

IPC分类号 : C08G73/00,C08L79/00,C08L77/02,C08K7/14








专利摘要
本发明公开了一种增韧增强尼龙6的增容剂,其为端多氨基树枝状大分子PESAM,其结构式如式(I)所示:本发明还提供了端多氨基树枝状大分子PESAM的制备方法。本发明还公开了一种含有端多氨基树枝状大分子PESAM增容剂的尼龙6共混物及其方法。本发明的端多氨基树枝状大分子PESAM增容剂,增韧增强效果好,显著地提高了尼龙6共混物的拉伸强度、断裂伸长率、冲击强度等力学性能。
权利要求
1.一种增韧增强尼龙6的增容剂,其特征在于,其为端多氨基树枝状大分子PESAM,其结构式如式(I)所示:
2.制备权利要求1所述的端多氨基树枝状大分子PESAM的方法,其特征在于,所述方法包括以下步骤:
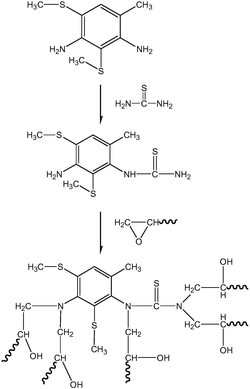
将三羟甲基丙烷三丙烯酸酯和乙二胺于室温进行迈克尔加成反应,用甲醇作为沉淀剂进行分离提纯,再加入三(2-氨基乙基)胺于室温反应,最后减压蒸馏,得到端多氨基树枝状大分子PESAM。
3.端多氨基树枝状大分子PESAM用作对尼龙6有增韧增强作用的增容剂。
4.端多氨基树枝状大分子PESAM用作尼龙6与玻璃纤维共混时的增容剂。
5.一种含有增容剂的尼龙6共混物,其特征在于,其包含尼龙6和增容剂,所述增容剂为端多氨基树枝状大分子PESAM,其结构式如式(I)所示:
6.根据权利要求5所述的尼龙6共混物,其特征在于,所述尼龙6共混物中,尼龙6占总量95-99.95%,PESAM占总量的0.05-5%。
7.根据权利要求5所述的尼龙6共混物,其特征在于,其还包含有玻璃纤维。
8.根据权利要求7所述的尼龙6共混物,其特征在于,PESAM︰尼龙6︰玻璃纤维占共混物重量百分比为0.1-5%︰69-94%︰5-30%。
9.制备如权利要求5或6所述的含有增容剂的尼龙6共混物PESAM的方法,其包括如下步骤:
先将尼龙6置于真空烘箱中于50℃干燥2小时,再将PESAM滴加到尼龙6中,搅拌均匀;然后将混合均匀好的物料加入双螺杆挤出机进行熔融挤出,经过拉丝、冷却、切粒获得各种所需产品,且双螺杆挤出机机筒加工温度设定为100~260℃,主机螺杆转速为600r/min-1。
10.制备如权利要求7或8所述的PESAM尼龙6共混物方法,其包括如下步骤:
先将尼龙6置于真空烘箱中于50℃干燥2小时,再将PESAM滴加到尼龙6中,搅拌均匀;然后将混合均匀好的物料加入双螺杆挤出机,同时将玻璃纤维从双螺杆挤出机的第一个排气口加入进行熔融挤出,经过拉丝、冷却、切粒获得各种所需产品,其中PESAM所述双螺杆挤出机的机筒加工温度设定为230~260℃,主机螺杆转速为600r.min-1。
说明书
技术领域
本发明属于高分子复合材料领域,具体涉及到一种增韧增强尼龙6的增容剂及其制备方法。
背景技术
尼龙6,即聚酰胺-6,又叫PA6,具有优良的物理和化学性能,具有力学强度高、韧性好、耐磨、耐油等特点,因而在电子电器、机械设备、生活家居等领域受到越来越多的关注。但是其耐强酸强碱性差、低温冲击强度低、易吸水以及抗蠕变性不足等缺点,使其在应用中受到很大限制。一般情况下,在树脂中加入适量的增强纤维,能有效的传递应力,使塑料的力学性能得到明显的提高。但单纯的添加玻璃纤维,得到的制品的表面玻璃纤维外露,甚至出现制品变形。
针对以上出现的情况,人们也做了大量的研究。考虑在尼龙6与其他材料的共混时,添加某些增容剂可使共混体系的相容性更加稳定,但是,有些增容剂是对人体有害的。
发明内容
本发明所要解决的技术问题在于提供一种有助于玻璃纤维和尼龙6增容,并使体系稳定、用量少,对人体无害的增容剂--端多氨基树枝状大分子(PESAM)。
为了解决上述的技术问题,本发明提供了一种增韧增强尼龙6的增容剂,其为端多氨基树枝状大分子PESAM,其结构式如式(I)所示:
本发明的第二方面还提供了所述的端多氨基树枝状大分子PESAM的制备方法,该方法包括以下步骤:
将三羟甲基丙烷三丙烯酸酯和乙二胺于室温进行迈克尔加成反应,用甲醇作为沉淀剂进行分离提纯,再加入三(2-氨基乙基)胺于室温反应,最后减压蒸馏,得到端多氨基树枝状大分子PESAM。
在本发明的一具体技术方案中,将三羟甲基丙烷三丙烯酸酯和乙二胺,于室温进行迈克尔加成反应3-6小时,用甲醇作为沉淀剂进行分离提纯;再加入三(2-氨基乙基)胺于室温反应6-10小时,减压蒸馏,得到端多氨基树枝状大分子,其中,三羟甲基丙烷三丙烯酸酯︰乙二胺︰三(2-氨基乙基)胺的质量比为20-30︰1︰40-50。
本发明要解决的第三方面的技术问题,提供了所述端多氨基树枝状大分子PESAM的用途,用作对尼龙6有增强增韧作用的增容剂。
本发明要解决的第四方面的技术问题,提供了所述端多氨基树枝状大分子PESAM的用途,用作于尼龙6与其他材料共混时的增容剂。
本发明的一具体技术方案中,端多氨基树枝状大分子PESAM用作尼龙6与玻璃纤维共混时的增容剂。
本发明要解决的第五方面的技术问题,提供一种含有增容剂的尼龙6共混物,其包含尼龙6和增容剂,所述增容剂为端多氨基树枝状大分子PESAM,其结构式如式(I)所示:
本发明的一具体技术方案中,所述尼龙6共混物中,尼龙6占总量95-99.95%,PESAM占总量的0.05-5%。优选地,尼龙6占尼龙6共混物总量的百分比为95-99.5%,PESAM为尼龙6共混物总量的0.5-5%;更优选地,尼龙6占尼龙6共混物总量的百分比为98-99.5%,PESAM为尼龙6共混物总量的0.5-2%。
本发明的一具体技术方案中,尼龙6共混物还包含有玻璃纤维。
本发明的一具体技术方案中,PESAM︰尼龙6︰玻璃纤维分别占尼龙6共混物重量百分比为0.1-5%︰69-94%︰5-30%;优选地,共混物总量中,PESAM︰尼龙6︰玻璃纤维的重量百分比为0.1-3%︰69-87%︰10-30%;更优选地,共混物总量中,PESAM︰尼龙6︰玻璃纤维的重量百分比为0.1-2%︰75-85%︰15-23%。
本发明要解决的第六方面的技术问题,提供了含有增容剂PESAM的尼龙6共混物的制备方法,其包括如下步骤:
先将尼龙6置于真空烘箱中于50℃干燥2小时,再将PESAM滴加到尼龙6中,搅拌均匀;然后将混合均匀好的物料加入双螺杆挤出机进行熔融挤出,经过拉丝、冷却、切粒获得各种所需产品。以上的百分含量指重量百分含量。
本发明的一具体技术方案中,双螺杆挤出机机筒加工温度设定为100~260℃,主机螺杆转速为600r/min-1。
本发明的一具体技术方案中,所述双螺杆挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。
本发明的第七方面的技术问题,提供了还包含有玻璃纤维的尼龙6共混物的制备方法,其包括如下步骤:
先将尼龙6置于真空烘箱中于50℃干燥2小时,按配方将PESAM滴加到尼龙6中,搅拌均匀;然后将混合均匀好的物料加入双螺杆挤出机,同时将玻璃纤维从双螺杆挤出机的第一个排气口加入进行熔融挤出,经过拉丝、冷却、切粒获得各种所需产品。
本发明的一具体技术方案中,所述双螺杆挤出机的机筒加工温度设定为230~260℃,主机螺杆转速为600r.min-1。
本发明的一具体技术方案中,所述双螺杆挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。
本发明提供了一种高效、无毒,并且本身能对尼龙6增强增韧的增容剂,端多氨基树枝状大分子PESAM,其端基为16个氨基。将少量PESAM和玻璃纤维添加至尼龙6中制备复合材料,无需添加其他添加剂,增韧增强效果好,拉伸强度、断裂伸长率、冲击强度等力学性能都显著性提高。将本发明的PESAM添加到尼龙6中,也显著增强其力学性能,见表1。
具体实施方式
下面的实施例是对本发明的进一步阐述,但本发明的内容不限于此。本发明说明书中的实施方式仅用于对本发明进行说明,其并不对本发明的保护范围起到限定作用。本发明的保护范围仅由权利要求限定,本领域技术人员在本发明公开的实施方式的基础上所做的任何省略、替换或修改都将落入本发明的保护范围。
实施例1
将30重量份的三羟甲基丙烷三丙烯酸酯和1.2重量份的乙二胺于室温进行迈克尔加成反应4小时,用甲醇作为沉淀剂进行分离提纯;再加入50重量份的三(2-氨基乙基)胺于室温反应8小时,减压蒸馏,得到端多氨基树枝状大分子PESAM,如式I所示。
实施例2
按照重量份,将0.05重量份PESAM用胶头滴管滴加到99.95重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。挤出机机筒加工温度为100~260℃,挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例3
按照重量份,将0.5重量份PESAM用胶头滴管滴加到99.5重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。挤出机机筒加工温度为100~260℃,挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例4
按照重量份,将1重量份PESAM用胶头滴管滴加到99重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。挤出机机筒加工温度为100~260℃,挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例5
按照重量份,将1.5重量份PESAM用胶头滴管滴加到98.5重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。挤出机机筒加工温度为100~260℃,挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例6
按照重量份,将2重量份PESAM用胶头滴管滴加到98重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。挤出机机筒加工温度为100~260℃,挤出机共设七区,第一区为100℃,第二区为110℃,第三区为180℃,第四区为220℃,第五区为250℃,第六区为260℃,第七区为210℃,机头温度为200℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例7
按照重量份,将1重量份PESAM用胶头滴管滴加到94重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将5重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例8
按照重量份,将1重量份PESAM用胶头滴管滴加到89重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将10重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例9
按照重量份,将1重量份PESAM用胶头滴管滴加到84重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将15重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例10
按照重量份,将1重量份PESAM用胶头滴管滴加到79重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将20重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例11
按照重量份,将1重量份PESAM用胶头滴管滴加到69重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将30重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例12
按照重量份,80重量份尼龙6加入双螺杆挤出机料桶内,开启挤出机。同时将20份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例13
按照重量份,将0.1重量份PESAM用胶头滴管滴加到79.9重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将20重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例14
按照重量份,将0.5重量份PESAM用胶头滴管滴加到79.5重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将20重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例15
按照重量份,将1.5重量份PESAM用胶头滴管滴加到78.5重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将20重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
实施例16
按照重量份,将2重量份PESAM用胶头滴管滴加到78重量份PA6中,搅拌均匀后加入双螺杆挤出机料桶内,开启挤出机。同时将20重量份玻璃纤维从第一个排气口加入进行熔融挤出。挤出机机筒加工温度为230~260℃,挤出机共设七区,第一区为230℃,第二区为240℃,第三区为245℃,第四区为255℃,第五区为260℃,第六区为255℃,第七区为250℃,机头温度为245℃。主机螺杆转速为600r.min-1,然后熔融挤出、拉丝、冷却、切粒获得所需产品。
性能测试
熔融指数测试按ISO 1133执行,测试设备为美特斯工业系统有限公司ZRZ1452熔体流动速率试验机;拉伸强度和断裂伸长率测试按ISO527执行,测试设备为济南恒瑞金试验机有限公司WDW-10G电子万能试验机;冲击强度测试按ISO 179执行,测试设备为美国TiniusOisen公司IT 504冲击试验机。
采用本发明方法生产的增韧增强尼龙6复合材料性能如下表1所示:
表1 实施例产品性能
上述实例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人是能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所做的等效变换或修饰,都应涵盖在本发明的保护范围之内。
一种增韧增强尼龙6的增容剂及其制备方法和用途专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0