









专利摘要
本发明公开了一种电磁耦合外场作用下强化处理硬质合金刀具的方法及装置,将硬质合金刀具置于电磁处理装置中,通过向刀具同时施加脉冲电场和脉冲磁场,利用电磁耦合作用,通过硬质合金刀具的强化处理修复硬质合金内部组织缺陷,在提升刀具的切削性能的同时延长了刀具的使用寿命,进而降低生产成本。
权利要求
1.一种电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于将待处理硬质合金刀具置于电磁处理装置的励磁线圈工作腔内,硬质合金刀具两侧接入脉冲电场电路;然后利用电磁处理装置向硬质合金刀具同时施加脉冲电场和脉冲磁场,利用电磁耦合外场修复硬质合金刀具内部组织缺陷;脉冲电场电压为0.4~2.0V,脉冲磁场强度为0.5~2.5T,脉冲电场和脉冲磁场施加时间为3~4min。
2.根据权利要求1所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于脉冲电场电压为1.2~2.0V。
3.根据实施例2所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于脉冲电场单组脉冲个数为20~50个,脉冲组组数为20~50个。
4.根据实施例3所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于脉冲电场单组脉冲个数为20~30个,脉冲组组数为40~50个。
5.根据权利要求3或4所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于脉冲电场单个电脉冲作用时间为20~50ms,脉冲组间隔时间为0.5~1.5s。
6.根据权利要求1至4任一项所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于所述脉冲磁场强度为1.0~2.0T。
7.根据权利要求5所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于所述脉冲磁场强度为1.0~2.0T。
8.根据权利要求7所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于所述脉冲磁场充磁次数为20~50次,单个磁脉冲作用时间为0.5~10s,单个磁脉冲间隔时间为0.5~1.5s。
9.根据权利要求8所述电磁耦合外场作用下强化处理硬质合金刀具的方法,其特征在于所述脉冲磁场充磁次数为40~50次。
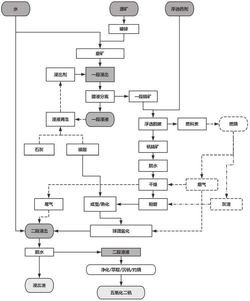
10.实施权利要求1至9任一项权利要求所述方法的电磁处理装置,其特征在于包括脉冲电场电路和脉冲磁场电路;所述脉冲电场电路包括交流电源AC1、可编程逻辑控制器PLC1、电容C1和两个开关(S1、S2),电容C1与交流电源AC1和可编程逻辑控制器PLC1串联支路并联构成脉冲电源,电容C1两端分别引出用于与待处理硬质合金刀具两侧连接的导线,开关S1设置于交流电源AC1与电容C1连接的导线上,开关S2设置于连接待处理硬质合金刀具的导线上;所述脉冲磁场电路包括交流电源AC2、可编程逻辑控制器PLC2、电容C2、励磁线圈和两个开关(S3、S4),电容C2与交流电源AC2和可编程逻辑控制器PLC2串联支路并联构成励磁电源,电容C2两端与励磁线圈两极连接,励磁线圈内部为其工作腔,开关S3设置于励磁线圈与电容C2连接的导线上,开关S4设置于电容C2与交流电源AC2连接的导线上。
说明书
技术领域
本发明属于材料改性技术领域,涉及金属切削刀具材料强化处理,具体涉及一种电磁耦合外场作用下强化处理硬质合金刀具的方法及装置。
背景技术
金属切削技术是机械制造行业的支柱技术,切削刀具材料的优劣,也直接影响整个机械制造工业生产技术水平和经济效益的高低。最大限度地挖掘刀具切削性能,减缓刀具磨损,延长刀具服役寿命,提高被加工工件表面质量一直是本领域研究的重点。刀具在切削过程中要承受高温、高压、摩擦、冲击的作用,因此刀具材料必须满足一定的性能要求,主要包括:高硬度、高耐磨性、足够的强度和冲击韧性、高耐热性、良好的工艺性和经济性等。
目前随着制造业转型升级,切削刀具也面临性能升级,然而低端标准刀具产能过剩,性能优良的刀具产能严重不足,仍需以进口刀具为主。因此,进口刀具在制造业高端需求领域仍占统治地位。
据统计,每年刀具磨损给全球经济带来的损失高达数千亿美元。充分挖掘刀具的切削性能、减缓刀具的磨损、提高刀具的加工能力,是降低生产成本、保证产品质量、提高生产率的一条重要途径,目前已得到越来越多的关注,并在生产实践中探索多种有效的工艺方法。其中,对刀具材料改性便是研究方向之一,其能够提高低端标准刀具切削性能,满足难加工零件的加工需求,同时能够优化高端刀具物理特性,延长其使用寿命。
刀具材料改性通常是通过热处理和涂层等强化处理方法来实现,一方面涂层与刀具材料表面的结合性难以有效保证,从而影响刀具的切削性能和使用寿命,另一方面热处理过程容易引起刀具变形,同样也会对刀具的切削性能和使用寿命产生严重影响。
磁化技术是一种非温度调节铁磁性材料组织性能的技术手段,它不仅是金属表面的强化,而且是整体的强化。外场技术是制造领域的新兴技术,包括磁场、电场、微波场、超声波等,常应用于金属冶金和金属改性处理,例如磁化技术是一种非温度调节铁磁性材料组织性能的技术手段,它不仅是金属表面的强化,而且是整体的强化。外场技术用于刀具材料改性是一个新的研究方向,技术尚不成熟,目前报道较少。
发明内容
针对目前硬质合金刀具材料改性中存在的改性效果差、易使刀具变形、使用寿命短等问题,本发明第一个目的是提供一种电磁耦合外场作用下强化处理硬质合金刀具的方法,利用电磁耦合外场修复刀具内部组织缺陷,从而改善刀具的切削性能(如降低切削力、增强刀具耐磨性能等)、提高刀具使用寿命,并减少热变形带来的影响。
本发明第二个目的是提供一种实施电磁耦合外场作用下强化处理硬质合金刀具方法的装置。
针对本发明的第一个目的,本发明提供的电磁耦合外场作用下强化处理硬质合金刀具的方法,将待处理硬质合金刀具置于电磁处理装置的励磁线圈工作腔内,硬质合金刀具两侧接入脉冲电场电路;然后利用电磁处理装置向硬质合金刀具同时施加脉冲电场和脉冲磁场,利用电磁耦合外场修复硬质合金刀具内部组织缺陷;脉冲电场电压为0.4~2.0V;脉冲磁场强度为0.5~2.5T,脉冲电场和脉冲磁场施加时间为3~4min。处理结束后断电取出刀具即可完成对刀具的强化处理。
上述电磁耦合外场作用下强化处理硬质合金刀具的方法,对刀具同时施加脉冲磁场和脉冲电场,所施加的脉冲电流会激发产生磁场,与设备原有脉冲磁场发生耦合形成电磁耦合处理外场,对硬质合金刀具内部组织缺陷进行修复。
上述电磁耦合外场作用下强化处理硬质合金刀具的方法,电脉冲电场电压为0.4~2.0V,电场单组脉冲个数为20~50个,脉冲组组数为20-50个,脉冲电场单个电脉冲作用时间为20~50ms,脉冲组间隔时间为0.5~1.5s。在优选的实现方式中,脉冲电场电压为1.2~2.0V,脉冲电场单组脉冲个数为20~30个,脉冲组组数为40-50个。
上述电磁耦合外场作用下强化处理硬质合金刀具的方法,脉冲磁场强度为0.5~2.5T,脉冲磁场单个磁脉冲作用时间为0.5~10s,脉冲磁场充磁次数为20~50次,单个磁脉冲间隔时间为0.5~1.5s。在优选的实现方式中,脉冲磁场强度为1.0~2.0T,单个磁脉冲作用时间为0.5~1s,脉冲磁场充磁次数为40~50次。
针对本发明的第二个目的,本发明提供的实施上述电磁耦合外场作用下强化处理硬质合金刀具方法的电磁处理装置,其构成包括脉冲电场电路和脉冲磁场电路;所述脉冲电场电路包括交流电源AC1、可编程逻辑控制器PLC1、电容C1和两个开关(S1、S2),电容C1与交流电源AC1和可编程逻辑控制器PLC1串联支路并联构成脉冲电源,电容C1两端分别引出用于与待处理硬质合金刀具两侧连接的导线,开关S1设置于交流电源AC1与电容C1连接的导线上,开关S2设置于连接待处理硬质合金刀具的导线上;所述脉冲磁场电路包括交流电源AC2、可编程逻辑控制器PLC2、电容C2、励磁线圈和两个开关(S3、S4),电容C2与交流电源AC2和可编程逻辑控制器PLC2串联支路并联构成励磁电源,电容C2两端与励磁线圈两极连接,励磁线圈内部为其工作腔,开关S3设置于励磁线圈与电容C2连接的导线上,开关S4设置于电容C2与交流电源AC2连接的导线上。上述脉冲电场电路产生的电脉冲是由交流电源AC1输出的工频交流电压向高压电容器组构成的电容C1充电后释放的矩形脉冲,单个电脉冲作用时间是指电容C1放电产生的一个脉冲时间。上述脉冲磁场电路产生的脉冲磁场由交流电源AC2输出的工频交流电压向高压电容器组构成的电容C2充电后向励磁线圈释放最大为4×104A的磁化电流产生,单个磁脉冲作用时间是指电容C2放电产生的一个脉冲时间。
本发明是发明人基于以下认识完成的:在由电磁处理装置提供的电磁耦合处理外场中,由于硬质合金刀具为铁磁性物体,在强磁场环境下会产生趋肤效应;并且,在高强度电流作用下,铁磁性元素Co由于电致塑性,流变应力降低,在交替的微区焦耳热效应下发生塑性变形,对WC骨架间隙会产生填充作用,提升刀具硬度及韧性。在电磁耦合作用下,Co随着脉冲磁场发生磁致伸缩与电致塑性效应,使得Co晶粒发生转动,晶界滑移,促进了粘结相流动。同时材料的塑性与位错的运动及增值密切相关。位错在运动过程中受到晶格对位错的阻力,它是影响位错运动的重要因素,这种阻力决定于晶格的特性及位错芯的原子特性。电磁耦合所产生的不定向洛伦兹力作用使材料内部原子运动能升高,位错激活能降低,加速位错运动,同时使位错间的相互缠结打开,克服滑移系的阻碍,从而在WC相中形成均匀分布的位错网结构,能够在实现位错强化的同时增强硬质相的塑性变形能力。
本发明提供的电磁耦合外场作用下强化处理硬质合金刀具的方法具有以下有益效果:
(1)本发明将硬质合金刀具置于电磁处理装置中,通过向刀具同时施加脉冲电场和脉冲磁场,利用电磁耦合作用,通过对硬质合金刀具的强化处理修复硬质合金内部组织缺陷,在提升刀具的切削性能的同时延长了刀具的使用寿命,进而降低刀具生产成本。
(2)本发明通过对刀具脉冲电磁处理,能够促进改善刀具材料粘结相的填充状态,高强度脉冲电流有助于微裂纹的止裂愈合,这些都会增强硬质合金抵抗变形时萌生裂纹和裂纹扩展的能力,进而提高试样的抗弯强度。
(3)本发明通过电磁耦合外场处理后的刀具使用寿命是未经强化处理刀具的1.3~2.05倍。
(4)本发明对硬质合金刀具单个电脉冲作用时间为20~50ms,相较于传统热处理,其对金属材料的作用时间极短,不会对金属材料整体产生明显的热效应,故不会发生明显过热,从而避免对刀具材料性能的影响及热变形对刀具几何角度的影响。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,以下将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,以下描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图所示实施例得到其它的实施例及其附图。
图1为本发明电磁处理装置示意图。
图2为本发明实施例1-6处理后刀具切削力平均值随走刀次数的变化曲线图。
图3为本发明实施例1-6处理后刀具切削力峰值随车削距离的变化曲线图。
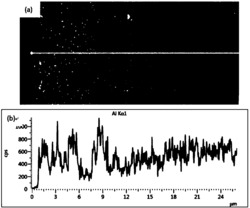
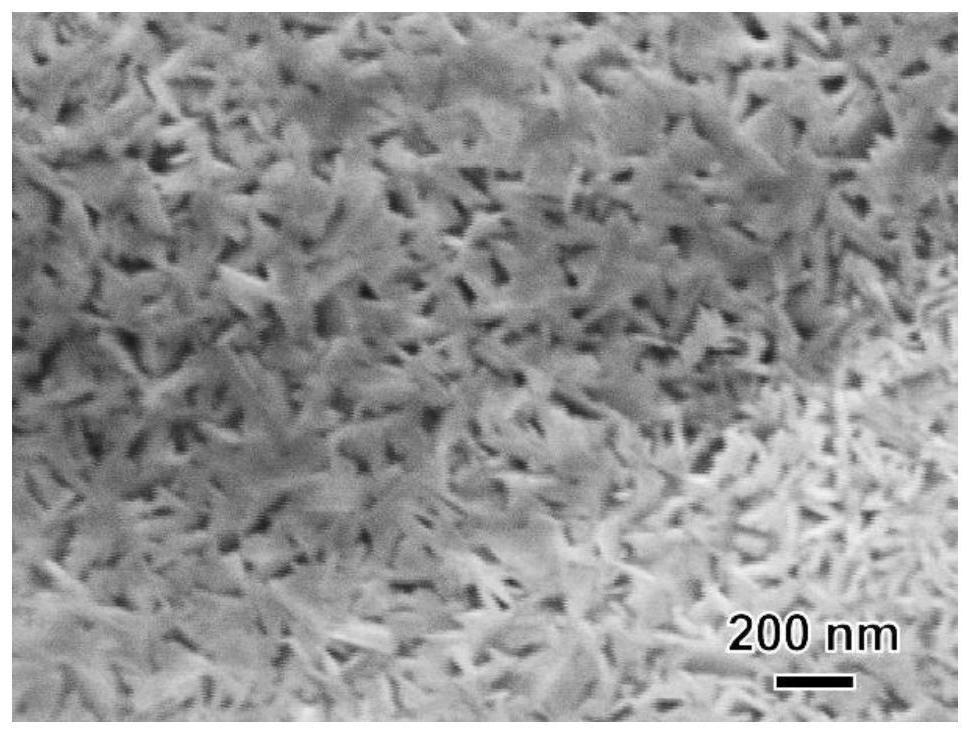
图4为本发明实施例1-6处理后刀具的微观组织图。
具体实施方式
以下将结合附图对本发明各实施例的技术方案进行清楚、完整的描述,显然,所描述实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施例,都属于本发明所保护的范围。
以下实施例所使用的用于激发外界物理场产生脉冲电场和脉冲磁场的电磁处理装置,如图1所示,其包括脉冲电场电路和脉冲磁场电路;所述脉冲电场电路包括交流电源AC1、可编程逻辑控制器PLC1、电容C1和两个开关(S1、S2),电容C1与交流电源AC1和可编程逻辑控制器PLC1串联支路并联构成脉冲电源,电容C1两端分别引出用于与待处理硬质合金刀具两侧连接的导线,导线上设置有金属铜电极,开关S1设置于交流电源AC1与电容C1连接的导线上,开关S2设置于连接待处理硬质合金刀具的导线上;所述脉冲磁场电路包括交流电源AC2、可编程逻辑控制器PLC2、电容C2、多匝励磁线圈和两个开关(S3、S4),电容C2与交流电源AC2和可编程逻辑控制器PLC2串联支路并联构成励磁电源,电容C2两端与励磁线圈两极连接,励磁线圈内部为其工作腔,开关S3设置于励磁线圈与电容C2连接的导线上,开关S4设置于电容C2与交流电源AC2连接的导线上。开关S1与交流电源AC1连接的导线及开关S4与交流电源AC2连接的导线接地。
可编程逻辑控制器PLC1根据设定的脉冲电场参数控制开关S1、S2打开或闭合,从而实现向硬质合金刀具施加脉冲电场;可编程逻辑控制器PLC2根据设定的脉冲磁场参数控制开关S3、S4打开或闭合,从而实现向硬质合金刀具施加脉冲磁场。
以下实施例中对硬质合金刀具使用寿命定义为:硬质合金刀具从开始使用至达到磨钝标准时应保证的切削时间称为刀具使用寿命。
实施例1
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为0.4V,电流密度为1.21A/mm2,单个电脉冲作用时间为50ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙0.5s,共20个脉冲组;
(3)脉冲磁场:脉冲磁场强度为0.5T,单个磁脉冲作用时间为10s,每施加完一个磁脉冲作用后间隔0.5s,充磁次数为20次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理236s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片、未处理刀片使用寿命分别为59.21分钟、48.1分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了23.10%。
实施例2
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.84A/mm2,单个电脉冲作用时间为50ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙0.5s,共20个脉冲组;
(3)脉冲磁场:脉冲磁场强度为2.0T,单个磁脉冲作用时间为5s,每施加完一个磁脉冲作用后间隔0.5s,充磁次数为30次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理201s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为67.42分钟、48.1分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了40.17%。
实施例3
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为0.8V,电流密度为1.98A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为50个,每施加完一个脉冲组后间隙0.75s,共30个脉冲组;
(3)脉冲磁场:脉冲磁场强度为2.5T,单个磁脉冲作用时间为2s,,每施加完一个磁脉冲作用后间隔0.75s,充磁次数为40次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理172s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为68.85分钟、48.1分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了43.14%。
实施例4
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.84A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为30个,每施加完一个脉冲组后间隙1s,共40个脉冲组;
(3)脉冲磁场:脉冲磁场强度为2.5T,单个磁脉冲作用时间为1s,每施加完一个磁脉冲作用后间隔1s,充磁次数为40次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理188s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为83.7分钟、48.1分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了74.18%。
实施例5
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为2.0V,电流密度为3.92A/mm2,单个电脉冲作用时间为30ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.25s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.5T,单个磁脉冲作用时间为0.67s,每施加完一个磁脉冲作用后间隔1.25s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理167s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为85.9分钟、48.1分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了78.59%。
实施例6
待处理硬质合金刀具为牌号YT15的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.84A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.5s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.5T,单个磁脉冲作用时间为0.5s,每施加完一个磁脉冲作用后间隔1.5s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理161s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片、未处理刀片、仅采用脉冲电场处理的刀片(脉冲电场参数与本实施例中的相同)、及仅采用脉冲磁场处理的刀片(脉冲磁场参数与本实施例中的相同)在使用相同工艺系统及切削参数条件下车削相同批次45#调质钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片、未处理刀片、仅采用脉冲电场处理的刀片、及仅采用脉冲磁场处理的刀片使用寿命分别为92.39分钟、48.1分钟、61.8分钟、79.2分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片、仅采用脉冲电场处理的刀片及仅采用脉冲磁场处理的刀片分别提高了92.07%、49.50%、16.65%。
实施例7
待处理硬质合金刀具为牌号YW2的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(1)脉冲电场:脉冲电场电压为1.2V,电流密度为2.58A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.0s,共50个脉冲组;
(2)脉冲磁场:脉冲磁场强度为2.5T,单个磁脉冲作用时间为1.0s,每施加完一个磁脉冲作用后间隔1s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理173s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次304不锈钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为103.8分钟、62.8分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了61.09%。
实施例8
待处理硬质合金刀具为牌号YW2的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为2.0V,电流密度为3.13A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.0s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.5T,单个磁脉冲作用时间为1.0s,每施加完一个磁脉冲作用后间隔1.0s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理173s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次304不锈钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为119.7分钟、62.8分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了90.61%。
实施例9
待处理硬质合金刀具为牌号YW2的硬质合金车刀刀片,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.58A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.0s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.5T,单个磁脉冲作用时间为1.0s,每施加完一个磁脉冲作用后间隔1.0s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理173s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下车削相同批次304不锈钢棒材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为128.8分钟、62.8分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了105.10%。
实施例10
待处理硬质合金刀具为牌号YG8的硬质合金指状立铣刀,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.51A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.0s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.0T,单个磁脉冲作用时间为1.0s,每施加完一个磁脉冲作用后间隔1.0s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理173s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下铣削SA508低碳不锈钢材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为352.8分钟、228.3分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了54.53%。
实施例11
待处理硬质合金刀具为牌号YG8的硬质合金指状立铣刀,将刀片置于电磁处理装置的中,并使刀片夹持于脉冲电场电路的两个金属铜电极之间,再置于多匝励磁线圈工作腔内。
设置脉冲电场和脉冲磁场参数:
(1)交流电源AC1向电容C1的充电频率为50Hz,交流电源AC2向电容C2的充电频率为50Hz;
(2)脉冲电场:脉冲电场电压为1.2V,电流密度为2.51A/mm2,单个电脉冲作用时间为20ms,单组脉冲个数为20个,每施加完一个脉冲组后间隙1.0s,共50个脉冲组;
(3)脉冲磁场:脉冲磁场强度为1.5T,单个磁脉冲作用时间为1.0ms,每施加完一个脉冲磁作用后间隔1.0s,充磁次数为50次。
同时打开脉冲电场电路和脉冲磁场电路的电源,向刀片施加脉冲磁场和脉冲电场,总共处理173s,之后断电取出刀片,完成对刀片的强化处理。
将脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片在使用相同工艺系统及切削参数条件下铣削SA508低碳不锈钢材料。脉冲电场和脉冲磁场同时强化后的刀片和未处理刀片使用寿命分别为388.7分钟、228.3分钟。脉冲电场和脉冲磁场同时强化后的刀片使用寿命较未处理刀片提高了70.26%。
从对上述实施例1-实施例11的测试试验结果分析可以看出,采用本发明提供的强化处理方法能够有效延长硬质合金刀具的使用寿命,是未强化处理刀具使用寿命的1.3~2.05倍。
对实施例1-6处理后的刀具切削力平均值随走刀次数的变化进行统计,统计结果如图2所示,从图中可以看出,切削力平均值的波动范围很小,这是由于单个电脉冲作用时间为20~50ms,相较于传统热处理,其对金属材料的作用时间极短,不会对金属材料整体产生明显的热效应,故不会发生明显过热,从而避免对刀具材料性能的影响及热变形对刀具几何角度的影响。
对实施例1-6处理后的刀具切削力峰值(切削力最大值)随车削距离的变化进行统计,统计结果如图3所示,从图中可以看出,切削力峰值没有明显降低,说明处理后的硬质合金刀具切削性能的稳定性和可靠性增加。
采用背散射电子显微镜对实施例1-6处理后的刀具进行微观组织分析,结果如图4所示,从图中可以看出,没有出现明显的裂纹。这说明通过对刀具脉冲电磁处理,能够促进改善刀具材料粘结相的填充状态,高强度脉冲电流有助于微裂纹的止裂愈合,这些都会增强硬质合金抵抗变形时萌生裂纹和裂纹扩展的能力,进而提高试样的抗弯强度。
本领域的普通技术人员将会意识到,这里的实施例是为了帮助读者理解本发明的原理,应被理解为本发明的保护范围并不局限于这样的特别陈述和实施例。本领域的普通技术人员可以根据本发明公开的这些技术启示做出各种不脱离本发明实质的其它各种具体变形和组合,这些变形和组合仍然在本发明的保护范围内。
电磁耦合外场作用下强化处理硬质合金刀具的方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0