








专利摘要
本发明公开了一种羊毛衫针刺接缝的加工方法,包括如下步骤:上下衣片、袖片(不同颜色、不同编织花式)——上下重叠1‑2英寸缝边(固定两边)——针刺——缝合成衣。本发明将针刺原理应用在羊毛衫接缝上,是一种原创性的缝制工艺,主要更注重装饰性,是一种工艺创新。通过正反两面针刺,使两色衣片接缝处产生混色效果,同时接缝处有立体、厚重感,同时解决了接缝牢度问题。这种针刺接缝主要使用在衣服、袖子的中间位置,主要解决接缝平整,上下衣片尺寸吻合的问题。
权利要求
1.一种羊毛衫针刺接缝的加工方法,其特征在于:包括如下步骤:
上下衣片、袖片的加工——缝边固定——针刺——缝合成衣;其中,所述的针刺步骤中:
(1)采用条纹针刺机;
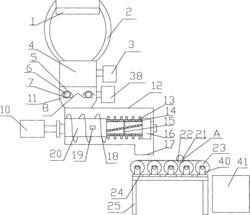
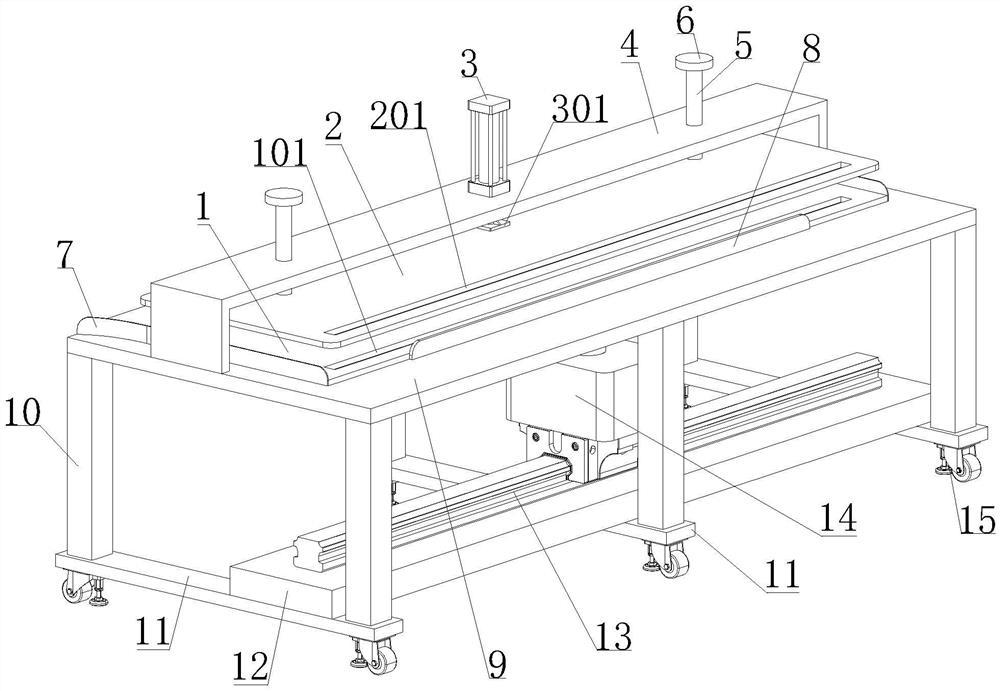
(2)正刺:针刺机主传动通过曲柄-连杆机构驱动针梁、针板和刺针一起作上下往复运动;当针板向下运动时,刺针刺入两层衣片,纱线紧靠托网板;当针板向上运动时,刺针勾起下层衣片的线圈一起向上运动刺针,向下运动时脱离线圈;通过针刺区后,下层衣片的线圈被拉出并镶嵌在上层衣片线圈中;
(3)反刺:将下层衣片翻转变成上层衣片,重复针刺一遍,使上下两层衣片线圈相互镶嵌缠结,产生混色过渡效果,同时接缝处牢固、丰满;
(4)针刺运动方向:针板运动方向采用垂直针刺90°;
(5)针刺机的针:由带有弯头的针柄、针腰、针叶和针尖四部分组成,其中针叶为刺针的工作段,是刺针的主要区段;针尖形状为标准型针尖,钩刺的结构为标准钩刺,针叶的截面形状三角形,钩刺的排列为标准型;
(6)针刺工艺参数:针刺密度48-50针数/平方厘米;排针数2000-3000枚/米;针刺动程480-500次/分钟;针刺深度18-20毫米;针刺速度1.8-2米/分钟。
2.根据权利要求1所述的羊毛衫针刺接缝的加工方法,其特征在于:所述的上下衣片、袖片的加工步骤中:上下衣片或袖片,由横机针织加工而成,上下衣片、袖片是不同颜色,不同花色的衣片,要求组织机构厚重,不能为轻薄组织。
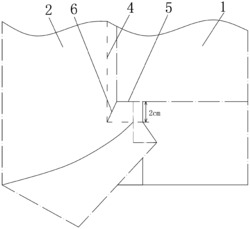
3.根据权利要求1所述的羊毛衫针刺接缝的加工方法,其特征在于:所述的缝边固定步骤中:上下衣片、袖片重叠后,进行双边平缝,防止针刺时移位,其中,衣片、袖片重叠宽度1-2英寸。
4.根据权利要求1所述的羊毛衫针刺接缝的加工方法,其特征在于:所述的缝合成衣步骤中:将针刺过的衣片通过横机专用缝合机将衣片、袖片、衣领缝合成成衣。
说明书
技术领域
本发明属于纺织行业面料领域,具体涉及一种羊毛衫针刺接缝的加工方法。
背景技术
针刺将蓬松无强力纤维、再生棉进行梳棉、铺网、针刺、加固、增加强力成为针刺棉、保温毡、大棚被原料、鞋材、床垫、沙发垫、汽车内垫、化工产品等不同规格产品。利用具有三角形或其他形状的截面,且在棱边上带有刺钩的刺针对纤维网反复进行穿刺。由交叉成网或气流成网机下机的纤网,在喂入针刺机时十分蓬松,只是由纤维与纤维之间的抱合力而产生一定的强力,但强力很差,当多枚刺针刺入纤网时,刺针上的刺钩就会带动纤网表面及次表面的纤维,由纤网的平面方向向纤网的垂直方向运动,使纤维产生上下移位,而产生上下移位的纤维对纤网就产生一定挤压,使纤网中纤维靠拢而被压缩。针刺非织造材料的主要应用有地毯、装饰用毡、运动垫、褥垫、家具垫、鞋帽用呢、肩垫、合成革基布、涂层底布、熨烫用垫、伤口敷料、人造血管、热导管套、过滤材料、土工织物、造纸毛毯、油毡基布、隔音隔热材料以及车用装饰材料等。
发明内容
发明目的:本发明提供一种羊毛衫针刺接缝的加工方法。
技术方案:一种羊毛衫针刺接缝的加工方法,包括如下步骤:
上下衣片、袖片(不同颜色、不同编织花式)——上下重叠1-2英寸缝边(固定两边)——针刺——缝合成衣;其中,所述针刺如下:
(1)采用条纹针刺机;
(2)正刺:针刺机主传动通过曲柄-连杆机构驱动针梁、针板和刺针一起作上下往复运动;当针板向下运动时,刺针刺入两层衣片,纱线紧靠托网板;当针板向上运动时,刺针勾起下层衣片的线圈一起向上运动刺针,向下运动时脱离线圈;通过针刺区后,下层衣片的线圈被拉出并镶嵌在上层衣片线圈中;
(3)反刺:将下层衣片翻转变成上层衣片,重复针刺一遍,使上下两层衣片线圈相互镶嵌缠结,产生混色过渡效果,同时接缝处牢固、丰满;
(4)针刺运动方向:针板运动方向通常垂直于衣片,但也有向上或向下斜刺;常用的倾斜角度有45°、60°、75°,本发明采用垂直针刺90°;
(5)针刺机的针:由带有弯头的针柄、针腰(有的无针腰)、针叶和针尖四部分组成,其中针叶为刺针的工作段,是刺针的主要区段;针尖形状为可标准型针尖,钩刺的结构为标准钩刺,针叶的截面形状三角形,钩刺的排列为标准型(RB);
(6)针刺工艺参数:针型15*30*31/2”RB;针刺密度48-50针数/平方厘米;排针数2000-3000枚/米;针刺动程480-500次/分钟;针刺深度18-20毫米;针刺速度1.8-2米/分钟。
作为优化:所述上下衣片或袖片,由横机针织加工而成,上下衣片、袖片是不同颜色,不同花色的衣片,要求组织机构厚重,不能为轻薄组织。
作为优化:上下衣片、袖片重叠后,进行双边平缝,防止针刺时移位,其中,衣片、袖片重叠宽度1-2英寸。
作为优化:所述缝合成衣,将针刺过的衣片通过横机专用缝合机将衣片、袖片、衣领等缝合成成衣。
有益效果:本发明的具体优势如下:
1、本发明中羊毛衫接缝通常是将衣片、袖片、衣领等通过缝合机缝合在一起,形成成衣,不具有任何装饰性,本发明将针刺原理应用在羊毛衫接缝上,是一种原创性的缝制工艺,主要更注重装饰性,是一种工艺创新。
2、本发明中通过正反两面针刺,使两色衣片接缝处产生混色效果,是羊毛衫产生混色效果的又一创新工艺。同时接缝处有立体、厚重感,同时解决了接缝牢度问题。
3、本发明的针刺接缝主要使用在衣服、袖子的中间位置,主要解决接缝平整,上下衣片尺寸吻合的问题。
4、本发明使用针刺工艺接缝,使羊毛衫上下衣片、袖片有两张以上颜色,还有两种编织花色,增加了羊毛衫的时尚感和附加值。
5、本发明中针刺工艺适合各种纤维,机械缠结后不影响纤维原有特征。针刺后纱线之间柔性缠结,具有较好的尺寸稳定性和弹性。针刺产品手感丰满、针刺部分色彩产生混色过渡效应,使不同的织造花色完美的融合。
具体实施方式
下面结合具体实施例对本发明进行详细阐述。
具体实施例一:
一种羊毛衫针刺接缝的加工方法,包括如下步骤:
上下衣片、袖片(不同颜色、不同编织花式)——上下重叠1-2英寸缝边(固定两边)——针刺——缝合成衣。具体操作如下:
1、上下衣片或袖片,由横机针织加工而成,上下衣片、袖片是不同颜色,不同花色的衣片,要求组织机构厚重,不能为轻薄组织。
2、上下衣片、袖片重叠后,进行双边平缝,防止针刺时移位,其中,衣片、袖片重叠宽度1-2英寸。
3、针刺如下:
(1)采用条纹针刺机;
(2)正刺:针刺机主传动通过曲柄-连杆机构驱动针梁、针板和刺针一起作上下往复运动;当针板向下运动时,刺针刺入两层衣片,纱线紧靠托网板;当针板向上运动时,刺针勾起下层衣片的线圈一起向上运动刺针,向下运动时脱离线圈;通过针刺区后,下层衣片的线圈被拉出并镶嵌在上层衣片线圈中;
(3)反刺:将下层衣片翻转变成上层衣片,重复针刺一遍,使上下两层衣片线圈相互镶嵌缠结,产生混色过渡效果,同时接缝处牢固、丰满;
(4)针刺运动方向:针板运动方向通常垂直于衣片,但也有向上或向下斜刺;常用的倾斜角度有45°、60°、75°,本发明采用垂直针刺90°;
(5)针刺机的针:由带有弯头的针柄、针腰(有的无针腰)、针叶和针尖四部分组成,其中针叶为刺针的工作段,是刺针的主要区段;针尖形状为可标准型针尖,钩刺的结构为标准钩刺,针叶的截面形状三角形,钩刺的排列为标准型(RB);
(6)针刺工艺参数:针型15*30*31/2”RB;针刺密度48针数/平方厘米;排针数2000枚/米;针刺动程480次/分钟;针刺深度18毫米;针刺速度1.8米/分钟。
4、所述缝合成衣,将针刺过的衣片通过横机专用缝合机将衣片、袖片、衣领等缝合成成衣。
具体实施例二:
一种羊毛衫针刺接缝的加工方法,包括如下步骤:
上下衣片、袖片(不同颜色、不同编织花式)——上下重叠1-2英寸缝边(固定两边)——针刺——缝合成衣。具体操作如下:
1、上下衣片或袖片,由横机针织加工而成,上下衣片、袖片是不同颜色,不同花色的衣片,要求组织机构厚重,不能为轻薄组织。
2、上下衣片、袖片重叠后,进行双边平缝,防止针刺时移位,其中,衣片、袖片重叠宽度1-2英寸。
3、针刺如下:
(1)采用条纹针刺机;
(2)正刺:针刺机主传动通过曲柄-连杆机构驱动针梁、针板和刺针一起作上下往复运动;当针板向下运动时,刺针刺入两层衣片,纱线紧靠托网板;当针板向上运动时,刺针勾起下层衣片的线圈一起向上运动刺针,向下运动时脱离线圈;通过针刺区后,下层衣片的线圈被拉出并镶嵌在上层衣片线圈中;
(3)反刺:将下层衣片翻转变成上层衣片,重复针刺一遍,使上下两层衣片线圈相互镶嵌缠结,产生混色过渡效果,同时接缝处牢固、丰满;
(4)针刺运动方向:针板运动方向通常垂直于衣片,但也有向上或向下斜刺;常用的倾斜角度有45°、60°、75°,本发明采用垂直针刺90°;
(5)针刺机的针:由带有弯头的针柄、针腰(有的无针腰)、针叶和针尖四部分组成,其中针叶为刺针的工作段,是刺针的主要区段;针尖形状为可标准型针尖,钩刺的结构为标准钩刺,针叶的截面形状三角形,钩刺的排列为标准型(RB);
(6)针刺工艺参数:针型15*30*31/2”RB;针刺密度50针数/平方厘米;排针数3000枚/米;针刺动程500次/分钟;针刺深度20毫米;针刺速度2米/分钟。
4、所述缝合成衣,将针刺过的衣片通过横机专用缝合机将衣片、袖片、衣领等缝合成成衣。
具体实施例三:
一种羊毛衫针刺接缝的加工方法,包括如下步骤:
上下衣片、袖片(不同颜色、不同编织花式)——上下重叠1-2英寸缝边(固定两边)——针刺——缝合成衣。具体操作如下:
1、上下衣片或袖片,由横机针织加工而成,上下衣片、袖片是不同颜色,不同花色的衣片,要求组织机构厚重,不能为轻薄组织。
2、上下衣片、袖片重叠后,进行双边平缝,防止针刺时移位,其中,衣片、袖片重叠宽度1-2英寸。
3、针刺如下:
(1)采用条纹针刺机;
(2)正刺:针刺机主传动通过曲柄-连杆机构驱动针梁、针板和刺针一起作上下往复运动;当针板向下运动时,刺针刺入两层衣片,纱线紧靠托网板;当针板向上运动时,刺针勾起下层衣片的线圈一起向上运动刺针,向下运动时脱离线圈;通过针刺区后,下层衣片的线圈被拉出并镶嵌在上层衣片线圈中;
(3)反刺:将下层衣片翻转变成上层衣片,重复针刺一遍,使上下两层衣片线圈相互镶嵌缠结,产生混色过渡效果,同时接缝处牢固、丰满;
(4)针刺运动方向:针板运动方向通常垂直于衣片,但也有向上或向下斜刺;常用的倾斜角度有45°、60°、75°,本发明采用垂直针刺90°;
(5)针刺机的针:由带有弯头的针柄、针腰(有的无针腰)、针叶和针尖四部分组成,其中针叶为刺针的工作段,是刺针的主要区段;针尖形状为可标准型针尖,钩刺的结构为标准钩刺,针叶的截面形状三角形,钩刺的排列为标准型(RB);
(6)针刺工艺参数:针型15*30*31/2”RB;针刺密度49针数/平方厘米;排针数2500枚/米;针刺动程490次/分钟;针刺深度19毫米;针刺速度1.9米/分钟。
4、所述缝合成衣,将针刺过的衣片通过横机专用缝合机将衣片、袖片、衣领等缝合成成衣。
本发明的具体优势如下:
1、本发明中羊毛衫接缝通常是将衣片、袖片、衣领等通过缝合机缝合在一起,形成成衣,不具有任何装饰性,本发明将针刺原理应用在羊毛衫接缝上,是一种原创性的缝制工艺,主要更注重装饰性,是一种工艺创新。
2、本发明中通过正反两面针刺,使两色衣片接缝处产生混色效果,是羊毛衫产生混色效果的又一创新工艺。同时接缝处有立体、厚重感,同时解决了接缝牢度问题。
3、本发明的针刺接缝主要使用在衣服、袖子的中间位置,主要解决接缝平整,上下衣片尺寸吻合的问题。
4、本发明使用针刺工艺接缝,使羊毛衫上下衣片、袖片有两张以上颜色,还有两种编织花色,增加了羊毛衫的时尚感和附加值。
5、本发明中针刺工艺适合各种纤维,机械缠结后不影响纤维原有特征。针刺后纱线之间柔性缠结,具有较好的尺寸稳定性和弹性。针刺产品手感丰满、针刺部分色彩产生混色过渡效应,使不同的织造花色完美的融合。
本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本申请相同或相近似的技术方案,均落在本发明的保护范围之内。
一种羊毛衫针刺接缝的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0