











专利摘要
一种提高金属锆塑性和力学性能的方法,其主要利用真空非自耗电弧炉熔炼制备锆硼合金铸锭,硼的质量百分比为0.3~0.8,其余为Zr和不可避免的杂质,然后对合金铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,合金的最终变形量达到75%,最终轧制厚度为6mm,最后一次变形后,空冷至室温,将经过轧制的合金进行最终的退火处理,在管式真空炉中用氩气保护加热,在600‑900℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得锆硼合金。本发明工艺简单,有效地提高了金属锆的强度和塑性,其最佳室温抗拉强度比纯锆提高了28.64%,其最佳延伸率比纯锆提高了53.57%。
权利要求
1.一种提高金属锆塑性和力学性能的方法,其特征在于,方法步骤如下:
(1)合金化学成分质量百分数wt%为:B 0.3~0.8,其余为Zr和不可避免的杂质;
(2)铸锭:将原材料海绵锆清洗干净,与硼粉混合均匀,放入真空非自耗电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,合金锭需要翻转重熔6次以确保成分均匀;
(3)轧制:对步骤(2)的铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,最终变形量达到75%,每道次变形之间,在原轧制温度下保温3分钟,最终轧制厚度为6mm;最后一次变形后,空冷至室温,将表层氧化皮打磨干净;
(4)退火:对步骤(3)轧制后的合金进行最终的退火处理,在管式真空炉中用氩气保护加热,在600-900℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得锆硼合金。
说明书
技术领域 本发明属于材料技术领域,特别涉及一种金属锆的制备方法。
背景技术 金属锆具有较低的热中子吸收截面积(只有1.8×10-29m2,仅次于铍和镁),良好的抗辐照性能,适中的强度和延展性,优异的耐腐蚀等特性。因此,金属锆及其合金被广泛的应用于核工业和化工行业中。在核工业中主要用于核反应堆的堆芯结构材料和核燃料包壳材料,在化工行业中主要用作洗涤塔、热交换器、反应器、泵等关键的耐腐蚀部件。正是由于其良好的理化特性,目前人们主要集中于金属锆耐腐蚀性能的研究改进上,在提高强度方面并没有得到比较成熟的发展。而高强度的锆基材料可以用于高腐蚀或高辐照的条件下的主承力部件,纯锆的室温抗拉强度很低,通常在300MPa左右,传统锆合金的室温抗拉强度则在300MPa~600MPa的范围,难以满足对强度有高要求的材料的需求。因此,为了满足对优异综合力学性能锆基材料的迫切需求,拓宽锆合金的应用领域,有必要提高金属锆的力学性能。
发明内容 本发明的目的是提供一种工艺简单的提高金属锆塑性和力学性能的方法。本发明主要是在纯锆中加入B元素,再辅以相应的热处理手段,从而提高金属锆的塑性和力学性能。
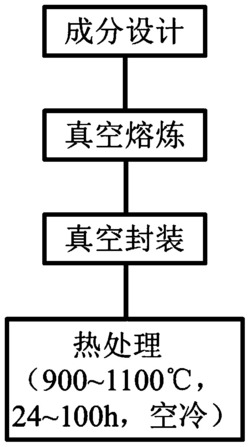
本发明的技术方案如下:
(1)合金化学成分质量百分数wt%为:B 0.3~0.8,其余为Zr和不可避免的杂质;
(2)铸锭:将原材料海绵锆清洗干净,与硼粉混合均匀,放入真空非自耗电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,合金锭需要翻转重熔6次以确保成分均匀;
(3)轧制:对步骤(2)的铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,最终变形量达到75%,每道次变形之间,在原轧制温度下保温3分钟,最终轧制厚度为6mm;最后一次变形后,空冷至室温,将表层氧化皮打磨干净;
(4)退火:对步骤(3)轧制后的合金进行最终的退火处理,在管式真空炉中用氩气保护加热,在600-900℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得锆硼合金。
利用线切割切出拉伸试样(国家标准:GBT228-2002),每个样品至少切出5个拉伸样,确保数据的可重复性,采用室温单轴拉伸实验进行测量,测试仪器型号为Instron 5982的万能材料试验机(生产商:英斯特朗,美国),全程用引伸计监测试样的拉伸位移,拉伸速率设定为5×10-3s-1;本发明锆基合金的力学性能测试结果为:屈服强度:508-605MPa,抗拉强度:690~723MPa,延伸率:15.7%~21.7%。
本发明与现有技术相比具有以下优点:
1、制备工艺简单。
2、制备出高性能的锆基合金,有效地控制了合金的组织形态,使强硬的ZrB2陶瓷相均匀分布,并使板条状的α相球化。
3、通过添加微量硼元素和后续热加工处理,同时提高了金属锆的塑性和力学性能,其最佳室温抗拉强度比纯锆提高了28.64%,其最佳延伸率比纯锆提高了53.57%。
附图说明
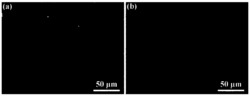
图1是本发明实施例1制得的锆硼合金的显微组织图。
图2是本发明实施例2制得的锆硼合金的显微组织图。
图3是本发明实施例3制得的锆硼合金的显微组织图。
具体实施方式
实施例1
取工业级海绵锆、硼粉,按照合金成分Zr-0.3B(质量百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,要翻转重熔6次以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,合金的最终变形量达到75%,铸锭每道次变形之间在800℃保温3分钟,最终厚度为6mm,最后一次变形后,空冷至室温,将表层氧化皮打磨干净。将经过轧制后的合金进行退火处理,在管式真空炉中用氩气保护加热,在700℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得具有优异力学性能的锆硼合金。
如图1所示,制得的锆硼合金的组织由均匀分布的ZrB2相和等轴α相组成,合金中ZrB2相的均匀分布和α相球化提高了金属锆的强度和延伸率。利用线切割切出拉伸试样,并测其力学性能。本发明与对比文献1(Z.H.Feng,X.J.Jiang,Y.K.Zhou,C.Q.Xia,S.X.Liang,R.Jing,X.Y.Zhang,M.Z.Ma,R.P.Liu.Influence of beryllium addition on the microstructural evolution and mechanical properties of Zr alloys Materials and Design.2015,65:890-895.)中所报道的纯锆的抗拉强度和延伸率相比,分别提高了25.44%和40.83%。测试结果如表1所示。
实施例2
取工业级海绵锆、硼粉,按照合金成分Zr-0.5B(质量百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,要翻转重熔6次以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,合金的最终变形量达到75%,铸锭每道次变形之间在800℃保温3分钟,最终厚度为6mm,最后一次变形后,空冷至室温,将表层氧化皮打磨干净。将经过轧制后的合金进行退火处理,在管式真空炉中用氩气保护加热,在800℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得具有优异力学性能的锆硼合金。
如图2所示,制得的锆硼合金的组织由均匀分布的ZrB2相和等轴α相组成,α相的进一步球化提高了金属锆的强度和延伸率。利用线切割切出拉伸试样,并测其力学性能。本发明与对比文献1(Z.H.Feng,X.J.Jiang,Y.K.Zhou,C.Q.Xia,S.X.Liang,R.Jing,X.Y.Zhang,M.Z.Ma,R.P.Liu.Influence of beryllium addition on the microstructural evolution and mechanical properties of Zr alloys Materials and Design.2015,65:890-895.)中所报道的纯锆的抗拉强度和延伸率相比,分别提高了22.77%和53.57%。测试结果如表1所示。
实施例3
取工业级海绵锆、硼粉,按照合金成分Zr-0.8B(质量百分比)配料,放入非自耗真空电弧熔炼炉中,将炉腔内的真空度抽到1×10-2Pa,充入高纯氩气作为保护气氛后开始常规熔炼,熔炼过程中,要翻转重熔6次以确保获得的合金铸锭成分均匀;然后对合金铸锭进行轧制,轧制温度为800℃,采用多道次变形,每次压下量为2.5mm,合金的最终变形量达到75%,铸锭每道次变形之间在800℃保温3分钟,最终厚度为6mm,最后一次变形后,空冷至室温,将表层氧化皮打磨干净。将经过轧制后的合金进行退火处理,在管式真空炉中用氩气保护加热,在900℃的温度条件下保温1.5小时后随炉冷却到100℃以下从炉中取出进行空冷,制得具有优异力学性能的锆硼合金。
如图3所示,制得的锆硼合金的组织由均匀分布的ZrB2相和等轴α相组成。利用线切割切出拉伸试样,并测其力学性能。本发明与对比文献1(Z.H.Feng,X.J.Jiang,Y.K.Zhou,C.Q.Xia,S.X.Liang,R.Jing,X.Y.Zhang,M.Z.Ma,R.P.Liu.Influence of beryllium addition on the microstructural evolution and mechanical properties of Zr alloys Materials and Design.2015,65:890-895.)中所报道的纯锆的抗拉强度和延伸率相比,分别提高了26.15%和45.08%。测试结果如表1中实施例3所示。
表1:实施例1、2、3制得的锆基合金的塑性和力学性能测试结果
注:对比试验文献来源
1Z.H.Feng,X.J.Jiang,Y.K.Zhou,C.Q.Xia,S.X.Liang,R.Jing,X.Y.Zhang,M.Z.Ma,R.P.Liu.Influence of beryllium addition on the microstructural evolution and mechanical properties of Zr alloys Materials and Design.2015,65:890-895.
一种提高金属锆塑性和力学性能的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0