









专利摘要
本发明公开一种高锰钢铁路组合辙叉心轨铸造工艺。采用铬铁矿砂作面砂和芯砂,型腔表面及芯表面刷碱性镁砂粉涂料,冒口选用成型保温冒口,在冒口下面加易割片,采用水平浇注的方式,心轨工作面向下,浇注时在冒口表面撒保温发热覆盖剂;采用热打箱工艺,冒口切下后,埋在干砂子中保温,再入热处理窑加热进行水韧处理。本发明采用控制充型时间、控制金属液冷却速度的方法,有效地避免了缩孔、疏松、裂纹、晶粒粗大等铸造缺陷的产生。热打箱工艺及热切冒口,避免了切割冒口而产生的裂纹。铬铁矿砂与碱性镁砂粉涂料的综合使用,改善了铸件的表面质量,减小了表面加工余量,提高了铸件工艺出品率。本发明为组合辙叉在铁路干线上推广,奠定了基础。
权利要求
1.一种高锰钢铁路组合辙叉心轨铸造工艺,其特征在于工艺过程如下:
1)采用铬铁矿砂作面砂和芯砂,铬铁矿砂用水玻璃作粘结剂,水玻璃加入量为6~7%,造型开始后,将混好的铬铁矿砂覆盖在模型表面,厚度为10~30mm,背砂用普通石英砂撞实;
2)型腔表面及芯表面刷碱性镁砂粉涂料,厚度0.5~0.7mm;
3)冒口选用成型保温冒口,在冒口下面加易割片,采用水平浇注的方式,心轨工作面向下,浇注温度1420~1460℃,浇注速度为20~50kg/s,浇注结束时在冒口表面撒70~100mm厚的保温发热覆盖剂;
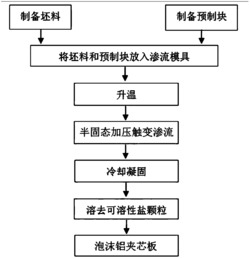
4)采用热打箱工艺,在浇注后1~2小时打箱;在500~700℃时切割冒口,冒口切下后,埋在干砂子中保温10~15h,再入热处理窑加热进行水韧处理。
2、按照权利要求1所述高锰钢铁路组合辙叉心轨铸造工艺,其特征在于所述保温冒口的高径比为(1~1.5)∶1,其内径为150~240mm。
3、按照权利要求1所述高锰钢铁路组合辙叉心轨铸造工艺,其特征在于所述水韧处理为在1050~1100℃下水淬。
4.按照权利要求1所述高锰钢铁路组合辙叉心轨铸造工艺,其特征在于:在熔化或浇注过程中,将所述金属液进行合金化处理,加入铌、钒、钛、钼、硼、铬之一种或几种,按重量百分比计,Nb≤0.06、Ti≤0.15、V≤0.15、Mo≤2、B≤0.005、Cr≤2.5。
5、按照权利要求1所述高锰钢铁路组合辙叉心轨铸造工艺,其特征在于:根据流量相等的原则设计无气隙平稳充型浇注系统,使浇道保持充满状态;该浇注系统包括浇口杯(7)及与之相连的直浇道(8)和内浇道(9),所述浇口杯(7)为偏心结构,浇口(72)偏于浇口杯(7)中心,在浇口杯(7)内底部设有凸台式稳流平台(71),直浇道(8)为上大下小流线型结构。
说明书
技术领域技术领域
本发明涉及高锰钢铁路辙叉心轨的所有铸造过程和冶炼过程,具体地说是一种高锰钢铁路辙叉心轨的铸造方法。它适用于铁路组合高锰钢辙叉心轨的制造过程。
技术背景背景技术
我国高锰钢辙叉的生产已有40多年的历史,但其使用寿命与国外相比仍有不少差距。随着我国铁路运量、载重和速度的不断增加,对提高辙叉使用寿命的要求更加迫切。现役铁路辙叉绝大部分为整铸高锰钢辙叉,整铸高锰钢辙叉具有整体性好、养护维修方便的优点,但因其质量大、断面复杂,使其铸造热处理性能降低,缩孔、疏松、晶粒组大的现象大量存在。辙叉在使用过程中大部分未磨耗到限就因裂纹而失效下道。此外,我国高锰钢与普通钢轨的焊接技术尚未过关,采用高锰钢整铸辙叉也限制了跨区间超长无缝线路的发展。国外在上世纪初就开发了高锰钢铸造心轨组合辙叉,不仅使辙叉使用寿命大幅度提高,而且由于辙叉跟端开口部分均以普通钢轨制造,采用现有技术即可与线路轨道焊接。我国铁路上在线的组合辙叉很少,由于组合高锰钢辙叉心轨铸造技术不过关,现在均用贝氏体钢锻件代替,生产周期长、成本很高,直接影响了组合辙叉的推广应用。在这种情况下,本发明开发的高质量的铸造高锰钢铁路组合辙叉心轨,无疑将受到铁路及有关生产部门的欢迎。
发明内容发明内容
本发明的目的在于提供一种可以保证铸件表面质量和内部质量的高锰钢铁路组合辙叉心轨铸造工艺。
本发明的技术方案是:
一种高锰钢铁路组合辙叉心轨铸造工艺,其工艺过程如下:
1)采用铬铁矿砂作面砂和芯砂,铬铁矿砂用水玻璃作粘结剂,水玻璃加入量为6~7%,造型开始后,将混好的铬铁矿砂覆盖在模型表面,厚度为10~30mm,背砂用普通石英砂撞实;
2)型腔表面及芯表面刷碱性醇基镁砂粉涂料,厚度0.5~0.7mm;
3)冒口选用成型保温冒口,在冒口下面加易割片,采用水平浇注的方式,心轨工作面向下,浇注温度1420~1460℃,浇注速度为20~50kg/s,浇注结束时在冒口表面撒70~100mm厚的保温发热覆盖剂;
4)采用热打箱工艺,在浇注后1~2小时打箱;在500~700℃时切割冒口,冒口切下后,埋在干砂子中保温10~15h,再入热处理窑加热进行常规水韧处理。
所述保温冒口的高径比为(1~1.5)∶1,其内径为150~240mm。
所述水韧处理为在1050~1100℃下水淬。
本发明在熔化或浇注过程中,可以将所述金属液进行合金化处理,加入铌、钒、钛、钼、硼、铬之一种或几种,以达到合金化目的,按重量百分比计,Nb≤0.06、Ti≤0.15、V≤0.15、Mo≤2、B≤0.005、Cr≤2.5。
本发明根据流量相等的原则设计无气隙平稳充型浇注系统,使浇道保持充满状态;该浇注系统包括浇口杯及与之相连的直浇道和内浇道,所述浇口杯为偏心结构,浇口偏于浇口杯中心,在浇口杯内底部设有凸台式稳流平台,直浇道为上大下小流线型结构。
本发明铸型的型腔表面用不同厚度的铬铁矿砂形成,在型腔内表面覆盖的铬铁矿砂厚度为10~30mm,铬铁矿砂的作用主要是可以通过改变铬铁矿砂厚度来调整铸型的激冷能力,调整铸件不同部位的冷却速度,尤其使厚大部位尽快冷却,避免晶粒过分长大及成分的区域性偏析。
由于高锰钢属于碱性钢,而铬铁矿砂属于中性砂,并且与碱性涂料镁砂粉涂料配合使用,可以很好地避免化学粘砂。
本发明所采用的冒口均为保温冒口,在冒口下面加易割片,其高径比为1~1.5∶1,尺寸比非保温冒口小1/3左右,并在浇注结束时在表面撒70~100mm的发热保温覆盖剂,原因在于保温冒口太小,补缩金属液量不够,不能满足补缩要求;冒口太大,对铸件的热影响区也大,并且长时间不能凝固,造成铸件晶粒过分长大,在冒口根部形成成分偏析,容易产生裂纹,同时,在清理时,冒口太大,切割时也容易产生裂纹。
本发明采用水平浇注的方式,心轨工作面向下,在浇注过程中,限制浇注时间,就是限定浇注速度。生产高锰钢铸件,采用低温快浇是正常的选择,本发明要求的速度比常归的更快,为了避免产生冷隔,要求浇注速度在20~50kg/s。
本发明中所论述的冒口切割工艺,是基于高锰钢本身热传导能力较差,在集中受热时,会产生温裂纹,所以,要求在热状态下(500~700℃)切割冒口,并在砂子中保温10~15h,再入热处理窑加热进行常规水韧处理。
本发明可以对金属液进行合金化处理,合金化过程可以在熔化过程中实施,也可以在浇过程中实施,包括有选择地加入铌、钒、钛、钼、硼、铬等,以达到合金化目的,使铸件组织更加致密,细化晶粒,提高铸件使用性能。
本发明具有如下有益效果:
1.本发明浇注系统采用无气隙平稳充型浇注系统,避免了飞溅现象的发生,充型过程平稳,使金属液在浇注系统内时刻处于充满状态,防止气体和氧化膜卷入金属液,不易造成裂纹和疏松等缺陷。
2.本发明的关键在于从根本上解决了铁路高锰钢辙叉心轨的铸造问题,保证了铸件的表面质量和内部质量,控制了铸件表面粗糙度,保证铸件内部没有缩孔、疏松、裂纹缺陷,保证铸件组织细密,晶粒度达到2级以上,为以后的大批量生产,提供了理论指导。
3.本发明为组合辙叉在铁路干线上推广,提供了很好的契机。
附图说明附图说明
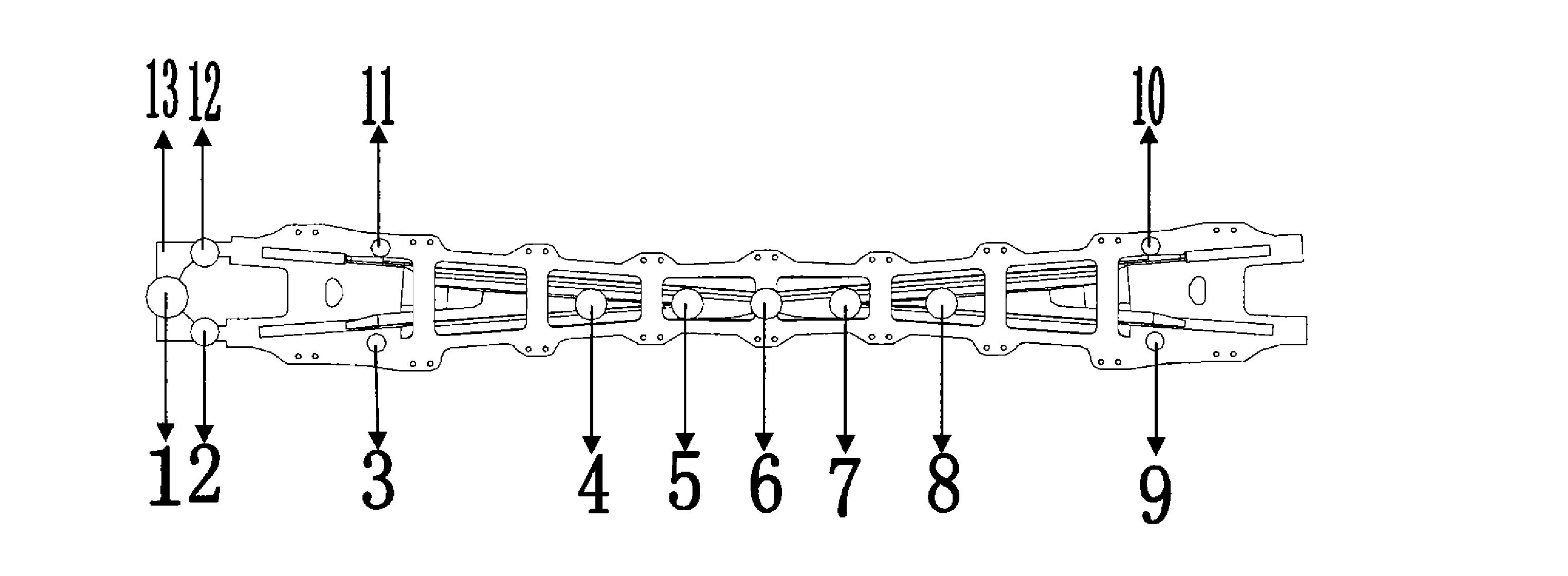
图1高锰钢铁路组合辙叉心轨铸件示意图。
图2高锰钢铁路辙叉心轨铸造工艺方案简图。
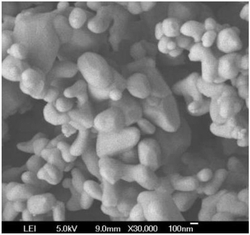
图3应用本发明生产的高锰钢辙叉心轨铸件照片。
具体实施方式具体实施方式
下面结合附图及实施例详述本发明。
实施例1
如图1所示高锰钢铁路组合辙叉心轨铸件示意图,本实施例试生产一批高锰钢组合辙叉心轨,材质ZGMn13,重量255kg,充型时间15s,浇注温度1450℃,采用水平浇注的方式,心轨工作面向下,上面放置四个冒口,冒口位置及间距采用常规方法设计。其铸造工艺如下:
1)根据平稳充型的原则设计浇注系统,保证金属液在充型过程中不产生飞溅现象。
2)采用铬铁矿砂作面砂,铬铁矿砂用水玻璃作粘结剂,水玻璃加入量为6.5%。造型开始后,将混好的铬铁矿砂覆盖在模型表面,根据不同部位厚度的差异来调整铬铁矿砂的厚度,最薄处不少于10mm,最厚处不大于30mm,并且,尽量使不同厚度的铬铁矿砂之间平缓过渡,背砂用普通石英砂撞实。
3)型腔表面刷碱性醇基镁砂粉涂料,厚度0.5~0.7mm。
4)冒口选用成型保温冒口,保温冒口的高径比为1.2∶1,其内径为200mm,浇注结束时表面撒保温发热覆盖剂70~100mm,并且,在冒口下面加易割片,易切割片内径为75mm。
5)采用热打箱工艺,浇注后1.5h打箱,在600℃时切割冒口,冒口切下后,埋在干砂子中保温12h,再入热处理窑加热进行常规水韧处理(在1050℃下水淬)。
如图2所示,高锰钢铁路辙叉心轨铸造工艺方案简图;其中:
1为心轨;2为铬铁矿砂芯;3为铬铁矿砂面砂;4为冒口易割片;5为保温冒口;6为发热保温覆盖剂;7为浇口杯;8为直浇道;9为内浇道。
本发明浇注系统采用中国专利申请(申请号为200310105217.0,申请日2003年11月28日)提到的浇注系统设计方法进行设计,如图2左侧所示浇注系统,其中:7为浇口杯,71为稳流平台,72为浇口,8为直浇道,9为内浇道。本发明根据流量相等的原则设计无气隙平稳充型浇注系统使浇道保持充满状态;具体为:
1)根据平稳充型的原则设计浇口杯。在浇口杯7内底部设有凸台式稳流平台71,金属液在充型过程中不产生飞溅现象。该浇注系统的浇口杯7为偏心结构,浇口72偏于浇口杯7中心,有利于在充型过程中排除氧化夹杂物,也有利于金属液充型平稳。
2)直浇道8为上大下小流线型结构,根据流量相等的原则,计算直浇道的尺寸,再通过计算机充型模拟来检验设计的合理性;本实施例入口直径90mm,出口直径60mm。
这样的设计保证了金属液在浇注系统中时刻处于充满状态,充型过程中平稳,防止气体和氧化膜卷入金属液中,造成裂纹和疏松缺陷。
本发明工作过程及结果:
由于本发明工艺方案确定的比较合理,所以,所采取的各项措施都起到了相应的作用。
1)采用平稳充型的浇注系统,有效地阻止了氧化夹杂的侵入,使铸件内没有任何气孔,夹杂缺陷。
2)铬铁矿砂的合理应用,即防止了热裂纹的产生,又控制了晶粒的长大。
3)尤其是铬铁矿砂与镁砂粉涂料配合使用,使得铸件表面粗糙度很好,从根本上抑制了化学粘砂。
4)保温冒口的选用,在完成补缩的同时,冒口根部基本没有偏析产生。
5)采用热打箱工艺,经水韧处理后,铸件上没有任何裂纹痕迹。
本实施实例浇入铸钢液态金属重量为500kg,铸件重量为255kg,充型时间为15s,观察浇注过程,发现金属液洁净、上升平稳。浇注后1.5h打箱,铸件表面质量良好。
本发明采用控制充型速度、控制金属液冷却速度的方法,有效地避免了缩孔、疏松、裂纹、晶粒粗大等铸造缺陷的产生。热打箱及热切冒口工艺,避免了切割冒口而产生的裂纹。铬铁矿砂与碱性镁砂粉涂料的综合使用,改善了铸件的表面质量,减小了表面加工余量,提高了铸件工艺出品率。为组合辙叉在铁路干线上推广,奠定了基础。如图3所示,应用本发明生产的高锰钢辙叉心轨铸件照片。
比较例
以前也有人尝试生产高锰钢组合辙叉心轨,但所采用的工艺不是十分得当,主要是冒口尺寸过于保守,即尺寸较大,在铸件上热影响区很大,所以所生产的铸件,上表面很容易出现各种裂纹。尤其是在冷铁的使用上,没有合理的进行计算机模拟,铸件各部位凝固状态很不协调,所以,不但没有抑制住晶粒长大,还使铸件产生了很多微裂纹。没有很好地执行高锰钢低温快浇的铸造原则,浇注温度很高,浇注时间拖的太长,使铸件下表面出现冷隔,上表面产生严重的碳偏析。
实施例2
与实施例1不同之处是:
本实施例试生产一批高锰钢组合辙叉心轨,材质ZGMn13,浇入铸钢液态金属重量为520kg,铸件重量255kg,充型时间12s,浇注温度1420℃,采用水平浇注的方式,心轨工作面向下,其铸造工艺如下:
1)根据平稳充型的原则设计浇注系统,保证金属液在充型过程中不产生飞溅现象。
2)采用铬铁矿砂作面砂,铬铁矿砂用水玻璃作粘结剂,水玻璃加入量为6%。造型开始后,将混好的铬铁矿砂覆盖在模型表面,根据不同部位厚度的差异来调整铬铁矿砂的厚度,最薄处不少于10mm,最厚处不大于30mm,并且,尽量使不同厚度的铬铁矿砂之间平缓过渡,背砂用普通石英砂撞实。
3)型腔表面刷碱性醇基镁砂粉涂料,厚度0.5~0.7mm。
4)冒口选用成型保温冒口,保温冒口的高径比为1∶1,其内径为240mm,浇注时表面撒保温发热覆盖剂70~100mm,并且,在冒口下面加易割片,易切割片内径为75mm。
5)采用热打箱工艺,浇注后1h打箱,在700℃时切割冒口,冒口切下后,埋在干砂子中保温15h,再入热处理窑加热进行常规水韧处理(在1080℃下水淬)。
实施例3
与实施例1不同之处是:
本实施例试生产一批高锰钢组合辙叉心轨,材质ZGMn13,浇入铸钢液态金属重量为470kg,铸件重量255kg,充型时间20s,浇注温度1460℃,采用水平浇注的方式,心轨工作面向下,其铸造工艺如下:
1)根据平稳充型的原则设计浇注系统,保证金属液在充型过程中不产生飞溅现象。
2)采用铬铁矿砂作面砂,铬铁矿砂用水玻璃作粘结剂,水玻璃加入量为7%。造型开始后,将混好的铬铁矿砂覆盖在模型表面,根据不同部位厚度的差异来调整铬铁矿砂的厚度,最薄处不少于10mm,最厚处不大于30mm,并且,尽量使不同厚度的铬铁矿砂之间平缓过渡,背砂用普通石英砂撞实。
3)型腔表面刷碱性镁砂粉涂料,厚度0.5~0.7mm。
4)冒口选用成型保温冒口,保温冒口的高径比为1.5∶1,其内径为150mm,浇注时表面撒保温发热覆盖剂70~100mm,并且,在冒口下面加易割片,易切割片内径为60mm。
5)采用热打箱工艺,浇注后1.5h打箱,在500℃时切割冒口,冒口切下后,埋在干砂子中保温10h,再入热处理窑加热进行常规水韧处理(在1100℃下水淬)。
另外,本发明在熔化或浇注过程中,还可以将所述金属液进行合金化处理,加入铌、钒、钛、钼、硼、铬之一种或几种,按重量百分比计,Nb≤0.06、Ti≤0.15、V≤0.15、Mo≤2、B≤0.005、Cr≤2.5。
高锰钢铁路组合辙叉心轨铸造工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0