









专利摘要
本实用新型公开了一种化工物料离心气味管控和氮气平衡系统,属于化工设备领域。本实用新型包括离心气味管控装置、氮气平衡装置和离心母液回收罐,其中:离心气味管控装置包括离心成品卸料机构和离心母液回收机构;氮气平衡装置包括氮气平衡干管、氮气平衡支管及其与两者的一端分别连接的氮气入口球阀;氮气平衡干管和氮气平衡支管的另一端分别通入离心机上部和通往离心母液回收罐。本实用新型中,离心机内少许溢流排出的氮气经过离心母液回收罐的收集再通过氮气平衡干管和氮气平衡支管充入到离心机内腔,使氮气得以循环利用,保持了离心机内腔氮气正压状态,也就解决了氮气用量较大,造成生产成本过高利用的问题。
权利要求
1.一种化工物料离心气味管控和氮气平衡系统,其特征在于,包括离心气味管控装置、氮气平衡装置和离心母液回收罐(7),其中:
所述离心气味管控装置包括离心成品卸料机构和离心母液回收机构;所述离心成品卸料机构包括离心机(1)及其底部的离心成品卸料阀(4);所述离心母液回收机构包括离心母液回收支管(12)、离心母液回收切断阀(2)和离心母液回收总管(3);所述离心母液回收支管(12)连通至离心母液回收总管(3),两者之间连接离心母液回收切断阀(2),所述离心母液回收总管(3)通往离心母液回收罐(7);所述离心成品卸料阀(4)和离心母液回收切断阀(2)交替工作;
所述氮气平衡装置包括氮气平衡干管(5)、氮气平衡支管(11)及其与两者的一端分别连接的氮气入口球阀(6);所述氮气平衡干管(5)和氮气平衡支管(11)的另一端分别通入离心机(1)上部和通往离心母液回收罐(7)。
2.根据权利要求1所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述离心机(1)为若干个,左右对称式布局,相应的离心成品卸料阀(4)、离心母液回收支管(12)、离心母液回收切断阀(2)、氮气平衡支管(11)和氮气入口球阀(6)与每个离心机(1)配套使用;每个所述离心母液回收支管(12)和氮气平衡支管(11)分别并联式并入离心母液回收总管(3)和氮气平衡干管(5)。
3.根据权利要求2所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述氮气平衡干管(5)上连接有氮气平衡干管球阀(51)。
4.根据权利要求3所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述氮气平衡装置的氮气流向为离心母液回收罐(7)←→氮气平衡干管(5)←→氮气平衡干管球阀(51)←→氮气平衡支管(11)←→氮气入口球阀(6)←→离心机(1)。
5.根据权利要求4所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述离心母液回收总管(3)和离心母液回收支管(12)上均连接有视镜。
6.根据权利要求5所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述离心母液回收机构中离心母液回收流体方向为:离心机(1)—→离心母液回收支管(12)→视镜—→离心母液回收切断阀(2)—→离心母液回收总管(3)—→视镜—→离心母液回收罐(7)。
7.根据权利要求5所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述离心母液回收罐(7)外接隔膜泵(9)通往其它储罐。
8.根据权利要求1至7任一所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,所述离心机(1)的上部还外接氮气总管(10)。
9.根据权利要求8所述的一种化工物料离心气味管控和氮气平衡系统,其特征在于,还包括垂直安装在离心母液回收罐(7)顶部的尾气止回阀(8),尾气止回阀(8)连接至尾气总管。
说明书
技术领域
本实用新型属于化工设备领域,更具体地说,涉及一种化工物料离心气味管控和氮气平衡系统。
背景技术
离心机适用于含固相颗粒的悬浮液介质的洗涤和固、液相分离,也适用于含结晶状固相的介质的固液相分离,广泛运用于制药、精细化工、食品和化工等行业。离心机可用于分离固体从10um小颗粒至数毫米的大颗粒,甚至纤维状物料,对悬浮液的含固量可以在5%~40%的范围内很好的工作,只是在分离小颗粒低浓度的悬浮液时,开始滤液的含固量较高,应注意对这部分固体的回收处理。进入离心机的物料应是均匀和连续的,在管道中流动性较好,物料温度不高于80℃,对离心机与物料接触部分的材质不造成腐蚀。对有些物料还需经分析和试验,确定其适用性。在对离心机选型时必须按分离介质的理化性质,包括种类、温度、浓度、粘度、硬度等颗粒指标要求,分离过程中和所处的生产环境中的防腐和防爆要求,确定离心机的型号和型式,以达到预期目的及安全要求。随着科学技术的不断进步,各个行业的兴起与发展,离心技术不仅仅在和产和科研领域进行应用了,它慢慢贴近了人们的日常生活,使得人们对离心机不再陌生,目前实用离心技术是离心机技术学科研究的主题。
实用离心技术一般可分为两大类:一类是用于化工、制药、食品工业等的大型制备分离用离心技术,所使用的离心机及其附件一般为中、大型工业生产设备,转速多在5000转/分左右,样品处理很大。另一类是用于生物、医学、化学、农业等实验室研究、中间生产、部分小批量生产的离心技术,目的在于分离和纯化样品和对已纯化的样品性能进行分析,这一类离心机的转速从每分钟数千转到每分钟数万转,处理样品量虽不算太大,但由于条件要求高,故离心设备也相应复杂。随着科研、生物工程、医学、制药等领域对离心技术要求越来越高,国内离心机产品也经历了一个更新换代的过程,目前离心技术的研究也日趋深入,与国外的的差距也在慢慢缩小。
然而,在医药、食品、化工等行业的离心分离工序中,多为人工操作,而离心工序中又多使用丙酮、甲苯、酒精等易燃、易爆、有毒有害的溶剂,或是盐酸、硫酸、溴酸等刺激性、腐蚀性的酸性物质,因含有溶剂和酸性物质,离心机的密闭性能差,所以离心过程中现场气味大,操作环境差,存在员工职业卫生危害和环境风险,这些也都是目前离心技术存在的问题或缺点,而且,在现有单一的成品卸料方式下,因各离心机离心母液直接通过离心母液回收总管收集至离心母液槽,各台离心机的离心母液回收管路相通,这样在某一台离心机卸料时,其他离心机离心产生的气味将会互相窜通,气味不易管控,而气味也会随着成品卸料口的打开排放至设备体外,这对操作人体健康产生危害,也会造成大气环境污染。
经检索,中国专利公布号CN 107252741 A,公开日2017.10.17,公开了一种平板离心机的全程氮气保护操作工艺,包括初始、气密性测试、惰性化开始、惰性化结束、进料、离心、打浆、甩干和出料组成;离心过程中实现全程氮气保护;离心内氧浓度≤5%(抽查3次的数据),大大降低溶剂着火或爆炸的风险,离心工作过程中,现场操作人员无需要穿戴任何的防护措施(如口罩等),现场几乎无气味。但该发明在应用过程中氮气用量较大,造成生产成本过高。
实用新型内容
1、要解决的问题
针对现有离心机在物料离心分离过程中单一方式的卸料和离心母液回收过程中会造成气味扩散以及应用过程中氮气用量较大的问题,本实用新型提供一种化工物料离心气味管控和氮气平衡系统。本实用新型通过离心气味管控装置、氮气平衡装置和离心母液回收罐的协同作用,通过离心母液回收罐作为中介,使氮气循环利用,进而实现减少氮气用量的目的。
2、技术方案
为解决上述问题,本实用新型采用如下的技术方案:
一种化工物料离心气味管控和氮气平衡系统,包括离心气味管控装置、氮气平衡装置和离心母液回收罐,其中:所述离心气味管控装置包括离心成品卸料机构和离心母液回收机构;所述离心成品卸料机构包括离心机及其底部的离心成品卸料阀;所述离心母液回收机构包括离心母液回收支管、离心母液回收切断阀和离心母液回收总管;所述离心母液回收支管连通至离心母液回收总管,两者之间连接离心母液回收切断阀,所述离心母液回收总管通往离心母液回收罐;所述离心成品卸料阀和离心母液回收切断阀交替工作,可由手动按钮操作或PLC自动控制两种模式控制两阀门的开启和关闭,使这两只阀门实现电气互锁;即在离心机离心工作过程中,关闭离心成品卸料阀,同时离心母液回收切断阀自动打开,离心母液汇流至离心母液回收罐;反之,在成品卸料过程中,打开离心成品卸料阀,同时离心母液回收切断阀关闭,从而有效起到防止卸料过程中造成的气味大范围扩散的问题;所述氮气平衡装置包括氮气平衡干管、氮气平衡支管及其与两者的一端分别连接的氮气入口球阀;所述氮气平衡干管和氮气平衡支管的另一端分别通入离心机上部和通往离心母液回收罐,在离心母液回收切断阀打开进行离心母液回收的过程中,离心机内腔氮气会有少许伴随排出,造成离心机内腔氮气正压不足,而这时离心母液回收罐既是氮气平衡装置的氮气收集装置又是离心机氮气补充装置,也就是说,离心机内少许溢流排出的氮气经过离心母液回收罐的收集再通过氮气平衡干管和氮气平衡支管充入到离心机内腔,使氮气得以循环利用,保持了离心机内腔氮气正压状态,也就解决了氮气用量较大,造成生产成本过高利用的问题,氮气平衡装置进行氮气循环以达到控制氮气平衡的作用,同时还能够控制废气浓度和空气中的氧含量,解决回收不充分和化工离心过程中废气沉积的问题,也保证了离心机操作的安全性。
进一步地,离心机为若干个,左右对称式布局,相应的离心成品卸料阀、离心母液回收支管、离心母液回收切断阀、氮气平衡支管和氮气入口球阀与每个离心机配套使用;每个所述离心母液回收支管和氮气平衡支管分别并联式并入离心母液回收总管和氮气平衡干管,在一个生产空间内分布多套,提高了整个系统的生产效率。
进一步地,氮气平衡干管上连接有氮气平衡干管球阀,根据需要进行开闭操作。
进一步地,氮气平衡装置的氮气流向为离心母液回收罐←→氮气平衡干管←→氮气平衡干管球阀←→氮气平衡支管←→氮气入口球阀←→离心机,根据需要调节氮气的流动方向。
进一步地,离心母液回收总管和离心母液回收支管上均连接有视镜,方便监控管道内溶剂的流向。
进一步地,离心母液回收机构中离心母液回收流体方向为:离心机—→离心母液回收支管→视镜—→离心母液回收切断阀—→离心母液回收总管—→视镜—→离心母液回收罐,根据需要调节溶剂的流动方向。
进一步地,离心母液回收罐外接隔膜泵通往其它储罐,以备其他反应釜反应溶解所需。
进一步地,离心机的上部还外接氮气总管,根据需要补充离心机内氮气。
进一步地,还包括垂直安装在离心母液回收罐顶部的尾气止回阀,尾气止回阀连接至尾气总管,将离心母液回收罐内产生的废气通过尾气止回阀外排至尾气总管,同时防止其他设备产生的尾气倒流入离心母液回收罐内。
3、有益效果
相比于现有技术,本实用新型的有益效果为:
(1)本实用新型的化工物料离心气味管控和氮气平衡系统,增加了离心母液回收切断阀,这样当某一台离心机的离心成品卸料阀打开进行成品卸料时,所对应的这台离心机的离心母液回收切断阀联锁关闭,这样其它离心机离心产生的气味将不能通过离心母液回收支管窜至正在卸料的这台离心机的卸料阀口,气味不会外排出来,这也就有效的管控了气味的扩散,对操作人员身体健康带来好处,也有利于减少大气环境的污染;
(2)本实用新型的化工物料离心气味管控和氮气平衡系统,在现有单一离心母液回收直接由各台离心机离心母液支管汇总至离心母液总管的方式下,增加离心母液回收切断阀与离心成品卸料阀的联锁功能,这样当某一台离心机成品卸料阀关闭进行物料离心分离时,这台离心机对应的离心母液支管上的离心母液切断阀联锁自动打开进行离心母液的回收,同理其它离心机不进行物料离心操作时,可以关闭所对应的离心母液回收切断阀,使得离心母液回收形成唯一通路汇集至离心母液回收槽,不至于造成离心母液流窜至其它离心机内,造成离心母液的浪费;
(3)本实用新型的化工物料离心气味管控和氮气平衡系统,在现有单一的只对离心机内腔充氮气保护方式下,增加氮气平衡装置,对离心机内腔充氮气保护时同时也对母液回收槽内腔及氮气平衡管路进行充氮气,使得氮气在各类设备及管道内形成平衡;当某一台离心机内氮气通过卸料或离心母液回收造成氮气含量减少时,将由母液回收槽内氮气通过氮气平衡管路进行补充,而离心机充氮保护压力过高时,又会通过氮气平衡管路泄放至母液回收槽内,这样各设备之间通过氮气管路连接形成一套氮气平衡装置,有效节约的新增氮气的供应,节省资源;
(4)本实用新型的化工物料离心气味管控和氮气平衡系统,由两台或两台以上的离心机构成这一系统的源设备,在每台离心机的成品卸料口处安装一只卸料阀,并在每台离心机的离心母液回收支管上安装一只离心母液回收切断阀,并且这两只阀门要实现电气互锁,由手动按钮操作和PLC自动控制两种模式控制阀门的开启和关闭,即在离心过程中,关闭离心成品卸料阀,同时离心母液回收切断阀自动打开,离心母液汇流至离心母液回收槽;反之,在成品卸料过程中,打开离心成品卸料阀,同时离心母液回收切断要能够自动关闭,从而有效起到防止卸料过程中造成的气味大范围扩散的问题;
(5)本实用新型的化工物料离心气味管控和氮气平衡系统,在离心母液回收切断阀打开进行离心母液回收的过程中,离心机内腔氮气会有少许伴随排出,造成离心机内腔氮气正压不足,而这时离心母液回收槽既是氮气平衡装置的氮气收集装置又是离心机氮气补充装置,也就是说,离心机内少许溢流排出的氮气经过离心母液槽的收集再通过氮气平衡管充入到离心机内腔,使氮气得以循环利用,保持了离心机内腔氮气正压状态,利用氮气平衡装置进行氮气循环以达到控制氮气平衡的作用,同时还能够控制废气浓度和空气中的氧含量,解决回收不充分和化工离心过程中废气沉积的问题,也保证了离心机操作的安全性。
附图说明
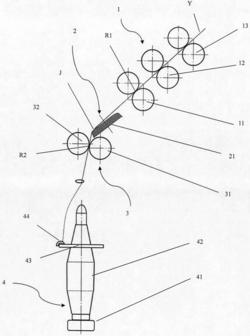
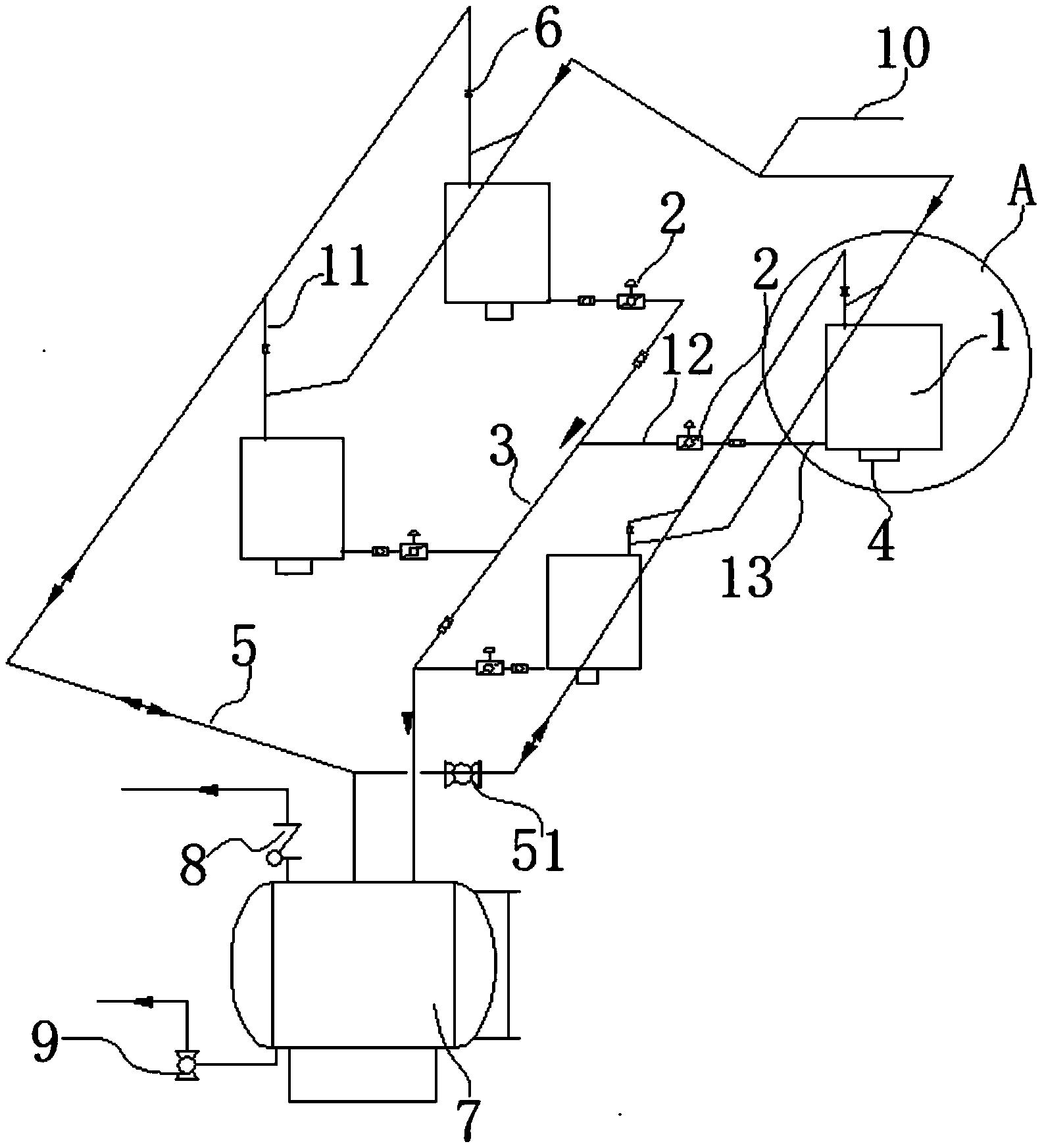
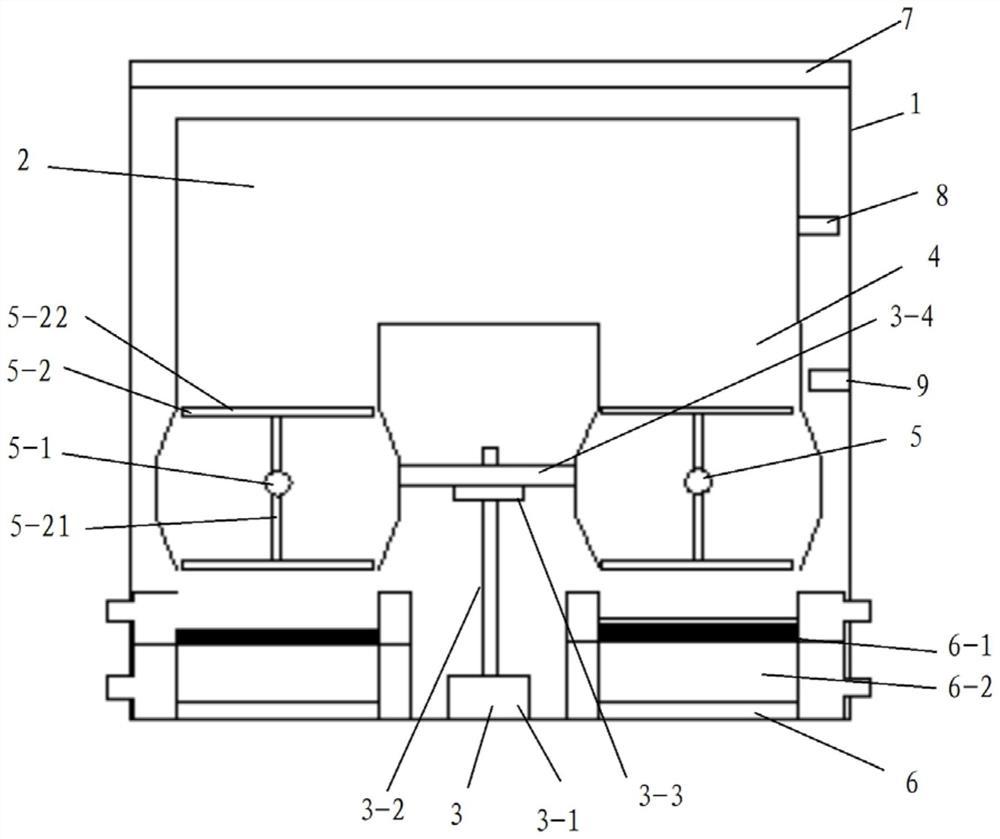
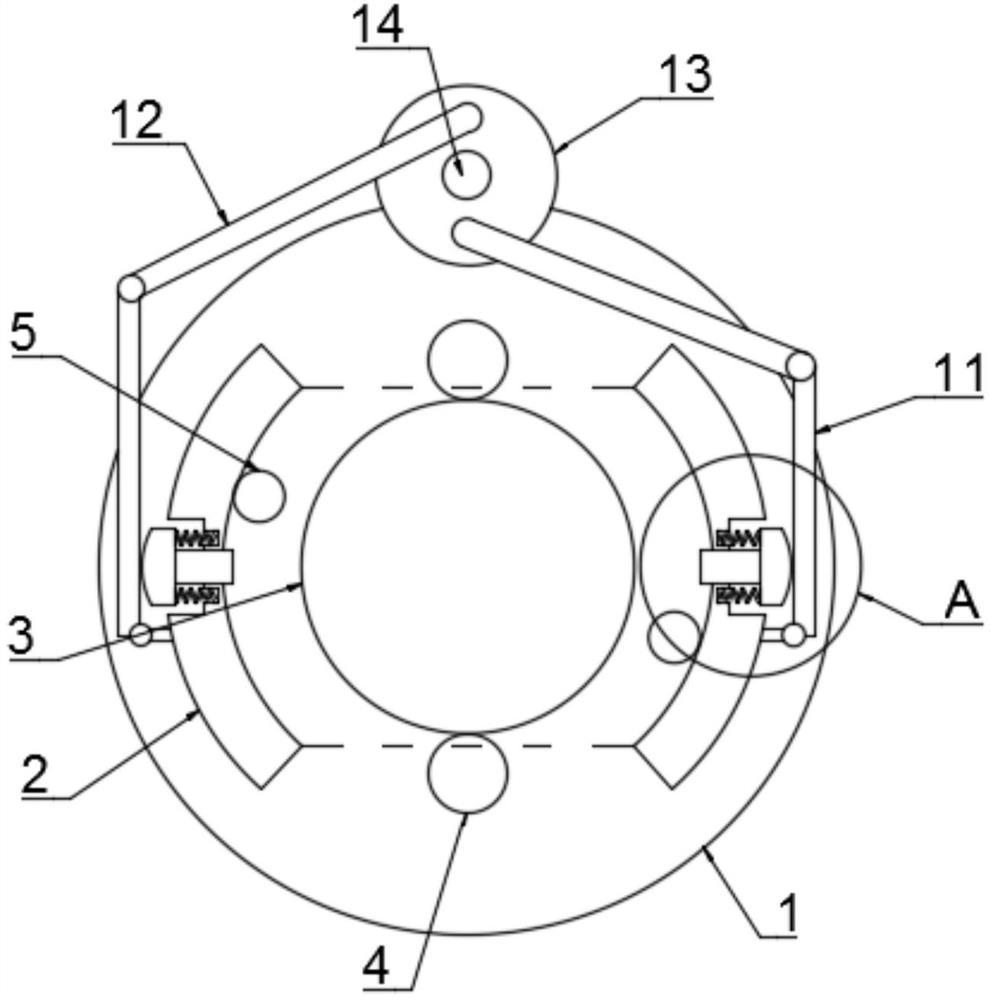
图1为本实用新型的化工物料离心气味管控和氮气平衡系统的结构示意图;
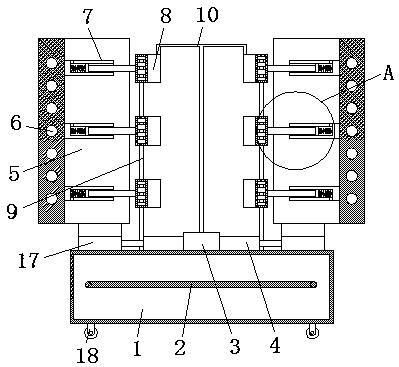
图2为图1中A部分放大后的结构示意图。
图中:1、离心机;2、离心母液回收切断阀;3、离心母液回收总管;4、离心成品卸料阀;5、氮气平衡干管;6、氮气入口球阀;7、离心母液回收罐;8、尾气止回阀;9、隔膜泵;10、氮气总管;11、氮气平衡支管;12、离心母液回收支管;51、氮气平衡干管。
具体实施方式
下面结合具体实施例和附图对本实用新型进一步进行描述。
实施例1
本实施例的一种化工物料离心气味管控和氮气平衡系统,如图1、2所示,包括离心气味管控装置、氮气平衡装置和离心母液回收罐7,其中:所述离心气味管控装置包括离心成品卸料机构和离心母液回收机构;所述离心成品卸料机构包括离心机1及其底部的离心成品卸料阀4;所述离心母液回收机构包括离心母液回收支管12、离心母液回收切断阀2和离心母液回收总管3;所述离心母液回收支管12连通至离心母液回收总管3,两者之间连接离心母液回收切断阀2,所述离心母液回收总管3通往离心母液回收罐7;所述离心成品卸料阀4和离心母液回收切断阀2交替工作,可由手动按钮操作或PLC自动控制两种模式控制两阀门的开启和关闭,使这两只阀门实现电气互锁;即在离心机1离心工作过程中,关闭离心成品卸料阀4,同时离心母液回收切断阀2自动打开,离心母液汇流至离心母液回收罐7;反之,在成品卸料过程中,打开离心成品卸料阀4,同时离心母液回收切断阀2关闭,从而有效起到防止卸料过程中造成的气味大范围扩散的问题;所述氮气平衡装置包括氮气平衡干管5、氮气平衡支管11及其与两者的一端分别连接的氮气入口球阀6;所述氮气平衡干管5和氮气平衡支管11的另一端分别通入离心机1上部和通往离心母液回收罐7,在离心母液回收切断阀2打开进行离心母液回收的过程中,离心机内腔氮气会有少许伴随排出,造成离心机1内腔氮气正压不足,而这时离心母液回收罐7既是氮气平衡装置的氮气收集装置又是离心机氮气补充装置,也就是说,离心机1内少许溢流排出的氮气经过离心母液回收罐7的收集再通过氮气平衡干管5和氮气平衡支管11充入到离心机1内腔,使氮气得以循环利用,保持了离心机1内腔氮气正压状态,也就解决了氮气用量较大,造成生产成本过高利用的问题,氮气平衡装置进行氮气循环以达到控制氮气平衡的作用,同时还能够控制废气浓度和空气中的氧含量,解决回收不充分和化工离心过程中废气沉积的问题,也保证了离心机操作的安全性。
实施例2
本实施例的一种化工物料离心气味管控和氮气平衡系统,在实施例1的基础上作进一步改进,如图1所示,离心机1可为若干个,本实施例中为4个,左右对称式布局,相应的离心成品卸料阀4、离心母液回收支管12、离心母液回收切断阀2、氮气平衡支管11和氮气入口球阀6与每个离心机1配套使用;每个所述离心母液回收支管12和氮气平衡支管11分别并联式并入离心母液回收总管3和氮气平衡干管5,在一个生产空间内分布多套,提高了整个系统的生产效率。氮气平衡干管5上连接有氮气平衡干管球阀51,根据需要进行开闭操作。氮气平衡装置的氮气流向为离心母液回收罐7←→氮气平衡干管5←→氮气平衡干管球阀51←→氮气平衡支管11←→氮气入口球阀6←→离心机1,根据需要调节氮气的流动方向。离心母液回收总管3和离心母液回收支管12上均连接有视镜,方便监控管道内溶剂的流向。离心母液回收机构中离心母液回收流体方向为:离心机1—→离心母液回收支管12→视镜—→离心母液回收切断阀2—→离心母液回收总管3—→视镜—→离心母液回收罐7,根据需要调节溶剂的流动方向。离心母液回收罐7外接隔膜泵9通往其它储罐,以备其他反应釜反应溶解所需。离心机1的上部还外接氮气总管10,根据需要补充离心机1内氮气。离心母液回收罐7采用304不锈钢板制作安装,顶部开有离心母液回收口和氮气注入口,分别通过304不锈钢法兰与离心母液回收总管3和氮气平衡干管5相连。
本实施例中,离心母液回收切断阀2可采用DN125的气动蝶阀安装在离心母液回收支管上,开、关阀的控制元件为电磁阀;执行动力源为不小于0.4Mpa的洁净压缩空气。该阀门与离心机1和离心成品卸料阀4数量一致,呈一一对应关系。该阀门采用现场控制箱按钮操作或PLC自动控制,并与离心成品卸料阀4实行电气互锁,即为某台离心机1的离心母液回收切断阀2打开进行离心母液回收时,所对应的该离心机1下方的离心成品卸料阀4将自动关闭;而当某一台离心机1的离心成品卸料阀4如果打开卸料时,所对应的离心母液回收切断阀2也将同时自动关闭,这样其他离心机1在离心过程中产生的气味就不能通过离心母液回收总管3和离心母液回收支管窜至到这台正在卸料的离心机上,通过这两个阀门之间的相互联锁切换就对离心过程产生的气味进行了封密管理,从而有效管控了离心气味的扩散。离心母液回收切断阀2材质为304不锈钢,两头连接端面采用304不锈钢法兰螺栓连接以方便拆卸检修和清洗。离心母液回收切断阀2工作压力和使用温度均小于设计值,材质、安装标准和清洁度均符合GMP要求。
本实施例中,离心母液回收总管3可采用DN150的304不锈钢管安装,在空间布局上呈直线布置,方便各台离心机1的离心母液回收支管与其对接。离心母液回收总管3的每个直线段均安装至少一只视镜,方便观察离心母液回收流动状态。离心母液回收总管3连接至离心母液回收罐7,其管路安装向离心母液回收罐7倾斜一定角度,以利于加速离心母液回收。离心母液回收总管3材质为304不锈钢,与其他部件相连的各端面均采用304不锈钢法兰螺栓连接,工作压力和使用温度均小于设计值,材质、安装标准和清洁度均符合GMP要求。
本实施例中,离心成品卸料阀4可采用DN450的气动蝶阀安装在离心机1下方卸料口处,开、关阀的控制元件为电磁阀;执行动力源为不小于0.4Mpa的洁净压缩空气。该阀门与离心机1和离心母液回收切断阀2数量一致,也呈一一对应关系。另外该阀门操作也采用现场控制箱按钮操作或PLC自动控制,并与离心母液回收切断阀2实行电气互锁,即为某台离心机1的离心母液回收切断阀2关闭时,所对应的离心成品卸料阀4才能打开卸料;反之,两阀门工作状态自动互换相反,这样做的目的也是为了保证其他离心机1在离心过程中产生的气味不能通过离心母液回收总管3和离心母液回收支管窜至到正在卸料的离心机上,也是为了做到离心气味的封密管理,防止离心气味的扩散。离心成品卸料阀4材质为304不锈钢,与离心机连接的端面采用304不锈钢法兰螺栓连接,另一端面直接套接成品装料袋,方便成品装袋包装。离心成品卸料阀4的工作压力和使用温度均小于设计值,材质、安装标准和清洁度均符合GMP要求。
本实施例中,氮气平衡干管5可采用DN20的304不锈钢抛光镜面管安装,在空间布局上呈直线布置,各台离心机1的氮气平衡支管分别与其相连,氮气平衡干管5的另一端连接到离心母液回收罐7。氮气平衡支管11采用φ14的PE软管,分别与每台离心机1的氮气入口球阀6相连,这样的回路使得各台离心机1内腔和离心母液回收罐7内的氮气通过氮气平衡管路形成一个闭路循环系统,当第一次对离心机1充氮气保护时,氮气通过氮气平衡支管和氮气平衡干管5同时对离心母液回收罐7进行充氮气,使各设备之间的氮气保持在正压平衡状态,而当离心母液回收切断阀2打开时,随着离心母液的回收造成少量氮气的泄漏或溢出,这就打破了现有的氮气平衡状态,此时离心母液回收罐7内的氮气就会通过氮气平衡干管5和对应的氮气平衡支管进行回流补充,这样就在不需要外供氮气补充的情况下又一次达到了平衡状态,减少了新增氮气的补充量,节约了资源;当再次进行外供氮气补充时,又重复了上述现象,所以氮气平衡装置与离心机离心气味管控配合使用效果更好。
本实施例中,氮气入口球阀6可采用DN20的304不锈钢快开球阀,一端连接氮气平衡支管11,另一端连接到离心机1上盖,主要作用是接通和断开氮气平衡装置,该阀门打开时,氮气平衡装置与对应的离心机1接通,氮气通过氮气入口球阀6充入相对应的离心机1内腔;当该阀门关闭时,氮气平衡装置与对应的离心机1断开,这就取消了与对应离心机1的氮气平衡系统,离心机1内腔也就需要靠外供氮气充入才能维持正压状态。氮气入口球阀6的工作压力和使用温度均小于设计值。
本实施例的一种化工物料离心气味管控和氮气平衡系统,利用在两台或两台以上离心机1上安装的离心母液回收切断阀和离心成品卸料阀之间的开、关阀互锁状态,使离心机在离心过程中产生的气味控制在一个封密的管路和设备内,不致于造成离心气味的外漏,达到有效管控气味扩散的目的;同时在离心母液回收过程中又会伴有少量的氮气减损,通过氮气平衡装置得到及时补充,使用氮气平衡装置后新增氮气补充量只占原有氮气补气量的20%~40%之间,达到节约氮气供应的目的。离心气味管控措施与氮气平衡装置配合使用,有机的构成了一个整体,从而成为离心机节能减排的升级改造系统,在实际生产过程中节能降耗和环境整治效果显著。
实施例3
本实施例的一种化工物料离心气味管控和氮气平衡系统,在实施例2的基础上作进一步改进,如图1所示,还包括垂直安装在离心母液回收罐7顶部的尾气止回阀8,采用DN65的304不锈钢球阀,通过304不锈钢法兰一端连接离心母液回收罐7,另一端连接尾气总管,将离心母液回收罐7内产生的废气通过尾气止回阀8外排至尾气总管,同时防止其他设备产生的尾气倒流入离心母液回收罐7内。
本实用新型所述实例仅仅是对本实用新型的优选实施方式进行描述,并非对本发明构思和范围进行限定,在不脱离本实用新型设计思想的前提下,本领域工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的保护范围。
一种化工物料离心气味管控和氮气平衡系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0