/min,络筒张力10g(圆盘式张力器),卷绕密度为0.48g/cm3;另外漂染时松筒卷绕密度偏低掌握,宜选为0.35g/cm3。
整经采用贝宁格ZDA型高速整经机,针对该条子布的生产特点,应采用分色分层法进行排花,并合理配轴。由于经纱线密度较低,整经速度不宜过高,同时应保证色纱排列均匀片纱张力均匀。主要整经上机参数设计为:整经速度设计为1000m/min,筒子架上分九区段配置张力,整经张力调节范围10cN,经轴卷绕密度分别设计为0.55g/cm3。
浆纱采用国产GA308型双浆槽浆纱机,浆纱时采用接技变性淀粉为主并配以丙烯酸类浆料的混合浆液进行上浆,其上浆工艺路线为宜采用“高压、高浓、低粘、小张力、重浸透、中上浆、高回潮”的上浆工艺路线,达到浸透与被覆并重,以提高浆纱耐磨性能、更好地贴伏纱线毛羽,并保证浆纱具有延伸性。其上浆工艺参数:上浆率为13±1%,回潮率为7±0.5%,伸长率小于1.0%,浆槽上浆温度为95℃,浆槽黏度为12s,前压浆辊压力12KN、后压浆辊压力20KN,预烘筒温度为115℃、并合烘干烘筒温度为105℃,车速为45m/min。
织造时选用比利时毕加诺GTX-190型剑杆织机进行织造,其主要上机工艺参数设置如下:进剑时间在67°,退剑时间在294°;由于纬纱采用石墨烯锦纶长丝,其剑头钳口夹持力为普通同规格普通纱的1.6倍,具体数值为24cN,车速为520rpm、开口时间为320°、上机张力为5kN、梭口高度为34mm。
所述的精梳棉与石墨烯锦纶长丝交织成坯绸须经仿绸整理成品衬衫面料。后整理工艺流程:烧毛→退浆→柔软→仿绸整理剂处理(绳状)→松式烘燥机烘燥→平幅定形→预缩。后整理时,须考虑到石墨烯锦纶长丝由于石墨烯的加入,同普通锦纶性能完全不同,且锦纶不耐高温,在后整理时应针对产品特点,合理调整工艺参数,如烧毛温度不能过高、采用酶退浆、采用碱、柔软剂以及仿绸整理剂同浴化学处理加工、充分进行松式整理及平幅定形及预缩中应严格注意温度和车速的控制等措施,一方面减少对石墨烯涤纶纤维损伤,确保其特有保健功能不受影响,另一方面使成品具有稳定的缩水率,充分体现出仿绸织物的风格。
具体实施例三:
一种保健型棉/石墨烯锦纶交织绸衬衫面料的生产方法,所述保健型棉/石墨烯锦纶交织绸衬衫面料采用低特精梳棉纱经染色后与石墨烯锦纶长丝进行交织成坯绸,再经仿绸整理成高档保健型衬衫面料;具体为:经纱采用低特精梳棉纱先染色再络筒,经分批整经,再经浆纱制成织轴,在剑杆织机上与石墨烯锦纶长丝进行交织生产出坯绸,经下机织物整理后,再退浆并经仿绸整理高档保健型衬衫面料成品;
所述的低特精梳棉纱线密度范围在11.7tex,石墨烯锦纶长丝细度范围在60D,分别用于生产各种规格保健型棉/石墨烯锦纶交织绸衬衫面料。
所述的保健型棉/石墨烯锦纶交织绸衬衫面料的组织结构可为1/1平纹组织、3/1斜纹及平纹地小提花组织等,克重114g/m2,其中的一种。
经纱须经漂染,由于所用经纱为低特精梳棉纱,宜采用高温高压筒子染色工艺,以确保染色质量,尤其色牢度及色泽差异得以保证。同时染浅色纱线时必须对纱线进行煮练漂白再染色,深色纱线染色一定控制好色牢度。
络筒时使用天津宏大GA015型络筒机。为提高络筒质量,应配套采用电子清纱和手持式空气捻接器,同时应适当降低络筒速度、合理设计卷绕密度,以保证筒子成形良好,其主要络筒工艺设计为:络筒速度680m/min,络筒张力8g(圆盘式张力器),卷绕密度为0.47g/cm3;另外漂染时松筒卷绕密度偏低掌握,宜选为0.34g/cm3。
整经采用贝宁格ZDA型高速整经机,针对该条子布的生产特点,应采用分色分层法进行排花,并合理配轴。由于经纱线密度较低,整经速度不宜过高,同时应保证色纱排列均匀片纱张力均匀。主要整经上机参数设计为:整经速度设计为900m/min,筒子架上分九区段配置张力,整经张力调节范围8cN,经轴卷绕密度分别设计为0.54g/cm3。
浆纱采用国产GA308型双浆槽浆纱机,浆纱时采用接技变性淀粉为主并配以丙烯酸类浆料的混合浆液进行上浆,其上浆工艺路线为宜采用“高压、高浓、低粘、小张力、重浸透、中上浆、高回潮”的上浆工艺路线,达到浸透与被覆并重,以提高浆纱耐磨性能、更好地贴伏纱线毛羽,并保证浆纱具有延伸性。其上浆工艺参数:上浆率为13±1%,回潮率为7±0.5%,伸长率小于1.0%,浆槽上浆温度为95℃,浆槽黏度为11s,前压浆辊压力10KN、后压浆辊压力18KN,预烘筒温度为115℃、并合烘干烘筒温度为105℃,车速为39m/min。
织造时选用比利时毕加诺GTX-190型剑杆织机进行织造,其主要上机工艺参数设置如下:进剑时间在65°,退剑时间在290°;由于纬纱采用石墨烯锦纶长丝,其剑头钳口夹持力为普通同规格普通纱的1.4倍,具体数值为22cN,车速为490rpm、开口时间为316°、上机张力为4.8kN、梭口高度为33mm。
所述的精梳棉与石墨烯锦纶长丝交织成坯绸须经仿绸整理成品衬衫面料。后整理工艺流程:烧毛→退浆→柔软→仿绸整理剂处理(绳状)→松式烘燥机烘燥→平幅定形→预缩。后整理时,须考虑到石墨烯锦纶长丝由于石墨烯的加入,同普通锦纶性能完全不同,且锦纶不耐高温,在后整理时应针对产品特点,合理调整工艺参数,如烧毛温度不能过高、采用酶退浆、采用碱、柔软剂以及仿绸整理剂同浴化学处理加工、充分进行松式整理及平幅定形及预缩中应严格注意温度和车速的控制等措施,一方面减少对石墨烯涤纶纤维损伤,确保其特有保健功能不受影响,另一方面使成品具有稳定的缩水率,充分体现出仿绸织物的风格。
本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本发明的保护范围之内。
一种保健型棉/石墨烯锦纶交织绸衬衫面料的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0