










专利摘要
本发明公开了一种无理论齿形误差直齿剐齿刀的设计方法,基于曲面共轭原理,通过被加工零件与共轭轮、共轭轮与剐齿刀之间的关系,获得剐齿刀齿数、齿高以及齿顶圆半径;从刀具设计、制造,以及刃磨工艺性考虑,选定前刀面和顶后刀面,获得顶刃;通过无理论齿形误差设计,得到主刃和主后刀面;根据实际切削速度,定义主刃上的工作角度,包括工作前角和工作后角;为了便于图纸表达与检测,在刀具轴截面中定义顶刃前、后角;借助微观等效思想,获得工作前、后角与顶刃前、后角的关系;依据工作前、后角能够保证刀具处于良好的切削状态且具有足够强度的原则,获得顶刃前、后角。按照本发明设计刀具可以实现无理论齿形误差加工,明显提高加工精度。
权利要求
1.一种无理论齿形误差直齿剐齿刀设计方法,其特征在于,该设计方法的步骤如下:
1)根据曲面共轭原理,假设有一直齿圆柱齿轮与被加工零件啮合,称该直齿圆柱齿轮为共轭轮(6),共轭轮(6)的齿数大于17,且在被加工零件齿数一半到全齿数范围内,与被加工零件齿数互质;无理论齿形误差直齿剐齿刀的齿数与共轭轮(6)的齿数相等,齿高是共轭轮(6)的全齿高与齿顶间隙之和,齿顶圆半径在齿顶不变尖的限制条件下确定;
2)从刀具设计、制造,以及刃磨工艺性方面考虑,选定前刀面(1)的形式和顶后刀面(2)的形式,前刀面(1)与顶后刀面(2)的交线为顶刃(4);根据前刀面(1)的形式和步骤1)得到的齿顶圆半径,获得前刀面(1)的参数方程;
3)前刀面(1)与共轭轮(6)的一个齿面相交,形成一条空间曲线,即为主刃(5);根据共轭轮(6)的参数和步骤2)得到的前刀面(1)的参数方程,获得主刃(5)的参数方程;依据齿轮正常啮合条件,对共轭轮(6)进行变位处理,形成一个新的共轭轮(6),前刀面(1)与新的共轭轮(6)的同一圆周位置的齿面相交,形成一条新的主刃(5),依此类推,形成许多条主刃(5),由这些主刃(5)构成主后刀面(3);依据主刃(5)的参数方程和主后刀面(3)的形成过程,获得主后刀面(3)的参数方程;
4)在主刃(5)上选定一点作为考察点,在该点处,根据实际切削速度,建立工作角度参考面,包括工作基面、工作切削平面以及工作主剖面;在工作主剖面中,定义工作主剖面前角和工作主剖面后角;为了便于图纸表达和检测,在过顶刃上选定点的刀具轴截面中,定义顶刃前角和顶刃后角;借助微观等效的思想,在考察点处建立等效刀具结构,包括等效前刀面、等效后刀面,以及等效主刃;依据等效刀具结构,在考察点处建立设计角度参考面,包括基面、切削平面、主剖面、纵剖面以及横剖面;在主剖面、纵剖面、横剖面中,分别定义各剖面前、后角,在切削平面中,定义刃倾角;依据步骤3)得到的主刃(5)的参数方程和主后刀面(3)的参数方程,借助各剖面前、后角以及刃倾角之间的空间几何关系,获得主剖面前角与顶刃前角的关系和主剖面后角与顶刃后角的关系;根据实际切削速度的方向,获得工作主剖面与主剖面的空间几何关系;利用工作主剖面与主剖面的空间几何关系,获得工作主剖面前角与主剖面前角的关系和工作主剖面后角与主剖面后角的关系,进而,获得工作主剖面前角与顶刃前角的关系和工作主剖面后角与顶刃后角的关系;
5)利用步骤4)中得到的工作主剖面前角与顶刃前角的关系和工作主剖面后角与顶刃后角的关系,依据主刃(5)上各点处的工作主剖面前、后角能够保证刀具处于良好的切削状态且具有足够强度的原则,获得顶刃前角和顶刃后角,进而,获得前刀面、主后刀面的结构参数,最终,获得剐齿刀主要结构与参数。
说明书
技术领域
本发明涉及一种剐齿刀设计方法,特别是一种用于斜齿圆柱齿轮剐齿加工的无理论齿形误差直齿剐齿刀设计方法。
背景技术
随着汽车、航空、航天等领域的技术进步,出现了类似非贯通无退刀槽内斜齿的圆柱齿轮。加工这类齿轮,现有的滚齿、插齿等加工方法无法完成。在这种形势下,高效率、高精度、环保节能的剐齿加工方法应运而生。在剐齿工艺系统中,剐齿刀是重要因素之一。目前,国外的剐齿刀设计方法严格保密。国内采用基于插齿刀设计理论的方法进行剐齿刀设计,包括单侧刃和双侧刃剐齿刀具设计。该类刀具设计方法存在理论齿形误差,严重地影响加工精度。因此,为了促进剐齿技术的广泛应用,进行新的剐齿刀设计方法的开发尤为重要。
发明内容
本发明所要解决的技术问题是提供一种无理论齿形误差直齿剐齿刀设计方法,应用该方法,能够设计出实现无理论齿形误差剐齿加工的直齿剐齿刀。
无理论齿形误差直齿剐齿刀是一种新型的齿轮型刀具,其结构包括前刀面、顶后刀面、主后刀面,顶刃以及主刃。该刀具的主要参数包括:齿数,齿高,齿顶圆半径,顶刃前角、顶刃后角。上述结构的设计和参数的计算步骤如下。
1)根据曲面共轭原理,假设有一直齿圆柱齿轮与被加工零件啮合,称该直齿圆柱齿轮为共轭轮,共轭轮的齿数大于17,且在被加工零件齿数一半到全齿数范围内,与被加工零件齿数互质;无理论齿形误差直齿剐齿刀的齿数与共轭轮的齿数相等,齿高是共轭轮的全齿高与齿顶间隙之和,齿顶圆半径在齿顶不变尖的限制条件下确定。
2)从刀具设计、制造,以及刃磨工艺性方面考虑,选定前刀面的形式和顶后刀面的形式,前刀面与顶后刀面的交线为顶刃;根据前刀面的形式和步骤1)得到的齿顶圆半径,获得前刀面的参数方程。
3)前刀面与共轭轮的一个齿面相交,形成一条空间曲线,即为主刃;根据共轭轮的参数和步骤2)得到的前刀面的参数方程,获得主刃的参数方程;依据齿轮正常啮合条件,对共轭轮进行变位处理,形成一个新的共轭轮,前刀面与新的共轭轮的同一圆周位置的齿面相交,形成一条新的主刃,依此类推,形成许多条主刃,由这些主刃构成主后刀面;依据主刃的参数方程和主后刀面的形成过程,获得主后刀面的参数方程。
4)在主刃上选定一点作为考察点。在该点处,根据实际切削速度,建立工作角度参考面,包括工作基面、工作切削平面以及工作主剖面。其中,过考察点且与实际切削速度垂直的平面为工作基面,过考察点、主刃的切线以及切削速度矢量的平面为工作切削平面,过考察点且与工作基面、工作切削平面均垂直的平面为工作主剖面。在工作主剖面中,定义工作主剖面前、后角。其中,工作主剖面与前刀面交线的切线和工作主剖面与工作基面交线之间的夹角为工作主剖面前角,工作主剖面与主后刀面交线的切线和工作主剖面与工作切削平面交线之间的夹角为工作主剖面后角。考虑到工作主剖面前、后角不便于图纸表达与检测,因此,在过顶刃上选定点的刀具轴截面中,定义顶刃前、后角,用于刀具图纸表达与检测。其中,顶刃前角为该轴截面与前刀面交线的切线和该轴截面与刀具前端面交线之间的夹角,顶刃后角为该轴截面与顶后刀面交线的切线和该轴截面与刀具齿顶对应的圆柱面交线之间的夹角。注意到工作主剖面前、后角不能直接对应顶刃前、后角,因此需要建立工作主剖面前、后角与顶刃前、后角的关系。借助微观等效的思想,在考察点处建立等效刀具结构,包括等效前刀面、等效后刀面,以及等效主刃。其中,取前刀面的微小切平面表达该点的前刀面,称其为等效前刀面,取主后刀面的微小切平面表达该点的主后刀面,称其为等效后刀面,取主刃的微小切线表达该点的主刃,称其为等效主刃。依据等效刀具结构,在考察点处建立设计角度参考面,包括基面、切削平面、主剖面、纵剖面以及横剖面。其中,基面是过考察点且平行于刀具前端面的平面,切削平面是过考察点与等效主刃,且平行于刀具轴线的平面,主剖面是过考察点,且与等效主刃在基面上的投影垂直的平面,纵剖面是过考察点与刀具轴线的平面,横剖面是过考察点,且与基面、纵剖面均垂直的平面。在主剖面、纵剖面、横剖面中,分别定义各剖面前、后角,在切削平面中,定义刃倾角。其中,主剖面与等效前刀面的交线(即主剖面与前刀面交线的切线)和主剖面与基面交线之间的夹角为主剖面前角,主剖面与等效后刀面的交线(即主剖面与主后刀面交线的切线)和主剖面与切削平面交线之间的夹角为主剖面后角;纵剖面与等效前刀面的交线(即纵剖面与前刀面交线的切线)和纵剖面与基面交线之间的夹角为纵剖面前角,纵剖面与等效后刀面的交线(即纵剖面与主后刀面交线的切线)和纵剖面与切削平面交线之间的夹角为纵剖面后角;横剖面与等效前刀面的交线(即横剖面与前刀面交线的切线)和横剖面与基面交线之间的夹角为横剖面前角,横剖面与等效后刀面的交线(即横剖面与主后刀面交线的切线)和横剖面与切削平面交线之间的夹角为横剖面后角,在切削平面内,等效主刃和切削平面与基面交线之间的夹角为刃倾角。通过主剖面前、后角,建立工作主剖面前、后角与顶刃前、后角之间的关系。依据步骤3)得到的主刃的参数方程和主后刀面的参数方程,借助各剖面前、后角以及刃倾角之间的空间几何关系,获得主剖面前角与顶刃前角的关系和主剖面后角与顶刃后角的关系。根据实际切削速度的方向,建立工作主剖面与主剖面的空间几何关系,据此,获得工作主剖面前角与主剖面前角的关系和工作主剖面后角与主剖面后角的关系,进而,获得工作主剖面前角与顶刃前角的关系和工作主剖面后角与顶刃后角的关系。
5)利用步骤4)中得到的工作主剖面前角与顶刃前角的关系和工作主剖面后角与顶刃后角的关系,依据主刃上各点处的工作主剖面前、后角均能保证刀具处于良好的切削状态且具有足够强度的原则,获得顶刃前角和顶刃后角,进而,获得前刀面、主后刀面的结构参数,最终,获得剐齿刀主要结构与参数。
本发明的有益效果是:目前,剐齿刀设计方法不能很好地满足剐齿加工需求,限制剐齿技术的发展,按照本发明设计刀具可以实现无理论齿形误差加工,明显提高加工精度。
附图说明
图1为无理论齿形误差直齿剐齿刀设计方法流程图;
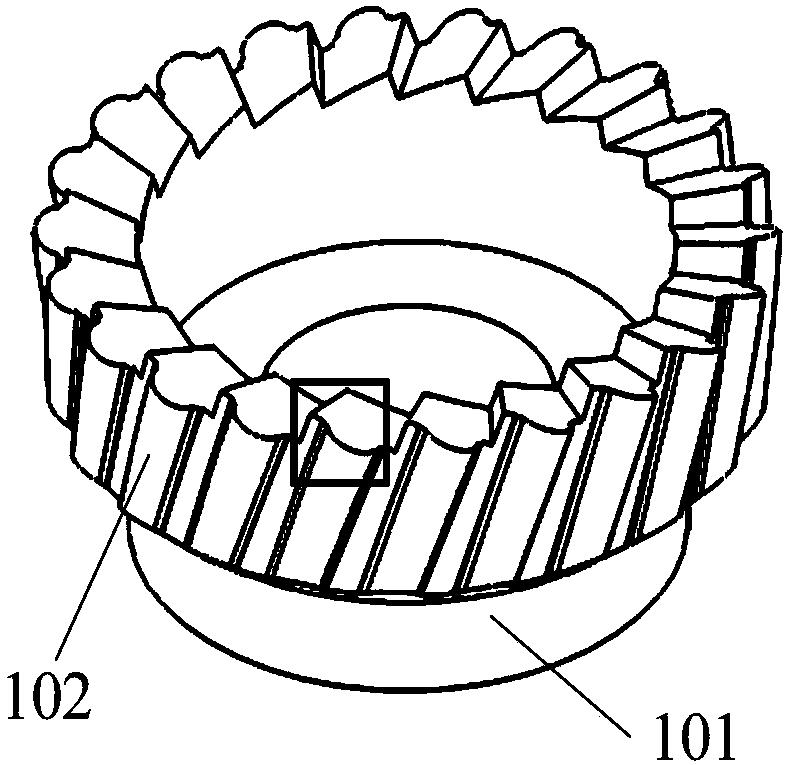
图2为直齿剐齿刀结构示意图;
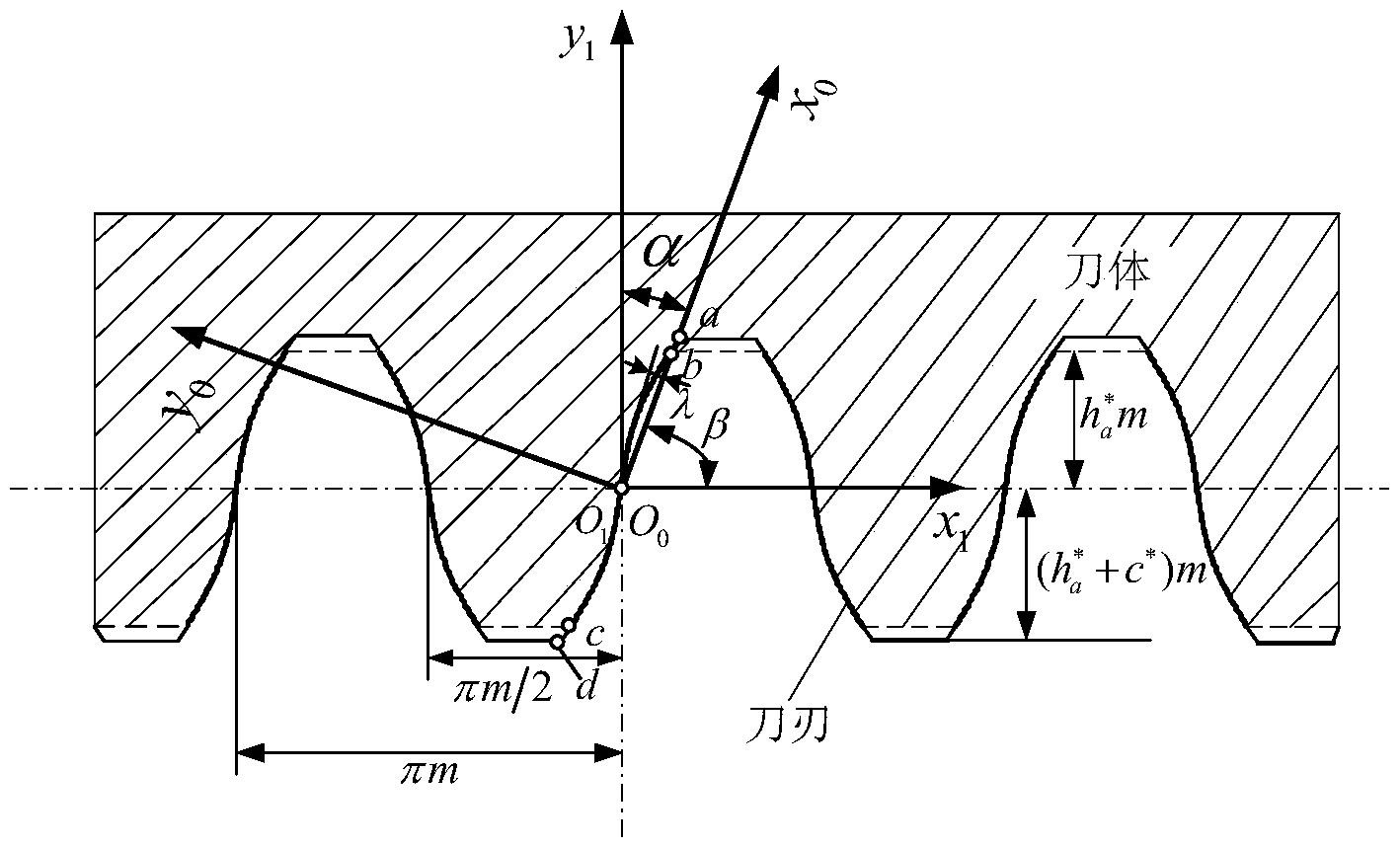
图3为剐齿刀坐标系;
图4为共轭轮与被加工零件啮合传动;
图5(a)和图5(b)为主后刀面形成过程示意;
图6为实际切削速度;
图7为工作角度参考面;
图8为等效刀具结构;
图9为设计角度参考面;
图10为设计角度;
图11为垂直于基面的任意剖面前、后角;
图12为实际切削速度所处平面;
图13为工作主剖面与主剖面的关系;
图14为实际切削速度与刀具坐标系各轴之间的夹角;
图15(a)至图15(d)为工作主剖面前、后角;
图16为顶刃前角为4.5°与顶刃后角为5.5°时工作主剖面前角;
图17为顶刃前角为4.5°与顶刃后角为5.5°时工作主剖面后角;
图18为顶刃前角为5°与顶刃后角为6°时工作主剖面前角;
图19为顶刃前角为5°与顶刃后角为6°时工作主剖面后角;
图20为顶刃前角为5.5°与顶刃后角为6.5°时工作主剖面前角;
图21为顶刃前角为5.5°与顶刃后角为6.5°时工作主剖面后角;
图22为无理论齿形误差直齿剐齿刀主要结构与参数。
图中1.前刀面,2.顶后刀面,3.主后刀面,4.顶刃,5.主刃,6.共轭轮,7.被加工零件,8.剐齿刀,9.毛坯。
具体实施方式
本发明是针对斜齿圆柱齿轮剐齿加工,提出的无理论齿形误差直齿剐齿刀设计方法,该方法实现的流程如附图1所示。下面以表Ⅰ所示参数的内斜齿加工为例,结合附图2-22对本发明进一步说明。
无理论齿形误差直齿剐齿刀是一种新型的齿轮型刀具,其结构如附图2所示,包括前刀面1、顶后刀面2、主后刀面3,顶刃4以及主刃5。该刀具的主要参数如附图3所示,包括:齿数z,齿高h,齿顶圆半径ra,顶刃前角γz′、顶刃后角αz′。上述结构的设计和参数的计算步骤如下。
1)根据曲面共轭原理,假设有一直齿圆柱齿轮与被加工零件啮合,称该直齿圆柱齿轮为共轭轮6,共轭轮6的齿数大于17,且在被加工零件齿数一半到全齿数范围内,与被加工零件齿数互质;无理论齿形误差直齿剐齿刀的齿数与共轭轮6的齿数相等,齿高是共轭轮6的全齿高与齿顶间隙之和,齿顶圆半径在齿顶不变尖的限制条件下确定。
依据表Ⅰ所示零件参数,确定共轭轮6(如附图4所示)参数:齿数z*=31,模数m=1.5mm,压力角α=20°,齿顶高系数ha*=1,齿顶间隙系数c*=0.25。由此可以确定剐齿刀齿数z=31,齿高h=3.75mm,齿顶圆半径ra=25.650mm。
2)从刀具设计、制造,以及刃磨工艺性方面考虑,前刀面1与顶后刀面2分别设计成球面与圆锥面。前刀面1与顶后刀面2的交线即为顶刃4。依据球面的数学模型和步骤1)得到的齿顶圆半径ra,前刀面1在附图3所示的刀具坐标系中的参数方程为
式中,γz—前刀面1上的点与坐标原点之间的连线和z轴正向之间的夹角;
Δb—顶刃4上的点与xOy平面之间距离;
φ—前刀面1上的点与坐标原点之间的连线在xOy平面上的投影和x轴正向之间的夹角;
3)由步骤2)得到的前刀面1和步骤1)得到的共轭轮6,在刀具坐标系中,获得主刃5的参数方程为
式中,r—主刃5上的点与z轴之间距离。
从主刃5出发,设计主后刀面3。附图5(a)给出了主后刀面3的设计过程,其中,曲面Q1、Q2、Q3为前刀面1,C1、C2、C3为相应的共轭轮6的齿面。Q1与C1相交形成一条主刃5。由于顶后刀面2是圆锥面,因此,从刀具前端向锥顶方向,齿顶圆半径逐渐减小。依据齿轮正常啮合条件,对共轭轮6进行变位处理,形成一个新的共轭轮6。Q2与新的共轭轮6的齿面C2相交,形成一条新的主刃5。依此类推,形成许多条主刃5。由这些主刃5构成主后刀面3,如附图5(b)所示。结合式(2)和步骤1)中得到的共轭轮6的参数,在刀具坐标系中,获得主后刀面3的参数方程为
式中,θ(Δb)=0.008Δbtanαz′;θ(r)=tanαy-αy;
4)在主刃5上选定一M点作为考察点,在M点处,实际切削速度ve如附图6所示。根据实际切削速度ve,在M点处建立工作角度参考面,包括工作基面Pr′、工作切削平面Ps′,以及工作主剖面Po′,如附图7所示。过M点且与实际切削速度ve垂直的平面为工作基面Pr′,过M点、主刃5的切线以及实际切削速度ve的平面为工作切削平面Ps′,过M点且与工作基面、工作切削平面均垂直的平面为工作主剖面Po′。
在工作主剖面中定义前、后角,工作主剖面Po′与前刀面1交线的切线和工作主剖面Po′与工作基面Pr′交线之间的夹角为工作主剖面前角γo′,工作主剖面Po′与主后刀面3交线的切线和工作主剖面Po′与工作切削平面Ps′交线之间的夹角为工作主剖面后角αo′。
为了便于图纸表达与检测,在过顶刃4上刀齿对称点的轴截面中,定义顶刃前、后角,如附图3所示。顶刃前角γz′为该轴截面与前刀面1交线的切线和该轴截面与刀具前端面交线之间的夹角,顶刃后角αz′为该轴截面与顶后刀面2交线的切线和该轴截面与刀具齿顶对应的圆柱面交线之间的夹角。注意到工作主剖面前、后角不能直接对应顶刃前、后角,因此需要建立工作主剖面前、后角与顶刃前、后角的关系。
借助微观等效的思想,如附图8所示,建立等效刀具结构。在M点处,取前刀面1的微小切平面GMCE表达该点的前刀面,称其为等效前刀面,取主后刀面3的微小切平面GMKI表达该点的主后刀面,称其为等效后刀面,取主刃5的微小切线GM表达该点的主刃,称其为等效主刃。
依据等效刀具结构,在M点处建立设计角度参考面,包括基面Pr、切削平面Ps、主剖面Po、纵剖面Pz、横剖面Ph。如附图9所示。基面Pr是过M点且平行于刀具前端面的平面,切削平面Ps是过M点与等效主刃,且平行于刀具轴线的平面,主剖面Po是过M点,且与等效主刃在基面Pr上的投影垂直的平面。另外,纵剖面Pz是过M点与刀具轴线的平面,横剖面Ph是过M点,且与基面Pr、纵剖面Pz均垂直的平面。
结合附图10,在主剖面Po、纵剖面Pz、横剖面Ph中,定义前、后角,在切削平面Ps中,定义刃倾角λs。主剖面Po与等效前刀面的交线(即主剖面Po与前刀面1交线的切线)和主剖面Po与基面Pr交线之间的夹角为主剖面前角γo,主剖面Po与等效后刀面的交线(即主剖面Po与主后刀面3交线的切线)和主剖面Po与切削平面Ps交线之间的夹角为主剖面后角αo;纵剖面Pz与等效前刀面的交线(即纵剖面Pz与前刀面1交线的切线)和纵剖面Pz与基面Pr交线之间的夹角为纵剖面前角γz,纵剖面Pz与等效后刀面的交线(即纵剖面Pz与主后刀面3交线的切线)和纵剖面Pz与切削平面Ps交线之间的夹角为纵剖面后角αz;横剖面Ph与等效前刀面的交线(即横剖面Ph与前刀面1交线的切线)和横剖面Ph与基面Pr交线之间的夹角为横剖面前角γh,横剖面Ph与等效后刀面的交线(即横剖面Ph与主后刀面3交线的切线)和横剖面Ph与切削平面Ps交线之间的夹角为横剖面后角αh;在切削平面Ps内,等效主刃和切削平面Ps与基面Pr交线之间的夹角为刃倾角λs。
依据上述角度的定义、步骤3)得到的主刃5的参数方程和主后刀面3的参数方程,借助各剖面前、后角以及刃倾角之间的空间几何关系,获得主剖面前角γo与顶刃前角γz′的关系和主剖面后角αo与顶刃后角αz′的关系。其中,顶刃前角γz′与前刀面1的球面半径R的关系为
根据公式(4),获得纵剖面前角为
分析公式(3),可知主后刀面3的Δb方向切矢与主刃5的切矢在基面Pr上的投影的夹角为
∑=arc cos(sinαy)(6)
式中,αy—共轭轮6在M点处的压力角。
根据公式(6)可知,主后刀面3的Δb方向切矢处在横剖面Ph中,其与Z轴之间夹角为后角αh,即
式中,rΔb—主后刀面3的Δb方向切矢;
k—z轴方向单位矢量。
根据公式(5-7),附图11所示垂直于基面Pr的任意剖面前、后角,获得主剖面前角、刃倾角以及主剖面后角为
γo=arctan(sinαytanγz)(8)
λs=arctan(cosαy tanγz)(9)
根据曲面共轭原理,如附图12所示,M点处的实际切削速度ve与共轭轮6上该点的法矢n垂直,所以,实际切削速度ve处在共轭轮6的切平面内,即切削平面Ps和工作切削平面Ps′重合。据此,如附图13所示,工作主剖面Po′和主剖面Po之间的夹角λ为
根据式(11)可知,实际切削速度ve方向不同,工作主剖面Po′和主剖面Po之间的空间几何关系不同。如附图14所示为设定工件转速1000r/min、工件轴向进给速度100mm/min的加工条件下,在刀具坐标系中,主刃5上各点实际切削速度ve的方向。其中,x向角度表示实际切削速度ve在xOy上的投影和x轴正向之间的夹角;y向角度表示实际切削速度ve在xOy上的投影和y轴正向之间的夹角;z向角度表示实际切削速度ve与z轴正向之间的夹角。
依据实际切削速度ve的方向可知,如附图15(a)至15(d)所示,工作主剖面Po′相对主剖面Po有两种倾斜方向。因此,分两种情况建立工作主剖面前角与主剖面前角的关系和工作主剖面后角与主剖面后角的关系。
如附图15(a)所示为第一种情况,工作主剖面前角、后角为
根据λ的数值,第二种情况分成三种类型,获得工作主剖面前、后角。
A型,即当λ<λs时,如附图15(b)所示,工作主剖面前角、后角为
B型,即当λ=λs时,如附图15(c)所示,工作主剖面前角、后角为
C型,即当λ>λs时,如附图15(d)所示,工作主剖面前角、后角为
公式(4)、(5)、(8)表示了主剖面前角γo与顶刃前角γz′的关系,公式(12)、(14)、(16)、(18)表达了工作主剖面前角γo′与主剖面前角γo的关系。通过上述公式及公式(9)、(11),获得工作主剖面前角γo′与顶刃前角γz′的关系。公式(3)、(7)、(9)、(10)表示了主剖面后角αo与顶刃后角αz′的关系,公式(13)、(15)、(17)、(19)表达了工作主剖面后角αo′与主剖面后角αo的关系。通过上述公式及公式(9)、(11),获得工作主剖面后角αo′与顶刃后角αz′的关系。
5)依据剐齿工艺特点,在顶刃处需要有恰当的前、后角,为此初步设定表Ⅱ所示的顶刃前、后角。利用步骤4)得到的工作主剖面前角γo′与顶刃前角γz′的关系和工作主剖面后角αo′与顶刃后角αz′的关系,计算获得工作主剖面前、后角。以第1组数据为例,通过主刃5上的齿顶点处的计算,具体说明工作主剖面前、后角的获得过程。主刃5上的齿顶点与z轴之间距离r和齿顶圆半径ra相等,为25.650mm;利用公式(4),获得前刀面1的球面半径R为326.922mm;利用公式(5),获得纵剖面前角γz为4.500°;利用公式(8),获得主剖面前角γo为2.361°;利用公式(9),获得刃倾角λs为4.262°;根据附图14可知,该点的实际切削速度ve在xOy平面上的投影和x轴正向之间的夹角为35.040°,该点的实际切削速度ve在xOy平面上的投影和y轴正向之间的夹角为54.960°,该点的实际切削速度ve与z轴正向之间的夹角为33.889°;依据该点的实际切削速度ve的方向可知,工作主剖面Po′相对主剖面Po的倾斜方向属于第一种情况;利用公式(11),获得工作主剖面Po′和主剖面Po之间的夹角λ为34.202°;利用公式(12),获得工作主剖面前角为3.006°;利用公式(3)、(7),获得横剖面后角αh为2.231°;利用公式(9)、(10),获得主剖面后角αo为1.898°;利用公式(13),获得工作主剖面后角αo′为1.505°。依此类推,获得表Ⅱ中各组数据对应的工作主剖面前、后角。其中,第1组数据对应的工作主剖面前、后角分别如附图16、17所示,工作主剖面前角在0.270°到3.006°范围内,工作主剖面后角在1.505°到1.902°范围内;第2组数据对应的工作主剖面前、后角分别如附图18、19所示,工作主剖面前角在0.300°到3.327°范围内,工作主剖面后角在1.636°到2.080°范围内;第3组数据对应的工作主剖面前、后角分别如附图20、21所示,工作主剖面前角在0.329°到3.680°范围内,工作主剖面后角在1.767°到2.259°范围内。比较表Ⅱ中三组数据对应的工作主剖面前、后角,第1组工作主剖面前、后角较小,切削条件不佳,但是刀具强度较高;第3组工作主剖面前、后角较大,切削条件较好,但是刀具强度较低;综合考虑刀具的切削状态与强度,本实施例选定第2组顶刃前、后角,即顶刃前角为5°、顶刃后角为6°。根据顶刃前、后角,利用公式(4),获得前刀面1的球面半径R=294.301mm;利用公式(3),获得主后刀面3上的型值点,如附图22中的表1所示。通过本发明获得的剐齿刀主要结构与参数如附图22所示。
表Ⅰ实施例零件参数
表Ⅱ顶刃前、后角初始值
综上所述,本发明的内容并不局限在上述实施例中,本领域的技术人员可以根据本发明的指导思想轻易提出其它实施方式,这些实施方式都包括在本发明的范围之内。
无理论齿形误差直齿剐齿刀设计方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0