










专利摘要
本发明在最广义上可被定义为一种用于使片材起皱的方法,它能被用于制造飞行器曲线夹板折叠结构的轻质起皱芯。为了拓宽技术能力,从起皱坯件侧面压缩该起皱坯件,使其突脊相连,从而在其侧部形成弯曲半径,该弯曲半径由曲线折叠结构设计参数确定,并且在这种固定状态下,对起皱坯件进行热处理,以便释放物品材料中的应力,从而使其伸展至规定的曲线折叠结构参数。
权利要求
1.一种(适用于夹板芯的)曲线折叠结构的制造方法,包括:
沿着弯曲线来弯曲片材坯件,以便例如在曲折的褶皱的基础上形成三维起伏结构;把坯件弯曲和折叠成使所获得的折叠结构平面块的突脊相连,通过施加剪切力,使其变成弧形,从而在其侧部形成由规定的曲线折叠结构设计参数所确定的弯曲半径,并且在这种状态下对其进行热处理,以便释放折叠结构材料中的内部应力,于是使其伸展至规定的设计参数。
2.根据权利要求1所述的折叠结构的制造方法,包括:对例如由芳族聚酰胺“NOMEX”纸制成的折叠结构进行热处理,再加热温度为180-210℃,衰退时间为20-30分钟。
说明书
技术领域技术领域
我们的发明在最广义上可被定义为一种使片材起皱的方法,它能被用于制造机身夹板的曲线折叠结构的轻质起皱芯。
技术背景背景技术
已知有一种用于在物品的几何连接处制造曲线折叠结构的方法,利用可变形的模具来使物品成形。这种方法包括:在第一阶段,把片材坯件放置到成形用的下部可变形模具上,而把类似的上部可变形模具放置到所述坯件上。等距离放置的上部和下部可变形模具由一些平面成形元件组成,这些平面成形元件被制造成平行四边形的形式;利用铰链使这些成形元件沿着所有侧面相互连接起来。
在第二阶段,当例如利用真空袋来使模具变形时,上部和下部可变形模具插入坯件内,从而改变其曲度,从而使坯件变成具有规定的褶皱设计参数的起伏形式(V.I.Khaliulin,用于制造夹板结构的技术方案,KSTU,Kazan,1999.-168p.,p.128-133,-ISBN 5-7579-0295-7)。
这种用于获得曲线状物品的使片材坯件起皱的方法,其主要缺点在于:为了提供利用数学计算得出的规定的折叠结构弯曲半径,该折叠结构弯曲半径为上部和下部可变形模具之间的距离,该弯曲半径是在成形之前需要给坯件的弯曲半径以及可变形模具成形元件突脊的尺寸大小。此外,上部和下部模具的几何尺寸具有不同的线性参数。这就会导致在成形的第一阶段会花费大量的人力来相互放置模具。而且还可能使所获得的物品弯曲半径的计算值不能实现把上部和下部成形模具精密地几何连接。
已知有一种用于制造曲线起皱芯的方法,该方法包括:在展开的坯件上划出突部曲折线和凹部曲折线,在这些曲折线处,顶点角相应地为2α和2β,它们的值与确定的曲折起皱芯的设计参数有关;然后,沿着所划出的这些线使坯件弯曲(发明人证书号为no.1,785,154USSR,国际分类号为B32B15/00,利用曲折起皱芯制造曲线夹板的方法,公告号为no.42,1992年11月16日)。这种方法被当作本发明的一原型。
这种方法的主要缺点在于:它只可能制造具有例如沿圆筒母面方向的纵向曲折褶皱的折叠结构。然而,例如在制造飞行器机身板的过程中,所述的芯必须具有横向褶皱,并且应当满足把冷凝物从所述板的内部腔室中除去的使用规定。
发明内容发明内容
我们的发明旨在提供平面块折叠结构的弯曲,它是这样来实现的,在平面块折叠结构片材于压缩状态下施加作用力,使得突脊平面产生剪切变形,而使突脊相连,从而形成弯曲,使得当把这种结构展开时,具有规定的物品设计参数。
实施所要求保护的发明,所获得的技术效果是改进了曲线折叠结构的产品质量,这是由于成形精度提高以及技术能力拓宽的缘故。
这里所述的技术效果是通过采用已知的制造曲线折叠结构方法中的一些特征和根据本发明的技术方案的一些特征的组合来实现的,所采用的已知方法中的特征为:沿着弯曲线弯曲片材坯件,从而例如在曲折褶皱的基础上形成三维起伏结构,所采用的根据本发明的技术方案中的技术特征是:把坯件弯曲并折叠成使所获得的折叠结构的平面块突脊相连,并且施加剪切应力作用来使坯件的突脊平面变成弧形,从而在坯件的侧部提供弯曲半径,该弯曲半径由规定的曲线折叠结构的设计参数确定;在这种固定状态下,所述的块被热处理,以便释放折叠结构材料中的内部应力,于是,当所述块被展开时就具有规定的设计参数。对例如由芳族聚酰胺(aramide)“NOMEX”纸构成的折叠结构的热处理是在再加热温度为180-210℃、衰退时间为20-30分钟的情况下进行的。
申请人通过对现有技术的分析,表明现有技术中没有与本发明中的特征组合相类似的特征组合。因此,所要求保护的技术方案满足专利性中的“新颖性”条件。
通过在给定领域中对已知的技术方案进行检索,旨在检索那些与所要求保护的技术方案的特征部分相同的技术特征,检索结果表明所要求保护的技术方案的特征部分的技术特征并不是来自于现有技术。从申请人尽力揭露的现有技术来看,所确定的必要技术特征对所声称的技术效果没有影响。因此,本发明所要求保护的技术方案满足专利性中的“创造性”条件。
工业实用性
所要求保护的、用于生产曲线折叠结构芯的方法在工业生产上能被用于制造空中客车所用的机身板。采用所要求保护的方法技术可以降低制造客机机身夹板的成本。
附图说明附图说明
图1-5表示出了本发明的要素。
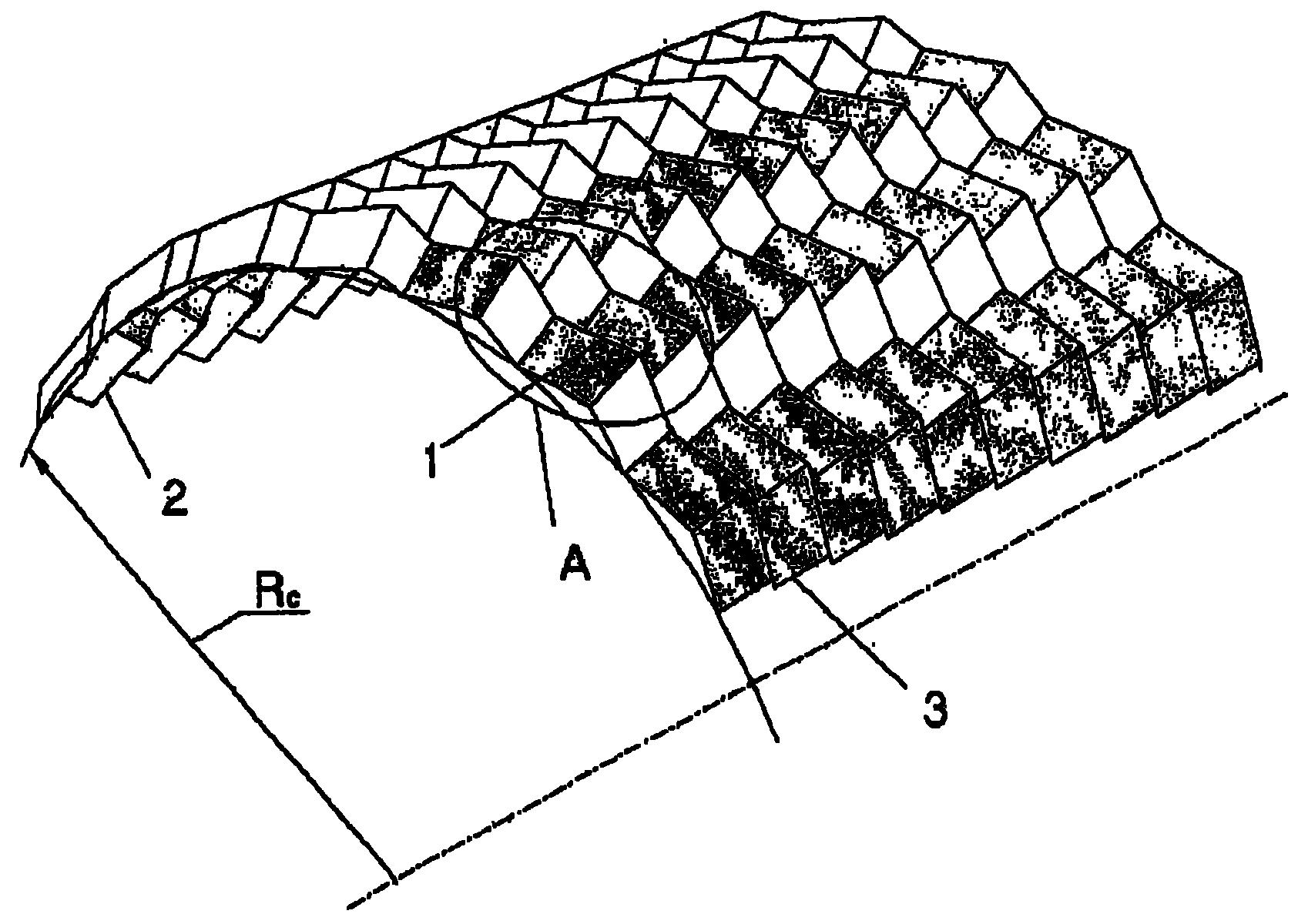
图1是曲线折叠结构的总体示意图;
图2是图1中A处(褶皱设计参数)的按比例放大示意图;
图3是片材坯件上的折叠结构的展开图;
图4表示已制造好的折叠结构块被压缩成突脊相连;
图5表示使被压缩的结构块的侧部变成弧形。
图1-4表示出了下列位置:
1是突部的曲折线;2是凹部的曲折线;3是锯齿状线。
具体实施方式具体实施方式
我们的方法能以下列方式来实现:
沿着弯曲线1、2、3使平面片材坯件(图3)弯曲,并把该平面片材坯件折叠成使得所获得的折叠结构平面块的突脊相连(图4)。展开的折叠结构上的弯曲线1、2、3的几何参数为:2Sd是曲折线之间的步距,Ld是曲折线之间的距离,Vd是曲折线的幅度—这些参数与已制造好的曲线折叠结构(图1)的褶皱设计参数(图2)相关:H是曲折褶皱的高度,V是曲折线的幅度,2S是曲折线之间的步距,2L是锯齿状线之间的步距—以下列方式相关:
然后,通过在突脊平面中施加一剪切力Ps,使所获得的经压缩的块变成弧形(图5),从而在其侧部形成弯曲半径,该弯曲半径为:
r=f(Rc,t,2S,2L,V,H),
其中,Rc是折叠结构的弯曲半径,
t是坯件材料厚度,
2S,2L,H是折叠结构褶皱设计参数(见上面内容)。
在固定状态下,所述的块被热处理,以便释放折叠结构材料中的内部应力,(例如,对于“NOMEX”材料来说,再加热温度为180-210℃,衰退时间为20-30分钟),于是,它被伸展成规定的曲线折叠结构设计参数。
制造曲线折叠结构的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0