









专利摘要
本发明公开了一种铝镁复合构件成形连接一体化方法,先制成熔炼用的铝合金材料和一定形状的镁合金坯料,镁合金坯料侧壁切削加工出一定负角度用于和熔体铝合金连接时形成机械互锁,并在镁合金上表面开出凹槽用于和铝合金熔体连接时形成稳定可靠的界面。成形过程中将高温铝液熔体注入放置有被分半式垫环包裹的处于室温下的镁坯料的模具型腔中迅速完成复合锻造。利用铝合金良好的抗腐蚀和抗氧化性能,实现了对镁合金表面的抗腐蚀保护,并通过机械互锁使构件具有良好的结合强度;实现双金属构件成形和连接的一体化,将镁合金的轻量化优势和铝合金的抗氧化抗腐蚀优势有效集成。
权利要求
1.一种铝镁复合构件成形连接一体化方法,其特征在于,包括:
步骤一、将镁合金材料制备成坯料,并对制备后镁合金材料上、在连接成形过程中与铝合金熔体接触的接触侧壁切削加工出不大于10°的负锥度,同时在制备后镁合金材料上表面切削加工出若干个具有一定形状的凹槽,得到镁合金坯料;
步骤二、将模具型腔加热至150℃~300℃后并保温;
步骤三、将铝合金材料首次加热并保温静置至充分熔化,再加入精炼剂充分搅拌并保温静置至充分精炼后,去除铝合金材料中的金属杂质,将得到的铝合金液再次加热到一定温度后保温,得到铝合金熔体;
步骤四、将步骤一中加工后所述镁合金坯料及包裹于所述镁合金坯料外壁外且高度略低于所述镁合金坯料的分半式垫环一并在10秒内放入步骤二中加热的模具型腔下端后,于10秒内将步骤三中加工后的所述铝合金熔体浇注进入模具型腔,使所述铝合金熔体覆盖于镁合金坯料上表面及接触侧壁,
镁合金坯料上表面与分半式垫环上表面的高度差为3毫米~10毫米;
所述分半式垫环的内径及外径分别与所述镁合金坯料外径及所述模具型腔内径相匹配,使所述铝合金熔体不会流入分半式垫环与镁合金坯料之间或分半式垫环与模具型腔之间;
步骤五、完成步骤四的所述铝合金熔体覆盖于所述镁合金坯料上表面后,于10秒内使用冲头以一定的速度下行加压,将所述模具型腔内的所述铝合金熔体在所述冲头的压力作用下充满所述模具型腔,保压一定时间后所述冲头上行,并使用顶杆上行将模锻后的铝合金与镁合金从所述模具型腔内取出,拆下步骤四中预先包裹的所述分半式垫环,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
2.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
步骤四中,所述镁合金坯料上表面与所述分半式垫环上表面的高度差为4毫米。
3.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
步骤一中所述镁合金坯料为圆柱形坯料;
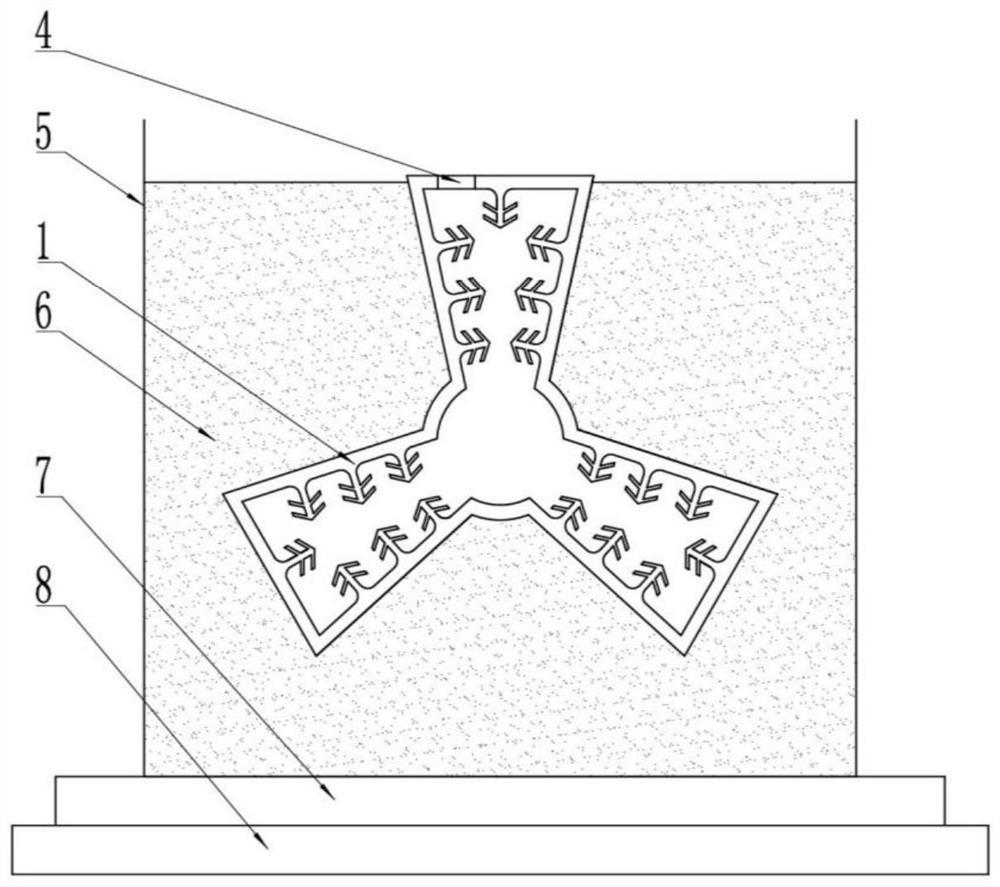
所述凹槽的个数为2个,所述凹槽形状为环形凹槽,每个所述凹槽的截面形状为三角形;所述镁合金材料的所述接触侧壁切削加工出的负锥度为5°。
4.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
步骤三中所述加热方式为红外加热装置或感应加热装置;所述铝合金材料的首次及得到所述铝合金液后再次加热的温度均为700℃~800℃;所述铝合金材料充分熔化过程中及充分精炼过程中,保温温度均为700℃~800℃,静置时间均为5~10分钟;所述铝合金液的保温时间为10~30分钟。
5.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
所述分半式垫环的材料为耐高温模具钢。
6.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
步骤五中所述冲头的下行加压速度为5毫米/秒~15毫米/秒,保压时间为30秒~60秒。
7.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
所述步骤一中的镁合金材料为AZ、AM、AS、AE系列镁合金、LA、LZ、MA系列镁锂合金的任一种。
8.根据权利要求1所述的一种铝镁复合构件成形连接一体化方法,其特征在于:
所述步骤三中的铝合金材料为颗粒增强的铝基复合材料,为2000系硬铝合金、6000系热处理可强化铝合金、7000系超硬铝合金、3000系、5000系防锈铝合金、AA2195铝锂合金中的任一种。
说明书
技术领域
本发明涉及材料加工技术领域中一种双金属构件成形方法,尤其是是一种铝合金及镁合 金双金属复合构件的锻造成形连接一体化方法。
背景技术
在汽车行业以及航天工业等诸多行业中,单一材料构件已经很难满足先进工艺和技术要 求。复合材料构件的制造具有较强的灵活性,可依据特定环境和特定用途进行设计和改造, 满足各种使用要求。镁合金具有许多特殊的性能:密度小,有利于整体结构的轻量化、超强 的吸收塑变能量、铸造性好、导热性较高、很好的电屏蔽性等。镁合金在过去的十年里得到 了很大的研究和发展,在未来其潜力将极大的满足当今社会所提倡的减重、环保、节能等方 面的需求,因此镁合金在汽车、电子产品、航空航天等领域受到越来越多的关注。但镁合金 的抗腐蚀及抗氧化性能并不理想,虽然镁合金能够在表面生成在一定程度上减轻或者防止镁 进一步发生氧化的膜,但镁表面的这一层保护膜致密性较差且疏松多孔,易被穿透,保护基 体的能力较差,因此导致其耐蚀性较差,呈现出较高的化学活性。因此就涉及到镁合金与铝 合金之间的连接问题。尤其是在裸露的镁合金表面包裹铝合金,以实现复合构件轻量化的同 时保证裸露表面的抗腐蚀及抗氧化性。
目前,二者的连接方式主要集中在钎焊、TIG焊、激光焊等方法。但是,在熔化焊的过程 中,镁合金和铝合金在高温下以液态形式相接触,在焊缝形成大量Mg-Al系金属间化合物, 会严重影响接头性能,无法实际使用。即使是采用母材不熔化的钎焊方法,镁合金和铝合金 也会向液相钎料中溶解,同样不可避免的生成大块Mg-Al系金属间化合物,常规钎焊难以实 现铝镁复合构件的机械连接,导致构件在成形后容易开裂;由于镁合金塑性较低,用常规变 形方法加工较难,且镁合金在常温下锻造很易脆裂,超过40℃高温时则由于氧化及晶粒粗 大而会产生不利影响。由于镁合金锻造温度范围较窄,,镁合金导热系数较大,锻造时接触模 具后降温很快,塑性降低,变形抗力增加,充填性能下降,故镁合金较难锻造。常规的固态 复合锻造方式中,固态镁合金与固态铝合金的结合方式,容易使镁合金发生变形,造成镁合 金与铝合金之间难以获得平直的连接界面,而为了实现最大程度的轻量化,在镁合金与铝合 金结合后,通常都需要对多余的铝合金进行削切,最终只需包裹住裸露在外的镁合金即可, 故固态镁合金与固态铝合金的结合方式在削切后,容易发生镁合金裸露在外的问题,影响复 合构件的抗腐蚀及抗氧化性。
发明内容
为了解决以上镁合金表面抗氧化腐蚀性能较差,常规焊接难以实现铝镁复合构件连接, 且固态复合锻造难以获得平直界面的问题,本发明提供铝镁复合构件成形连接一体化的方法。 技术原理是将铝合金液态模锻和镁合金塑性成形有机结合,将铝合金加热至液态,浇入模具 型腔,利用其流动性好、流变应力低的特点,通过冲头的高压力充填整个型腔,使得铝合金 组织致密、具有良好的力学性能;镁合金坯料侧壁切削加工出一定的负角度,用于和熔体铝 合金连接时形成机械互锁,在镁合金上表面切削加工出一定形状的凹槽用于和铝合金熔体连 接时形成稳定可靠的界面,在室温下难变形的镁合金基体和熔体铝合金通过机械结合和冶金 结合的一体化,获取具有平直可靠界面的铝镁复合锻件。
本发明采用的技术方案是:一种铝镁复合构件成形连接一体化方法,包括以下步骤:
步骤一、将镁合金材料制备成坯料,并对制备后镁合金材料上、在连接成形过程中与铝 合金熔体接触的接触侧壁切削加工出不大于10°的负锥度,同时在制备后镁合金材料上表面 切削加工出若干个具有一定形状的凹槽,得到镁合金坯料;
步骤二、将模具型腔加热至150℃~300℃后并保温;
步骤三、将铝合金材料首次加热并保温静置至充分熔化,再加入精炼剂充分搅拌并保温 静置至充分精炼后,去除铝合金材料中的金属杂质,将得到的铝合金液再次加热到一定温度 后保温,得到铝合金熔体;
步骤四、将步骤一中加工后所述镁合金坯料及包裹于所述镁合金坯料外壁外且高度略低 于所述镁合金坯料的分半式垫环一并在10秒内放入步骤二中加热的模具型腔下端后,于10 秒内将步骤三中加工后的所述铝合金熔体浇注进入模具型腔,使所述铝合金熔体覆盖于镁合 金坯料上表面及接触侧壁;
步骤五、完成步骤四的所述铝合金熔体覆盖于所述镁合金坯料上表面后,于10秒内使用 冲头以一定的速度下行加压,将所述模具型腔内的所述铝合金熔体在所述冲头的压力作用下 充满所述模具型腔,保压一定时间后所述冲头上行,并使用顶杆上行将模锻后的铝合金与镁 合金从所述模具型腔内取出,拆下步骤四中预先包裹的所述分半式垫环,得到模锻后的铝合 金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
优选的,步骤四中,所述分半式垫环的内径及外径分别与所述镁合金坯料外径及所述模 具型腔内径相匹配,使铝合金熔体不会流入分半式垫环与镁合金坯料之间或分半式垫环与模 具型腔之间。
优选的,步骤四中,镁合金坯料上表面与分半式垫环上表面的高度差为3毫米~10毫米。
优选的,步骤四中,所述镁合金坯料上表面与所述分半式垫环上表面的高度差为4毫米。
优选的,步骤一中所述镁合金坯料为圆柱形坯料;所述凹槽的个数为2个,所述凹槽形 状为环形凹槽,每个所述凹槽的截面形状为三角形;所述镁合金材料的所述接触侧壁切削加 工出的负锥度为5°。
优选的,步骤三中所述加热方式为红外加热装置或感应加热装置;所述铝合金材料的首 次及得到所述铝合金液后再次加热的温度均为700℃~800℃;所述铝合金材料充分熔化及充 分精炼过程中,保温温度均为700℃~800℃,静置时间均为5~10分钟;所述铝合金液的保温 时间为10~30分钟。
优选的,所述分半式垫环的材料为耐高温模具钢。
优选的,步骤五中所述冲头的下行加压速度为5毫米/秒~15毫米/秒,保压时间为30秒 ~60秒。
优选的,所述步骤一中的镁合金材料为AZ、AM、AS、AE系列镁合金、LA、LZ、MA系列镁锂合金的任一种。
优选的,所述步骤三中铝合金材料为颗粒增强的铝基复合材料,为2000系硬铝合金、 6000系热处理可强化铝合金、7000系超硬铝合金、3000系、5000系防锈铝合金、AA2195中 铝锂合金中的任一种。
与现有技术相比,本发明达到的有益效果是:
1、本发明所述的一种铝镁复合构件成形连接一体化方法,利用铝合金良好的抗腐蚀和抗氧 化性能,实现了对镁合金表面的抗腐蚀保护。特别是固态的镁合金与液态的铝合金在成型过 程中,镁合金室温下变形抗力较高,铝合金液态下变形抗力低充填性好,不易导致镁合金变 形。可保证镁合金的与铝合金连接的表面平直,从而避免连接后切削铝合金时,致镁合金裸 露在外的问题。
2、本发明所形成的铝镁复合构件中,镁合金作为复合构件的主体,实现了使用中的轻量化 要求,同时使用时仅将裸露表面包裹铝合金,镁合金表面并不会与外界接触,故实现了最大 程度的轻量化。
3、本方法中,预先对镁合金材料侧壁切削加工出一定负角度用于和铝合金熔体连接时形成 机械互锁,同时在镁合金材料上表面切削加工出圆凹槽用于和铝合金熔体连接时形成稳定可 靠的界面,实现了在室温下难变形的镁合金坯料和铝合金熔体通过机械结合和冶金结合的一 体化。
4、本发明中对铝合金熔体进行了锻压,锻压过程中冲头的高压力充填整个型腔,使得铝合 金组织致密、具有良好的力学性能。
5、本发明在成型过程中,铝合金熔体始终处于三向压应力下,有利于减少铝合金微裂纹的 产生和扩展,利于铝合金内部孔隙的压合,提高了铝合金凝固过程中的组织均匀性,并最终 增加了铝镁复合构件的致密性和良好的力学性能。
附图说明
图1为本发明所述一种铝镁复合构件成形连接一体化方法中镁合金坯料的结构示意图;
图2为沿图1中B-B线的剖面图;
图3为本发明所述一种铝镁复合构件成形连接一体化方法中加压前成形过程的剖面示意 图;
图4为图3中A处的放大示意图;
图5为本发明所述一种铝镁复合构件成形连接一体化方法中加压后成形过程的剖面示意 图。
图中标号
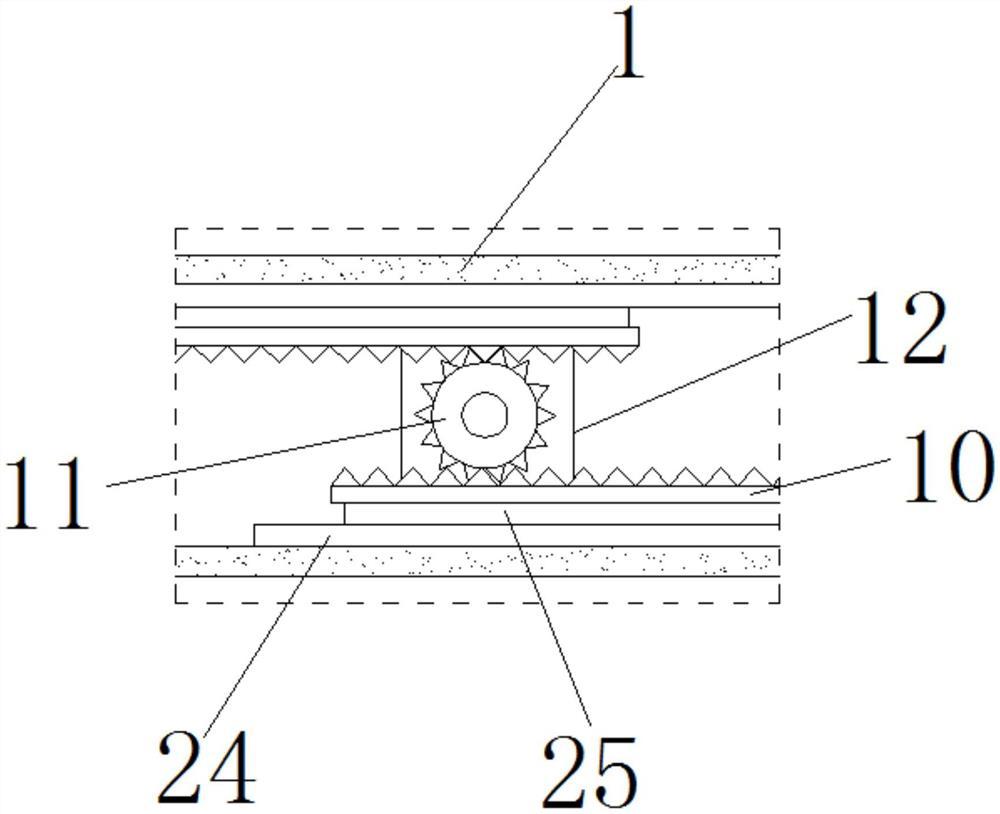
1冲头、2模具型腔、3铝合金熔体/铝锂合金熔体、4分半式垫环、5镁合金坯料、6垫坯 料、7顶杆、41分半式垫环上表面、51凹槽、52接触侧壁、53镁合金坯料上表面、X三角形边长、Z镁合金坯料上表面与分半式垫环上表面的高度差。
具体实施方式
以下,基于优选的实施方式并参照附图对本发明进行进一步说明。
此外,为了方便理解,放大(厚)或者缩小(薄)了图纸上的各种构件,但这种做法不是为了限制本发明的保护范围。
单数形式的词汇也包括复数含义,反之亦然
本说明书上的词汇是为了说明本发明的实施例而使用的,但不是试图要限制本发明。
为了区分不同的单元,本说明书上用了第一、第二等词汇,但这些不会受到制造的顺序 限制,在发明的详细说明与权利要求书上,其名称可能会不同。
下面结合图1~图5说明本实施方式,主要步骤为:
步骤一、将镁合金材料制备成坯料,该坯料可为圆柱形、方形等任意形状,并对制备后 镁合金材料上、在连接成形过程中与铝合金熔体接触的接触侧壁切削加工出不大于10°的负 锥度,同时在制备后的镁合金材料上表面切削加工出若干个具有一定形状的凹槽,得到镁合 金坯料,凹槽的形状根据坯料的形状变化,可为环形凹槽、长方形凹槽、正方形凹槽等,本 发明在此不做限制;
步骤二、将模具型腔加热至150℃~300℃后并保温;
步骤三、将铝合金材料首次加热并保温静置至充分熔化,再加入精炼剂充分搅拌并保温 静置至充分精炼后,去除铝合金材料中的金属杂质,将得到的铝合金液再次加热到一定温度 后保温,得到铝合金熔体;
步骤四、将步骤一中加工后所述镁合金坯料及包裹于所述镁合金坯料外壁外且高度略低 于所述镁合金坯料的分半式垫环一并在10秒内放入步骤二中加热的模具型腔下端后,于10 秒内将步骤三中加工后的所述铝合金熔体浇注进入模具型腔,使所述铝合金熔体覆盖于镁合 金坯料上表面及接触侧壁;
步骤五、完成步骤四的所述铝合金熔体覆盖于所述镁合金坯料上表面后,于10秒内使用 冲头以一定的速度下行加压,将所述模具型腔内的所述铝合金熔体在所述冲头的压力作用下 充满所述模具型腔,保压一定时间后所述冲头上行,并使用顶杆上行将模锻后的铝合金与镁 合金从所述模具型腔内取出,拆下步骤四中预先包裹的所述分半式垫环,得到模锻后的铝合 金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体的,优选操作步骤如下:
请参考图1及图2,步骤一.将镁合金材料制备成φ18×h20的圆柱形坯料5,并对制备后 镁合金材料上、在连接成形过程中与铝合金熔体接触的接触侧壁52切削加工出不超过10° 的负锥度,并在制备后的镁合金材料5的上表面切削加工出2个直径分别为φ14、φ16的环形 凹槽51,每个环形凹槽51的的凹槽截面形状为正三角形,该三角形的边长X是0.4毫米;
步骤二.将模具型腔2加热至150℃~300℃后并保温;
步骤三.将铝合金材料采用红外加热装置或感应加热装置首次加热到700℃~800℃后,保 温700℃~800℃并静置5~10分钟使其充分熔化,再加入精炼剂撒于液面,充分搅拌后重新放 入炉中保温700℃~800℃并静置5~10分钟使其充分精炼,从充分精炼后的铝合金液中将金属 杂质、氧化物及其它氧化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热铝合金液 至700℃~800℃并保温10~30分钟,制得铝合金熔体3;
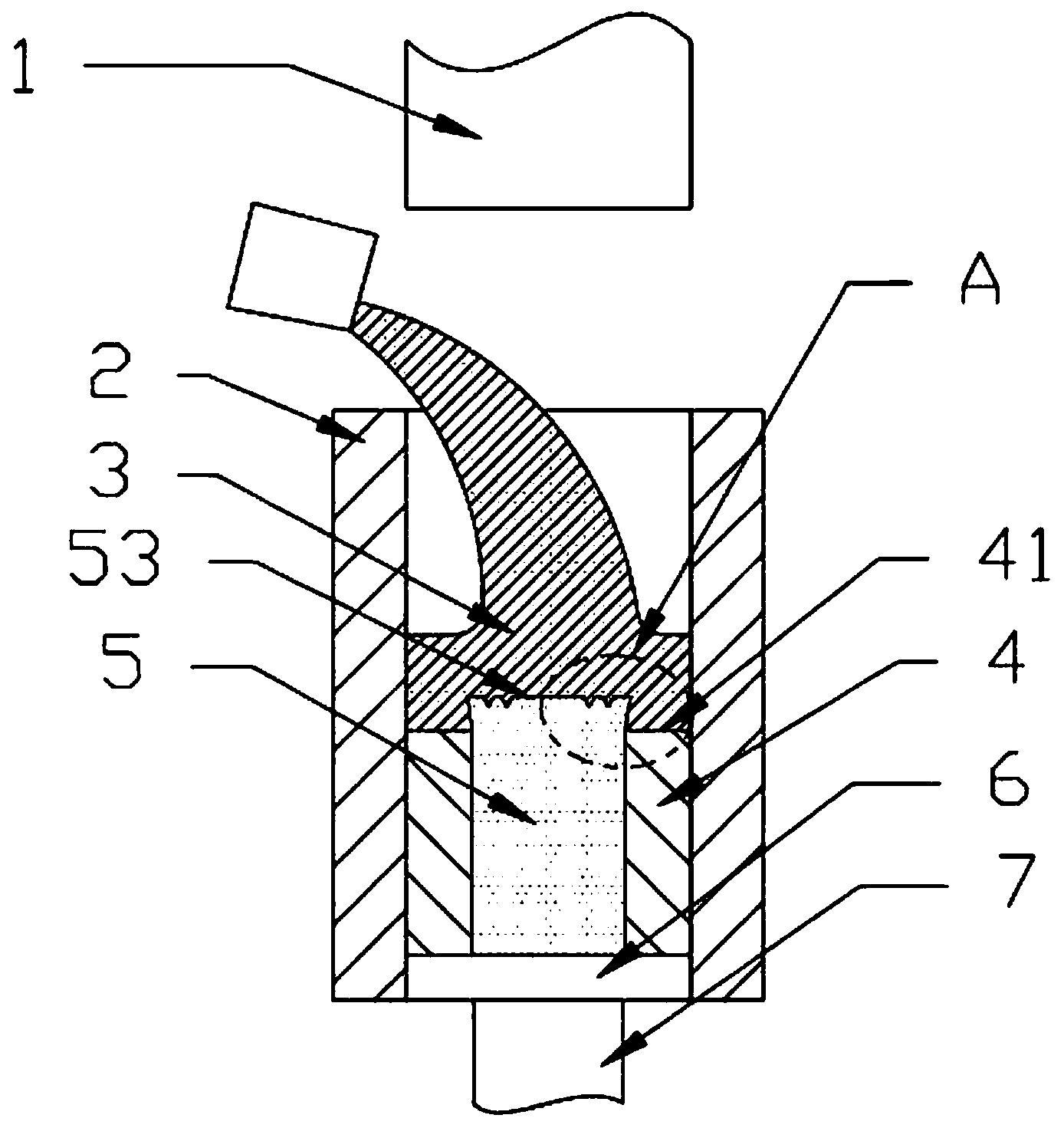
请参考图3~图4,步骤四.将步骤一中加工后所述镁合金坯料5,以及包裹于所述镁合金 坯料5外壁外的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10 秒内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖 于所述镁合金坯料上表面53及接触侧壁52;
分半式垫环4的内径及外径分别与所述镁合金坯料5的外径及模具型腔2的内径相匹配, 即分半式垫环4的内径与镁合金坯料5的外径相接触,分半式垫环4的外径与模具型腔2的 内径相接触,当分半式垫环4及镁合金坯料放入模具型腔2下端并且铝合金熔体3浇注进入 模具型腔2时,铝合金熔体3充盈于分半式垫环4之上,并覆盖镁合金坯料5位于分半式垫 环4之上的部分,不会流入分半式垫环4与镁合金坯料5之间,也不会流入分半式垫环4与 模具型腔2之间。
当分半式垫环4及镁合金坯料5放入模具型腔2内后,分半式垫环4低于镁合金坯料5, 故分半式垫环上表面41与镁合金坯料上表面53之间存在高度差,具体的,分半式垫环上表 面与镁合金坯料上表面的高度差Z为3~10毫米,优选的,Z为4毫米。当铝合金熔体3浇入模具型腔2时,未被分半式垫环4包裹的镁合金坯料5裸露在外,即为铝合金熔体3与镁合 金坯料5接触的部分,该接触的部分包括镁合金坯料5的接触侧壁52及镁合金坯料上表面 53,本发明中,接触侧壁52即为未被分半式垫环4包裹的部分,该接触侧壁52的长度约等 于分半式垫环上表面与镁合金坯料上表面的高度差Z,即接触侧壁52的长度约为3~10毫米, 优选的,接触侧壁52的长度约为4毫米。
请参考图5,步骤五.上述步骤四中铝合金熔体3覆盖于所述镁合金坯料5上表面后,于 10秒内使用冲头1以5毫米/秒~15毫米/秒的加压速度下行,将模具型腔2内的所述铝合金 熔体3在冲头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发 生塑性变形的镁合金坯料5形成机械互锁;保压30秒~60秒后冲头1上行,并使用顶杆7上 行带动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的 分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构 件成形连接一体化方法。
其中,步骤一中的镁合金材料为AZ、AM、AS、AE系列镁合金、LA、LZ、MA系列镁锂合金的任一种,步骤三中铝合金材料为颗粒增强的铝基复合材料,为2000系硬铝合金、6000系热处理可强化铝合金、7000系超硬铝合金、3000系、5000系防锈铝合金、AA2195中铝锂 合金中的任一种。上述任意镁合金材料及铝合金材料都在本发明的保护范围内,本发明在此不做赘述。
本发明的原理:
根据镁合金的特性可知,镁合金室温下变形抗力较高,室温下镁合金与高温固态的铝合 金通过常规的复合锻造方法会使镁合金在压力作用下发生变形,这即无法得到平直可靠的铝 合金与镁合金界面。在本发明中,为了实现获取平直可靠的界面的目的,本发明中利用了铝 合金熔体流动应力小,易于充填的特性,并且还利用了镁合金坯料在常温下不易变形的特性, 将镁合金坯料与分半式垫环室温下放入加热后的模具型腔内,并快速倒入铝合金熔体,在极 短的反应时间内不会使镁合金坯料的温度过高发生变形,从而得到平直界面。同时镁合金坯 料上预加工的负锥度使得成型后的铝镁复合构件有机械互锁,一并实现冶金结合和机械结合; 而镁合金坯料上预加工的截面呈三角形的凹槽则使得镁合金露出新鲜表面,也增进冶金结合 强度,从而可得到稳定可靠结合强度高的界面,有利于增强一体化效果。
下面对本发明的几种具体实施例予以介绍。
具体实施方式一
一.将AZ31镁合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工出 长度为5毫米、角度为1°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA6061铝合金材料采用红外加热装置或感应加热装置加热到720℃后保温720℃并 静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温720℃并静 置5分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它氧化物夹杂 等通过挑拣、过滤等常规方式分离出来,再次加热到720℃并保温,制得铝合金熔体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外的内径φ18、 高度20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖于 所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10秒 内使用冲头1以10毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁合金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带 动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体实施方式二
一.将LA141镁锂合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工 出长度为5毫米、角度为10°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA3003防锈铝合金材料采用红外加热装置或感应加热装置加热到750℃后保温 750℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 750℃并静置10分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它 氧化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到750℃并保温,制得铝合金 熔体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外内径φ18、高 度h20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖于 所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10秒 内使用冲头1以10毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁合金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带 动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体实施方式三
一.将MA18镁锂合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工 出长度为5毫米、角度为5°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA7075超硬铝合金材料采用红外加热装置或感应加热装置加热到700℃后保温 700℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 700℃并静置10分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它 氧化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到700℃并保温,制得铝合金 熔体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外内径φ18、高 度h20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖于 所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10秒 内使用冲头1以15毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁合金坯料5形成机械互锁;当模锻完成以后,保压45秒后冲头1上行,并使用顶杆7上行带 动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体实施方式四
一.将AZ61镁合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工出 长度为5毫米、角度为5°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA5083防锈铝合金材料采用红外加热装置或感应加热装置加热到700℃后保温 700℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 700℃并静置5分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它氧 化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到700℃并保温,制得铝合金熔 体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外内径φ18、高 度h20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖于 所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10秒 内使用冲头1以10毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁合金坯料5形成机械互锁;当模锻完成以后,保压45秒后冲头1上行,并使用顶杆7上行带 动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体实施方式五
一.将LA91镁锂合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工 出长度为5毫米、角度为1°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA2024硬铝合金材料采用红外加热装置或感应加热装置加热到700℃后保温保温 700℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 700℃并静置5分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它氧 化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到700℃并保温,制得铝合金熔 体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外内径φ18、高 度h20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3覆盖于 所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10秒 内使用冲头1以5毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲头1的 压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁合 金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件,即完成一种铝镁合金复合构件成形连接一体化方法。
具体实施方式六
一.将LA91镁锂合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加工 出长度为5毫米、角度为1°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫米、 直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
二.将模具型腔2加热至200℃后并保温;
三.将AA2195铝锂合金材料采用红外加热装置或感应加热装置加热到700℃后保温保温 700℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 700℃并静置5分钟使其充分精炼;从充分精炼后的铝锂合金液中将金属杂质、氧化物及其它 氧化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到700℃并保温,制得铝锂合 金熔体3;
四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外内径φ18、高 度h20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后,于10秒 内将步骤三中加工后的所述铝锂合金熔体3浇注进入模具型腔2,使所述铝锂合金熔体3覆 盖于所述镁合金坯料上表面53及接触侧壁52;
五.上述步骤四中铝锂合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于10 秒内使用冲头1以5毫米/秒的加压速度下行,将模具型腔2内的所述铝锂合金熔体3在冲头 1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形的镁 合金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带 动垫坯料6将模锻后的铝锂合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分 半式垫环4,得到模锻后的铝锂合金与镁合金形成的复合构件,即完成一种铝镁合金复合构 件成形连接一体化方法。
以下,采用控制唯一变量的方式对本发明中重要温度进行实验说明。
【铝合金熔体的加热温度】
表1及表2中未示出的其他变量,请参考具体实施方式一,具体的:
步骤一.将AZ31镁合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加 工出长度为5毫米、角度为1°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫 米、直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
步骤二.将模具型腔2加热至200℃后并保温;
步骤三.将各系铝合金材料采用红外加热装置或感应加热装置加热到下表中不同温度后 保温上述温度并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中 保温上述温度并静置5分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物 及其它氧化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到上述温度并保温,制 得铝合金熔体3;
步骤四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外的内径 φ18、高度20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后, 于10秒内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3 覆盖于所述镁合金坯料上表面53及接触侧壁52;
步骤五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于 10秒内使用冲头1以10毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲 头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形 的镁合金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件。
按照上述步骤操作,利用肉眼观察法观察各系铝合金材料在不同温度下于步骤三中的熔 化时间,得出表1的数值。
按照如下步骤操作,得出表2的数值。即,利用肉眼观察法观察,若镁合金坯料整体高 度在压力作用下发生变化,则判断镁合金坯料属于“变形”状态;若镁合金坯料整体高度不 变,在距镁合金材料底面26毫米处横向切割,观察断层上是否有裸露在外的镁合金,若裸露 的镁合金超过三处,则判断镁合金坯料属于“极易变形”,若存在裸露的镁合金且裸露的镁合 金低于三处,则判断镁合金坯料属于“易变形”,若不存在裸露的镁合金,则判断镁合金坯料 属于“不易变形”。
表1本发明中相同质量的各系铝合金材料在不同温度下于步骤三中的熔化时间
通过表1可得出,为了保证实用性,避免步骤三中对铝合金材料加温时间过长,本发明 中所述的铝合金材料,在加热温度达到700℃之后熔化时间基本都为10分钟内,效果较好。
表2本发明中相同质量的各系铝合金材料于不同温度下,在步骤四及步骤五过程中,将铝合 金熔体倒入模具型腔并加压后监控镁合金坯料是否变形
由于铝合金材料在低温时,变形抗力大,由于力的作用是相互的,所以在铝合金材料的 压力下,镁合金材料所受到的压力也随之变大,故而当铝合金材料温度较低时,镁合金材料 容易发生变形。
而铝合金材料高温时,导入模具型腔内后,镁合金材料受铝合金材料导热作用也发生一 定程度的升温,由于金属的变形抗力随着温度的升高而降低,此时镁合金材料达到变形所需 要的力减少,变形抗力降低,镁合金材料也容易发生变形。
通过表2可看出,当铝合金熔体温度在680℃到800℃之间时,倒入模具型腔内并加压后, 镁合金坯料不易发生变形。
故由表1及表2可得出,将铝合金材料加热到700~800℃之间时,在保证实用性的同时 也可避免镁合金材料的变形,为最优温度。
【模具型腔的加热温度】
表3中未示出的其他变量,请参考具体实施方式一,具体的:
步骤一.将AZ31镁合金材料加工成φ18×h25毫米的圆柱形坯料,在接触侧壁52切削加 工出长度为5毫米、角度为1°负锥度,同时在镁合金材料上表面切削加工出边长为0.4毫 米、直径分别为φ14、φ16的环形凹槽51,环形凹槽51的截面形状呈三角形;
步骤二.将模具型腔2加热至不同温度后并保温;
步骤三.将AA6061铝合金材料采用红外加热装置或感应加热装置加热到720℃后保温 720℃并静置10分钟使其充分熔化,加入精炼剂撒于液面,充分搅拌后重新放入炉中保温 720℃并静置5分钟使其充分精炼;从充分精炼后的铝合金液中将金属杂质、氧化物及其它氧 化物夹杂等通过挑拣、过滤等常规方式分离出来,再次加热到720℃并保温,制得铝合金熔 体3;
步骤四.将步骤一中加工后所述镁合金坯料5,以及包裹于镁合金坯料5外壁外的内径 φ18、高度20毫米的分半式垫环4一并在10秒内放入步骤二中加热的模具型腔2下端后, 于10秒内将步骤三中加工后的所述铝合金熔体3浇注进入模具型腔2,使所述铝合金熔体3 覆盖于所述镁合金坯料上表面53及接触侧壁52;
步骤五.上述步骤四中铝合金熔体3覆盖于镁合金坯料上表面53及接触侧壁52后,于 10秒内使用冲头1以10毫米/秒的加压速度下行,将模具型腔2内的所述铝合金熔体3在冲 头1的压力作用下充满模具型腔2,与镁合金坯料5发生冶金结合,并与同时发生塑性变形 的镁合金坯料5形成机械互锁;当模锻完成以后,保压30秒后冲头1上行,并使用顶杆7上行带动垫坯料6将模锻后的铝合金与镁合金从模具型腔2内取出,拆下步骤四中预先包裹的分半式垫环4,得到模锻后的铝合金与镁合金形成的复合构件。
按照上述步骤操作,利用肉眼观察法观察铝合金熔体的变形状态,通过对模具型腔内的 温度测量获得镁合金坯料的升温状况,得到表3的数值。
表3本发明中步骤二中模具型腔加热至不同温度对步骤四及步骤五中镁合金坯料及铝合 金熔体的影响
由于金属的变形抗力随着温度的升高而降低,本发明中希望镁合材料金尽量保持常温状 态不发生变形,通过表3可视出,当模具型腔加热到300℃以上时,镁合金材料升温较高, 变形抗力降低,故为了保证镁合金材料不发生变形,模具型腔加热温度不超过300℃。
而当模具型腔温度低于150℃时,铝合金熔体在导入后会快速冷却凝固,变形抗力加大, 故模具型腔的加热温度不低于150℃。
综上,模具型腔的加热温度在150℃~300℃时,可以保证镁合金及铝合金的实现最优效 果。
以上对本发明的具体实施方式作了详细介绍,对于本技术领域的技术人员来说,在不脱 离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也属于本发 明权利要求的保护范围。
一种铝镁复合构件成形连接一体化方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0