









专利摘要
本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术在在待加工光学镜面上上制作高精度牺牲层,再对牺牲层进行离子束刻蚀加工,将牺牲层表面面形精度复制到光学镜面上,突破离子束抛光技术对镜面中高频去除能力低的技术瓶颈,提升离子束抛光光学镜面,尤其是非球面的加工效率及加工精度,拓展离子束抛光技术的应用范围,本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术制造镜面牺牲层,与现有的旋涂、喷涂等加工手段相比,3D打印技术制作的表面牺牲层确定性更好,能根据面形误差的特点进行优化计算,制造的牺牲层不受光学表面曲率变化、频段误差分布特点等因素影响,面形加工精度高。
权利要求
1.一种3D打印辅助离子束抛光方法,其特征在于,包括下述步骤:
对待加工光学镜面进行干涉检测,获得镜面误差,所述镜面误差为所述待加工光学镜面的实际面形与理论面形的偏差;
利用PSD谱段分布分析所述镜面误差;
根据所述镜面误差的分析结果计算3D打印的加工文件;
根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层;
调整离子束抛光的工作参数,使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率;
获取所述工作参数对应的离子束抛光去除函数;
以所述离子束抛光去除函数为基础计算离子束加工驻留时间,生成离子束抛光加工文件;
对所述离子束抛光加工文件进行离子束抛光,将所述牺牲层的面形精度及表面质量复制到所述待加工光学镜面上;
对所述待加工光学镜面进行干涉检测,若镜面误差满足要求则结束加工;若镜面误差不满足要求,则重复上述步骤,直到镜面误差满足精度要求为止;
在进行根据所述镜面误差的分析结果计算3D打印的加工文件的步骤中,具体包括下述步骤:
根据所述镜面误差的PV值得到3D打印的加工文件的基础厚度d,以所述待加工光学镜面上最低点处为0,其他镜面点相对最低点的高度h,所述待加工光学镜面上任意一点处所需要打印的牺牲层厚度为d-h,计算得到所述待加工光学镜面上需要打印的牺牲层厚度分布图;
测量3D打印的加工文件在单位时间内单点处的增材制造工作函数;
采用反卷积算法计算得到3D打印的加工文件在待加工光学镜面上各处的驻留时间分布,得到3D打印的加工文件;
在完成根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层的步骤后进行下一步步骤前,还包括下述步骤:
利用金刚石单点车对所述牺牲层进行加工,去除所述牺牲层的表面误差,并修正所述牺牲层的厚度,获得厚度均匀、面形误差精度满足要求的牺牲层。
2.如权利要求1所述的3D打印辅助离子束抛光方法,其特征在于,在根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层的步骤中,所述牺牲层的材料是有机物、陶瓷或者金属。
3.如权利要求1所述的3D打印辅助离子束抛光方法,其特征在于,在调整离子束抛光的工作参数,使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率的步骤中,所述工作参数包括离子能量、入射角度、离子浓度及离子种类。
4.如权利要求1所述的3D打印辅助离子束抛光方法,其特征在于,在进行获取所述工作参数对应的离子束抛光去除函数的步骤中,具体包括下述步骤:
选用与待加工光学镜面材料相同的实验片,并干涉检测面形,得到实验片干涉面形;
设定离子束抛光的工艺参数,采用离子束抛光对所述实验片进行单点驻留去除实验,所述单点驻留的时间为100s;
测量所述实验片上的面形,并与所述实验片干涉面形中的检测结果作差,得到材料去除分布;
根据所述材料去除分布,计算得到采用所述采用离子束抛光对所述实验片进行加工,单位时间内产生的材料去除分布,所述材料去除分布的特征值包括材料峰值去除率和去除函数半宽。
说明书
技术领域
本发明涉及光学加工技术领域,特别涉及一种3D打印辅助离子束抛光方法。
背景技术
离子束抛光是一种非接触式的光学加工手段,常被用于光学加工最终的精密抛光手段。其主要技术特点有非接触式的材料去除、适用于多种材料、加工过程无应力、无边缘效应、无复印效应、定位允差大、具有回转对称的高斯型去除函数。但是,离子束抛光材料去除速率低,对镜面中高频误差的修正能力有限。
为有效去除镜面的中高频误差,可以采用牺牲层辅助离子束抛光去除镜面中高频误差。此方法技术路线为:首先在光学镜面表面制备面形精度高及表面质量好中高频误差低的牺牲层,然后利用离子束流以相同的去除速率同时去除牺牲层材料和镜面材料,将牺牲层的面形精度复制到光学镜面,最终获得中高频误差达标的光学镜面。
牺牲层辅助离子束抛光的主要技术难点有:①高质量牺牲层的制备,要求牺牲层具有较高面形精度的同时具有适宜的厚度;②离子束工作参数的优化,确保牺牲层材料及镜面材料具有相同的刻蚀速率。
目前牺牲层的制造方法主要有:光刻胶旋涂、喷涂以及模具压覆等。其对于平面、球面元件的适用性较好,但是对于非球面的牺牲层制造存在着一下不足:非球面模具制造成本高、精度低;牺牲层厚度均匀性差、非球面表面牺牲层制作完成后精度低。在牺牲层初步制造好之后,进行牺牲层修正的过程中,牺牲层精度检测难度大,加工精度低,导致后续面形复制精度低。
发明内容
有鉴如此,有必要针对现有技术存在的缺陷,提供一种面形加工精度高的3D打印辅助离子束抛光方法。
为实现上述目的,本发明采用下述技术方案:
一种3D打印辅助离子束抛光方法,包括下述步骤:
对待加工光学镜面进行干涉检测,获得镜面误差,所述镜面误差为所述待加工光学镜面的实际面形与理论面形的偏差;
利用PSD谱段分布分析所述镜面误差;
根据所述镜面误差的分析结果计算3D打印的加工文件;
根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层;
调整离子束抛光的工作参数,使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率;
获取所述工作参数对应的离子束抛光去除函数;
以所述离子束抛光去除函数为基础计算离子束加工驻留时间,生成离子束抛光加工文件;
对所述离子束抛光加工文件进行离子束抛光,将所述牺牲层的面形精度及表面质量复制到所述待加工光学镜面上;
对所述待加工光学镜面进行干涉检测,若镜面误差满足要求则结束加工;若镜面误差不满足要求,则重复上述步骤,直到镜面误差满足精度要求为止。
在一些较佳的实施例中,在进行根据所述镜面误差的分析结果计算3D打印的加工文件的步骤中,具体包括下述步骤:
根据所述镜面误差的PV值得到3D打印的加工文件的基础厚度d,以所述待加工光学镜面上最低点处为0,其他镜面点相对最低点的高度h,所述待加工光学镜面上任意一点处所需要打印的牺牲层厚度为d-h,计算得到所述待加工光学镜面上需要打印的牺牲层厚度分布图;
测量3D打印的加工文件在单位时间内单点处的增材制造工作函数;
采用反卷积算法计算得到3D打印的加工文件在待加工光学镜面上各处的驻留时间分布,得到3D打印的加工文件。
在一些较佳的实施例中,在进行根据所述加工文件,所述牺牲层的材料是有机物、陶瓷或者金属。
在一些较佳的实施例中,在完成根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层的步骤后进行下一步步骤前,还包括下述步骤:
利用金刚石单点车对所述牺牲层进行加工,去除所述牺牲层的表面误差,并修正所述牺牲层的厚度,获得厚度均匀、面形误差精度满足要求的牺牲层。
在一些较佳的实施例中,在调整离子束抛光的工作参数,使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率的步骤中,所述工作参数包括离子能量、入射角度、离子浓度及离子种类。
在一些较佳的实施例中,在进行获取所述工作参数对应的离子束抛光去除函数的步骤中,具体包括下述步骤:
选用与待加工光学镜面材料相同的实验片,并干涉检测面形,得到实验片干涉面形;
设定离子束抛光的工艺参数,采用离子束抛光对所述实验片进行单点驻留去除实验,所述单点驻留的时间为100s;
测量所述实验片上的面形,并与所述实验片干涉面形中的检测结果作差,得到材料去除分布;
根据所述材料去除分布,计算得到采用所述采用离子束抛光对所述实验片进行加工,单位时间内产生的材料去除分布,所述材料去除分布的特征值包括材料峰值去除率和去除函数半宽。
本发明采用上述技术方案的优点是:
本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术在在待加工光学镜面上上制作高精度牺牲层,再对牺牲层进行离子束刻蚀加工,将牺牲层表面面形精度复制到光学镜面上,突破离子束抛光技术对镜面中高频去除能力低的技术瓶颈,提升离子束抛光光学镜面,尤其是非球面的加工效率及加工精度,拓展离子束抛光技术的应用范围,本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术制造镜面牺牲层,与现有的旋涂、喷涂等加工手段相比,3D打印技术制作的表面牺牲层确定性更好,能根据面形误差的特点进行优化计算,制造的牺牲层不受光学表面曲率变化、频段误差分布特点等因素影响,面形加工精度高。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
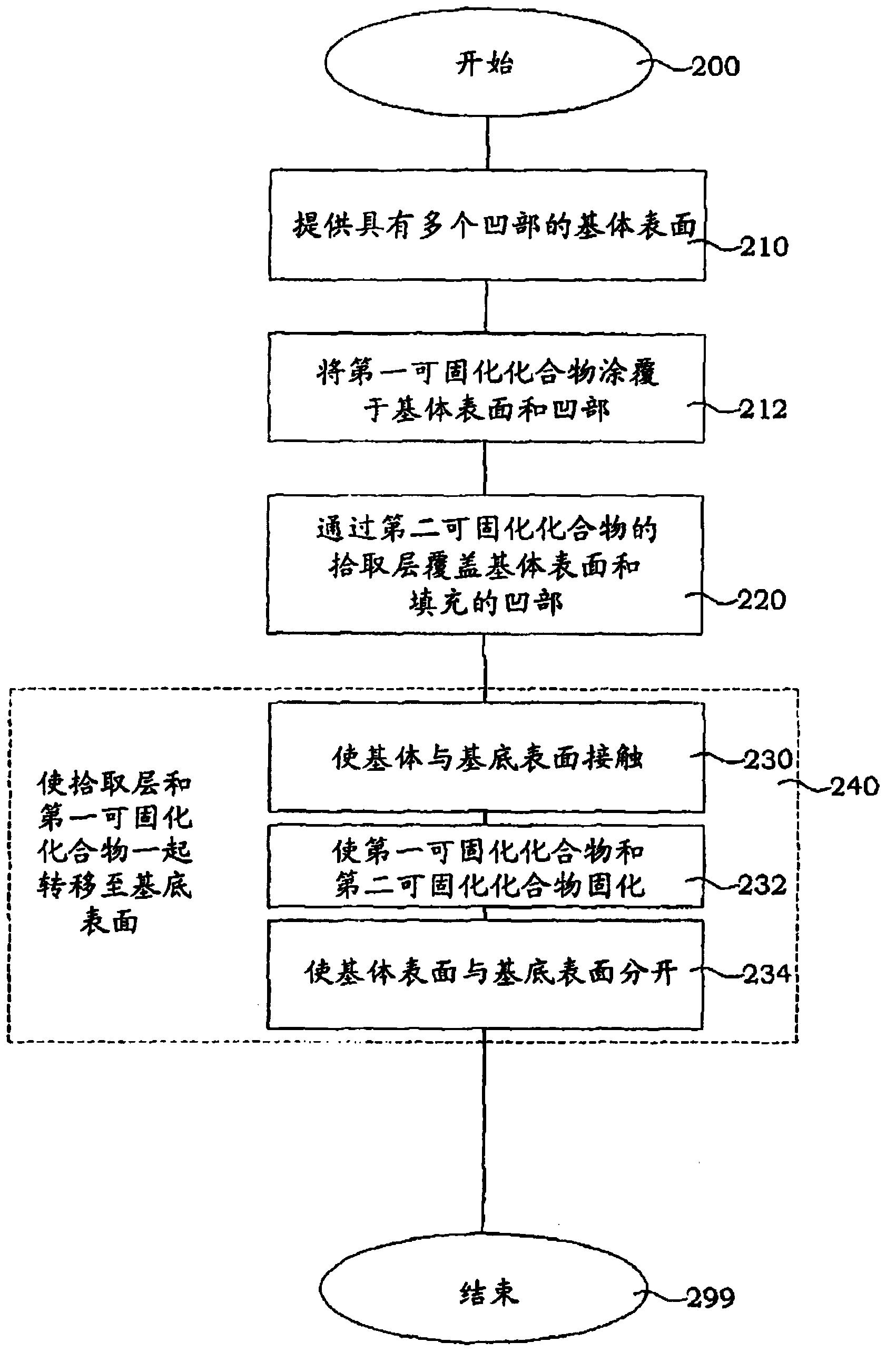
图1为本发明实施例提供的3D打印辅助离子束抛光方法的步骤流程图。
图2为本发明实施例提供的根据所述镜面误差的分析结果计算3D打印的加工文件的步骤流程图。
图3为本发明实施例提供的获取所述工作参数对应的离子束抛光去除函数的步骤流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
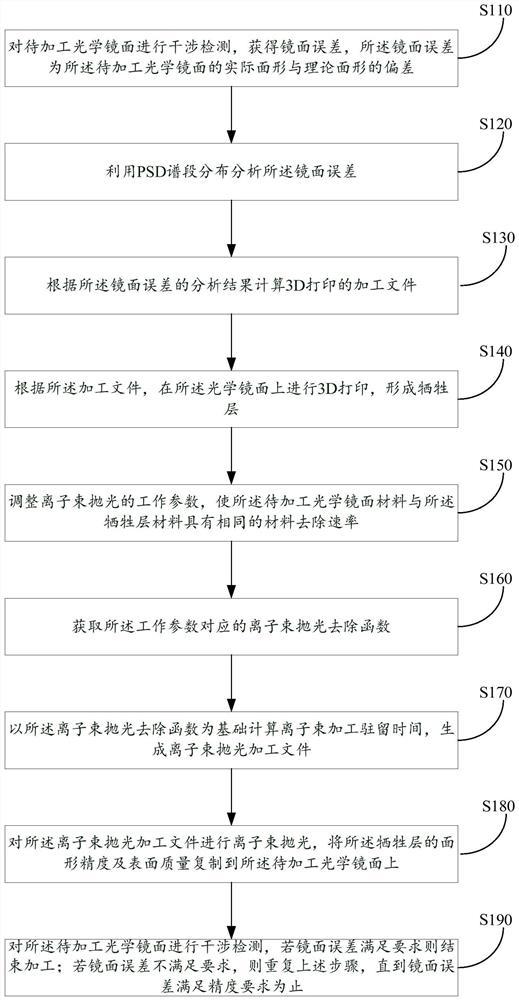
请参阅图1,为本发明实施例提供的3D打印辅助离子束抛光方法的步骤流程图,包括下述步骤:
步骤S110:对待加工光学镜面进行干涉检测,获得镜面误差,所述镜面误差为所述待加工光学镜面的实际面形与理论面形的偏差。
步骤S120:利用PSD谱段分布分析所述镜面误差。
步骤S130:根据所述镜面误差的分析结果计算3D打印的加工文件。
请参阅图2,为本发明实施例提供的根据所述镜面误差的分析结果计算3D打印的加工文件的步骤流程图,包括下述步骤:
步骤S131:根据所述镜面误差的PV值得到3D打印的加工文件的基础厚度d,以所述待加工光学镜面上最低点处为0,其他镜面点相对最低点的高度h,所述待加工光学镜面上任意一点处所需要打印的牺牲层厚度为d-h,计算得到所述待加工光学镜面上需要打印的牺牲层厚度分布图;
步骤S132:测量3D打印的加工文件在单位时间内单点处的增材制造工作函数;
步骤S133:采用反卷积算法计算得到3D打印的加工文件在待加工光学镜面上各处的驻留时间分布,得到3D打印的加工文件。
可以理解,通过上述步骤S131-133可以得到3D打印的加工文件。
步骤S140:根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层。
可以理解,关于牺牲层材料的选择,应根据不同的待加工光学镜面的材料特性,选择不同的牺牲层材料,其选择的主要依据是,牺牲层材料与镜面材料在某一组离子束抛光工艺参数条件下具有相同的材料去除速率。
在一些较佳的实施例中,所述牺牲层的材料是有机物、陶瓷或者金属。
进一步地,在完成根据所述加工文件,在所述光学镜面上进行3D打印,形成牺牲层的步骤后进行下一步步骤前,还包括下述步骤:
利用金刚石单点车对所述牺牲层进行加工,去除所述牺牲层的表面误差,并修正所述牺牲层的厚度,获得厚度均匀、面形误差精度满足要求的牺牲层。
可以理解,由于3D的制作精度无法达到纳米量级,制备的牺牲层对于光学尺度来说存在低频误差,需要进行精密修正,本发明利用金刚石单点车对牺牲层进行修正,金刚石单点车精度高,适用性广,可以获得均匀性好,面形误差小的牺牲层表面。
步骤S150:调整离子束抛光的工作参数,使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率。
具体地,所述工作参数包括离子能量、入射角度、离子浓度及离子种类。
可以理解,通过对离子束抛光的工作参数进行调整,可使所述待加工光学镜面材料与所述牺牲层材料具有相同的材料去除速率。
步骤S160:获取所述工作参数对应的离子束抛光去除函数。
请参阅图3,在进行获取所述工作参数对应的离子束抛光去除函数的步骤中,具体包括下述步骤:
步骤S161:选用与待加工光学镜面材料相同的实验片,并干涉检测面形,得到实验片干涉面形;
步骤S162:设定离子束抛光的工艺参数,采用离子束抛光对所述实验片进行单点驻留去除实验,所述单点驻留的时间为100s;
步骤S163:测量所述实验片上的面形,并与所述实验片干涉面形中的检测结果作差,得到材料去除分布;
步骤S164:根据所述材料去除分布,计算得到采用所述采用离子束抛光对所述实验片进行加工,单位时间内产生的材料去除分布,所述材料去除分布的特征值包括材料峰值去除率和去除函数半宽。
步骤S170:以所述离子束抛光去除函数为基础计算离子束加工驻留时间,生成离子束抛光加工文件。
步骤S180:对所述离子束抛光加工文件进行离子束抛光,将所述牺牲层的面形精度及表面质量复制到所述待加工光学镜面上。
步骤S190:对所述待加工光学镜面进行干涉检测,若镜面误差满足要求则结束加工;若镜面误差不满足要求,则重复上述步骤,直到镜面误差满足精度要求为止。
本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术在在待加工光学镜面上上制作高精度牺牲层,再对牺牲层进行离子束刻蚀加工,将牺牲层表面面形精度复制到光学镜面上,突破离子束抛光技术对镜面中高频去除能力低的技术瓶颈,提升离子束抛光光学镜面,尤其是非球面的加工效率及加工精度,拓展离子束抛光技术的应用范围,本发明提供的3D打印辅助离子束抛光方法,利用3D打印技术制造镜面牺牲层,与现有的旋涂、喷涂等加工手段相比,3D打印技术制作的表面牺牲层确定性更好,能根据面形误差的特点进行优化计算,制造的牺牲层不受光学表面曲率变化、频段误差分布特点等因素影响,面形加工精度高。
当然本发明的3D打印辅助离子束抛光方法还可具有多种变换及改型,并不局限于上述实施方式的具体结构。总之,本发明的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型。
一种3D打印辅助离子束抛光方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0