








专利摘要
本发明公开了一种检测并去除变槽宽螺纹毛刺的方法;本发明以稳定区域切削力的微小波峰波谷间的频率,切屑形成频率及切削变形过程为基础,提出了准确检测毛刺并精密去除的加工方法,可以使得砂轮与螺纹的间距达到极小的程度,从而保证了去除毛刺的效果,并且大大降低了砂轮进给过大进对工件表面质量及精度的损伤。
权利要求
1.一种检测并去除变槽宽螺纹毛刺的方法,其特征在于,包括以下步骤:
步骤一、获得理想未有毛刺的油管螺纹的工件边界;
步骤二、在用于去除毛刺的砂轮与刀柄连接处安装压力传感器;获得砂轮在空载即无切削加工情况下砂轮绕着工件边界时的压力传感器响应曲线f(ω
步骤三、获得砂轮在工件边界运动时,砂轮切除毛刺时的压力传感器响应曲线f
步骤四、将f(ω
将f(ω
步骤五、若|ζ
对f
滤波处理的方法为:若f
若Δζ<e,则砂轮切除材料状态,未切除毛刺,立即停止进给,并返回到前一个进给状态,停止加工,毛刺切除完成;
步骤六、若|ζ
2.如权利要求1所述的一种检测并去除变槽宽螺纹毛刺的方法,其特征在于,所述压力传感器的标准量程为±50N,灵敏度为1uN。
3.如权利要求1所述的一种检测并去除变槽宽螺纹毛刺的方法,其特征在于,a=b=20;c=10;g=5%;e=0.1ζ
4.如权利要求1所述的一种检测并去除变槽宽螺纹毛刺的方法,其特征在于,所述步骤二中,其中当砂轮与工件距离不超过1um时,砂轮进给速度η
5.如权利要求1所述的一种检测并去除变槽宽螺纹毛刺的方法,其特征在于,所述步骤一中建立立体坐标系O-x1-y1-z1,x表示工件边界点在坐标系x1-y1-z1中x1方向的x的位置;y表示工件边界点在坐标系x1-y1-z1中y1方向的y的位置;z表示工件边界点在坐标系x1-y1-z1中z1方向的z的位置,θ表示工件边界点在坐标系中的角度位置。
说明书
技术领域:
本发明涉及机加工领域,特别是涉及一种检测并去除变槽宽螺纹毛刺的方法。
背景技术:
目前,车削加工作为一种高效加工螺纹的有效方法。但在加工变槽宽螺纹的过程中,由于加工螺纹的深度从端口开始逐渐降低,这导致了加工中不可避免的出现了毛刺,需要工人用手触摩检测毛刺,采用砂轮去除螺纹内的毛刺,降低了加工效率,提高了加工成本,且质量难以准确控制,具体的挡砂轮与螺纹紧密接触时,会对螺纹表面造成切削,即使得螺纹加深,造成工件损伤,而距离螺纹表面过远会造成无法去除毛刺,或去除的毛刺残留过多,影响去毛刺的效果,即目前无法对工件无损伤的情况下,实现精确的去除毛刺。在已有的相关研究技术中,并未有能够准确检测并去除毛刺的方法。本发明以稳定区域切削力的微小波峰波谷间的频率,切屑形成频率及切削变形过程为基础,提出了准确检测毛刺并精密去除的加工方法。
发明内容:
本发明公开了一种检测并去除变槽宽螺纹毛刺的方法;本发明可以使得砂轮与螺纹的间距达到极小的程度,从而保证了去除毛刺的效果,并且大大降低了砂轮进给过大进对工件的损伤。
为解决上述问题,本发明的技术方案是:
一种检测并去除变槽宽螺纹毛刺的方法,包括以下步骤:
步骤一、获得理想未有毛刺的油管螺纹的工件边界;
步骤二、在用于去除毛刺的砂轮与刀柄连接处安装压力传感器;获得砂轮在空载即无切削加工情况下砂轮绕着工件边界时的压力传感器响应曲线f(ω1,s1,η1);砂轮向工件边界的进给速度为η1,其中当砂轮与工件距离不超过1um时,砂轮进给速度η1≤0.5um每圈即砂轮运动绕着工件边界运动一周后,向工件边界径向进给η1的距离;
步骤三、获得砂轮在工件边界运动时,砂轮切除毛刺时的压力传感器响应曲线f1(ω1,s1,η1)和砂轮磨削工件时的压力传感器检测的压力传感器响应曲线f2(ω1,s1,η1);得到f(ω1,s1,η1)、f1(ω1,s1,η1)和f2(ω1,s1,η1)中的波峰和波谷,并计算出对应波峰和波谷的频率;
步骤四、将f(ω1,s1,η1)与f1(ω1,s1,η1)求交集,设定为f(ω1,s1,η1)∩f1(ω1,s1,η1),获得交集的波峰与波谷的之间的间隔差:取出a段波峰与波谷的时间差ti,求出时间差的平均值 计算获得频率为
将f(ω1,s1,η1)和f2(ω1,s1,η1)求交集,设定为f(ω1,s1,η1)∩f2(ω1,s1,η1),获得交集的波峰与波谷的之间的间隔差:取出b段波峰与波谷的时间差tj,求出时间差的平均值 计算获得频率为
步骤五、若|ζ1-ζ2|/[(ζ1+ζ2)/2]≤g则进行如下步骤:获得实际切除毛刺时得到的压力传感器响应曲线f3(ω1,s1,η1)
对f3(ω1,s1,η1)和f(ω1,s1,η1)求差:f3(ω1,s1,η1)-f(ω1,s1,η1),进行滤波处理,后选择连续的c个波峰与波谷值,如果相邻c个波峰与波谷值无确定的频率,在c个频率中,相隔最大的频率为ζmax,最小频率为ζmin,频率差Δζ=ζmax-ζmin若Δζ≥eΔζ≥0.1ζmin,则砂轮为切除毛刺状态,继续循环步骤二至切除剩余毛刺;g为第一设定阈值;e为第二设定阈值;
若Δζ<e,则砂轮切除材料状态,未切除毛刺,立即停止进即,并返回到前一个进给状态,停止加工,毛刺切除完成;
步骤六、若|ζ1-ζ2|/[(ζ1+ζ2)/2]>g,则加工中存在不稳定干扰因素,需要检测刀具及工件的是否夹紧,刀具与工件是否准确定位直到|ζ1-ζ2|/[(ζ1+ζ2)/2]≤g。
进一步的改进,所述其中力传感器的标准量程为±50N,灵敏度为1uN。
进一步的改进,a=b=20;c=10;g=5%;e=0.1ζmin。
进一步的改进,所述步骤二中,其中当砂轮与工件距离不超过1um时,砂轮进给速度η1=0.1um。
进一步的改进,所述步骤一中建立立体坐标系O-x1-y1-z1,x表示工件边界点在坐标系x1-y1-z1中x1方向的x的位置;y表示工件边界点在坐标系x1-y1-z1中y1方向的y的位置;z表示工件边界点在坐标系x1-y1-z1中z1方向的z的位置,θ表示工件边界点在坐标系中的角度位置。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的具体实施方式一起用于解释本发明,并不构成对本发明的限制。在附图中:
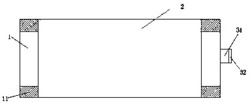
图1为砂轮运动及工件边界示意图。
具体实施方式:
下面结合附图对本发明的具体实施例作进一步详细描述,应当理解,此处所描述的实施方式用于说明和解释本发明,并不用于限定本发明。
一种检测并去除毛刺的方法:
当工件上的毛刺与刀具切削刃接触时,在刀具的剪切挤压作用下,毛刺从工件上分离,即去除毛刺也是属于切削加工。
检测油管螺纹上毛刺的策略:
(1)在大尺寸油管变槽宽螺纹加工完成后,在加工机床上,理想未有毛刺的油管外螺纹的工件边界为S(x,y,z,θ),刀具在接近此工件边界,并绕工件边界运动时,运动时,即刀具与此工件边界的运动间距不超过1um。x表示工件边界点在坐标系x1-y1-z1中x1方向的x的位置;y表示工件边界点在坐标系x1-y1-z1中y1方向的y的位置;z表示工件边界点在坐标系O-x1-y1-z1中z1方向的z的位置,θ表示工件边界点在坐标系中的角度位置
(2)在去除毛刺的砂轮与刀柄连接处,增加力传感器,其中力传感器的标准量程为±50N,灵敏度为1uN。若在去除毛刺加工中,砂轮转速为ω1,砂轮绕工件边界运动速度为s1(x,y,z,θ),绕工件边界的进给速度为η1,其中当砂轮与工件距离不超过1um时,砂轮进给速度应降低到0.1um每圈(是指砂轮运动绕着工件边界运动一周后,向工件边界进给0.1um)。逐渐如图1所示。测试获得在空载(无切削加工)下砂轮绕着工件边界运动时,压力传感器响应曲线,设定为f(ω1,s1,η1)。ω1,s1,η1分别表示砂轮的转速、砂轮绕工件边界的运动速度、砂轮的进给速度;f(ω1,s1,η1)为砂轮转速,砂轮运动速度,砂轮的进即速度的函数,随时间t变化。
(3)若油管上的变槽宽螺纹上有毛刺,砂轮在工件边界运动时,砂轮会切除毛刺,切出毛刺会产生切削力,并且切削力的波峰与波谷值有时间差,压力传感器的检测的压力传感器响应曲线为f1(ω1,s1,η1)。当砂轮运动超过工件边界时,会磨削工件,磨削工件属于稳定切削过程,其切削力的波峰值与波谷值会有固定的时间差,压力传感器检测的压力传感器响应曲线为f2(ω1,s1,η1)。其中压力波峰值定义为大于平均值的5%,压力波谷值定义为比平均值小于5%,进行滤波。(即若f1为压力波谷值,f2为压力波峰值, 为压力平均值 t1为设定的时间,至少包括一个压力波峰和一个压力波谷,其中时间间隔为Δt,Δt=t1/n,则 fi为在第i个时刻的压力值, )测试获得压力传感器响应曲线均为压力随时间t变化的曲线;n表示索取时间点的数量。
(4)将空载,切除毛刺,切除工件的三种工况下,压力传感器采集的压力传感器响应曲线分别为:f(ω1,s1,η1),f1(ω1,s1,η1),f2(ω1,s1,η1)。将其进行数据处理,将空载与切除毛刺下的压力传感器响应曲线进行求交集,设定为f(ω1,s1,η1)∩f1(ω1,s1,η1),分析获得其波峰与波谷的之间的间隔差,取出20段波峰与波谷的时间差ti,求出其时间差的平均值 计算获得频率为
将空载与切除工件下的压力传感器响应曲线进行求交集f(ω1,s1,η1)∩f2(ω1,s1,η1),判断压力传感器响应曲线分析获得其波峰与波谷的之间的间隔差,取出20段波峰与波谷的时间差tj,求出其时间差的平均值 计算获得频率为
若频率ζ1与ζ2,较为接近,其差值不超过其平均值的5%,则此频率为加工中的机床振动引起的固有频率。
感应是否进行毛刺切除的原理如下:
若为切除毛刺状态,则其实际的响应曲线为f1(ω1,s1,η1);将切除毛刺下的压力传感器响应曲线与空载压力传感器响应曲线求差,即:f1(ω1,s1,η1)-f(ω1,s1,η1),进行滤波处理,再平均,如果相邻10个波峰与波谷值无确定的频率,即频率差超过10%,则为切除毛刺状态,继续切除剩余毛刺。若其为切除材料装载,则其曲线为f2(ω1,s1,η1),压力传感器响应曲线与空载压力传感器响应曲线求差,即为:f2(ω1,s1,η1)-f(ω1,s1,η1),进行滤波处理,再平均,如果相邻10个波峰与波谷值有确定的频率,即频率差不超过10%,则为切除材料状态,未切除毛刺,立即停止进即,并返回到前一个进给状态,停止加工,毛刺切除完成。
若频率ζ1与ζ2,其差值超过其平均值的5%,则加工中存在不稳定干扰因素,需要检测刀具及工件的是否夹紧,刀具与工件是否准确定位等因素。直到若频率ζ1与ζ2差值不超过其平均值的5%。
压力传感器用于检测稳定加工中(稳定空载时,稳定切除毛刺时,稳定切除材料时)的切削力。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种检测并去除变槽宽螺纹毛刺的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0