








专利摘要
本发明公开了一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,包括如下具体过程:1)基于CFD‑DEM计算流体方法,建立疏水管道汽水两相三维模型,获取高温高压疏水系统内部细节特征,包括温度场分布、汽液质量分布和汽液流速分布;2)对疏水管道进行改造,包括:2.1)在主汽疏水管道末端安装节流喷嘴,采用CFD‑DEM三维计算单元计算数据作为参考确定节流喷嘴的设计参数;2.2)对疏水管道中的弯管处以及疏水管道与主蒸汽管道连接法兰处进行耐磨处理。本发明提供的一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,能够有效降低疏水管道内工质对管道的冲刷磨损,提高疏水管道抗冲刷能力,降低了疏水管道爆管的风险,提高了机组的安全性。
权利要求
1.一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,其特征在于:包括如下具体过程:
1)基于CFD-DEM计算流体方法,建立高温高压疏水管道汽水两相三维模型,获取高温高压疏水管道内部细节特征,包括温度场分布、汽液质量分布和汽液流速分布;
2)对高温高压疏水管道进行改造,包括:
2.1)在高温高压疏水管道末端安装节流喷嘴,所述节流喷嘴设置在疏水扩容器内,所述节流喷嘴与疏水扩容器内壁的距离大于50cm,所述高温高压疏水管道为主蒸汽管道的疏水管道;采用CFD-DEM三维计算单元计算数据作为参考确定节流喷嘴的设计参数;
2.2)对高温高压疏水管道中的弯管处以及高温高压疏水管道与主蒸汽管道连接法兰处进行耐磨处理。
2.根据权利要求1所述的一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,其特征在于:所述节流喷嘴为拉瓦尔缩放喷嘴。
3.根据权利要求2所述的一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,其特征在于:所述节流喷嘴的设计参数为节流喷嘴的喉部截面积A,根据缩放喷嘴流量公式:
q
式中,q
可以计算出节流喷嘴的喉部截面积A。
4.根据权利要求2所述的一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,其特征在于:所述节流喷嘴材质选用17-4PH不锈钢。
5.根据权利要求1所述的一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,其特征在于:所述耐磨处理采用激光熔覆进行。
说明书
技术领域
本发明涉及一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,属于火电厂汽轮机系统安全技术领域。
背景技术
火电厂汽轮机组在启动、停机及变负荷工况运行时,蒸汽与汽轮机本体和蒸汽管道接触,蒸汽被冷却。当蒸汽温度被冷却到低于其压力所对应的饱和温度时,部分蒸汽会凝结成水形成疏水,疏水需要通过疏水管道及时排放,否则将会造成一系列严重的问题和后果,主要有以下几个方面:
(1)在主蒸汽管道内,如果有疏水存在的话,由于蒸汽和水的密度和流速不同,管道对它们的阻力也不同,这部分凝结的积水可能引起水冲击,轻则使管道振动,产生巨大噪声,污染环境;严重的会使主蒸汽管道产生裂纹,甚至破裂,造成机组被迫停机。
(2)如果主蒸汽管道的疏水一旦进入汽轮机,将会使汽轮机动叶片受到水的冲击而损伤,甚至断裂;使金属部件急剧冷却而造成很大的热应力,不对称的热应力会使大轴弯曲,甚至永久变形。
(3)对于高温高压的疏水管道,由于高温高压蒸汽和疏水的不断冲刷,频繁出现疏水管道的磨损、泄漏和爆裂事故,严重威胁人员和设备安全,被迫停机。
因此,在火力发电机组中,高温高压疏水系统是非常重要的,高温高压疏水系统安全稳定运行对于机组的安全稳定运行有着重要的意义。
然而随着高参数大容量火电机组的不断投入生产,普遍存在高温高压疏水系统运行不稳的情况,主要体现在高温高压疏水管道冲刷减薄爆管和弯管磨损严重,造成发电机组存在严重的安全隐患。目前对于这一类问题还缺乏有效的解决方法,主要是在机组检修时通过测厚仪不断检测高温高压疏水管道的壁厚,若发现管道减薄严重,更换全部疏水管道以防止疏水管道爆管。
目前对高温高压疏水管道冲刷磨损爆管的治理,仅仅是通过更换管道和阀门的方法,不是一个有效的解决方案,未能从汽水混合物对管道和阀门冲刷磨损的机理上提出有效的解决方案,且需要消耗大量的人力和物力,经济性较差,且存在巨大的安全隐患,不利用火电厂的安全生产。通过调研和查新,目前国内外对于高温高压疏水系统管道磨损爆管问题未见有较好的处理技术和方案,迫切需要提出较为可行的解决方案。
发明内容
目的:为了克服现有技术中存在的不足,本发明提供一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法。
技术方案:为解决上述技术问题,本发明采用的技术方案为:
一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,包括如下具体过程:
1)基于CFD-DEM计算流体方法,建立高温高压疏水管道汽水两相三维模型,获取高温高压疏水管道内部细节特征,包括温度场分布、汽液质量分布和汽液流速分布;
2)对高温高压疏水管道进行改造,包括:
2.1)在高温高压疏水管道末端安装节流喷嘴,所述节流喷嘴设置在疏水扩容器内,所述节流喷嘴与疏水扩容器内壁的距离大于50cm,所述高温高压疏水管道为主蒸汽管道的疏水管道;采用CFD-DEM三维计算单元计算数据作为参考确定节流喷嘴的设计参数;
2.2)对高温高压疏水管道中的弯管处以及高温高压疏水管道与主蒸汽管道连接法兰处进行耐磨处理。
优选地,所述节流喷嘴为拉瓦尔缩放喷嘴。
优选地,所述节流喷嘴的设计参数为节流喷嘴的喉部截面积A,根据缩放喷嘴流量公式:
qv=CqA[2(P1-P2)/ρ]
式中,qv—疏水流量,t/h;Cq—流量系数,0.98;A—节流喷嘴喉部截面积,m
可以计算出节流喷嘴的喉部截面积A。
优选地,所述节流喷嘴材质选用17-4PH不锈钢。
优选地,所述耐磨处理基于激光熔覆进行。
与现有技术相比,本发明具有如下有益效果:
(1)本发明采用目前最先进的基于CFD-DEM计算流体方法,建立高精度的三维动态模型,模拟疏水系统的动态运行过程,进一步掌握高温高压疏水管道内汽水流动特性,为解决高温高压疏水管道磨损提供参考数据。
(2)结合电厂设备系统的实际运行状况,选择在高温高压疏水管道末端安装节流喷嘴,以降低管道内疏水流速;将节流喷嘴设置在疏水扩容器内,让蒸汽扩容膨胀在扩容器内完成,扩容器空间较大,受到的冲击力小,同时保护了高温高压疏水管道和阀门,避免了机组在运行时发生蒸汽泄漏,提高系统安全性。
(3)基于激光熔覆技术对高温高压疏水管道弯管处及高温高压疏水管道与主蒸汽管道连接法兰处进行耐磨处理,有效提高弯管及法兰连接处的抗磨损特性,减少汽水混合物对弯头的冲刷磨损,提高系统安全性。
附图说明
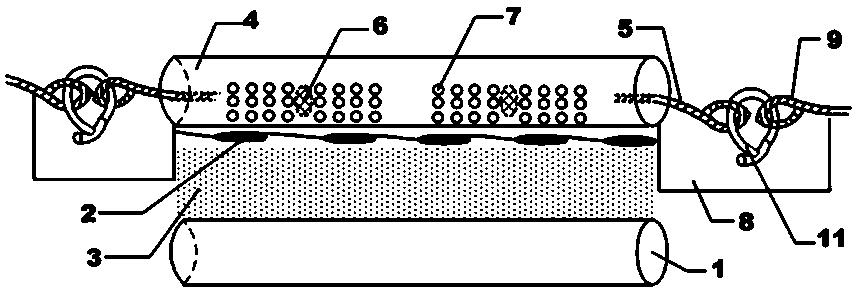
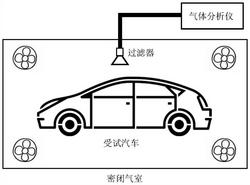
图1为现有技术中改造前火电机组主蒸汽疏水系统;
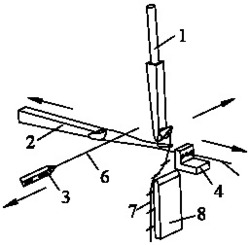
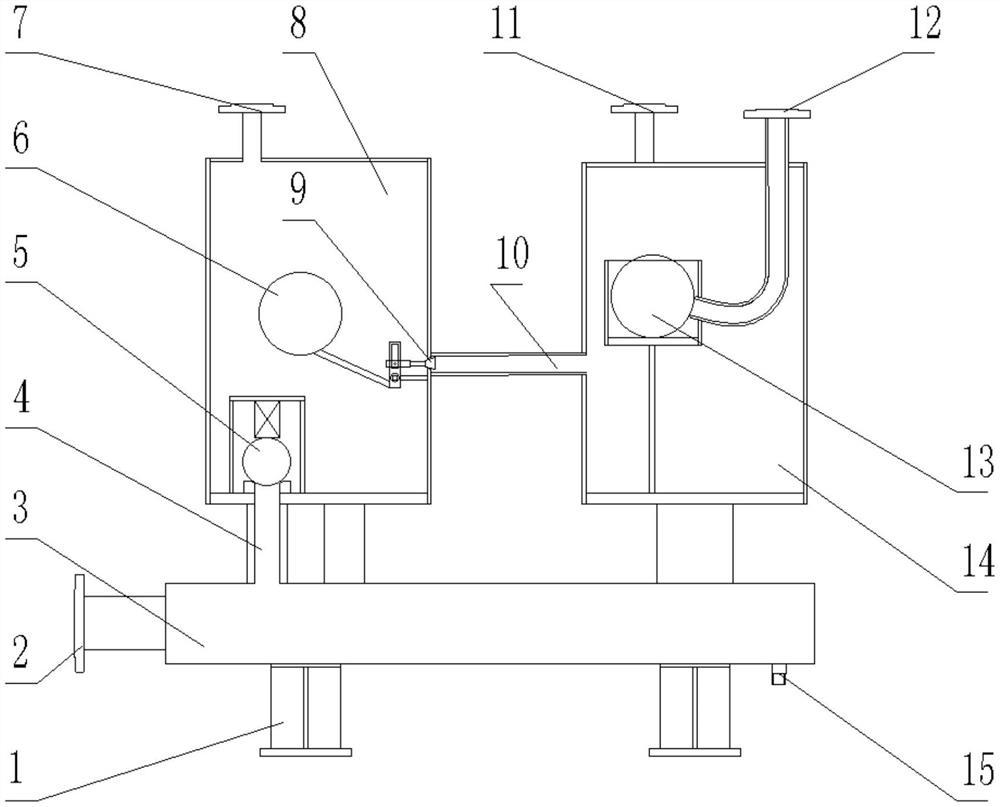
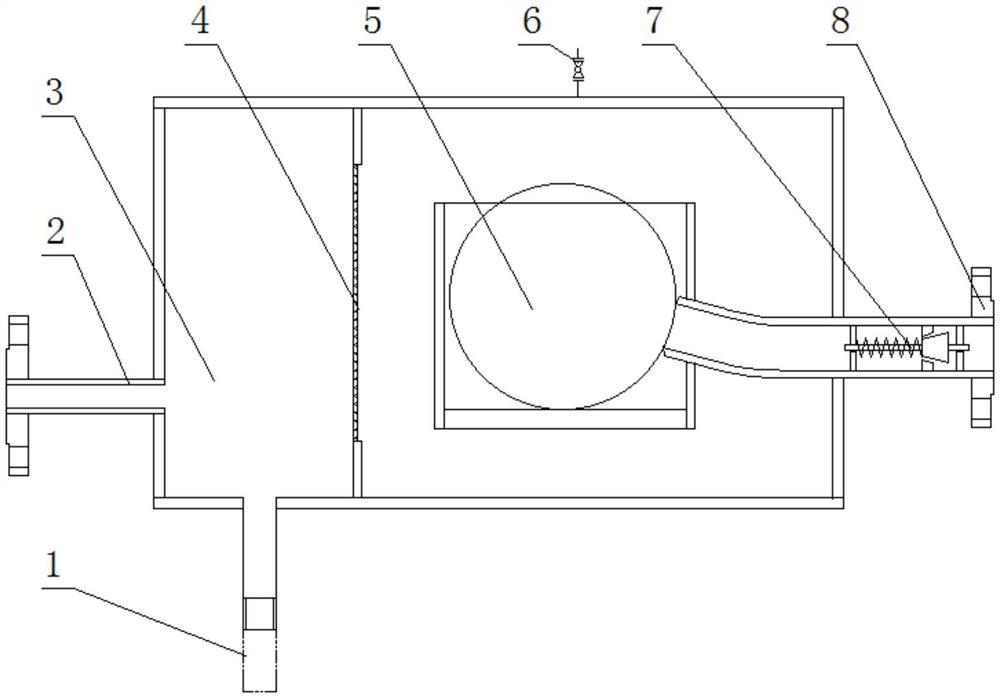
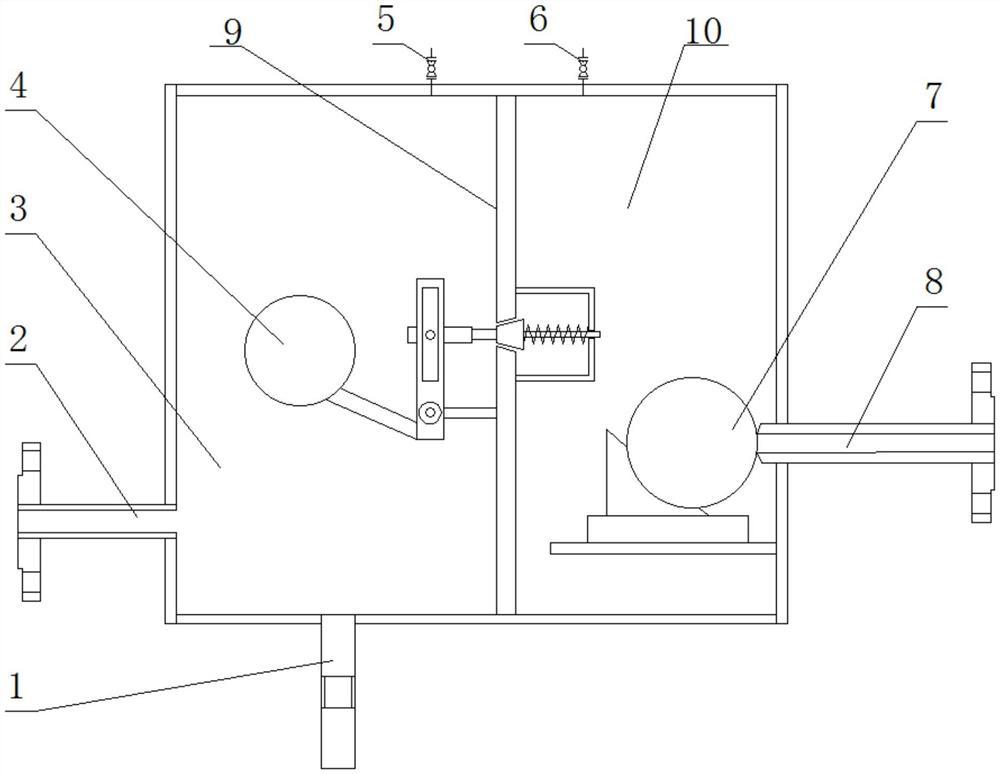
图2为本发明中改造后的火电机组主蒸汽疏水系统;
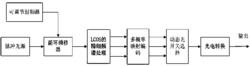
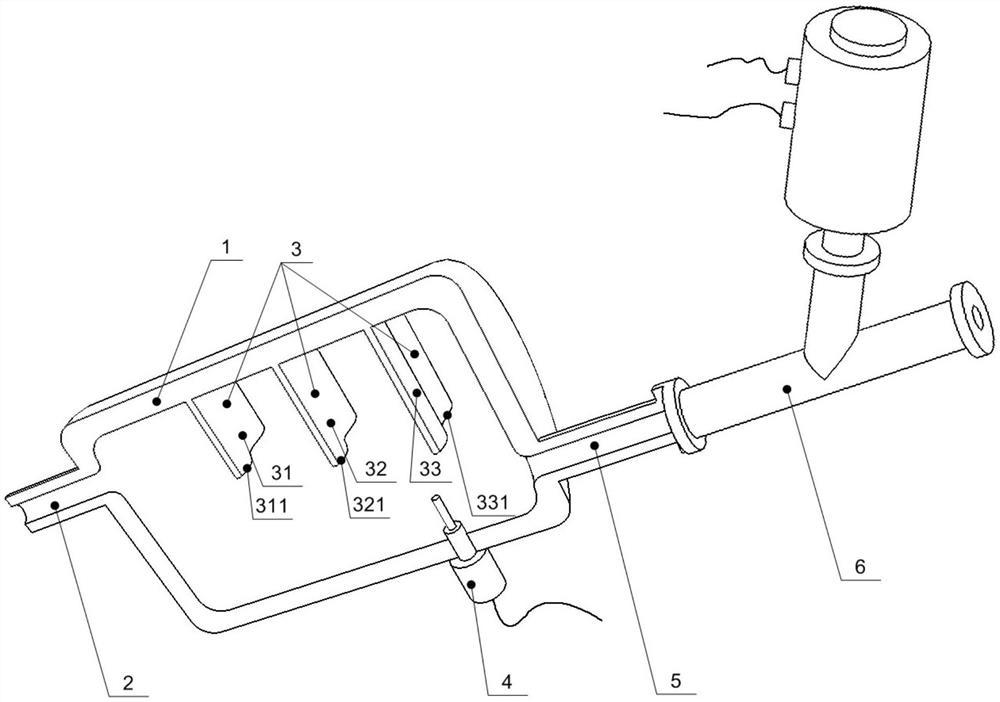
图3为本发明提供的技术方案的流程示意图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法,如图3所示,具体包括如下过程:
1)基于CFD-DEM计算流体方法,建立高温高压疏水管道汽水两相三维模型,由通讯程序从SIS实时生产数据库获得主蒸汽参数,包括主蒸汽温度、主蒸汽压力、主蒸汽流量、疏水阀门开度、机组负荷等机组运行参数。利用CFD-DEM三维计算单元能够精确获取高温高压疏水管道内部细节特征,包括温度场分布、汽液质量分布和汽液流速分布;
2)对高温高压疏水管道进行改造,包括:
2.1)在高温高压疏水管道末端安装节流喷嘴,采用CFD-DEM三维计算单元计算数据作为参考确定节流喷嘴的设计参数。蒸汽通过节流喷嘴的节流作用使管道背压升高,管道内汽液两相流速降低。所述高温高压疏水管道为主蒸汽管道的疏水管道。
如图2所示,节流喷嘴设置在疏水扩容器内;同时,节流喷嘴与疏水扩容器内壁保持足够的距离,大于50cm。图1为现有技术中火电机组主蒸汽疏水系统。
所述节流喷嘴为拉瓦尔缩放喷嘴,流体通过时喷嘴比较平稳,不产生较大的涡流振动;流体也更容易扩容雾化,减轻了对扩容器的冲刷;节流喷嘴如有轻微磨损不会泄漏。
所述节流喷嘴的设计参数为节流喷嘴的喉部截面积A,根据缩放喷嘴流量公式可以计算出节流喷嘴的喉部截面积A,缩放喷嘴流量公式如下:
qv=CqA[2(P1-P2)/ρ]
式中,qv—疏水流量,t/h;Cq—流量系数,0.98;A—节流喷嘴喉部截面积,m
某330MW机组通过现场测试发现,如疏水管内全部为疏水,流速可达30m/s;如管内流动的全部为蒸汽,流速则达到350m/s。在综合考虑启动时间、主汽压力、温度波动和安全因素等,通过CFD模拟确定330MW机组安装的节流喷嘴喉部直径为25mm;直径76mm、厚11mm,加装节流喷嘴后管内疏水流速为2.4~4m/s,蒸汽流速为30~50m/s,基本满足设计要求,使得疏水管道运行在安全参数范围内。
所述节流喷嘴材质选用17-4PH(0Cr17Ni4CuNb)不锈钢,属于马氏体沉淀硬化不锈钢,耐磨损强度大,该材料的硬度高达HB350,焊接工艺简便,抗冲刷能力强,具有良好的综合力学性能。
2.2)对高温高压疏水管道中的弯管处以及高温高压疏水管道与主蒸汽管道连接法兰处进行耐磨处理。由于疏水系统管路较长,一般冲刷磨损爆管发生在法兰、弯管前后,尤其在高温高压疏水管道与主蒸汽管道连接法兰处和高温高压疏水管道第一个弯管处蒸汽流速最快,金属减薄最严重,易发生爆管现象,因此本实施例中选取上述两处作为耐磨处理对象。
所述耐磨处理基于激光熔覆进行。
激光熔覆技术是随着大功率激光器的发展而兴起的一种新的表面改性技术。在激光束作用下将合金粉末或陶瓷粉末与基体表面迅速加热并熔化,自激冷却后形成稀释率极低并与基体材料呈冶金结合的表面涂层,可显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性。
以上所述仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种火电厂高温高压疏水管道抗冲刷防磨损爆管的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0