








专利摘要
本实用新型涉及金属成型领域,公开了一种金属成型的装置,包括基座,第一电机、模具和空心轴套均固定在基座上,三角卡盘固设在空心轴套内壁,壳体的一端套设在空心轴套外侧壁,另一端套设在模具外侧壁,且壳体的外壁与第一电机的输出轴之间齿轮啮合;第二电机和限位盘固定在壳体内,且限位盘固定在模具一侧,轨迹盘与第二电机的输出轴齿轮啮合;若干挤压块圆周设置且相邻两个挤压块之间滑动接触;各挤压块的一端分别限位在限位盘上圆周分布的各限位孔内,另一端分别限位在轨迹盘上圆周分布的各轨迹孔内;空心轴套、轨迹盘以及限位盘三者依次同轴设置。本装置可以大大降低金属成型时所需的外加载荷力,使用较小的力就可实现金属塑性变形的目的。
权利要求
1.一种金属成型的装置,其特征在于,包括基座(1),第一电机(2)、模具(3)和空心轴套(4)均固定在所述基座(1)上,三角卡盘(5)固设在所述空心轴套(4)内壁,壳体(6)的一端套设在所述空心轴套(4)外侧壁,另一端套设在所述模具(3)外侧壁,且所述壳体(6)的外壁与所述第一电机(2)的输出轴之间齿轮啮合;
第二电机(7)和限位盘(8)固定在所述壳体(6)内,且所述限位盘(8)固定在所述模具(3)一侧,轨迹盘(9)与所述第二电机(7)的输出轴齿轮啮合;
若干挤压块(10)圆周设置且相邻两个所述挤压块(10)之间滑动接触;各所述挤压块(10)的一端分别限位在所述限位盘(8)上圆周分布的各限位孔(11)内,另一端分别限位在所述轨迹盘(9)上圆周分布的各轨迹孔(12)内;
所述空心轴套(4)、所述轨迹盘(9)以及所述限位盘(8)三者依次同轴设置。
2.根据权利要求1所述的金属成型的装置,其特征在于,各所述挤压块(10)的一端分别通过限位插销(13)限位在各所述限位孔(11)内,另一端分别通过轨迹插销(14)限位在各所述轨迹孔(12)内。
3.根据权利要求1所述的金属成型的装置,其特征在于,所述壳体(6)的一端通过第一轴承(15)与所述空心轴套(4)的外侧壁转动连接,另一端通过第二轴承(16)与所述模具(3)的外侧壁转动连接。
4.根据权利要求1所述的金属成型的装置,其特征在于,各所述限位孔(11)在所述限位盘(8)上呈放射状圆周分布;各所述轨迹孔(12)在所述轨迹盘(9)上呈抛洒状圆周分布。
5.根据权利要求4所述的金属成型的装置,其特征在于,各所述限位孔(11)和各所述轨迹孔(12)均为腰型孔。
6.根据权利要求1至5中任一项所述的金属成型的装置,其特征在于,各所述挤压块(10)为三角柱状,相邻两个所述挤压块(10)的相对面相互接触。
说明书
技术领域
本实用新型涉及金属成型领域,特别涉及一种金属成型的装置。
背景技术
金属材料传统成形方法主要包括液态成型和压力加工成形两种。液态成型是主要以铸造技术为基础的成型方法;压力加工成形属于固态成形,是对坯料施加一定的正压力迫使坯料变形流动而成形的一种方法,代表工艺有挤压、轧制和锻造等。固态成形所施加的正压力必须大于坯料所处状态的抗压强度才能够使坯料变形流动,若所成形的坯料为黑色金属或者处于冷态,则需要更大的正压力。这对设备的能力要求较高。另外,由于施加的力较大,磨损较严重,对设备及模具的材料要求也较高。
实用新型内容
实用新型目的:针对现有技术中存在的问题,本实用新型提供一种金属成型的装置,本装置可以大大降低金属成型时所需的外加载荷力,使用较小的力就可实现金属塑性变形的目的。
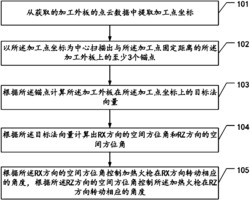
技术方案:本实用新型提供了一种金属成型的方法,包括以下步骤:S1:准备圆柱形金属坯料;S2:在所述金属坯料外侧壁缠绕n圈高强度薄带;S3:将缠绕了所述薄带的金属坯料预热到0~0.6Tm,所述Tm为所述金属坯料的熔点;S4:将所述金属坯料位置固定的同时,按照所述薄带缠绕的方向在所述薄带外圈同时持续作用切向力和指向所述金属坯料方向的径向力,所述金属坯料在所述薄带的缠绕作用下产生塑性变形,塑性变形的金属坯料进入到模具内成形成产品。
进一步地,所述金属坯料与所述薄带之间的摩擦力大于所述薄带各圈之间的摩擦力,且所述切向力小于所述薄带的抗拉强度。
优选地,所述薄带分为两部分,一段长度为πD,另一段为L-πD,D为所述圆柱形金属坯料的直径,L为薄带的长度;长度为πD的那段薄带的一面做增大滑动摩擦系数处理,且该面与所述金属坯料的外壁接触;长度为πD的那段薄带的另一面以及长度为L-πD的那段薄带的两面均做减小滑动摩擦系数处理。
优选地,所述增大滑动摩擦系数处理的方法包括:表面粗糙处理、镀涂层或添加增大摩擦的颗粒或纤维;所述减小滑动摩擦系数处理的方法包括:表面光滑处理、镀减磨材料涂层或涂抹润滑剂。
本实用新型还提供了一种金属成型的装置,包括基座,第一电机、模具和空心轴套均固定在所述基座上,三角卡盘固设在所述空心轴套内壁,壳体的一端套设在所述空心轴套外侧壁,另一端套设在所述模具外侧壁,且所述壳体的外壁与所述第一电机的输出轴之间齿轮啮合;第二电机和限位盘固定在所述壳体内,且所述限位盘固定在所述模具一侧,轨迹盘与所述第二电机的输出轴齿轮啮合;若干挤压块圆周设置且相邻两个所述挤压块之间滑动接触;各所述挤压块的一端分别限位在所述限位盘上圆周分布的各限位孔内,另一端分别限位在所述轨迹盘上圆周分布的各轨迹孔内;所述空心轴套、所述轨迹盘以及所述限位盘三者依次同轴设置。
进一步地,各所述挤压块的一端分别通过限位插销限位在各所述限位孔内,另一端分别通过轨迹插销限位在各所述轨迹孔内。
进一步地,所述壳体的一端通过第一轴承与所述空心轴套的外侧壁转动连接,另一端通过第二轴承与所述模具的外侧壁转动连接。
优选地,各所述限位孔在所述限位盘上呈放射状圆周分布;各所述轨迹孔在所述轨迹盘上呈抛洒状圆周分布。
优选地,各所述限位孔和各所述轨迹孔均为腰型孔。
优选地,各所述挤压块为三角柱状,相邻两个挤压块的相对面相互接触。
原理及有益效果:本金属成型工艺中,通过在金属坯料外侧壁缠绕逐渐收紧的薄带使金属坯料发生流变,然后将发生流变的金属坯料导流入模具内成型,其中,缠绕在金属坯料上的最内层薄带受到的切向力T1与最外层薄带受到的切向力T2满足公式(1):
(1)
其中,μ为薄带与所述金属坯料之间的摩擦因子;φ为薄带绕所述金属坯料的总角度,薄带绕金属坯料1圈,则φ为360°,薄带绕金属坯料n圈,则φ为n×360°;
最内层薄带对金属坯料产生的正压力N满足公式(2):
(2)
其中,ɵ为最内圈薄带对金属坯料的包裹角度;
将公式(1)与(2)合并整理后得:
根据实际包裹情况,薄带最内圈对金属坯料的包裹角度一般为360°,则 ;
因此,薄带对金属坯料的正压力N与最外圈薄带受到的切向力T2成正比,与缠绕圈数n成指数关系,因此可以证明:金属坯料受到薄带的包裹力(正压力)远远大于直接作用于坯料的正压力。而本实用新型的金属成型工艺中,金属坯料变形的驱动力即来自于薄带的箍紧力产生的正压力,由上述分析可知,此正压力与施加的外力成指数关系,可以大大降低金属成型时所需的外加载荷力,使用较小的力就可实现金属塑性变形的目的。
附图说明
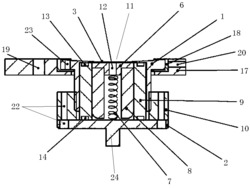
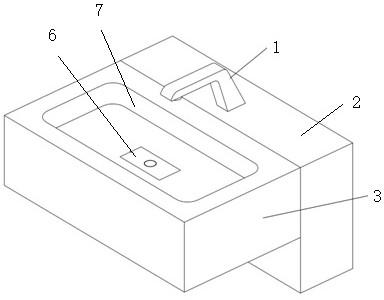
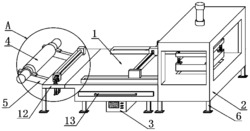
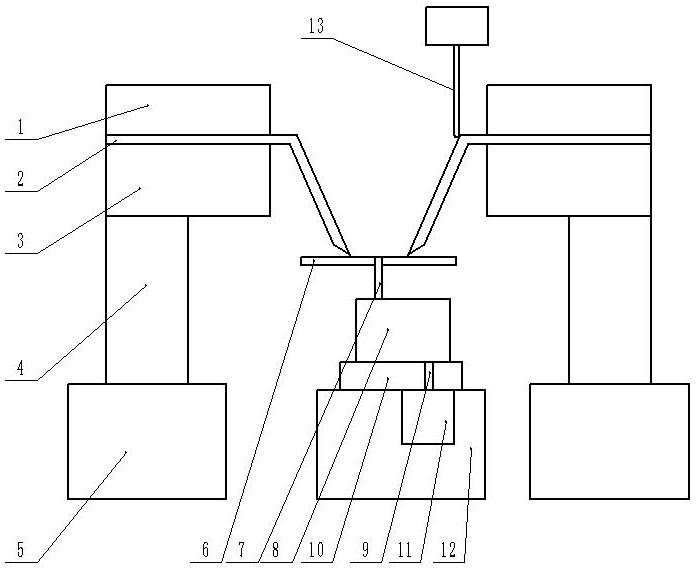
图1为金属成型的装置的整体结构图;
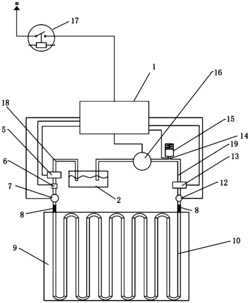
图2为限位盘、轨迹盘和挤压块之间的配合爆炸图;
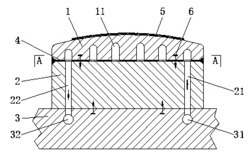
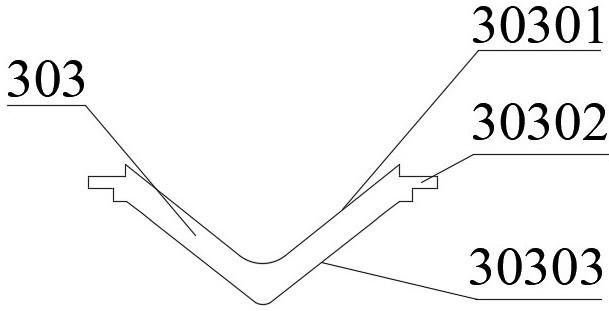
图3至图6为限位盘、轨迹盘和挤压块之间的配合立体图;
图7为外壁包裹有薄钢带的纯铝坯料置于挤压块内被收紧时的俯视状态示意图。
具体实施方式
下面结合具体实施例和附图对本实用新型进行详细的介绍。
实施方式1:
本实施方式提供了一种金属成型的方法,主要包括以下步骤:
S1:准备直径D为20cm的圆柱形纯铝坯料;
S2:在纯铝坯料外侧壁缠绕3圈长度L为188.4cm的高强度钢薄带;要求纯铝坯料与钢薄带之间的摩擦力大于钢薄带各圈之间的摩擦力。可以通过以下方法来实现:
将钢薄带分为两部分,一段长度为62.8cm,另一段为125.6cm;长度为62.8cm的那段钢薄带的一面进行表面粗糙处理,以增大该面的滑动摩擦系数;在缠绕纯铝坯料时,该面与纯铝坯料的外壁接触;
长度为62.8cm的那段钢薄带的另一面以及长度为125.6cm的那段钢薄带的两面均做表面光滑处理,以减小这部分的滑动摩擦系数;在缠绕纯铝坯料时,做了表面光滑处理的这部分钢薄带缠绕在做了表面粗糙处理的那部分钢薄带的外部。
S3:将缠绕了钢薄带的纯铝坯料预热到300℃;
S4:将纯铝坯料位置固定,然后按照钢薄带缠绕的方向在钢薄带外圈同时持续作用50MPa的切向力以及指向纯铝坯料方向的80MPa的径向力。在持续对钢薄带作用切向力和径向力的过程中,钢薄带因摩擦力的存在逐渐收紧,最后紧紧包裹住纯铝坯料,随着切向力和径向力的持续作用,包裹力会越来越大,当包裹力超过纯铝坯料的抗压强度时,纯铝坯料开始塑性变形,产生塑性变形的纯铝坯料经导流进入成形模具内成形,形成产品。
实施方式2:
本实施方式提供了一种金属成型的装置,如图1至7所示,包括基座1,第一电机2、模具3和空心轴套4均固定在基座1上,三角卡盘5(优选通用的型号为SC315的三角卡盘)固设在空心轴套4内壁,圆柱体的壳体6的一端套设在空心轴套4外侧壁,并通过第一轴承15与空心轴套4的外侧壁转动连接,壳体6的另一端套设在模具3外侧壁,并通过第二轴承16与模具3的外侧壁转动连接,且壳体6的外壁上具有一圈啮合齿,使得壳体6的外侧壁与第一电机2的输出轴上的啮合齿之间能够形成齿轮啮合。第二电机7和限位盘8固定在壳体6内,且限位盘8固定在模具3一侧,限位盘8上呈放射状圆周分布有若干腰型限位孔11;轨迹盘9的边缘具有啮合齿,使得其与第二电机7的输出轴上的啮合齿之间能够形成齿轮啮合,且轨迹盘9上呈抛洒状圆周分布有若干腰型轨迹孔12。
若干三角柱状的挤压块10圆周排列且相邻两个挤压块10的相对面相互滑动接触,各挤压块10的一端分别通过限位插销13限位在限位盘8上圆周分布的各限位孔11内,另一端分别通过轨迹插销14限位在轨迹盘9上圆周分布的各轨迹孔12内。空心轴套4、轨迹盘9以及限位盘8三者依次同轴设置,限位盘8和轨迹盘9相互平行。
上述金属成型的装置的工作原理如下:
首先在圆柱形纯铝坯料外侧壁缠绕3圈高强度钢薄带;然后将缠绕了钢薄带的纯铝坯料预热到300℃后,将纯铝坯料从空心轴套4的左侧开口端伸入,依次穿过三角卡盘5、轨迹盘9进入到各挤压块10围城的圆柱孔内,当纯铝坯料的一端到达限位盘8后停止伸入,然后通过三角卡盘5将纯铝坯料的一端卡紧固定,然后同时启动第一电机2和第二电机7,第一电机2通过其输出轴上的齿轮带动壳体6旋转,壳体6的旋转方向与纯铝坯料外侧壁缠绕的钢薄带的缠绕方向相同;壳体6的旋转则会带动第二电机7、轨迹盘9、各挤压块10以及限位盘8整体旋转,这样,各挤压块10就会对位于其内的纯铝坯料外面包裹的钢薄带进行摩擦;与此同时,第二电机7通过其输出轴上的齿轮带动轨迹盘9自转,轨迹盘9的自转则会迫使各挤压块10一端的轨迹插销14沿轨迹盘9上的轨迹孔12从四周向中间移动,进而各挤压块10的另一端的限位插销13则沿限位盘8上的各限位孔11从四周向中间移动,这样就使得各挤压块10从四周向中间移动挤压中间的纯铝坯料及其外壁包裹的钢薄带;由于各挤压块10的边旋转边收缩作用,纯铝坯料外壁的钢薄带则会在各挤压块10的切向摩擦力以及径向挤压力的作用下逐渐收紧,钢薄带对纯铝坯料的包裹里逐渐增大,随着切向力和径向力的持续作用,包裹力会越来越大,当包裹力超过纯铝坯料的抗压强度时,纯铝坯料开始塑性变形,产生塑性变形的纯铝坯料穿过限位盘8的孔洞之后导流进入模具3内成形,然后经冷却后形成产品取出。
上述实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所做的等效变换或修饰,都应涵盖在本实用新型的保护范围之内。
金属成型的装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0