









专利摘要
本实用新型公开了球体零件车削加工气吸式装夹装置,包括橡胶吸盘、背帽及螺钉,橡胶吸盘穿过背帽安装于卡具体内部,所述橡胶吸盘包括橡胶体及连接台,所述橡胶体一侧设有所述连接台,所述背帽包括背帽体及限位环,所述背帽体内设有所述限位环,所述卡具体包括卡套壁及卡套,所述卡套壁内设有用于放置所述橡胶吸盘的所述卡套,所述卡套一侧设有螺纹孔二,所述橡胶吸盘通过所述连接台、限位环安装于所述卡套内。本发明无需对压铸成形的球体零件进行磨削处理,可直接通过气吸式装夹方法,实现球体零件的车削加工;该装夹方法简便高效,能在短时间内完成双侧球面车削加工;本方法的提出将为球体零件的成形加工提供技术指导。
权利要求
1.球体零件车削加工气吸式装夹装置,包括橡胶吸盘(1)、背帽(2)及螺钉(6),橡胶吸盘(1)穿过背帽(2)安装于卡具体(4)内部,其特征在于,所述橡胶吸盘(1)包括橡胶体(102)及连接台(105),所述橡胶体(102)一侧设有所述连接台(105),所述背帽(2)包括背帽体(201)及限位环(204),所述背帽体(201)内设有所述限位环(204),所述卡具体(4)包括卡套壁(403)及卡套(404),所述卡套壁(403)内设有用于放置所述橡胶吸盘(1)的所述卡套(404),所述卡套(404)一侧设有螺纹孔二(401),所述橡胶吸盘(1)通过所述连接台(105)、限位环(204)安装于所述卡套(404)内,所述橡胶吸盘(1)、背帽(2)、卡具体(4)之间通过锁紧背帽(3)锁紧,所述螺钉(6)穿过所述螺纹孔二(401),且所述卡具体(4)通过所述螺钉(6)与连接盘(5)内的螺纹孔三(501)连接,所述连接盘(5)通过所述螺钉(6)固定于机床床身。
2.根据权利要求1所述的球体零件车削加工气吸式装夹装置,其特征在于,所述橡胶吸盘(1)还包括进气口(103)、螺纹孔一(101)及V形吸口(104),所述橡胶体(102)一侧设有所述进气口(103),另一侧设有所述V形吸口(104),所述进气口(103)与所述V形吸口(104)连接,所述连接台(105)位于所述V形吸口(104)两侧。
3.根据权利要求2所述的球体零件车削加工气吸式装夹装置,其特征在于,所述螺钉(6)穿过所述螺纹孔三(501)、螺纹孔二(401)与所述螺纹孔一(101)连接。
4.根据权利要求1所述的球体零件车削加工气吸式装夹装置,其特征在于,所述背帽(2)还包括键槽(202)、套孔(203)及帽体腔(205),所述背帽体(201)内设有所述帽体腔(205)及所述套孔(203),所述套孔(203)与所述帽体腔(205)连接且连接处设有所述限位环(204)。
5.根据权利要求1所述的球体零件车削加工气吸式装夹装置,其特征在于,所述卡具体(4)还包括进气道(402),所述卡套(404)一侧设有所述进气道(402)且二者之间相连接。
6.根据权利要求1所述的球体零件车削加工气吸式装夹装置,其特征在于,所述连接盘(5)包括连接盘体(502)及通气道(503),所述连接盘体(502)内设有所述螺纹孔三(501)及所述通气道(503)。
说明书
技术领域
本实用新型涉及球体零件车削加工技术领域,具体是球体零件车削加工气吸式装夹装置及方法。
背景技术
球体零件在滚动轴承、高温高压阀、核燃料等领域有着广泛应用。现有完整球体零件通常使用铸造或冲压成形,在未研磨抛光前,零件表面较为粗糙,其精度难以满足一些特殊使用场合的要求。要改善零件表面粗糙度,还需要进行表面磨削处理,耗时耗力,且成本较高。传统球形零件车削加工只能加工半球形零件,不能加工完整球体零件。
实用新型内容
为了解决上述现有技术的不足,本实用新型提供了球体零件车削加工气吸式装夹装置及方法,简便高效,能在短时间内完成双侧球面车削加工。
为了达到上述目的,本实用新型采用的技术方案为:
球体零件车削加工气吸式装夹装置及方法,包括橡胶吸盘、背帽及螺钉,橡胶吸盘穿过背帽安装于卡具体内部,所述橡胶吸盘包括橡胶体及连接台,所述橡胶体一侧设有所述连接台,所述背帽包括背帽体及限位环,所述背帽体内设有所述限位环,所述卡具体包括卡套壁及卡套,所述卡套壁内设有用于放置所述橡胶吸盘的所述卡套,所述卡套一侧设有螺纹孔二,所述橡胶吸盘通过所述连接台、限位环安装于所述卡套内,所述橡胶吸盘、背帽、卡具体之间通过锁紧背帽锁紧,所述螺钉穿过所述螺纹孔二,且所述卡具体通过所述螺钉与连接盘内的螺纹孔三连接,所述连接盘通过所述螺钉固定于机床床身。
对本实用新型进一步的描述,所述橡胶吸盘还包括进气口、螺纹孔一及V形吸口,所述橡胶体一侧设有所述进气口,另一侧设有所述V形吸口,所述进气口与所述V形吸口连接,所述连接台位于所述V形吸口两侧。
对本实用新型进一步的描述,所述螺钉穿过所述螺纹孔三、螺纹孔二与所述螺纹孔一连接。
对本实用新型进一步的描述,所述背帽还包括键槽、套孔及帽体腔,所述背帽体内设有所述帽体腔及所述套孔,所述套孔与所述帽体腔连接且连接处设有所述限位环。
对本实用新型进一步的描述,所述卡具体还包括进气道,所述卡套一侧设有所述进气道且二者之间相连接。
对本实用新型进一步的描述,所述连接盘包括连接盘体及通气道,所述连接盘体内设有所述螺纹孔三及所述通气道。
与现有技术相比,本实用新型的优点:无需对压铸成形的球体零件进行磨削处理,可直接通过气吸式装夹方法,实现球体零件的车削加工;该装夹方法简便高效,能在短时间内完成双侧球面车削加工;本方法的提出将为球体零件的成形加工提供技术指导。
附图说明
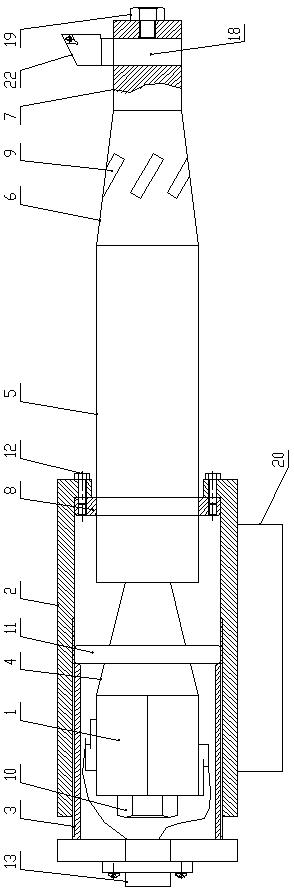
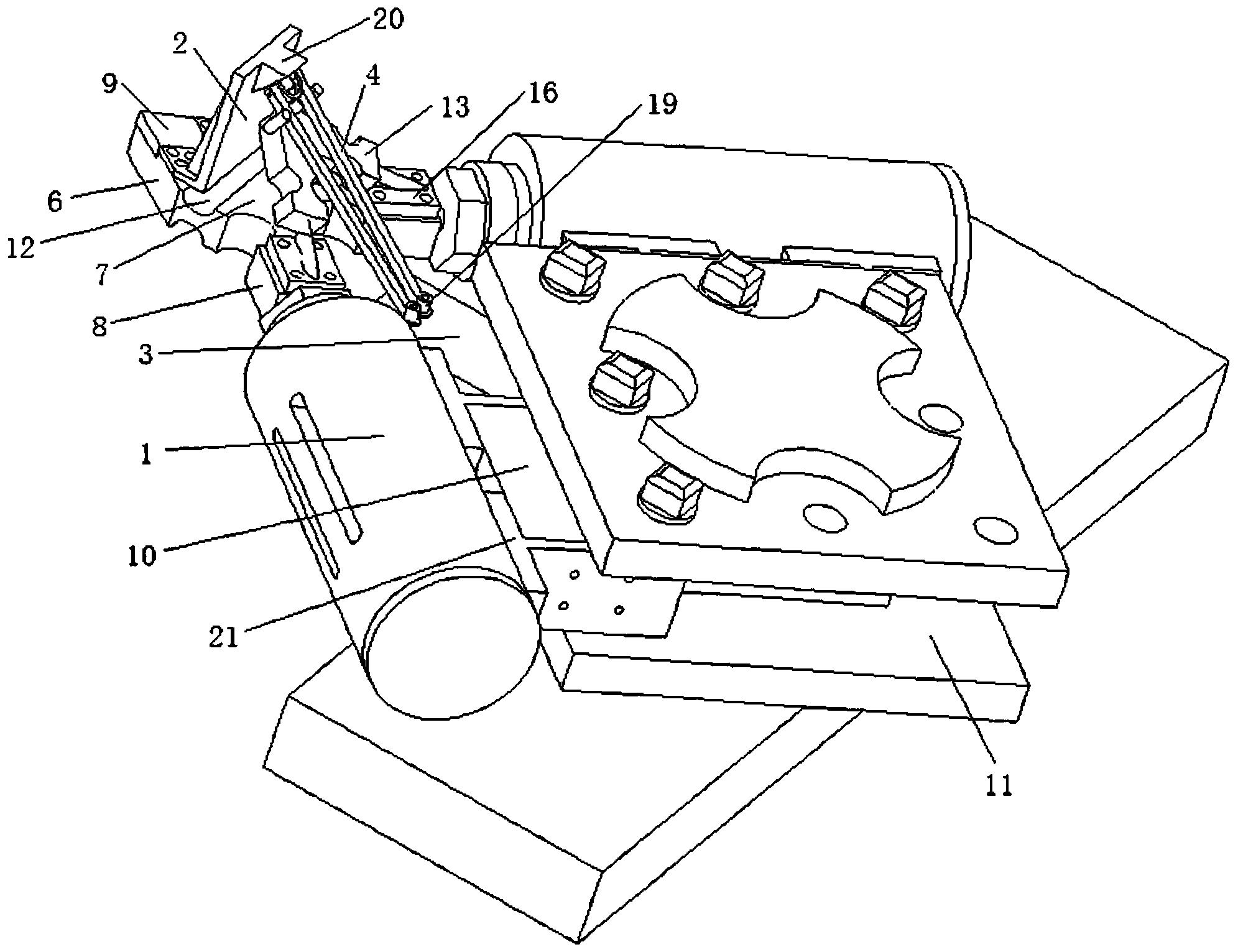
图1为本实用新型的球体零件气吸式装夹装置结构示意图。
图2为本实用新型的橡胶吸盘结构示意图。
图3为本实用新型的背帽结构示意图。
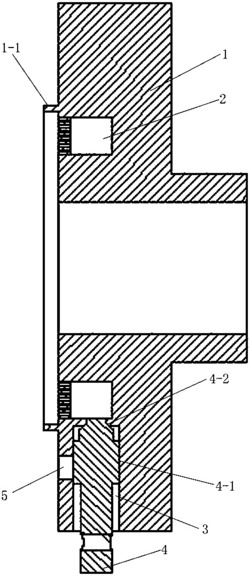
图4为本实用新型的卡具体结构示意图。
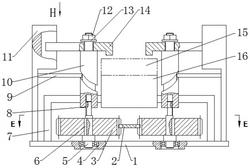
图5为本实用新型的连接盘结构示意图。
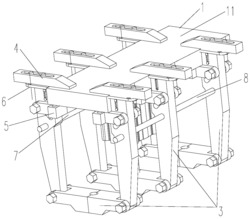
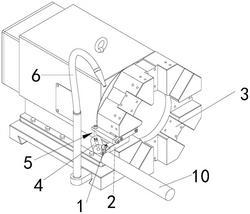
图6为本实用新型的球体零件装夹示意图。
附图标记:1-橡胶吸盘、2-背帽、3-锁紧背帽、4-卡具体、5-连接盘、6-螺钉、101-螺纹孔一、102- 橡胶体、103-进气口、104-V形吸口、105-连接台、106-大球、107-小球、201-背帽体、202-键槽、203- 套孔、204-限位环、205-帽体腔、401-螺纹孔1、402-进气道、403-卡套壁、404-卡套、501-螺纹孔2、 502-连接盘体、503-通气道。
具体实施方式
下面将结合附图对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
实施例1,如图1至图6所示:
球体零件车削加工气吸式装夹装置及方法,包括橡胶吸盘1、背帽2及螺钉6,橡胶吸盘1穿过背帽2 安装于卡具体4内部,橡胶吸盘1包括橡胶体102及连接台105,橡胶体102一侧设有连接台105,背帽2 包括背帽体201及限位环204,背帽体201内设有限位环204,卡具体4包括卡套壁403及卡套404,卡套壁403内设有用于放置橡胶吸盘1的卡套404,卡套404一侧设有螺纹孔二401,橡胶吸盘1通过连接台 105、限位环204安装于卡套404内,橡胶吸盘1、背帽2、卡具体4之间通过锁紧背帽3锁紧,螺钉6穿过螺纹孔二401,且卡具体4通过螺钉6与连接盘5内的螺纹孔三501连接,连接盘5通过螺钉6固定于机床床身。
本实施例的一种优选技术方案,橡胶吸盘1还包括进气口103、螺纹孔一101及V形吸口104,橡胶体102一侧设有进气口103,另一侧设有V形吸口104,进气口103与V形吸口104连接,连接台105位于V形吸口104两侧。
本实施例的一种优选技术方案,螺钉6穿过螺纹孔三501、螺纹孔二401与螺纹孔一101连接。
本实施例的一种优选技术方案,背帽2还包括键槽202、套孔203及帽体腔205,背帽体201内设有帽体腔205及套孔203,套孔203与帽体腔205连接且连接处设有限位环204。
本实施例的一种优选技术方案,卡具体4还包括进气道402,卡套404一侧设有进气道402且二者之间相连接。
本实施例的一种优选技术方案,连接盘5包括连接盘体502及通气道503,连接盘体502内设有螺纹孔三501及通气道503。
在本实施例中,所用部件均为通用标准件或本领域技术人员知晓的部件、其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上'“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征,第一特征在第二特征“之下'“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第一特征。
在本说明书的描述中,参考术语“一个实施例'“一些实施例'“示例'“具体示例'或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中,在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在不脱离本实用新型的原理和宗旨的情况下在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
球体零件车削加工气吸式装夹装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0