








专利摘要
本发明是一种单板喷蒸整平的方法,工艺步骤:经干燥的单板置于喷蒸整平压机中;闭合压机至单板受到微小压力0.1~0.2MPa;开启喷汽阀门;喷蒸结束后压机增压至0.3~0.5MPa;喷蒸整平后的单板从压机中取出堆放待用。优点:单板厚度适应性广、整平干燥效率高、平整度好。实例证明:单板厚度分别为1mm,2mm,3mm,平均波纹高度分别从16.48mm降至1.6mm,21.52mm降至2.14mm,26.59mm降至2.32mm;最大波峰值分别从23.4mm降至2.2mm,29.4mm降至2.4mm,36.13mm降至2.7mm;每米波纹数分别从7个降至3个,6个降至3个,5个降至2个。
说明书
技术领域
本发明涉及的是一种单板喷蒸整平的方法,属于人造板制造技术领域。
背景技术
随着世界森林资源的减少,大径级原木日益紧缺,人们环保意识增强,人类越来越倾向于利用人工林木材资源。杨树是世界中纬度平原地区栽培面积最大,木材产量最高的速生用材树种之一,具有生产周期短,成材速度快等优点。在森林资源日益减少,工业和生活所用木材及其制品大幅度上升的形势下,利用速生杨木已成为缓解木材资源供应紧张局面的主要途径之一。
速生杨木虽然生长快,却存在生长应力大,材质疏松、强度低,刚度差和尺寸变异性大等不足,给加工利用带来较大困难。目前,我国利用速生杨木单板制造人造板产品(如多层胶合板、单板层积材和实木复合地板等)已非常普遍。但是由于速生杨木存在上述缺陷,导致产品变形严重,影响了产品质量,降低了产品附加值,限制了产品用途。其中最关键的问题之一是杨木单板干燥后的变形问题。木材在干燥过程中由于要失去水分,会导致细胞结构的变化,表现在宏观上就是收缩。由于速生杨木存在较大的生长应力,材质疏松,会导致其在干燥过程中各个部位的收缩率不一致而引起翘曲变形。这种翘曲变形对于单板涂胶、组坯和热压产生较大的负面影响,从而影响产品的质量。因此,选择合适的干燥方法,并优化干燥工艺,是保证杨木单板类人造板产品质量的关键技术之一。
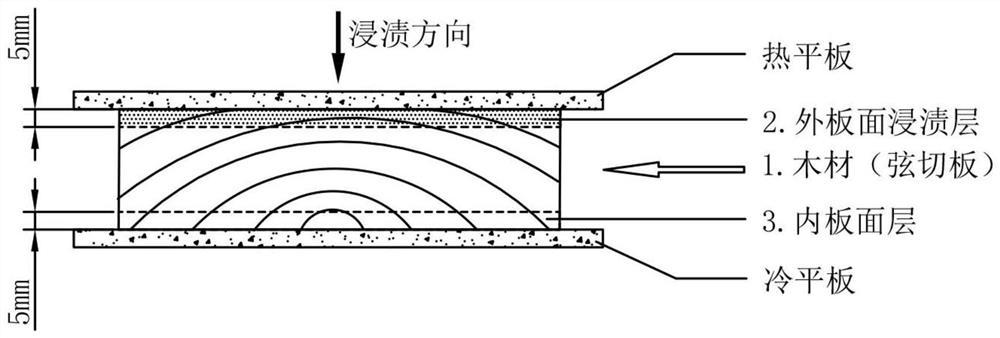
目前,我国杨木单板干燥大多采用天然干燥方式,少数企业采用连续式网带干燥机或辊筒式干燥机中进行。有关研究结果表明:天然干燥是杨木单板完全在无约束条件下进行干燥,单板翘曲变形严重;辊筒式干燥机由于在干燥过程中,辊筒对单板有一定的压力,降低了单板的变形率,从而在干燥后单板的平整度优于网带干燥机。但是辊筒干燥机在干燥厚单板时效果较好,而在干燥薄单板时极易发生堵塞,影响单板干燥质量。此外,热板式干燥机也是用于干燥易变形杨木单板的一种干燥设备。所谓热板式干燥是指把单板夹在两块热平板之间,通过接触传递热能,使单板快速干燥,并在压力的作用下保证单板的平整性。如何排出干燥过程中的水汽是热板式干燥技术中的关键。最初是采用呼吸的方式,通过热板的一张一合来实现,即闭合时接触传热,单板得以干燥,张开时水汽得以排出。采用这种干燥方式虽然单板干燥质量好,但生产能力小,每分钟多次张合,机器磨损也大,因此未能在生产上得到广泛应用,
发明内容
本发明提出的是一种单板喷蒸整平的方法。旨在克服现有技术所存在的上述缺陷,改善干燥后杨木单板平整度。
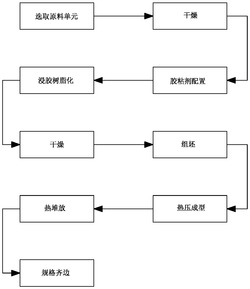
本发明的技术解决方案:一种单板喷蒸整平的方法,包括如下工艺步骤:
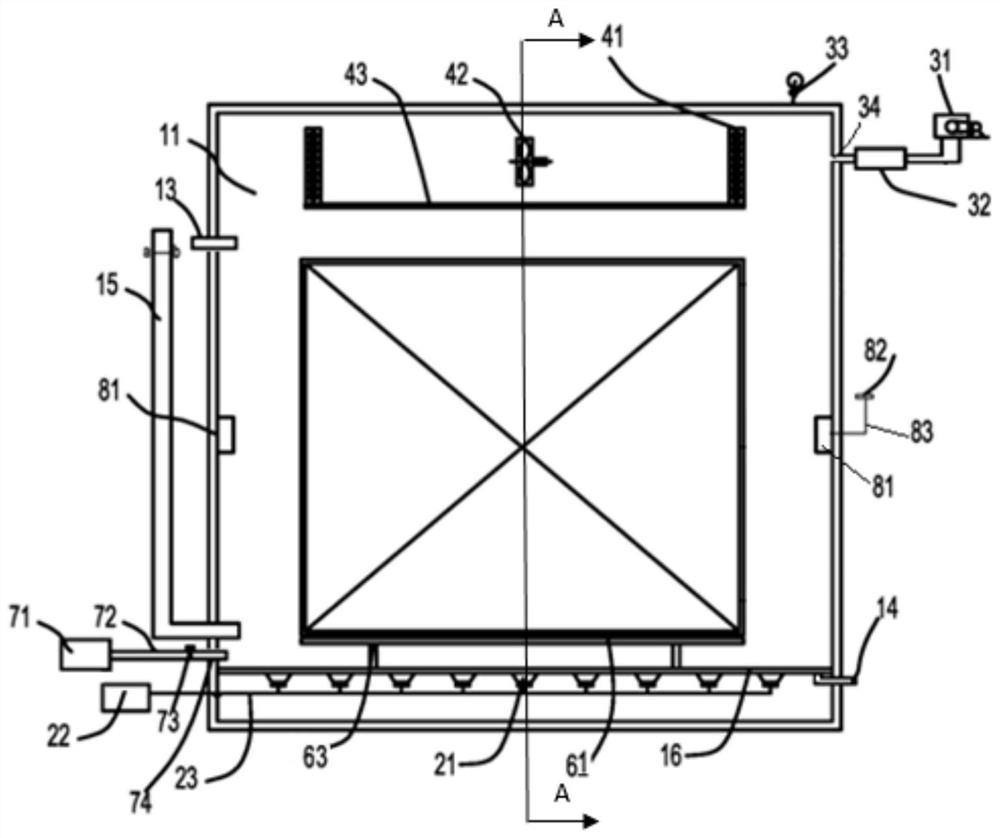
一、将经自然干燥的单板(单板厚度范围为1.0mm~3.0mm;含水率为12%~18%左右)置于喷蒸整平压机中,热压板温度控制在105~120℃,根据单板厚度每次可整平单板1~15张;
二、闭合压机至单板受到微小压力(约0.1~0.2Mpa);
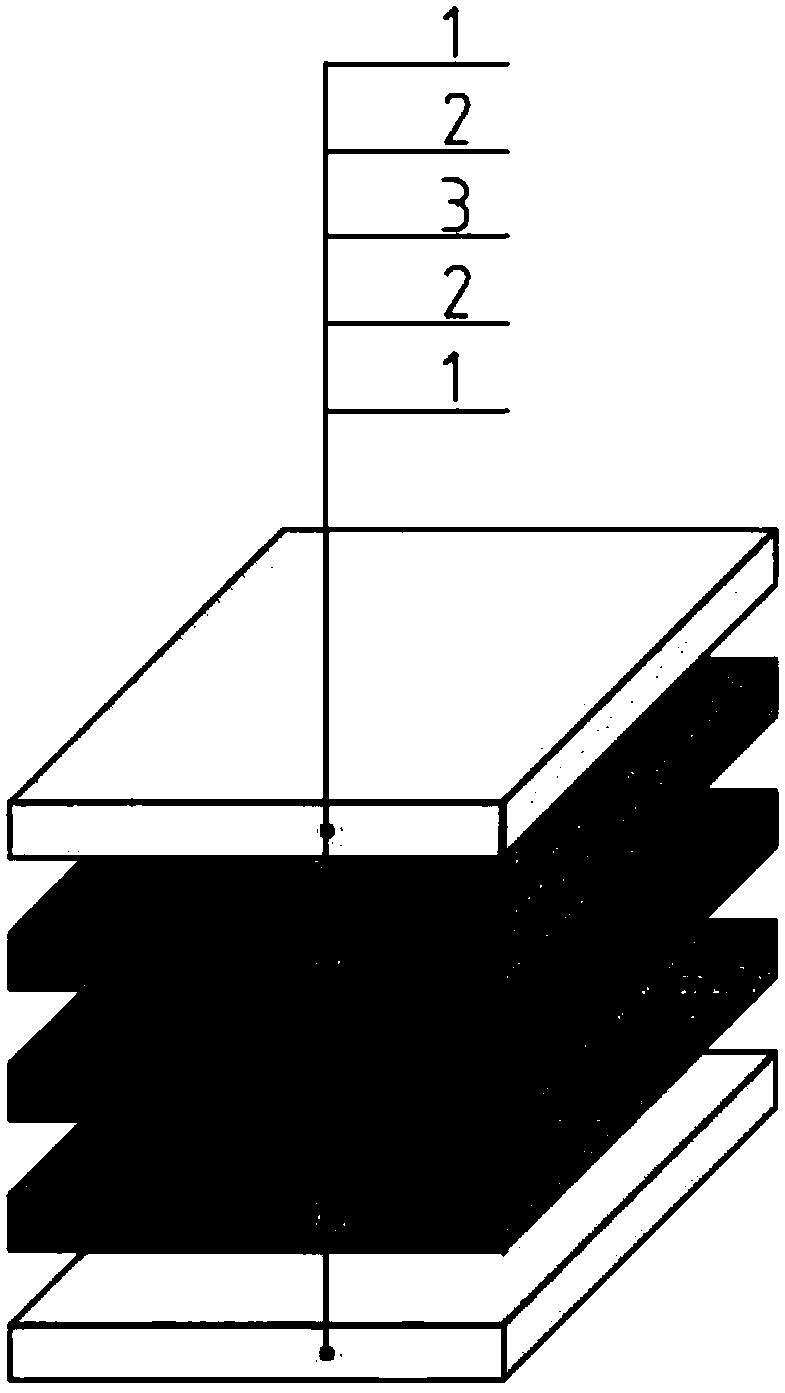
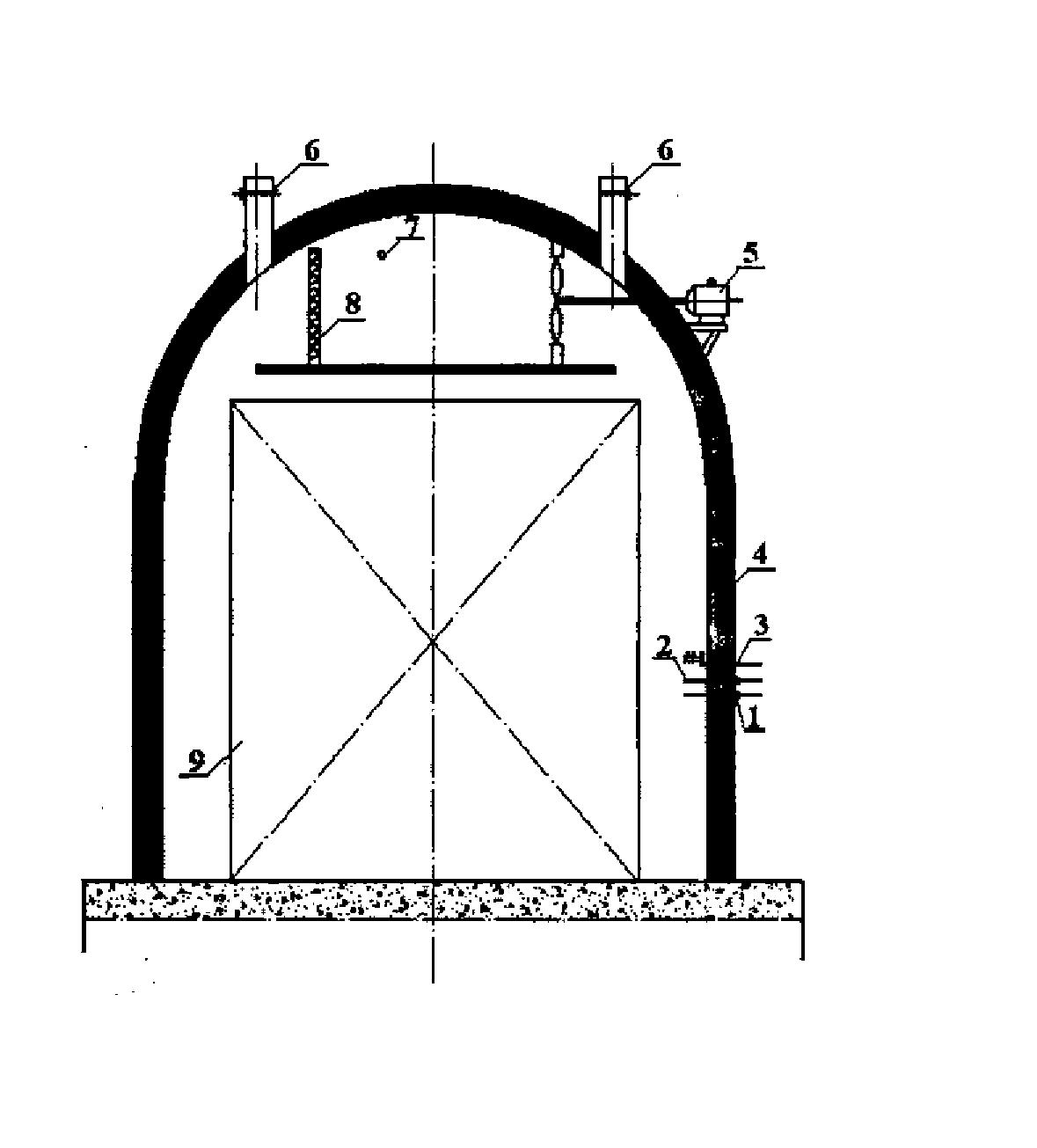
三、开启喷汽阀门,通过与压板接触的上下喷蒸板垂直向单板喷射饱和蒸汽(蒸汽压力为0.3~0.5Mpa),喷蒸时间5~15s;
四、喷蒸结束后压机增压至0.3~0.5Mpa,在热压板加热和压力的作用下单板被“熨平”,然后在保持压力的条件下继续干燥至含水率10%左右;
五、喷蒸整平后的单板从压机中取出,将多张单板分离置于传送带上,利用其内部余热继续蒸发部分水分,最后单板含水率达到9%以下进行堆放待用。
本发明的优点:单板厚度适应性广;单板整平干燥效率高;单板平整度好。实施例证明:单板厚度为1.0mm,单板的平均波纹高度从16.48mm降至1.6mm,最大波峰值从23.4mm降至2.2mm,每米波纹数从7个降至3个。单板厚度为2.0mm,单板的平均波纹高度从21.52mm降至2.14mm,最大波峰值从29.4mm降至2.4mm,每米波纹数从6个降至3个。单板厚度为3.0mm,单板的平均波纹高度从26.59mm降至2.32mm,最大波峰值从36.13mm降至2.7mm,每米波纹数从5个降至2个。
具体实施方式
实施例1:
单板厚度为1.0mm,自然干燥至含水率12%。将15张单板置于喷蒸热压机中,热压板温度为105℃,压板压力达到0.1Mpa时开始喷蒸,蒸气压力0.5Mpa,喷蒸时间15s,喷蒸结束后热板压力升至0.3Mpa,保持压力10min后将单板取出、分离、冷却,然后堆放。经喷蒸整平后,单板的平均波纹高度从16.48mm降至1.6mm,最大波峰值从23.4mm降至2.2mm,每米波纹数从7个降至3个。单板厚度为2.0mm,单板的平均波纹高度从21.52mm降至2.14mm,最大波峰值从29.4mm降至2.4mm,每米波纹数从6个降至3个。
实施例2:
单板厚度为2.0mm,自然干燥至含水率15%。将10张单板置于喷蒸热压机中,热压板温度为110℃,闭合压机,当压板压力达到0.2Mpa时开始喷蒸,蒸气压力0.5Mpa,喷蒸时间15s,喷蒸结束后热板压力升至0.5Mpa,保持压力10min后将单板取出、分离、冷却,然后堆放。经喷蒸整平后,单板的平均波纹高度从21.52mm降至2.14mm,最大波峰值从29.4mm降至2.4mm,每米波纹数从6个降至3个。
实施例3:
单板厚度为3.0mm,自然干燥至含水率18%。将3张单板置于喷蒸热压机中,热压板温度为120℃,闭合压机,当压板压力达到0.2Mpa时开始喷蒸,蒸气压力0.3Mpa,喷蒸时间5s,喷蒸结束后热板压力升至0.5Mpa,保持压力5min后将单板取出、分离、冷却,然后堆放。经喷蒸整平后,单板的平均波纹高度从26.59mm降至2.32mm,最大波峰值从36.13mm降至2.7mm,每米波纹数从5个降至2个。
一种单板喷蒸整平的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0