

IPC分类号 : D04H1/4291,D04H1/70,D04H3/007,D04H3/02,D01D1/00,D01D5/098,D01F1/10,D01F6/46







专利摘要
一种聚丙烯熔喷无纺布生产装置及方法,将聚丙烯树脂、加工助剂加入同向旋转双螺杆挤出机中,熔融混合,并通过反应发生降粘;脱除熔融物料中的可挥发性物质,得到粘度降低的聚丙烯熔体;将驻极母粒加入同向旋转双螺杆挤出机中;聚丙烯熔体经熔体泵增压后流入熔喷纺丝机头,经熔喷纺丝机头喷出,同时高压气流装置对经熔喷纺丝机头喷出的聚丙烯纤维施加高速气流喷吹牵伸;移动收集喷出的聚丙烯微纤网,得到聚丙烯熔喷无纺布。本发明可采用市售普通聚丙烯直接生产,不需要专用的熔喷料,并且能够在线直接调控聚丙烯的流动性,可以更加精准和直接地控制熔喷无纺布的产品性能,减少了物料多次受热历程,实现了生产的短流程和高效率,降低了生产成本。
权利要求
1.一种聚丙烯熔喷无纺布生产装置,其特征在于,包括同向旋转双螺杆挤出机、熔体泵、熔喷纺丝机头、高压气流装置、收集装置以及控制系统,其中,所述同向旋转双螺杆挤出机的螺杆长径比L/D在52-72之间,在所述同向旋转双螺杆挤出机的机筒上距主加料口36-52D之间的任一位置设有至少一个真空排气口;在所述机筒上距所述主加料口42-68D之间的任一位置设有固体侧喂料加料口,所述固体侧喂料加料口位于所述机筒的任一侧壁,其中,L和D分别为所述同向旋转双螺杆挤出机的螺杆的长度和直径尺寸;所述熔体泵串联安装在所述同向旋转双螺杆挤出机出口与所述熔喷纺丝机头之间,所述高压气流装置与所述熔喷纺丝机头的气体流道相连通,所述收集装置位于所述熔喷纺丝机头的下游,以及所述控制系统用于控制所述同向旋转双螺杆挤出机、所述熔体泵、所述高压气流装置、所述熔喷纺丝机头以及所述收集装置。
2.根据权利要求1所述的聚丙烯熔喷无纺布生产装置,其特征在于,在所述机筒上距所述主加料口8-20D之间任一位置设有至少一个液体加料口或固体加料口。
3.根据权利要求1所述的聚丙烯熔喷无纺布生产装置,其特征在于,所述机筒上距所述同向旋转双螺杆挤出机出口的上游5-10D的任一位置开设有超临界流体注入口,所述超临界流体注入口上安装有超临界流体注入阀,与超临界流体计量系统相连接。
4.根据权利要求1所述的聚丙烯熔喷无纺布生产装置,其特征在于,在所述同向旋转双螺杆挤出机出口与所述熔体泵之间连接有开车阀,所述开车阀连接一个旁路,所述开车阀上游安装有在线流变仪。
5.一种聚丙烯熔喷无纺布生产方法,其特征在于,包括:
步骤1:将熔融指数在0.5-200g/10min之间的聚丙烯树脂、加工助剂通过主加料口加入长径比L/D在52-72之间的同向旋转双螺杆挤出机中,熔融混合,并通过反应发生降粘;
步骤2:通过真空排气口脱除熔融物料中的可挥发性物质,得到粘度降低的聚丙烯熔体;
步骤3:将驻极母粒通过位于所述主加料口下游42-68D之间的固体侧喂料加料口加入所述同向旋转双螺杆挤出机中;
步骤4:所述聚丙烯熔体经熔体泵增压后流入熔喷纺丝机头,经所述熔喷纺丝机头喷出,同时高压气流装置对经所述熔喷纺丝机头喷出的聚丙烯纤维施加高速气流喷吹牵伸;以及
步骤5:移动收集喷出的聚丙烯微纤网,得到聚丙烯熔喷无纺布。
6.根据权利要求5所述的聚丙烯熔喷无纺布生产方法,所述加工助剂包括主抗氧剂、辅助抗氧剂、酸吸收剂和疏水剂;
其中,所述主抗氧剂为受阻酚类抗氧剂、受阻氨类抗氧剂的一种或几种,添加量为聚丙烯树脂总重量的0.05-0.3wt%;所述辅助抗氧剂为亚磷酸酯类抗氧剂,添加量为聚丙烯树脂总重量的0.025-0.2wt%;所述稳定剂为高分子受阻胺类光稳定剂,添加量为聚丙烯树脂总重量的0.05-0.3wt%;以及所述酸吸收剂为硬脂酸金属盐类化合物或硬脂酸酰胺类化合物,添加量为聚丙烯树脂总重量的0.05-1wt%;疏水剂为含氟类聚合物,如聚四氟乙烯、聚偏氟乙烯或其他含氟烯烃共聚物,添加量为聚丙烯树脂总重量的0.02-0.2wt%。
7.根据权利要求5或6所述的聚丙烯熔喷无纺布生产方法,其特征在于,在距所述主加料口8-20D的任一位置加入过氧化物或过氧化物母粒,所述过氧化物为聚丙烯树脂总重量的0.1-2wt%。
8.根据权利要求5或6所述的聚丙烯熔喷无纺布生产方法,其特征在于,从位于机筒上距所述同向旋转双螺杆挤出机出口的上游5-10D的任一位置的超临界流体注入口注入占聚丙烯树脂总重量0.5-10wt%的超临界流体。
9.根据权利要求8所述的聚丙烯熔喷无纺布生产方法,其特征在于,所述超临界流体为CO
10.根据权利要求8所述的聚丙烯熔喷无纺布生产方法,其特征在于,所述超临界流体为水,注入量为聚丙烯树脂总重量的1-3wt%。
说明书
技术领域
本发明涉及一种无纺布加工成型领域,特别涉及一种聚丙烯熔喷无纺布生产装置及方法。
背景技术
熔喷无纺布属于非织造布的一种,由于熔喷成纤过程中聚合物熔体受到高速气流喷吹牵伸而形成直径为几微米的超细纤维,因此熔喷无纺布具有优异的阻隔过滤性、透气性、吸油性,广泛应用于医疗防护、卫生洁材、吸油材料、隔热吸音材料、电池隔板等领域。聚丙烯作为一种通用高分子材料,具有优异的力学性能、耐温性、耐腐蚀、密度低、可循环利用、来源广泛等优点,是熔喷无纺布的主要原料。
现有技术中制备聚丙烯熔喷无纺布都要求聚丙烯具有极高的熔融指数(≥500g/10min),需要专用的聚丙烯熔喷料。如EXXONMOBIL的PP3546G(MI=1200g/10min),PP3746G(MI=1200g/10min),此外,燕山石化也开发了高熔融流动聚丙烯熔喷料。但合成法制备聚丙烯专用熔喷料价格较高,产量有限,很难在下游熔喷布生产企业中推广。另外常用的聚丙烯熔喷料制备工艺通常采用反应挤出控制降解的方法,来获得高熔融指数聚丙烯。这种反应挤出方法生产成本低,熔指精确可调,在现有熔喷无纺布生产中应用较多。
专利CN109503935A公开了一种低气味高透明超高流动性聚丙烯及其制备装置和方法;专利CN104589523A公开了一种聚丙烯熔喷无纺布专用料生产方法及生产装备;专利CN1099128991A公开了熔喷共聚物及其制备方法。以上三个专利都是通过采用过氧化物引发控制降解提高聚丙烯的熔融指数,例如,熔融指数高于1200g/10min,甚至达到2000g/10min,如此高的流动性对牵引、冷却和切粒提出了非常高的要求,并且制备聚丙烯粒子尺寸不均匀,这对熔喷纺丝稳定性造成影响。
发明内容
本发明提出一种聚丙烯熔喷无纺布生产装置及方法,采用市售普通聚丙烯直接生产,不需要专用的熔喷料,解决了熔喷无纺布生产过程中的原料供应的受限问题,并且能够在线直接调控聚丙烯的流动性,可以更加精准和直接地控制熔喷无纺布的产品性能。
本发明的技术方案为:
根据本发明的一个方面,提供了一种聚丙烯熔喷无纺布生产装置,包括同向旋转双螺杆挤出机、熔体泵、熔喷纺丝机头、高压气流装置、收集装置以及控制系统,其中,同向旋转双螺杆挤出机的螺杆长径比L/D在52-72之间,在同向旋转双螺杆挤出机的机筒上距主加料口36-52D之间的任一位置设有至少一个真空排气口;在机筒上距主加料口42-68D之间的任一位置设有固体侧喂料加料口,固体侧喂料加料口位于机筒的任一侧壁,其中,L和D分别为同向旋转双螺杆挤出机的螺杆的长度和直径尺寸;熔体泵串联安装在同向旋转双螺杆挤出机出口与熔喷纺丝机头之间,高压气流装置与熔喷纺丝机头的气体流道相连通,收集装置位于熔喷纺丝机头的下游,以及控制系统用于控制同向旋转双螺杆挤出机、熔体泵、高压气流装置、熔喷纺丝机头以及收集装置。
可选的,在上述聚丙烯熔喷无纺布生产装置中,在机筒上距主加料口8-20D之间任一位置设有至少一个液体加料口或固体加料口。
可选的,在上述聚丙烯熔喷无纺布生产装置中,机筒上距同向旋转双螺杆挤出机出口的上游5-10D的任一位置开设有超临界流体注入口,超临界流体注入口上安装有超临界流体注入阀,与超临界流体计量系统相连接。
可选的,在上述聚丙烯熔喷无纺布生产装置中,在同向旋转双螺杆挤出机出口与熔体泵之间连接有开车阀,开车阀连接一个旁路,开车阀上游安装有在线流变仪。
根据本发明的另一方面,还提供了一种聚丙烯熔喷无纺布生产方法,包括:步骤1:将熔融指数在0.5-200g/10min之间的聚丙烯树脂、加工助剂通过主加料口加入长径比L/D在52-72之间的同向旋转双螺杆挤出机中,熔融混合,并通过反应发生降粘;步骤2:通过真空排气口脱除熔融物料中的可挥发性物质,得到粘度降低的聚丙烯熔体;步骤3:将驻极母粒通过位于主加料口下游42-68D之间的固体侧喂料加料口加入同向旋转双螺杆挤出机中;步骤4:聚丙烯熔体经熔体泵增压后流入熔喷纺丝机头,经熔喷纺丝机头喷出,同时高压气流装置对经熔喷纺丝机头喷出的聚丙烯纤维施加高速气流喷吹牵伸;以及步骤5:移动收集喷出的聚丙烯微纤网,得到聚丙烯熔喷无纺布。
可选的,在上述聚丙烯熔喷无纺布生产方法中,加工助剂包括主抗氧剂、辅助抗氧剂、酸吸收剂、稳定剂和疏水剂;其中,主抗氧剂为受阻酚类抗氧剂、受阻氨类抗氧剂的一种或几种,添加量为聚丙烯树脂总重量的0.05-0.3wt%;辅助抗氧剂为亚磷酸酯类抗氧剂,添加量为聚丙烯树脂总重量的0.025-0.2wt%;稳定剂为高分子受阻胺类光稳定剂,添加量为聚丙烯树脂总重量的0.05-0.3wt%;以及酸吸收剂为硬脂酸金属盐类化合物或硬脂酸酰胺类化合物,添加量为聚丙烯树脂总重量的0.05-1wt%,疏水剂为含氟类聚合物,如聚四氟乙烯、聚偏氟乙烯或其他含氟烯烃共聚物,添加量为聚丙烯树脂总重量的0.02-0.2wt%。
可选的,在上述聚丙烯熔喷无纺布生产方法中,在距主加料口8-20D的任一位置加入过氧化物或过氧化物母粒,过氧化物为聚丙烯树脂总重量的0.1-2wt%。
可选的,在上述聚丙烯熔喷无纺布生产方法中,从位于机筒上距同向旋转双螺杆挤出机出口的上游5-10D的任一位置的超临界流体注入口注入占聚丙烯树脂总重量0.5-10wt%的超临界流体。
可选的,在上述聚丙烯熔喷无纺布生产方法中,超临界流体为CO2,注入量为聚丙烯树脂总重量的1-5wt%。
可选的,在上述聚丙烯熔喷无纺布生产方法中,超临界流体为水,注入量为聚丙烯树脂总重量的1-3wt%。
与现有技术相比,本发明的聚丙烯熔喷无纺布生产装置和方法减少了物料多次受热历程,实现了生产的短流程和高效率,降低了生产成本。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。
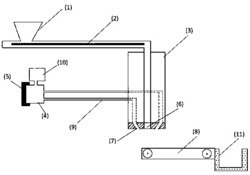
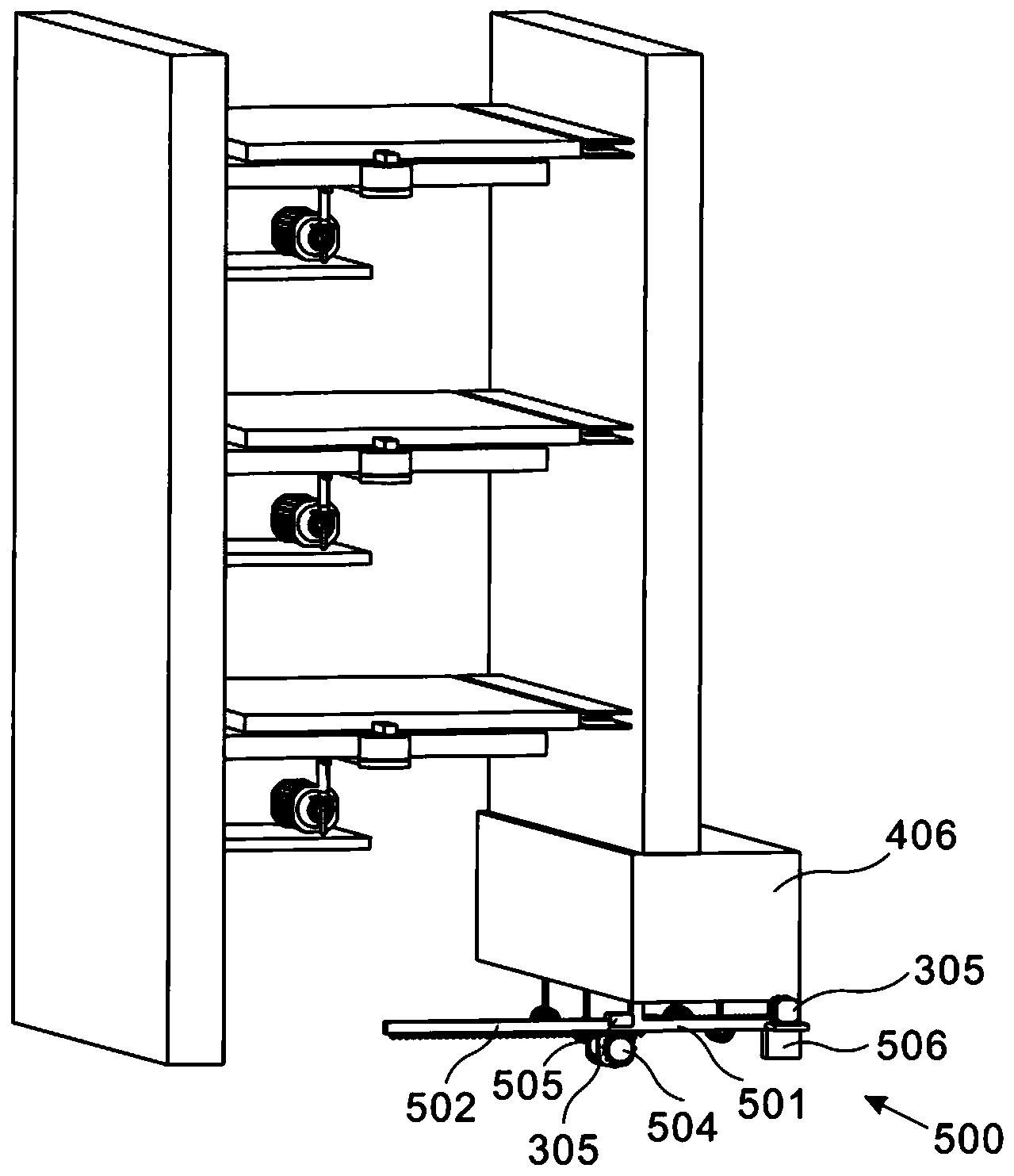
图1为本发明的聚丙烯熔喷无纺布生产装置的结构示意图。
具体实施方式
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明的聚丙烯熔喷无纺布生产装置的结构示意图,包括同向旋转双螺杆挤出机1、熔体泵3、熔喷纺丝机头4、高压气流装置13、收集装置7和8以及控制系统14,其中,同向旋转双螺杆挤出机1的螺杆长径比L/D在52-72之间;在同向旋转双螺杆挤出机1的机筒上距主加料口36-52D之间的任一位置设有至少一个真空排气口V,在机筒上距主加料口42-68D之间的任一位置设有固体侧喂料加料口C,固体侧喂料加料口C位于机筒的任一侧壁,其中,L和D分别为同向旋转双螺杆挤出机的螺杆的长度和直径尺寸;熔体泵3串联安装在同向旋转双螺杆挤出机1出口与熔喷纺丝机头4之间;高压气流装置13与熔喷纺丝机头4的气体流道相连通,并用高压气流以一定的角度喷吹喷出的纤维,对纤维施加高速牵引速率;收集装置包括熔喷料成型履带7和熔喷布收卷系统8,并且收集装置位于熔喷纺丝机头4的下游,具体位于熔喷纺丝机头4和高压气流装置13下方,用于移动收集熔喷纺丝机头4喷出的聚丙烯微纤网;以及控制系统14用于控制整套聚丙烯熔喷无纺布生产装置,与装置中的聚丙烯熔喷无纺布生产装置中的其他部分电连接(为了简洁,图1中未示出控制系统与其他部分的电连接),具体地,控制系统14对同向旋转双螺杆挤出机1、熔体泵3、高压气流装置13、熔喷纺丝机头4以及收集装置的温度、压力、运动等进行控制并采集数据和实时显示。
根据本发明的技术方案,为了完成多级加料、反应挤出、高真空脱灰、熔体输送等功能,同向旋转双螺杆挤出机的长径比L/D在52-72之间,工作转速200-800转/分钟,优选300-500转/分钟,沿物料流动方向,合理配置双螺杆组合,使其具有固体输送、熔融、混合、反应降粘、熔体输送等功能区段。
熔体泵3串联安装在同向旋转双螺杆挤出机1出口,通过手动或自动反馈系统,使得熔体泵前压力稳定在1-10MPa,优选2-5MPa之间任一值。通过熔体泵3控制泵前压力,保证物料在同向旋转双螺杆挤出机1内的停留时间,使得物料有合适的反应时间,可精确控制进入熔喷纺丝机头4的物料粘度均匀性。
根据本发明实施例的一个可选实施方式,在上述聚丙烯熔喷无纺布生产装置中,用于加入聚丙烯树脂和加工助剂的主加料口F上方设有喂料系统6,其中喂料系统6为固体或粉末多工位喂料系统,由控制系统14进行控制,聚丙烯树脂和加工助剂从喂料系统6计量后,通过主加料口F加入双螺杆挤出机中。
在机筒上距主加料口8-20D之间任一位置开设至少一个液体加料口M或固体加料口M’。液体加料口M上安装有液体注入阀,通过管道与液体泵送系统9相连接。液体泵送系统9为高精度液体计量泵,如柱塞泵、隔膜泵、螺杆泵中的一种,优选柱塞泵,精度在±0.01%以内,液体计量泵也通过控制系统14进行控制。
根据本发明实施例的一个可选实施方式,真空排气口V与真空泵系统2相连接,脱除熔融物料中的可挥发性物质。真空泵可采用螺杆泵、罗茨泵等。固体侧喂料加料口C与喂料系统6相连接,喂料系统6包括失重式自动计量称和强制喂料螺杆。
根据本发明实施例的一个可选实施方式,机筒上距同向旋转双螺杆挤出机1出口的上游5-10D的任一位置开设有超临界流体注入口D’,超临界流体注入口D’上安装有超临界流体注入阀,与超临界流体计量系统相连接。超临界流体计量系统可以为柱塞泵、隔膜泵或气体增压计量系统。
根据本发明实施例的一个可选实施方式,聚丙烯熔喷无纺布生产装置还包括安装在熔体泵3与熔喷纺丝机头4之间的在线快换过滤网装置12,在线快换过滤网装置12可以将大于熔喷纺丝口的固体颗粒过滤以保障熔喷纺丝生产的连续稳定性,过滤网规格大于50目,较合适大于等于80目。
根据本发明实施例的一个可选实施方式,聚丙烯熔喷无纺布生产装置中,在同向旋转双螺杆挤出机1出口与熔体泵3之间旁路连接有开车阀11,开车阀11连接一个旁路,开车阀11上游安装有在线流变仪10。开车阀11可以手动或气动打开或关闭;在线流变仪10为狭缝式流变机头,或毛细管流变机头或在线黏度测试仪,用于在线测试聚丙烯熔体的黏度,以调控工艺条件,精准控制熔喷布质量。
本发明还提供了一种聚丙烯熔喷无纺布生产方法,包括步骤1:将熔融指数在0.5-200g/10min之间的聚丙烯树脂、加工助剂通过主加料口加入长径比L/D在52-72之间的同向旋转双螺杆挤出机中,熔融混合,并通过反应发生降粘;步骤2:通过真空排气口脱除熔融物料中的可挥发性物质,得到粘度降低的聚丙烯熔体;步骤3:将驻极母粒通过位于主加料口下游42-68D之间的固体侧喂料加料口加入同向旋转双螺杆挤出机中;步骤4:聚丙烯熔体经熔体泵增压后流入熔喷纺丝机头,经熔喷纺丝机头喷出,同时高压气流装置对经熔喷纺丝机头喷出的聚丙烯纤维施加高速气流喷吹牵伸;步骤5:移动收集喷出的聚丙烯微纤网,得到聚丙烯熔喷无纺布。
根据本发明实施例的一个可选实施方式,还包括在距主加料口8-20D的任一位置加入过氧化物或过氧化物母粒,具体地,过氧化物通过液体加料口M加入或者过氧化物母粒通过固体加料口M’加入,通过强制喂料螺杆加入,过氧化物为聚丙烯树脂总重量的0.1-2wt%;驻极母粒通过固体侧喂料加料口C加入,通过强制喂料螺杆加入,聚丙烯树脂和加工助剂熔融后,与经加料口M或M’加入的过氧化物熔融混合,并发生氧化降解。
聚丙烯树脂为丙烯的均聚物或共聚物,可采用市售普通聚丙烯,不需要专用的熔喷料。
加工助剂包括主抗氧剂、辅助抗氧剂、酸吸收剂、稳定剂,这几种助剂预先按比例称好重量后在混合机中混合均匀,由位于主加料口F上方的粉末喂料系统6计量加入。其中,主抗氧剂为受阻酚类抗氧剂、受阻氨类抗氧剂的一种或几种,如商品化的1010,1076,添加量为聚丙烯树脂总重量的0.05-0.3wt%;辅助抗氧剂为亚磷酸酯类抗氧剂,如Irgafos168、Ultranox626、PEP-36,添加量为聚丙烯树脂总重量的0.025-0.2wt%;稳定剂为高分子受阻胺类光稳定剂,如Chimassorb944,Tinavin622,添加量为聚丙烯树脂总重量的0.05-0.3wt%;以及酸吸收剂为硬脂酸金属盐类化合物或硬脂酸酰胺类化合物,添加量为聚丙烯树脂总重量的0.05-1wt%。
过氧化物引发剂选自以下化合物中的一种或几种:过氧化二叔丁基、过氧化二叔戊基、2,5-二甲基-2,5-双(叔丁基过氧化)己烷,双叔丁基过氧化异丙苯、过氧化苯甲酰胺、3,6,9-三乙基-3,6,9-三甲基-1,4,7-三过氧化壬烷,过氧化物引发剂的添加量为聚丙烯树脂的0.1-2wt%。
疏水剂为含氟类聚合物,如聚四氟乙烯、聚偏氟乙烯或其他含氟烯烃共聚物,添加量为聚丙烯树脂总重量的0.02-0.2wt%。添加疏水剂可以明显改善无纺布的疏水性能,也能大幅度提高熔喷无纺布的载电荷密度,可提高无纺布制品的使用效率和延迟其有效使用时间。
驻极母粒为聚丙烯树脂总重量的1-5%,驻极母粒能够提高聚丙烯无纺布的电荷储存性能,提高熔喷无纺布的过滤效率,如科莱恩公司的CESA驻极母粒,PlasticPlus的ZJM30,优选的,驻极母粒的添加量为聚丙烯树脂总重量的2-3wt%。
根据本发明实施例的一个可选实施方式,还包括从位于距同向旋转双螺杆挤出机出口的上游5-10D的机筒上任一位置的超临界流体注入口注入占聚丙烯树脂总重量0.5-10wt%的超临界流体。超临界流体可以选自CO2、N2、水中的至少一种,优选为CO2或水。当超临界流体为水时,添加量为聚丙烯树脂组合物总重量的0.5-5wt%,优选为1-3wt%。当加入的超临界流体为CO2时,添加量为聚丙烯树脂总重量的0.5-10wt%,优选为1-5wt%;当加入的超临界流体为N2时,添加量为0.5-1wt%。
超临界流体的加入能够显著降低聚丙烯的熔体粘度,提高其熔融指数,另外含有超临界流体的聚丙烯熔体从熔喷机头喷出时超临界流体分相析出,并高速扩散逃逸形成附加的气流增加了对聚丙烯纤维的牵引速率,使得熔喷纤维直径更细,此外纤维表面由于气体逃逸形成的破裂气泡孔增加了纤维的比表面积,增强了熔喷无纺布的吸附能力。
根据本发明实施例的一个可选实施方式,在步骤1中,同向旋转双螺杆挤出机各区段的温度从主加料口到熔喷纺丝机头逐渐升高,在150-280℃之间。
根据本发明实施例的一个可选实施方式,在步骤4中,控制熔体泵前压力使其稳定在2-5MPa之间的任一值,以及熔体泵的温度在220-280℃之间。
根据本发明实施例的一个可选实施方式,在步骤2中,通过真空排气口脱除熔融物料中的可挥发性物质,该处的真空度小于等于200-2000Pa。
本发明的聚丙烯熔喷无纺布生产装置及方法,可采用市售普通聚丙烯直接生产,不需要专用的熔喷料,并且能够在线直接调控聚丙烯的流动性,可以更加精准和直接地控制熔喷无纺布的产品性能。与现有技术相比,减少了物料多次受热历程,实现了生产的短流程和高效率,降低了生产成本。
上述虽然对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
一种聚丙烯熔喷无纺布生产装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0