









专利摘要
本发明涉及一种凹坑传热管生产线用自动送料装置,由堆料系统,排管系统,顶管系统,送料系统,对中系统,夹紧系统构成,其特征为:堆料系统螺栓紧固连接有排管系统;堆料系统底部配合安装有顶管系统,顶管系统的挡料块与送料系统接触;送料系统的两端底部螺栓连接有对中系统;夹紧系统通过螺栓紧固连接于送料系统左端。装置工作时:采用顶料气缸实现光管自动上料;采用伺服电机与滚珠丝杠实现自动推料;采用对中系统实现送料装置高度调节。与现有技术相比,本发明结构简单,能实现凹坑管自动化送料作业,且装置适用于不同管径的光管;此外,本发明还能提高凹坑管自动化程度,提高凹坑管生产效率,从而降低凹坑管生产制造成本。
权利要求
1.一种凹坑传热管生产线用自动送料装置,由堆料系统(1),排管系统(2),顶管系统(3),送料系统(4),对中系统(5),夹紧系统(6)构成,其特征为:堆料系统(1)前端左右两侧螺栓紧固连接有排管系统(2),堆料系统(1)底部配合安装有顶管系统(3),顶管系统(3)的挡料块(33)与送料系统(4)接触,送料系统(4)的两端底部螺栓连接有对中系统(5),夹紧系统(6)通过螺栓紧固连接于送料系统(4)左端;
所述堆料系统(1)包括堆料架(11)、堆料板(12)、挡板(13);所述堆料架(11)为方形框架结构,堆料架(11)的顶部焊接有堆料板(12);所述堆料板(12)由水平板(14)和斜板(15)构成,水平板(14)上堆放有多层光管,斜板(15)上堆放有一层光管;水平板(14)尾部螺栓连接有挡板(13);斜板(15)上表面左右两侧螺栓分别连接有排管系统(2);斜板(15)上表面前端焊接有顶管系统(3)的挡料块(33);
所述送料系统(4)包括送料槽(41)、推料板(42)、推料座(43)、滚珠丝杠(44)、导轨(45)、伺服电机(46)、支撑板(47);所述送料槽(41)横截面呈V形,送料槽(41)的底面设计有沿长度方向的贯通沟槽(48),贯通沟槽(48)内有推料板(42)穿过;送料槽(41)的两端顶部表面设计有通孔,螺栓穿过通孔将送料槽(41)紧固于对中系统(5)上表面;送料槽(41)左侧端部设计有贯通的横向缺口(49),横向缺口(49)内有夹爪缸(62)穿过;横向缺口(49)处的下端面设计有螺纹孔,螺栓穿过螺纹孔将夹紧系统(6)紧固于送料槽(41)下表面;所述推料板(42)上端呈三角形,下端呈L形,所述推料板(42)上端安装于送料槽(41)内,推料板(42)下端安装于推料座(43)内;推料板(42)的下端设计有2~4个通孔;所述推料座(43)顶部中心处设计有装配推料板(42)的方腔;推料座(43)前端面设计有2~4个横向通孔,螺栓穿过通孔将推料板(42)连接于推料座(43)的方腔内;推料座(43)安装于滚珠丝杠(44)上并形成滑动副;滚珠丝杠(44)通过螺栓紧固于支撑板(47)上;推料座(43)内部安装有丝杠螺母,丝杠螺母内安装有滚珠丝杠(44),滚珠丝杠(44)右端连接有伺服电机(46)。
2.根据权利要求1所述的一种凹坑传热管生产线用自动送料装置,所述顶管系统(3)包括顶管气缸(31)、顶料块(32)、挡料块(33);所述顶管气缸(31)安放于堆料系统(1)的下部,顶管气缸(31)的活塞杆通过螺纹连接有顶料块(32);所述顶料块(32)呈直接三角形,顶料块(32)的三角形顶尖正对于两光管的间隙;所述挡料块(33)呈直角三角形并焊接于斜板(15)的上表面端部。
3.根据权利要求1所述的一种凹坑传热管生产线用自动送料装置,所述对中系统(5)包括垫板(51)、门形机架(52)、连接板(53)、顶升螺栓(54)、紧固螺栓(55);所述垫板(51)上表面焊接有门形机架(52);所述门形机架(52)的中上内部焊接有连接板(53);所述连接板(53)端面设计有通孔,螺栓穿过通孔将支撑板(47)紧固于连接板(53)上表面;所述门形机架(52)上表面设计有顶升螺纹孔和紧固螺纹孔,顶升螺纹孔内配合安装有顶升螺栓(54),顶升螺栓(54)顶部接触有送料槽(41);紧固螺栓(55)穿过送料槽(41)的通孔与紧固螺纹孔将送料槽(41)紧固于门形机架(52)上表面。
4.根据权利要求1所述的一种凹坑传热管生产线用自动送料装置,所述夹紧系统(6)包括夹紧气缸(61)、夹爪(62)、固定座(63);所述夹紧气缸(61)的活塞杆处螺纹连接有夹爪(62);所述夹爪(62)呈V形;所述固定座(63)呈L形,夹紧气缸(61)通过螺栓紧固于固定座(63)侧面,固定座(63)通过螺栓连接紧固于送料槽(41)底面。
说明书
技术领域
本发明涉及凹坑传热管加工成型领域,特别涉及一种凹坑传热管生产线用自动送料装置。
背景技术
传热是一种非常普遍的自然现象,是动力、核能、电子、交通、制冷、化工、石油、航空航天等工业中的常见过程。而换热器在上述各工业中占据关键地位,换热器不仅是保证整个工程设备正常运转不可缺少的部件,而且在金属消耗、动力消耗和资本投资等方面,都在整个工程中占有重要份额。以电厂为例,如果将锅炉也作为换热设备,则换热器的资本投资约占电厂总投资的70%;在石油化工中,换热器的投资在总投资的50%;此外,由于世界上煤、石油、天然气等不可再生资源的日益减少,提高换热器能源利用率,减少能源浪费也势在必行。此可见,换热器的合理设计对于节约资源、减少金属材的料消耗是十分重要的。传热管的换热性能对换热器的换热性能其决定性作用,是换热器的核心工作元件,因此提高换热管的换热性能就能极大的改善换热器的热能利用率,从而减少资源、金属材料的消耗。为提高换热管的性能,常采用强化传热技术;所谓强化传热技术就是力求换热器在单位时间内、单位面积上传递的热量更多。现有的强化传热技术包括开发各类型的强化传热管,如缩放管、波纹管、螺旋槽纹管,及其他类型强化传热管。而凹坑传热管是国内外近期兴起的一种高效传热管,其具有很多特点。
凹坑传热管作为一种新型高效强化传热管,具有如下特点:1)当流体流经凹坑管段时,由于边界层的分离效果,流体在凹坑后形成横向涡流,涡流一旦形成就向管中心移动并逐渐扩大,形成涡流,涡流增大了边界层内流体的混合作业用,可以大大提高传热系数;2)由于凹坑传热管的缩放冲刷作用,使得管内外抗污垢性能优越;3)凹坑传热管由于凹坑的作用,使凹坑传热管的抗热应力能较普通光管强;4)由于凹坑管凹坑的布置形式,可减小流体压力损失,进而可选用小功率泵;5)凹坑传热管由于凹坑的作用,使传热面积增大,且增强了流体的湍流。因此,在相同换热量条件下,采用凹坑传热管能减小换热器所占空间体积、并减轻重量。
近年来,国内公开的凹坑传热管加工制造装置较多,如:专利号“CN2017106146693”一种冲压式工业高效管成型台、专利号“CN2017106146640”一种多液缸式丁胞传热管挤压成型装置、专利号“CN201710614666X”一种交错式丁胞传热管挤压成型装置,专利号“CN201710614658.5”一种楔式丁胞传热管挤压成型装置。
此外,近年来,国内对凹坑管挤压装置也有较多公开,如:专利号“CN2017106146693”一种冲压式工业高效管成型台、专利号“CN2017106146640”一种多液缸式丁胞传热管挤压成型装置、专利号“CN201710614666X”一种交错式丁胞传热管挤压成型装置,专利号“CN201710614658.5”一种楔式丁胞传热管挤压成型装置。
然而,虽然目前有多种凹坑传热管加工制造装置,但是凹坑管生产加工时需要人工送管与卸管,从而导致凹坑管生产线自动化程度较低,凹坑管生产制造成本较高。
发明内容
为了克服现有凹坑传热管成型装备的上述缺点,本发明的目的在于提供一种凹坑传热管生产线用送料装置,该装置通过顶料气缸实现光管自动上料,通过滚珠丝杠实现光管自动推料,进而提高凹坑管生产线的自动化程度,降低凹坑管生产成本。
为了达到上述目的,本发明的技术方案是这样实现的:
一种凹坑传热管生产线用自动送料装置,由堆料系统1,排管系统2,顶管系统3,送料系统4,对中系统5,夹紧系统6构成,其特征为:堆料系统1前端左右两侧螺栓紧固连接有排管系统2,堆料系统1底部配合安装有顶管系统3,顶管系统3的挡料块33与送料系统4接触,送料系统4的两端底部螺栓连接有对中系统5,夹紧系统6通过螺栓紧固连接于送料系统4左端;
所述堆料系统1包括堆料架11、堆料板12、挡板13;所述堆料架11为方形框架结构,堆料架11的顶部焊接有堆料板12;所述堆料板12由水平板14和斜板15构成,水平板14上堆放有多层光管,斜板15上堆放有一层光管;水平板14尾部螺栓连接有挡板13;斜板15上表面左右两侧螺栓分别连接有排管系统2;斜板15上表面前端焊接有顶管系统3的挡料块33。
所述送料系统4包括送料槽41、推料板42、推料座43、滚珠丝杠44、导轨45、伺服电机46、支撑板47;所述送料槽41横截面呈V形,送料槽41的底面设计有沿长度方向的贯通沟槽48,贯通沟槽48内有推料板42穿过;送料槽41的两端顶部表面设计有通孔,螺栓穿过通孔将送料槽41紧固于对中系统5上表面;送料槽41左侧端部设计有贯通的横向缺口49,横向缺口49内有夹爪缸62穿过;横向缺口49处的下端面设计有螺纹孔,螺栓穿过螺纹孔将夹紧系统6紧固于送料槽41下表面;所述推料板42上端呈三角形,下端呈L形,所述推料板42上端安装于送料槽41内,推料板42下端安装于推料座43内;推料板42的下端设计有2~4个通孔;所述推料座43顶部中心处设计有装配推料板42的方腔;推料座43前端面设计有2~4个横向通孔,螺栓穿过通孔将推料板42连接于推料座43的方腔内;推料座43安装于滚珠丝杠44上并形成滑动副;滚珠丝杠44通过螺栓紧固于支撑板47上;推料座43内部安装有丝杠螺母,丝杠螺母内安装有滚珠丝杠44,滚珠丝杠44右端连接有伺服电机46。
所述顶管系统3包括顶管气缸31、顶料块32、挡料块33;所述顶管气缸31安放于堆料系统1的下部,顶管气缸31的活塞杆通过螺纹连接有顶料块32;所述顶料块32呈直接三角形,顶料块32的三角形顶尖正对于两光管的间隙;所述挡料块33呈直角三角形并焊接于斜板15的上表面端部。
所述对中系统5包括垫板51、门形机架52、连接板53、顶升螺栓54、紧固螺栓55;所述垫板51上表面焊接有门形机架52;所述门形机架52的中上内部焊接有连接板53;所述连接板53端面设计有通孔,螺栓穿过通孔将支撑板47紧固于连接板53上表面;所述门形机架52上表面设计有顶升螺纹孔和紧固螺纹孔,顶升螺纹孔内配合安装有顶升螺栓54,顶升螺栓54顶部接触有送料槽41;紧固螺栓55穿过送料槽41的通孔与紧固螺纹孔将送料槽41紧固于门形机架52上表面。
所述夹紧系统6包括夹紧气缸61、夹爪62、固定座63;所述夹紧气缸61的活塞杆处螺纹连接有夹爪62;所述夹爪62呈V形;所述固定座63呈L形,夹紧气缸61通过螺栓紧固于固定座63侧面,固定座63通过螺栓连接紧固于送料槽41底面。
与现有技术比较,本发明的有益效果是:1、本发明所述的一种凹坑传热管生产线用送料装置,该装置采用顶料气缸实现光管自动上料,因此结构简单,自动化程度高,可进一步提高凹坑管生产效率,降低凹坑管生产成本。2、本发明采用伺服电机与滚珠丝杠的传动方式推送光管进入挤压机,因而,光管推送精确,控制系统简单,凹坑管参数产品质量高。3、本发明设计有对中系统,可调整送料槽的高度,从而确保光管的中心线与挤压机的中心线重合,并使送料系统适用于推送不同直径的光管。4、本发明的夹紧系统,可以防止压头在挤压光管过程中,光管发生晃动或挤压偏移,从而影响凹坑管生产质量。
附图说明
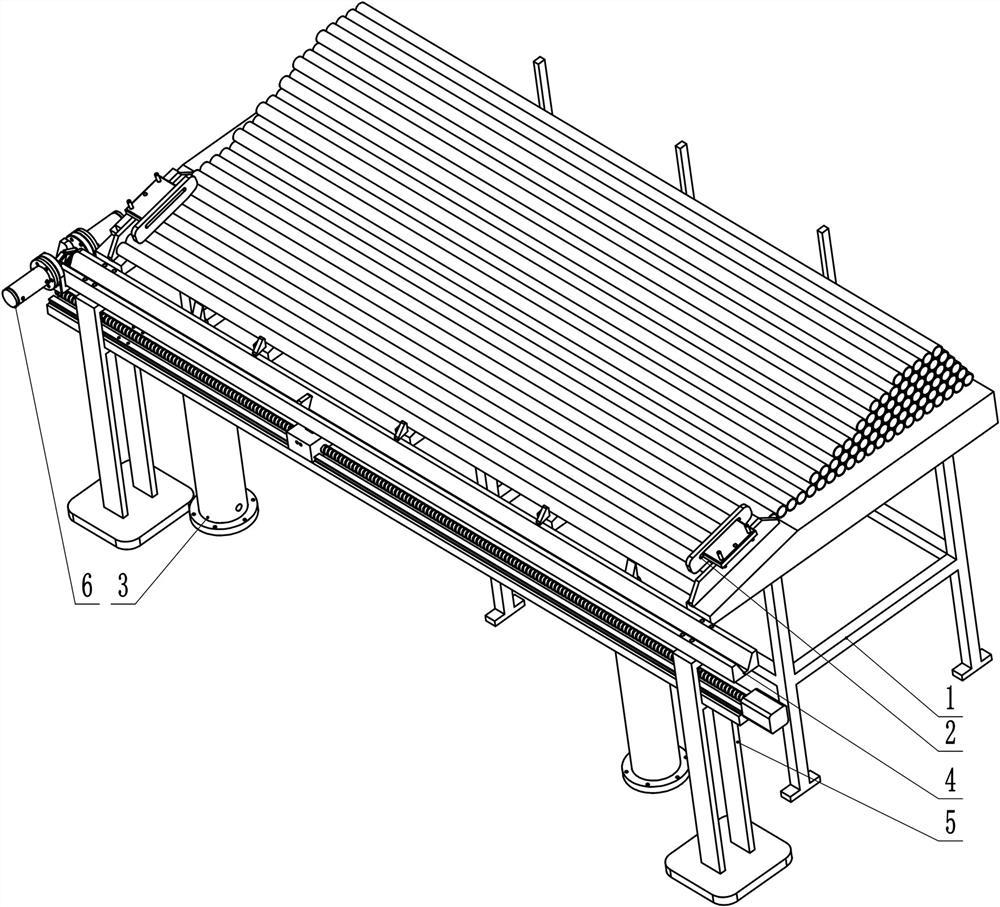
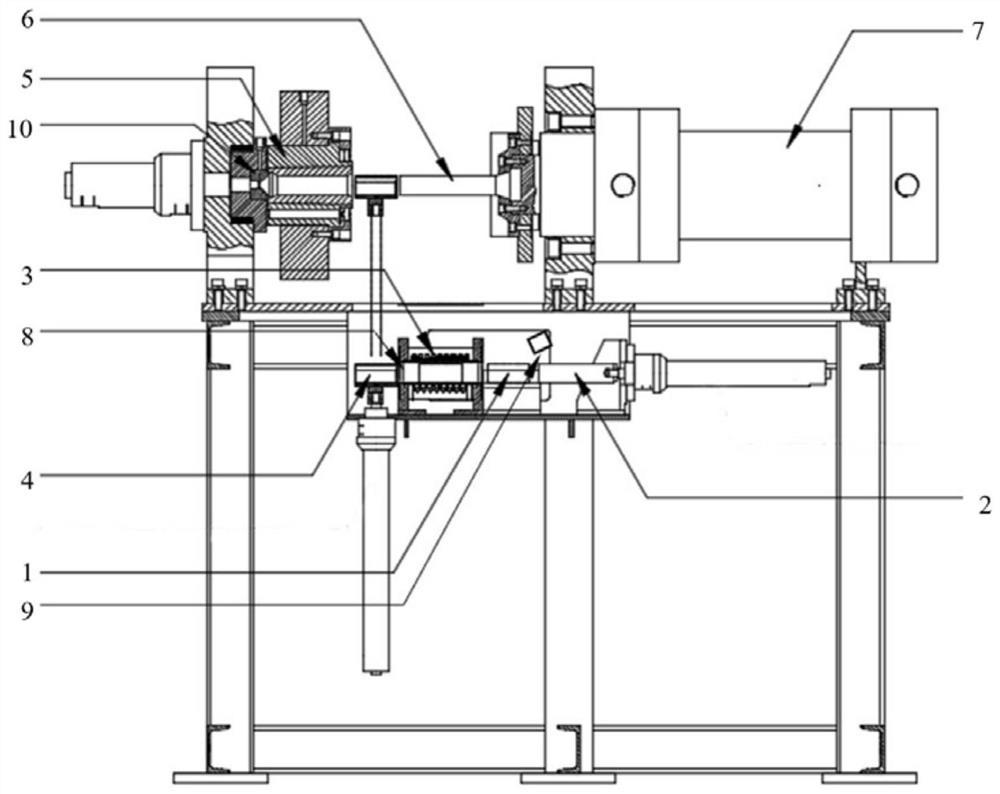
图1为本发明三维示意图。
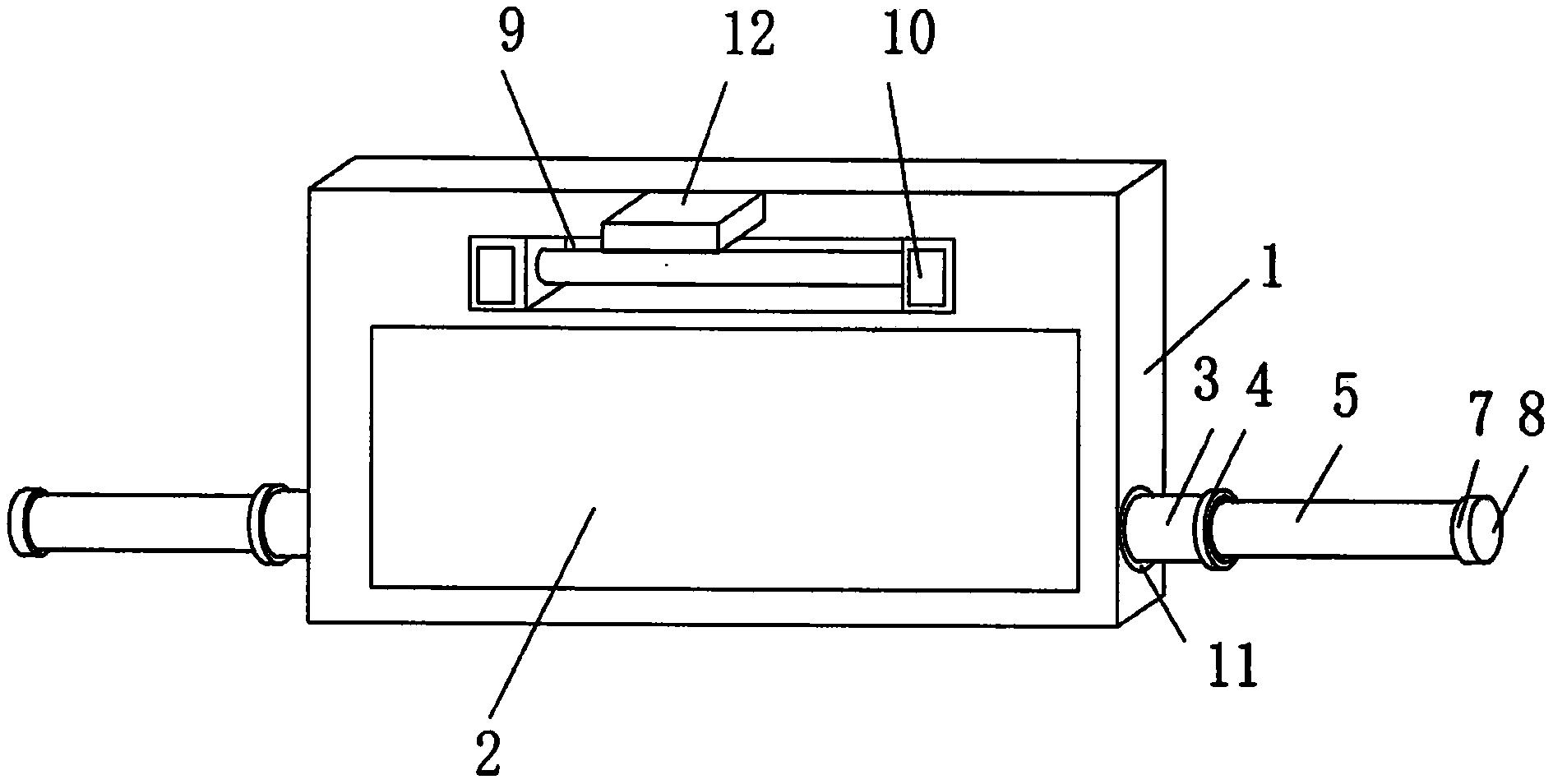
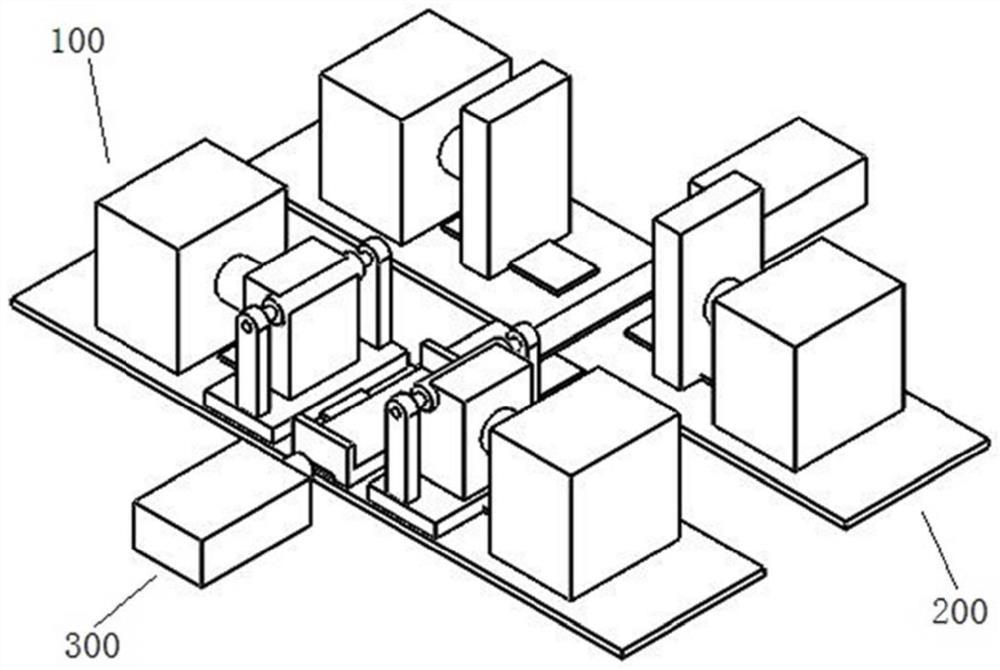
图2为本发明在凹坑管生产线中的位置关系示意图。
图3为堆料系统三维示意图。
图4为堆料系统存放光管时的示意图。
图5为排管系统三维示意图。
图6为顶管系统与堆料系统的位置关系示意图。
图7为顶管系统分解三维示意图。
图8为送料系统三维示意图。
图9为送料系统分解示意图。
图10为送料槽左端局部方放大示意图。
图11为送料系统部分零部件示意图。
图12为推料板三维示意图。
图13为推料板与推料座的连示意图。
图14为对中系统三维示意图。
图15为对中系统分解示意图。
图16为对夹紧系统与送料槽的连接示意图。
图中:
1.堆料系统,11.堆料架,12.堆料板,13.挡板,14.水平板,15.斜板。
2.排管系统,21.固定板,22.对齐板,23.T形板。
3.顶管系统,31.顶管气缸,32.顶料块,33.挡料块。
4.送料系统,41.送料槽,42.推料板,43.推料座,44.滚珠丝杠,45.导轨,46.伺服电机,47.支撑板,48.贯通沟槽,49.横向缺口。
5.对中系统,51.垫板,52.门形机架,53.连接板,54.顶升螺栓,55.紧固螺栓。
6.夹紧系统,61.夹紧气缸,62.夹爪,63.固定座。
具体实施方式
下面结合附图对本发明做进一步详细叙述。
参照图1~图2,一种凹坑传热管生产线用送料装置,由堆料系统1,排管系统2,顶管系统3,送料系统4,对中系统5,夹紧系统6构成。装配关系为:堆料系统1前端左右两侧螺栓紧固连接有排管系统2;堆料系统1底部配合安装有顶管系统3,顶管系统3的挡料块33与送料系统4接触;送料系统4的两端底部螺栓连接有对中系统5;夹紧系统6通过螺栓紧固连接于送料系统4左端。
送料装置的工作原理为:1准备工作:首先,光管堆放在堆料板12的水平板14上和斜板15上;2顶管过程:当需要送料时,顶管气缸31的活塞杆伸长并使三角形顶料块32插入光管间隙中,从而在斜面的作用下使光管翻越挡料块33,进而使光管落入送料槽41中;3送料过程:光管落入送料槽41后,启动伺服马达使滚珠丝杠44旋转,从而使推料板42推动光管进入挤压机,进而实现自动化送料作业。
参照图3~图4,堆料系统1主要用于储备光管,并为排管系统2的安装提供空间。堆料系统1包括堆料架11、堆料板12。所述堆料架11为长方形框架结构,堆料架11的顶部焊接有堆料板12。所述堆料板12由水平板14和斜板15构成,水平板14用于堆放待挤压的光管;斜板15则用于使光管在重力作用下沿斜板15滑动,从而实现光管自动填补空隙的目的。斜板15的上表面螺栓连接有排管系统2。
参照图5,排管系统2主要用于使光管呈单层排布。所述排管系统2包括固定板21,对齐板22,T形板23。固定板21通过螺栓连接紧固于堆料板12上端面。固定板21前侧通过螺栓连接有对齐板22,所述对齐板22用于使光管端部对齐。固定板21的顶部螺栓连接有T形板23,所述T形板23用于调节T形板23与堆料板12的间隙高度,从而确保只有一排光管进入排管系统2。
参照图6~图7,顶料系统用于使排列在堆料架11上的光管落入送料槽41中,实现光管自动上料功能。所述顶管系统3包括顶管气缸31、顶料块32、挡料块33。所述顶管气缸31安放于堆料系统1的下部;顶管气缸31的活塞杆通过螺纹连接有顶料块32。所述顶料块32呈直接三角形,顶料块32的三角形顶尖正好对于两光管的间隙。所述挡料块33呈直角三角形并焊接于斜板15的上表面端部,进而阻挡堆斜板15上的光管下滑。
顶料系统的工作原理为:启动气泵,顶管气缸31的进气腔充气,从而使顶管气缸31的活塞杆伸长;活塞杆伸长后,其螺纹连接的顶料块32正好插入两光管的间隙中使第一根光管被顶起,并在顶料块32的斜面作用下使第一根光管落入送料槽41中,实现自动上料过程;随后顶管气缸31的进气腔停止充气,出气腔开始充气,从而使活塞杆缩短至初始位置;最后,第二根光管在斜板15与重力作用下沿斜板15下滑,并最后占据第一根光管的位置。
参照图8~图9,送料系统4用于推送光管进入挤压机,从而实现光管自动送料过程。所述送料系统4包括送料槽41、推料板42、推料座43、滚珠丝杠44、导轨45、伺服电机46、支撑板47。
送料系统4的工作原理为:伺服电机46旋转带动滚珠丝杠旋转,滚珠丝杠44旋转从而带动推料座43轴向移动;推料座43轴向移动从而带动推料板42推动光管进入挤压机,从而实现光管的自动化送料。
参照图10~图11,所述送料槽41横截面呈V形,V形槽内接触有光管。送料槽41的底面设计有沿长度方向的贯通沟槽48,贯通沟槽48内有推料板42穿过,且推料板42可在贯通沟槽48内移动。送料槽41的两端顶部表面分别设计有4个通孔,螺栓穿过通孔将送料槽41紧固于对中系统5上表面。送料槽41左侧端部设计有贯通的横向缺口49,横向缺口49内有夹爪缸62穿过。横向缺口49处的下端面设计有4个螺纹孔,螺栓穿过螺纹孔将夹紧系统6紧固于送料槽41。
参照图12~图13,所述推料板42上端呈三角形,下端呈L形;推料板42上端安装在送料槽41内,推料板42下端安装在推料座43内。推料板42的下端设计有2个通孔。推料板42安放于推料座43顶部。
参照图14,所述推料座43顶部中心处设计有安装推料板42的方腔,放腔内插有推料板42。推料座43前端面设计有2个横向通孔,螺栓穿过通孔将推料板42连接于推料座43的方腔内。
参照图11,推料座43安装在滚珠丝杆44上并形成滑动副。丝杆通过螺栓紧固于支撑板47上。推料座43内部安装有丝杠螺母,丝杠螺母内安装有滚珠丝杠44,滚珠丝杠44右端连接有伺服电机46。
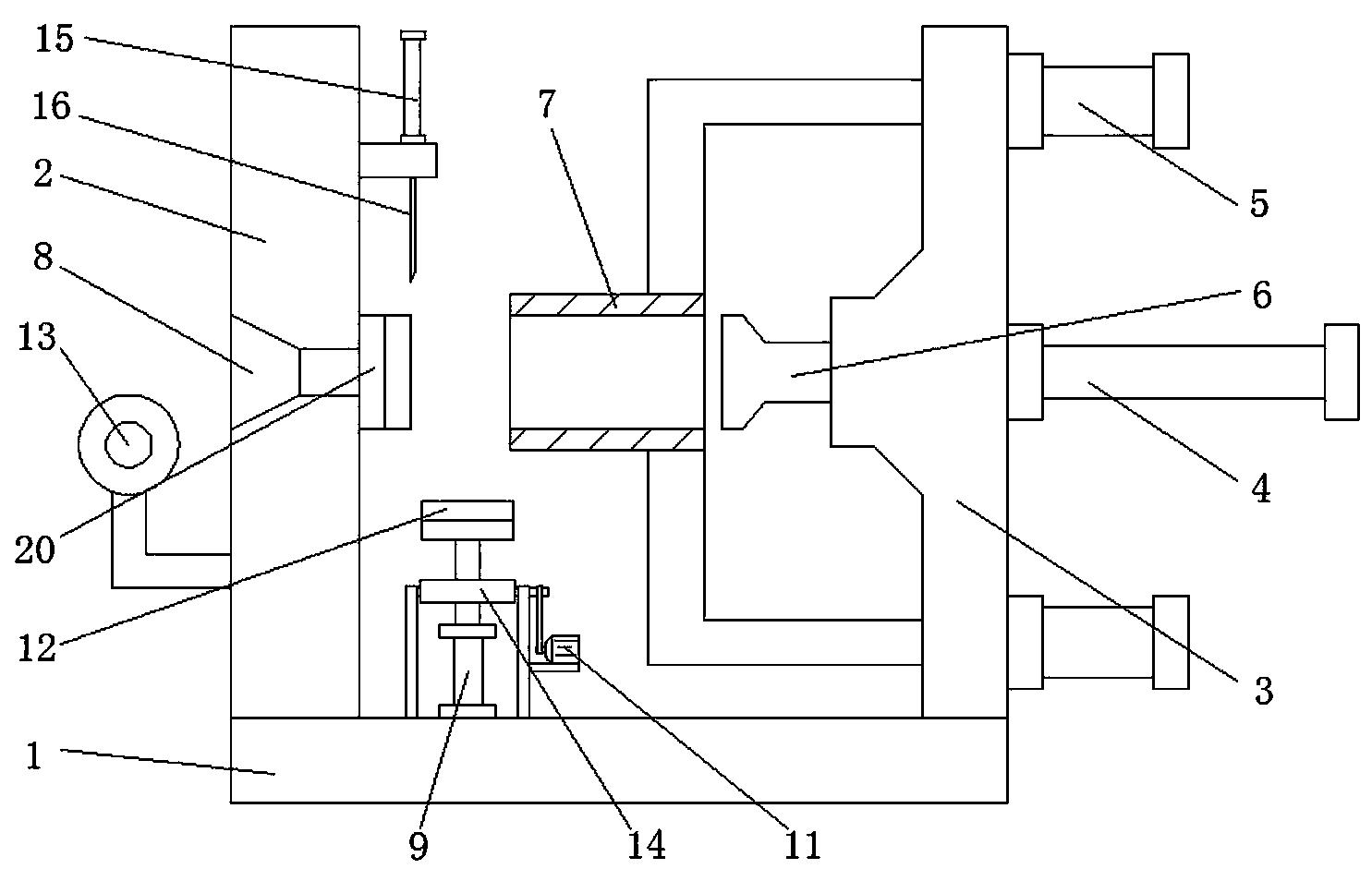
参照图15,对中系统5用于调整送料系统4的高度,从而使光管的中心线与挤压机的中心线重合,从而使送料系统4能推送不同直径的光管,并防止挤压机偏心挤压。所述对中系统5包括垫板51、门形机架52、连接板53、顶升螺栓54、紧固螺栓55。所述垫板51上表面焊接有门形机架52。所述门形机架52的中上内部焊接有连接板53,连接板53用于承载并安放支撑板47。所述连接板53端面设计有通孔,螺栓穿过通孔将支撑板47紧固于连接板53上表面。所述门形机架52上表面设计有顶升螺纹孔和紧固螺纹孔,顶升螺纹孔内配合安装有顶升螺栓54,顶升螺栓54顶部接触有送料槽41;螺栓穿过送料槽41的通孔与紧固螺纹孔将送料槽41紧固于门形机架52上表面。
对中系统5的工作原理:当需提高光管中心线位置,使光管与挤压机的中心线重合时:首先,松开拧紧螺栓,拧动顶升螺栓54,使顶升螺栓54伸出门形机架52并顶高送料槽41,从而实现调整光管中心线的目的;随后拧紧紧固螺栓55,使送料槽41紧再次固定在门形机架52上。当需降低光管中心线位置,使光管与挤压机的中心线重合时,只需拧动顶升螺栓54,使顶升螺栓54缩入门形机架52内从而使送料槽41的高度下降,再通过拧紧紧固螺栓55将送料槽41紧固于门形机架52上。
参照图16,夹紧系统6用于夹紧光管,以防止光管在成型过程中发生晃动。所述夹紧系统6包括夹紧气缸61、夹爪62、固定座63。所述夹紧气缸61的活塞杆设计有螺纹,螺纹连接有夹爪62。所述夹爪62呈V形,用于夹紧光管。固定座63呈L形,夹紧气缸61通过螺栓紧固于固定座63侧面,固定座63通过螺栓连接紧固于送料槽41底面。
与现有技术相比,本发明采用顶管气缸31实现光管自动上料,因此结构简单,自动化程度高,可进一步提高凹坑管生产效率,降低凹坑管生产成本;本发明采用伺服电机46与滚珠丝杠44的传动方式推送光管进入挤压机,因而,光管推送精确,控制系统简单,凹坑管参数产品质量高;本发明设计有对中系统5,可调整送料槽41的高度,从而确保光管的中心线与挤压机的中心线重合,并使送料系统4适用于推送不同直径的光管;本发明的夹紧系统6,可以防止压头在挤压光管过程中,光管发生晃动或挤压偏移,从而影响凹坑管生产质量。
一种凹坑传热管生产线用自动送料装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


动态评分
0.0