

IPC分类号 : B21C23/18,B21C25/02,B22D13/00,B22D27/02









专利摘要
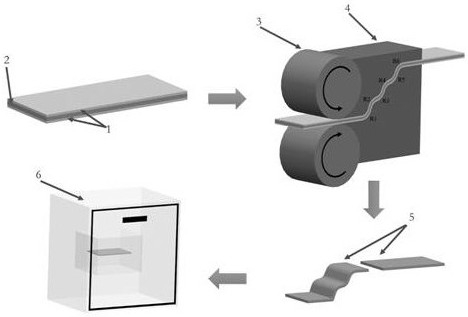
一种三通零件坯件三向近固态压力成形的方法,属于三通零件坯件生产技术领域。技术方案是:①在1600℃~1700℃对合金钢进行合金粗炼、精炼;②在1560℃时对合金钢液进行浇注铸造,浇注结束后采用电磁搅拌对合金钢液进行搅拌;③当铸造坯料固相质量百分数达到80%时对其脱模;④将脱模后的铸造坯料经过表面处理,再放到加压设备上压力成形模具内,其中模具、冲头温度为300℃±20℃;通过上、左、右冲头对铸造坯料进行三向加压,冲头加压速率为20mm/s~30mm/s,加压时间为2min~3min;⑤待工件凝固后,拆除模具,取出铸坯即为压力成形坯件。优点:工艺流程短、生产效率高、节材节能,提高了三通零件致密度和力学性能。
权利要求
1.一种三通零件坯件三向近固态压力成形的方法,其特征包括以下步骤:
1)采用电弧炉对合金钢进行粗炼,将粗炼后的合金钢液通过真空电弧重熔炉进行二次精炼,冶炼温度为1600℃~1700℃;
2)待上述合金钢液温度降到1560℃时,将其浇注到金属型腔模具内进行离心铸造,浇注结束后对金属型腔模具内的合金钢液进行电磁强烈搅拌;
3)通过热电偶感应装置监测金属型腔模具内的铸造坯料温度变化,并计算铸造坯料固相质量百分数,当固相质量百分数达到80%时对铸造坯料进行脱模;
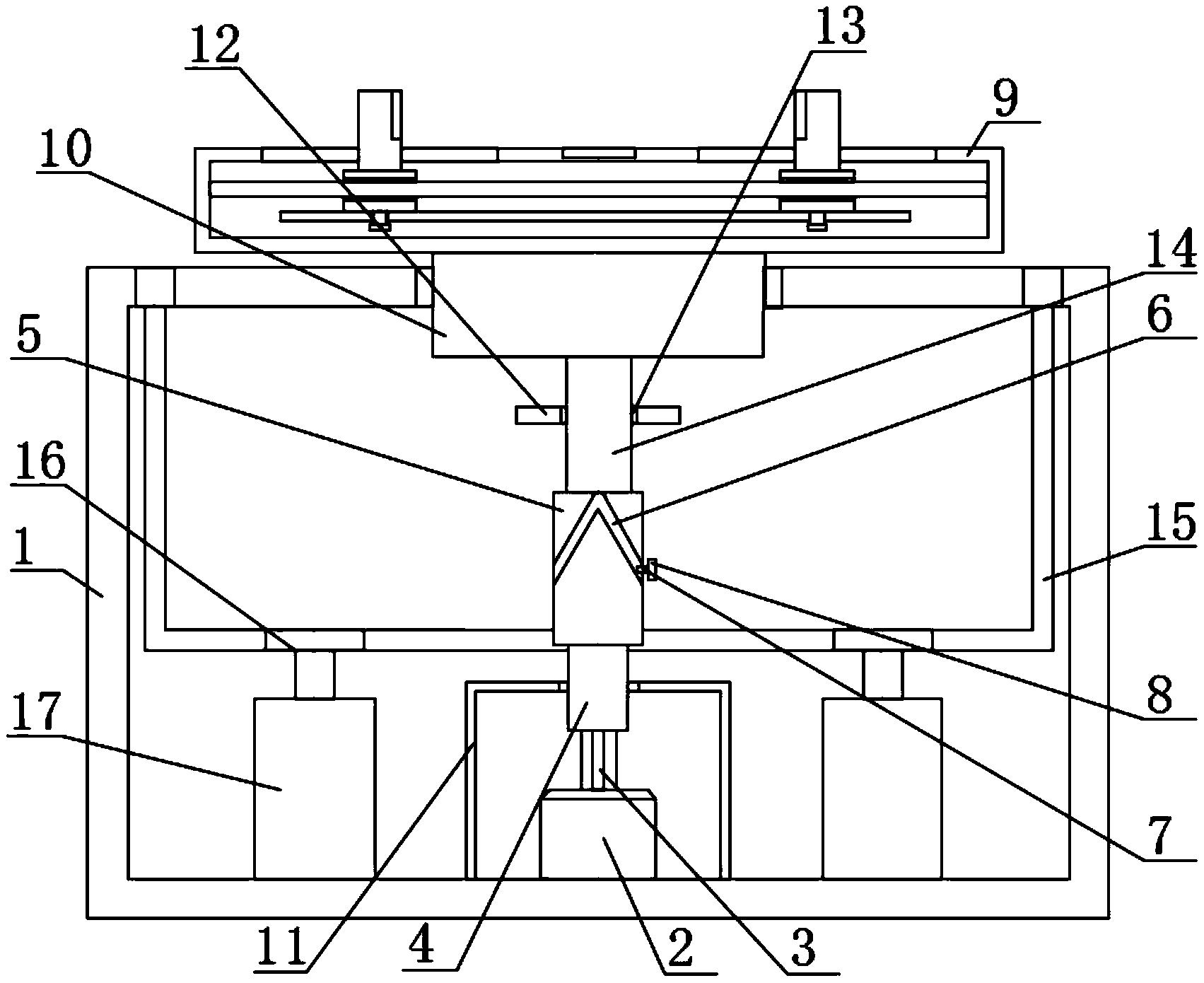
4)将脱模后的铸造坯料经过表面清洁处理,安放到加压设备上的压力成形模具内,其中模具、冲头温度为300℃±20℃,然后通过上、左、右冲头(1、6、3)对铸造坯料进行三向加压,冲头的加压速率为20mm/s~30mm/s,加压时间为2min~3min;
5)待加压后的工件完全凝固后,拆除压力成形模具,取出铸坯即为压力成形坯件。
2.根据权利要求1所述的三通零件坯件三向近固态压力成形的方法,其特征在于:所述合金钢为耐热合金钢、或高温合金钢、或特种合金钢。
说明书
技术领域
本发明属于一种三通零件坯件压力成形技术领域,具体涉一种三通零件坯件三向近固态压力成形的方法。
背景技术
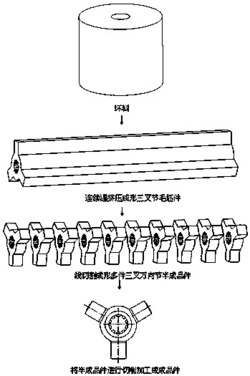
三通零件常用于核电、石油、化工、超超临界火电等行业,三通零件工作环境一般为高温、高压、易腐蚀的恶劣条件,因此工业用三通零件需要有较高的强度和组织均匀性。目前常用的生产方法有铸造成形、开式模锻、多向模锻等,其中铸造成形三通零件性能难以满足使用要求;开式模锻生产的三通零件产品组织性能不均匀,后续机加工时长,生产效率低;多向模锻生产是在几个方向同时或依次对坯料进行锻造,从而提高了三通零件的力学性能和组织均匀性,但是在多向模锻加工过程中存在铸坯多次加热、多次锻造等环节,使三通零件坯件不仅易发生氧化、起皱、折叠等缺陷,工艺流程也存在能源浪费和工业污染严重的缺陷。
发明内容
本发明目的是提供一种三通零件坯件三向近固态压力成形的方法,可以有效地克服现有技术存在的缺点。
本发明是这样实现的,其特征在于实施步骤如下:
1)采用电弧炉对合金钢进行粗炼,将粗炼后的合金钢液通过真空电弧重熔炉进行二次精炼,冶炼温度为1600℃~1700℃;
2)待上述合金钢液温度降到1560℃时,将其浇注到金属型腔模具内进行离心铸造,浇注结束后对金属型腔模具内的合金钢液进行电磁强烈搅拌;
3)通过热电偶感应装置监测金属型腔模具内的铸造坯料温度变化,并计算铸造坯料固相质量百分数,当固相质量百分数达到80%时对铸造坯料进行脱模;
4)将脱模后的铸造坯料经过表面清洁处理,安放到加压设备上的压力成形模具内,其中模具、冲头温度为300℃±20℃;然后通过上、左、右冲头对铸造坯料进行三向加压,冲头的加压速率为20mm/s~30mm/s,加压时间为2min~3min;
5)待加压后的工件完全凝固后,拆除压力成形模具,取出铸坯即为压力成形坯件。
所述合金钢为耐热合金钢、或高温合金钢、或特种合金钢。
本发明方法优点和积极效果:①本发明工艺过程简单,生产效率高,后续生产出的三通零件尺寸精度高、避免多次锻造形成褶皱和夹角,提高了三通零件的性能;②本发明生产方法节省多次锻造的加热过程,减少了设备和人力的投入,符合节能减排的绿色生产要求。
附图说明
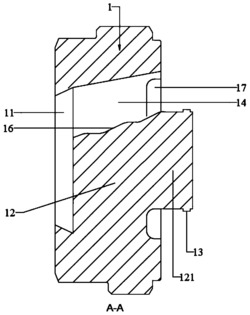
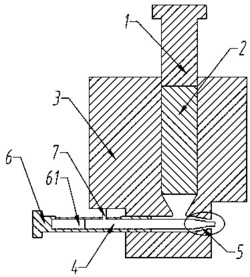
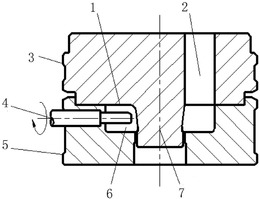
图1为铸造坯料剖视图;
图2为图1的左视图;
图3为图1的俯视图;
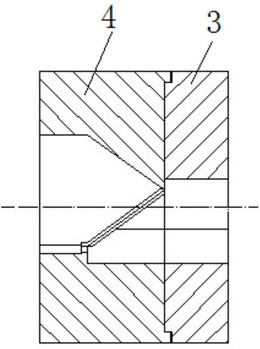
图4为三向压力成形坯件剖视图;
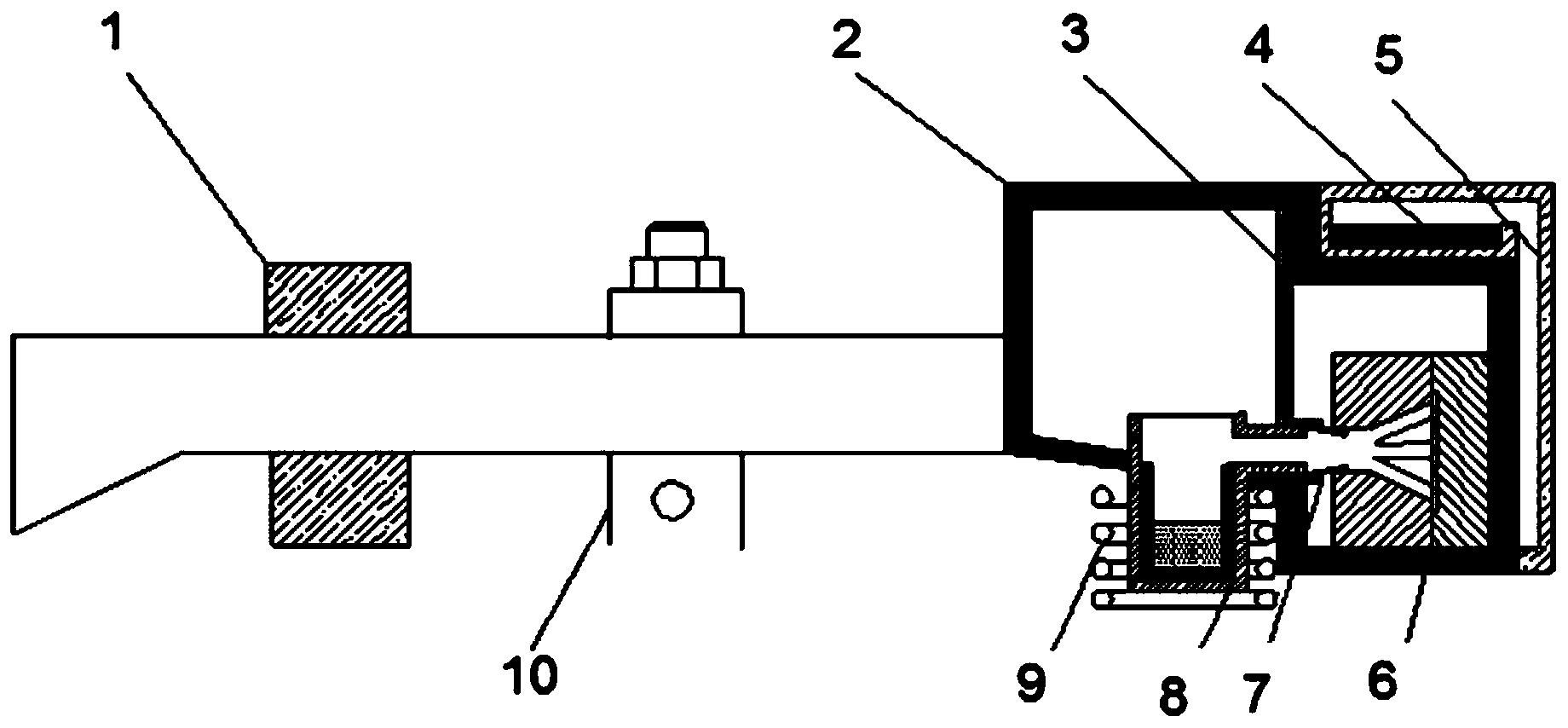
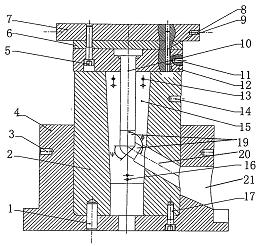
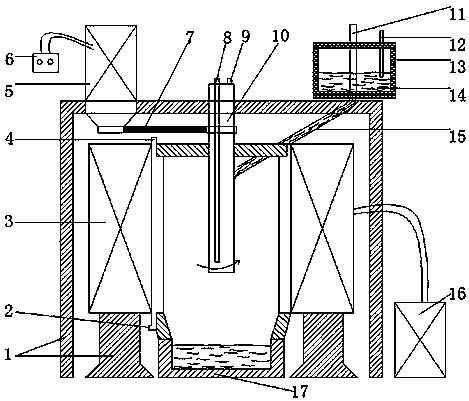
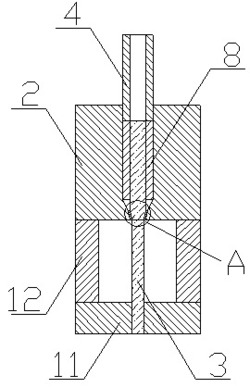
图5为三向压力成形模具结构示意图;
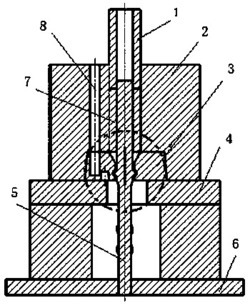
图6为图5的左视图;
图中:
1——上冲头;2——芯棒;3——右冲头;4——压力成形坯件;5——下模; 6——左冲头;7——上模;S——竖孔;Z——左孔;Y——右孔;P——施压力。
具体实施方式
下面结合实施例对本发明作进一步详细描述
实施例1
生产一种材料为AISI—5140合金钢,结构如图4所示的三向压力成形坯件,其中实施方案如下:
1)采用电弧炉将AISI—5140合金钢加热到1600℃进行粗炼,再将粗炼后的合金钢液通过真空电弧重熔炉进行二次精炼,精炼温度为1650℃;
2)待上述合金钢液温度降到1560℃时,将其浇注到金属型腔模具内进行离心铸造,浇注结束后对金属型腔模具内的合金钢液进行电磁强烈搅拌;
3)通过热电偶感应装置监测金属型腔模具内的铸造坯料温度变化,并计算铸造坯料固相质量百分数,当固相质量百分数达到80%时对铸造坯料进行脱模;
4)将脱模后的铸造坯料经过表面清洁处理,安放到如图5所示的加压设备上的压力成形模具内,其中上模7,下模5,芯棒2和上、右、左冲头1、3、6温度为300℃±20℃;然后通过上冲头1、左冲头6、右冲头3对铸造坯料进行三向加压,冲头的加压速率为20mm/s~30mm/s,加压时间为3min;
5)待加压后的工件完全凝固后,拆除压力成形模具,取出铸坯即为压力成形坯件。
实施例2
生产一种材料为AISI—1045合金钢,结构如图4所示的三向压力成形坯件,其中实施方案如下:
1)采用电弧炉将AISI—1045合金钢加热到1600℃进行粗炼,再将粗炼后的合金钢液通过真空电弧重熔炉进行二次精炼,精炼温度为1650℃;
2)待上述合金钢液温度降到1560℃时,将其浇注到金属型腔模具内进行离心铸造,浇注结束后对金属型腔模具内的合金钢进行电磁强烈搅拌;
3)通过热电偶感应装置监测金属型腔模具内的铸造坯料温度变化,并计算铸造坯料固相质量百分数,当固相质量百分数达到80%时对铸造坯料进行脱模;
4)将脱模后的铸造坯料经过表面清洁处理,安放到如图5所示的加压设备上的压力成形模具内,其中上模7,下模5,芯棒2和上、右、左冲头1、3、6温度为300℃±20℃;然后通过上冲头1、左冲头6、右冲头3对铸造坯料进行三向加压,冲头的加压速率为20mm/s~30mm/s,加压时间为3min;
5)待加压后的工件完全凝固后,拆除压力成形模具,取出铸坯即为压力成形坯件。
一种三通零件坯件三向近固态压力成形的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0