








专利摘要
本发明公开了一种高平面度金属表面电化学射流修形加工装置和方法,所述的装置包括X向直线导轨机构、C向转台、调平装置、转接板、电解槽、电极、力传感器、激光位移传感器、Z向直线导轨机构、Y向直线导轨机构、电解液液压循环系统、运动控制器和光学平台。本发明提出的电化学射流修形加工,材料的去除不依赖于机械作用力,可有效避免表面残余应力层;且材料去除过程不依赖于磨粒,有效避免加工后表面残留磨粒污染和划痕缺陷。本发明的工件仅放置于电解槽中,无需专用夹具进行固定和夹紧,加工过程中不产生会引起工件较大变形的夹持应力。本发明通过测定电化学射流修形加工对不同金属材料的去除函数,可以实现任意金属材料加工,具有普适性。
权利要求
1.一种高平面度金属表面电化学射流修形加工装置,其特征在于:包括X向直线导轨机构(1)、C向转台(2)、调平装置(3)、转接板(27)、电解槽(4)、电极(6)、力传感器(7)、激光位移传感器(8)、Z向直线导轨机构(9)、Y向直线导轨机构(10)、脉冲电源(11)、电解液液压循环系统(13)、运动控制器(14)、光学平台(15)、控制线接口A(21)、控制线接口B(22)、控制线接口C(23)、控制线接口D(24)、电源阳极接口(25)、电源阴极接口(26)、钻夹头(29)和直角固定块(28);
所述的X向定义为光学平台(15)的前后方向,Y向定义为光学平台(15)的左右方向,Z向定义为光学平台(15)的上下方向,C向定义为在XY平面内的旋转方向;
所述的光学平台(15)上面的前侧固定设置X向直线导轨机构(1)、后侧固定设置Y向直线导轨机构(10);
所述的C向转台(2)通过螺栓连接固定在X向直线导轨机构(1)的滑块上;
所述的电解槽(4)通过螺栓连接固定于转接板(27)之上,所述的转接板(27)通过螺栓连接固定在调平装置(3)上,所述的调平装置(3)通过三个竖立的微分头支撑放置于C向转台(2)之上,所述的X向直线导轨机构(1)实现电解槽(4)的X向的位置调整,所述的C向转台(2)实现电解槽(4)的C向旋转运动;所述的电解槽(4)内放置工件(5);
所述的Y向直线导轨机构(10)的前侧设置Z向直线导轨机构(9),Z向直线导轨机构(9)通过螺栓连接固定在Y向直线导轨机构(10)的滑块上;
所述的电极(6)由钻夹头(29)夹紧固定,所述的钻夹头(29)通过螺栓连接固定在力传感器(7)上,所述的力传感器(7)通过螺栓连接固定于直角固定块(28)上,所述的直角固定块(28)通过螺栓连接固定在Z向直线导轨机构(9)的滑块上;所述的Y向直线导轨机构(10)实现电极(6)Y向的位置调整,所述的Z向直线导轨机构(9)实现电极(6)Z向的位置调整;
所述的激光位移传感器(8)位于Z向直线导轨机构(9)上,与X向直线导轨机构(1)和Y向直线导轨机构(10)配合,用于采集工件(5)表面轮廓的高度信息;
所述的力传感器(7)与运动控制器(14)配合,实现电极(6)和工件(5)之间的间隙的调整;
所述的电解液液压循环系统(13)包括水浴装置(12)、蠕动泵A(16)、储液槽(17)、蠕动泵B(18)、电解液接口A(19)和电解液接口B(20),所述的储液槽(17)通过蠕动泵A(16)和电解液接口B(20)连接到电极(6)上,并将储液槽(17)内存储的电解液以设定的流速通过电极(6)流出;所述的电解槽(4)通过电解液接口A(19)和蠕动泵B(18)连接到储液槽(17),将电解槽(4)内的电解液回收到储液槽(17)内部,实现电解液的循环使用;储液槽(17)放置于水浴装置(12)内,水浴装置(12)用于将电解液温度控制在设定值;
所述的脉冲电源(11)的电源阳极接口(25)连接待加工的工件(5),电源阴极接口(26)连接电极(6);
所述的运动控制器(14)通过控制线接口A(21)连接X向直线导轨机构(1),通过控制线接口B(22)连接Y向直线导轨机构(10),通过控制线接口C(23)连接Z向直线导轨机构(9),通过控制线接口D(24)连接C向转台(2);所述的运动控制器(14)通过X向直线导轨机构(1)上的滑块和C向转台(2)分别实现电解槽(4)的X向直线往复运动和C向旋转往复运动,运动控制器(14)通过Y向直线导轨机构(10)上的滑块和Z向直线导轨机构(9)上的滑块分别实现电极(6)的Y向直线往复运动和Z向直线往复运动。
2.根据权利要求1所述的一种高平面度金属表面电化学射流修形加工装置,其特征在于:所述的运动控制器(14)为TC5520两轴运动控制器。
3.一种如权利要求1所述的高平面度金属表面电化学射流修形加工装置的使用方法,其特征在于:包括以下步骤:
A、电化学射流加工单坑
使用电化学射流加工在与工件(5)相同材质的样块上加工单坑,记录单坑加工时电极(6)的位置坐标X
B、记录激光位移传感器(8)测点位于单坑中心的坐标位置
通过运动控制器(14)控制X向直线导轨机构(1)上的滑块带动工件(5)运动,使激光位移传感器(8)的激光测点从单坑的边缘沿X方向移动到另一侧边缘,记录工件(5)线轮廓高度最低时的坐标信息X
C、计算电化学射流单坑加工材料去除率函数m(r
根据单坑表面横截面的高度信息,采用数值拟合的方法获得该单坑的二维轮廓方程h
D、计算环槽单转去除率函数M
根据已知的电化学射流单坑加工材料去除率函数m(r
其中e
E、研抛轴对称工件(5)表面
将待加工工件(5)表面进行研抛加工,使工件(5)表面形貌轴对称,对称性高于最终平面度要求;
F、测定工件(5)初始形貌
通过平面度仪对研磨加工后的工件(5)表面形貌测量,根据工件(5)表面截面的高度信息,采用数值拟合的方法获得工件(5)表面初始形貌的轮廓方程h
G、通过优化模型计算电化学射流修形加工方案
制定电化学射流修形加工方案,通过环槽的单转去除率函数M
所述的优化模型计算的方法包括以下步骤:
拟合工件(5)表面初始形貌函数h
Find.n
Subject to n
上述优化模型中,J是修形后表面轮廓形貌函数的峰谷值,约束条件中要求转动圈数为整数;0≤d
H、对心
通过X向直线导轨机构(1)上的滑块和Y向直线导轨机构(10)上的滑块分别带动工件(5)和电极(6)运动,调节工件(5)表面轴对称中心、电极(6)几何中心以及C向转台(2)旋转中心在XY平面内重合;
I、电极(6)和工件(5)间的间隙调整
通过Z向直线导轨机构(9)带动电极(6)向工件(5)表面移动,当电极(6)和工件(5)表面接触时,力传感器(7)发生力值示数变化,定义此位置为工件(5)和电极(6)接触;以此位置为基准,令Z向直线导轨机构(9)带动电极(6)向远离工件(5)表面方向运动指定距离,从而控制电极(6)和工件(5)表面的间隙大小;
J、电解液射流射速调节
通过电解液液压循环系统(13),调节电解液射流流速至设定值;
K、电化学射流修形加工
打开脉冲电源(11),通过运动控制器(14),控制Y轴带动电极(6)按照仿真的轨迹移动到指定位置,控制C向转台(2)带动工件(5)在该位置以ω
4.根据权利要求3所述的一种高平面度金属表面电化学射流修形加工装置的使用方法,其特征在于:步骤H的对心方法包括以下步骤:
H1、使用激光位移传感器(8)沿Y轴方向对C向转台(2)扫描,找到C向转台(2)在Y向任意弦的几何中心,此处弦定义为连接C向转台(2)边缘任意两点的线段,并将激光位移传感器(8)的激光测点移动到该弦的几何中心;然后控制X向直线导轨机构(1),找到C向转台(2)在X向的几何中心;并将激光位移传感器(8)的激光测点移动到C向转台(2)的X向几何中心;此时,激光位移传感器(8)的激光测点与C向转台(2)中心一致时,位置记录为X
H2、安装转接板(27)和电解槽(4),将工件(5)放置于电解槽(4)内,通过激光位移传感器(8)反馈的高度信息,采用调平装置(3),使工件(5)待加工表面和Z轴垂直;控制Y向直线导轨机构(10),使用激光位移传感器(8)扫描工件(5)高度轮廓,在matlab软件中计算该轮廓曲率中心的Y坐标Y
H3、移动电解槽(4)位置X
H4、移动电极(6)位置到X
说明书
技术领域
本发明属于超精密加工领域,特别涉及一种高平面度金属表面电化学射流修形加工装置和方法。
背景技术
金属具有良好的导电性、导热性、光学特性以及可加工性,被加工成高精度表面广泛应用于光学和机电等领域。高平面度金属零件常用作反射镜、阀门零件和各类样板等,其表面平面度和粗糙度对零件使用性能有很大影响。传统的各类切削加工是金属零件的常用加工方法,但平面度只能达到十微米量级,表面粗糙度在微米量级,达不到上述几类零件的使用要求。单点金刚石车削(英语:single-point diamond turning,缩写为SPDT)方法基于高精度的车床和金刚石车刀可以加工出百纳米级平面度、十纳米级粗糙度的高精度表面。但是,该方法效率低、成本高,对于一些黑色金属或难加工金属,刀具磨损严重。此外,切削加工不可避免的造成工件表面塑形流动应力和热应力,给零件性能造成一定影响。磨削、研磨和抛光的组合工艺也是高平面度零件的传统加工方法,可以加工出高平面度低粗糙度的超平滑表面,但是金属材料硬度相较其它诸如光学玻璃、陶瓷等材料低,在研抛过程中磨粒嵌入、划痕等缺陷极易发生,这些缺陷对接触特性以及激光阈值等性能有很大影响。此外,对于薄板类零件,研抛过程中工件夹持变形、热变形以及加工损伤引起的应力变形对最终加工面形产生较大影响。因此,提出一种无表面缺陷、无颗粒污染物、能够避免工件夹持变形和热变形的高平面度金属零件加工方法具有十分重要的意义。
针对高精度金属表面加工,国内外学者和工程技术人员做了大量的研究工作,其中以铝和铜的表面加工工艺研究最为常见。采用最多的超精密加工方法是采用单点金刚石车削方法,在名称为“Chemical vapor deposition of graphene on large-domainultra-flat copper”(Shonali Dhingra;CARBON 69(2014)188–193)的文章中,作者采用单点金刚石车削加工的方法来加工金属铜表面,并将其用于功能材料的生长基底,但是加工后产生的加工应力需要通过逐步降低切削深度并反复退火的方式来降低,加工流程复杂且无法彻底去除加工应力。
此外,化学机械抛光(英语:Chemical Mechanical Polishing,缩写为CMP)方法也应用广泛。CMP是通过抛光液中的化学成分与工件表面发生化学反应,在工件表面生成一层容易去除的反应层,然后通过抛光垫与工件表面之间的摩擦以及抛光液中磨粒与工件表面之间的机械作用实现反应层的材料去除。尽管CMP技术通过化学反应来降低去除工件材料所需的机械力,但CMP仍需要足够应力的机械接触来实现表面的加工。在名称为“Influenceof Copper Morphology in Forming Nucleation Seeds for Graphene Growth”(GangHee Han;Nano letters,2011,11(10):4144-4148.)的文章中,作者采用CMP加工后的铜表面作为石墨烯生长的基底。但由于较硬磨粒机械作用的存在,不可避免的会对铜工件表面造成损伤,而CMP抛光中产生的杂质、划痕、嵌入的磨粒等表面缺陷及亚表面损伤,会影响在基底上生长的薄膜材料的性能。
为了避免机械力引起的缺陷和损伤,有学者采用无应力抛光技术来进行金属表面加工。在名称为“Electrogenerated chemical polishing of copper”(Zhou Ping;Precision Engineering 39(2015)161–166)的文章中,作者通过电化学反应在超平工作电极(WE)表面产生刻蚀剂,刻蚀剂通过扩散抵达工件表面。通过控制电化学反应和扩散间隙的距离,可精确地控制刻蚀剂的产生和工件的溶解速率。但是该种工方法加工效率低,每小时材料去除深度仅为百纳米左右。
发明内容
针对上述问题,为了高效的获得无表面缺陷、无颗粒污染物且能够避免工件夹持变形和热变形的高平面度金属表面,本发明要提供一种高平面度金属表面电化学射流修形加工装置和方法,既能够实现金属表面的快速、高平面度修形加工,又适用于多种金属材料的加工,例如软质金属材料(铝和铜)、黑色金属或难加工金属等材料的加工。
本发明的基本思路是:采用研抛工艺对工件表面加工至轴对称面形,测定该工件电化学射流单点加工去除率函数,采用数值仿真确定电化学射流修形加工工件运动参数,通过加工装置保证电极和工件之间的间隙并实现电极和工件间的相对运动,从而实现高平面度金属零件的加工。
一种高平面度金属表面电化学射流修形加工装置,包括X向直线导轨机构、C向转台、调平装置、转接板、电解槽、电极、力传感器、激光位移传感器、Z向直线导轨机构、Y向直线导轨机构、脉冲电源、电解液液压循环系统、运动控制器、光学平台、控制线接口A、控制线接口B、控制线接口C、控制线接口D、电源阳极接口、电源阴极接口、钻夹头和直角固定块。
所述的X向定义为光学平台的前后方向,Y向定义为光学平台的左右方向,Z向定义为光学平台的上下方向,C向定义为在XY平面内的旋转方向。
所述的光学平台上面的前侧固定设置X向直线导轨机构、后侧固定设置Y向直线导轨机构。
所述的C向转台通过螺栓连接固定在X向直线导轨机构的滑块上。
所述的电解槽通过螺栓连接固定于转接板之上,所述的转接板通过螺栓连接固定在调平装置上,所述的调平装置通过三个竖立的微分头支撑放置于C向转台之上,所述的X向直线导轨机构实现电解槽的X向的位置调整,所述的C向转台实现电解槽的C向旋转运动。所述的电解槽内放置工件。
所述的Y向直线导轨机构的前侧设置Z向直线导轨机构,Z向直线导轨机构通过螺栓连接固定在Y向直线导轨机构的滑块上。
所述的电极由钻夹头夹紧固定,所述的钻夹头通过螺栓连接固定在力传感器上,所述的力传感器通过螺栓连接固定于直角固定块上,所述的直角固定块通过螺栓连接固定在Z向直线导轨机构的滑块上。所述的Y向直线导轨机构实现电极Y向的位置调整,所述的Z向直线导轨机构实现电极Z向的位置调整。
所述的激光位移传感器位于Z向直线导轨机构上,与X向直线导轨机构和Y向直线导轨机构配合,用于采集工件表面轮廓的高度信息。
所述的力传感器与运动控制器配合,实现电极和工件之间的间隙的调整。
所述的电解液液压循环系统包括水浴装置、蠕动泵A、储液槽、蠕动泵B、电解液接口A和电解液接口B,所述的储液槽通过蠕动泵A和电解液接口B连接到电极上,并将储液槽内存储的电解液以设定的流速通过电极流出。所述的电解槽通过电解液接口A和蠕动泵B连接到储液槽,将电解槽内的电解液回收到储液槽内部,实现电解液的循环使用。储液槽放置于水浴装置内,水浴装置用于将电解液温度控制在设定值。
所述的脉冲电源的电源阳极接口连接待加工的工件,电源阴极接口连接电极。
所述的运动控制器通过控制线接口A连接X向直线导轨机构,通过控制线接口B连接Y向直线导轨机构,通过控制线接口C连接Z向直线导轨机构,通过控制线接口D连接C向转台。所述的运动控制器通过X向直线导轨机构上的滑块和C向转台分别实现电解槽的X向直线往复运动和C向旋转往复运动,运动控制器通过Y向直线导轨机构上的滑块和Z向直线导轨机构上的滑块分别实现电极的Y向直线往复运动和Z向直线往复运动。
进一步地,所述的运动控制器为TC5520两轴运动控制器。
一种高平面度金属表面电化学射流修形加工装置的使用方法,包括以下步骤:
A、电化学射流加工单坑
使用电化学射流加工在与工件相同材质的样块上加工单坑,记录单坑加工时电极的位置坐标Xs和Ys。
B、记录激光位移传感器测点位于单坑中心的坐标位置
通过运动控制器控制X向直线导轨机构上的滑块带动工件运动,使激光位移传感器的激光测点从单坑的边缘沿X方向移动到另一侧边缘,记录工件线轮廓高度最低时的坐标信息Xsm。控制Y向直线导轨机构上的滑块带动激光位移传感器运动,使激光位移传感器的激光测点从单坑的边缘移动到另一侧边缘,记录工件线轮廓高度最低时的坐标信息Ysm,得到激光位移传感器的激光测点位于单坑中心点时的坐标Xsm和Ysm,则电极喷嘴中心相对于激光位移传感器的激光测点的位置为Xsm-Xs和Ysm-Ys。
C、计算电化学射流单坑加工材料去除率函数m(rs)
根据单坑表面横截面的高度信息,采用数值拟合的方法获得该单坑的二维轮廓方程h1(rs),结合单坑总加工时间t获得单位时间电化学射流加工的材料去除率函数m(rs)=h1(rs)/t,其中rs是工件表面任意位置点距离单坑中心点的距离。
D、计算环槽单转去除率函数Mi(rw)
根据已知的电化学射流单坑加工材料去除率函数m(rs),计算电化学加工环槽的单转去除率函数Mi(rw):
其中ei是电极中心与工件表面对称轴之间的距离,rw是工件表面距工件对称轴的距离,θ为在XY平面内电极几何中心与工件轴对称中心两点连线形成的直线与工件表面任一点和工件轴对称中心两点连线所形成直线的夹角,下标i代表电极中心位于工件的第i个径向位置,ωi为电极中心位于工件第i个径向位置的工件转动速度。
E、研抛轴对称工件表面
将待加工工件表面进行研抛加工,使工件表面形貌轴对称,对称性高于最终平面度要求。
F、测定工件初始形貌
通过平面度仪对研磨加工后的工件表面形貌测量,根据工件表面截面的高度信息,采用数值拟合的方法获得工件表面初始形貌的轮廓方程h0(rw)。
G、通过优化模型计算电化学射流修形加工方案
制定电化学射流修形加工方案,通过环槽的单转去除率函数Mi(rw)计算电化学射流加工平面的加工方案。加工方案具体包括:电极相对于工件表面轴对称中心的径向偏移量ei、在电极相对于工件表面轴对称中心径向偏移量为ei时工件的转动速度ωi和转动圈数ni。所述的优化模型的优化变量为当电极相对于工件表面轴对称中心径向偏移量为ei时,工件转动速度ωi和转动圈数ni。目标函数为修形后表面轮廓形貌函数的峰谷值最小。约束条件为转动圈数为整数。
所述的优化模型计算的方法包括以下步骤:
拟合工件表面初始形貌函数h0(rw),根据电化学加工环槽的单转去除率函数Mi(rw),以修形后表面轮廓形貌函数的峰谷值最小为目标进行优化。约束径向加工位置离散间隔为电极直径且转动圈数为整数。优化模型如下:
Find.ni,wi,
Min.
Subject to ni=0、1、2、3、4、......,ni为整数
上述优化模型中,J是修形后表面轮廓形貌函数的峰谷值,约束条件中要求转动圈数为整数。0≤di<2d,di是电极中心从第i-1个位置移动到第i个位置需要移动的距离,d为电极直径。
H、对心
通过X向直线导轨机构上的滑块和Y向直线导轨机构上的滑块分别带动工件和电极运动,调节工件表面轴对称中心、电极几何中心以及C向转台旋转中心在XY平面内重合。
I、电极和工件间的间隙调整
通过Z向直线导轨机构带动电极向工件表面移动,当电极和工件表面接触时,力传感器发生力值示数变化,定义此位置为工件和电极接触。以此位置为基准,令Z向直线导轨机构带动电极向远离工件表面方向运动指定距离,从而控制电极和工件表面的间隙大小。
J、电解液射流射速调节
通过电解液液压循环系统,调节电解液射流流速至设定值。
K、电化学射流修形加工
打开脉冲电源,通过运动控制器,控制Y轴带动电极按照仿真的轨迹移动到指定位置,控制C向转台带动工件以ωi的转速转动ni圈。
进一步地,步骤H的对心方法包括以下步骤:
H1、使用激光位移传感器沿Y轴方向对C向转台扫描,找到C向转台在Y向任意弦的几何中心,此处弦定义为连接C向转台边缘任意两点的线段,并将激光位移传感器的激光测点移动到该弦的几何中心。然后控制X向直线导轨机构,找到C向转台在X向的几何中心。并将激光位移传感器的激光测点移动到C向转台的X向几何中心。此时,激光位移传感器的激光测点与C向转台中心一致时,位置记录为Xt、Yt。
H2、安装转接板和电解槽,将工件放置于电解槽内,通过激光位移传感器反馈的高度信息,采用调平装置,使工件待加工表面和Z轴垂直。控制Y向直线导轨机构,使用激光位移传感器扫描工件高度轮廓,在matlab软件中计算该轮廓曲率中心的Y坐标Yp。控制X向直线导轨机构,使用激光位移传感器扫描工件高度轮廓,在matlab软件中计算该轮廓曲率中心的X坐标Xp。
H3、移动电解槽位置Xt-Xp、Yt-Yp,使C向转台几何中心和工件轴对称中心对齐。
H4、移动电极位置到Xt-(Xsm-Xs)、Yt-(Ysm-Ys),使电极上电解液喷嘴中心正对工件轴对称中心。
与现有技术相比,本发明具有以下有益效果:
1、本发明提出的电化学射流修形加工,材料的去除不依赖于机械作用力,可有效避免表面残余应力层;且材料去除过程不依赖于磨粒,有效避免加工后表面残留磨粒污染和划痕缺陷。
2、本发明的工件仅放置于电解槽中,无需专用夹具进行固定和夹紧,加工过程中不产生会引起工件较大变形的夹持应力。
3、本发明通过测定电化学射流修形加工对不同金属材料的去除函数,可以实现任意金属材料加工,该加工方法对金属表面加工具有普适性。
4、本发明通过理论计算来进行加工轨迹计算,可以实现任意表面结构形状的加工并可以实现加工后形貌预测。
附图说明
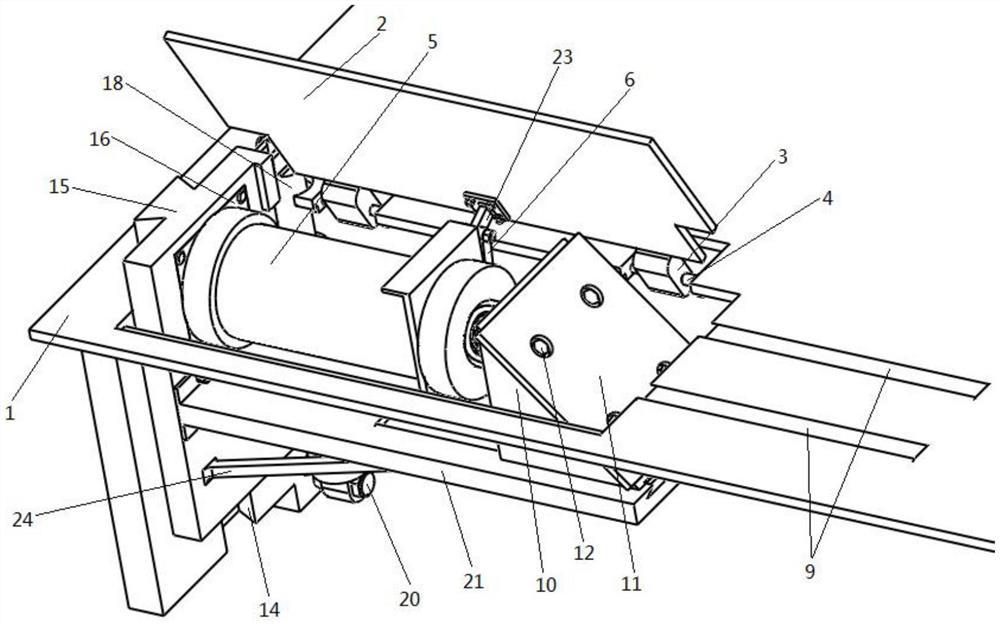
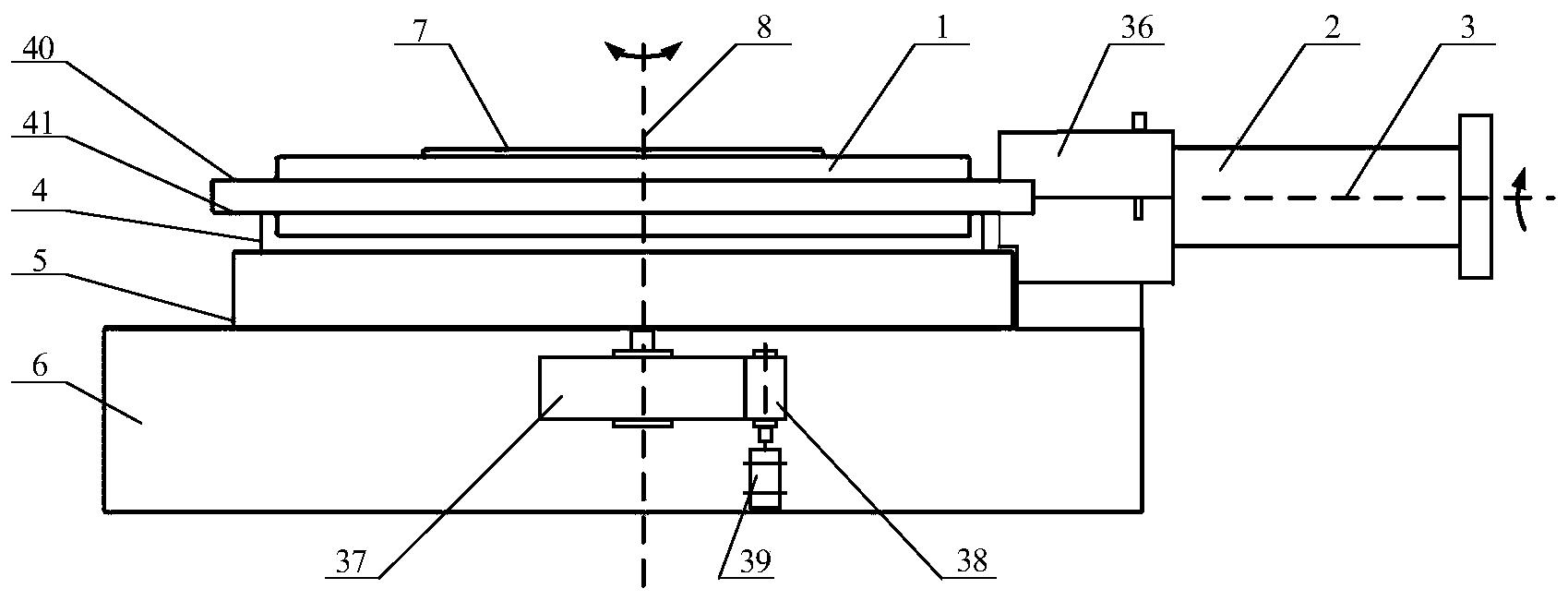
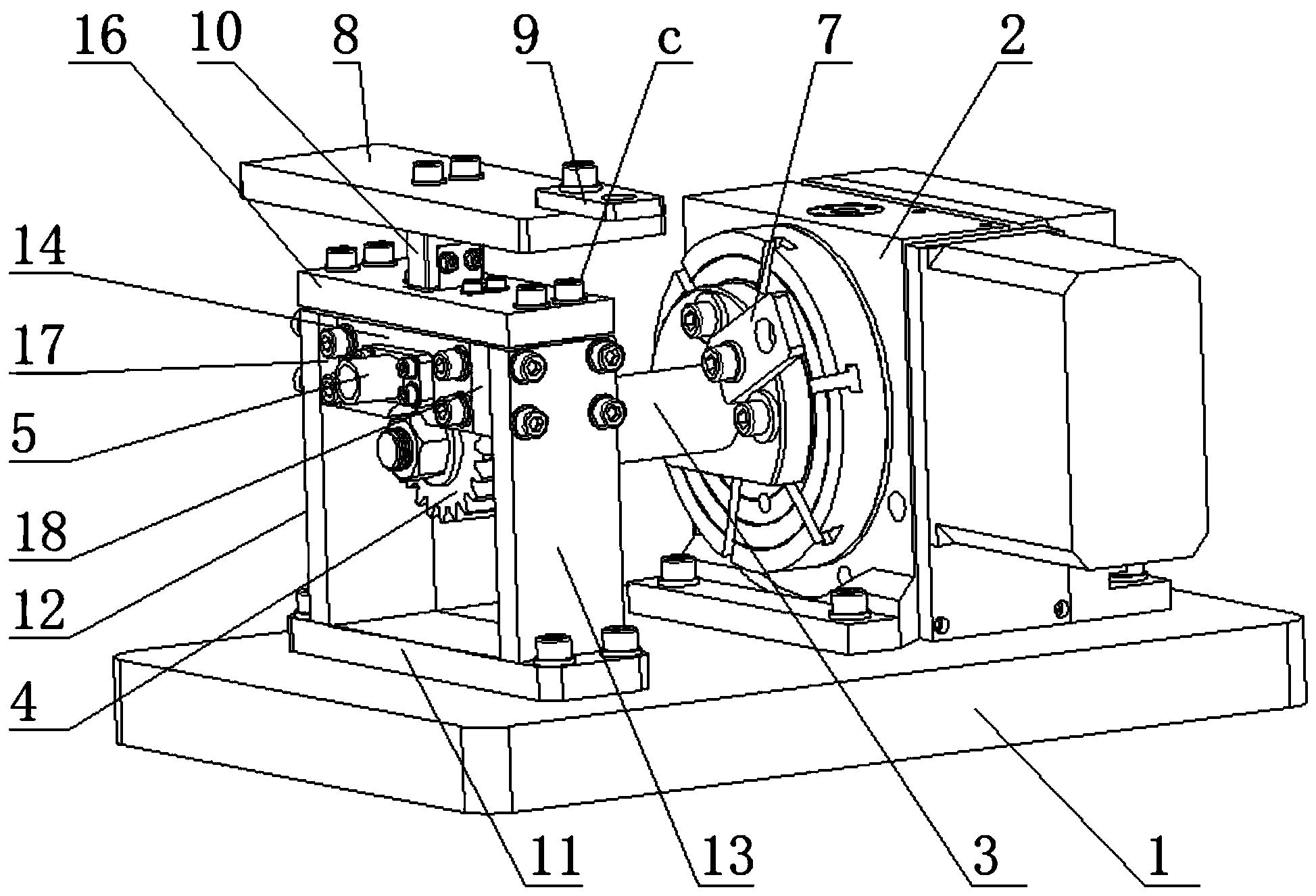
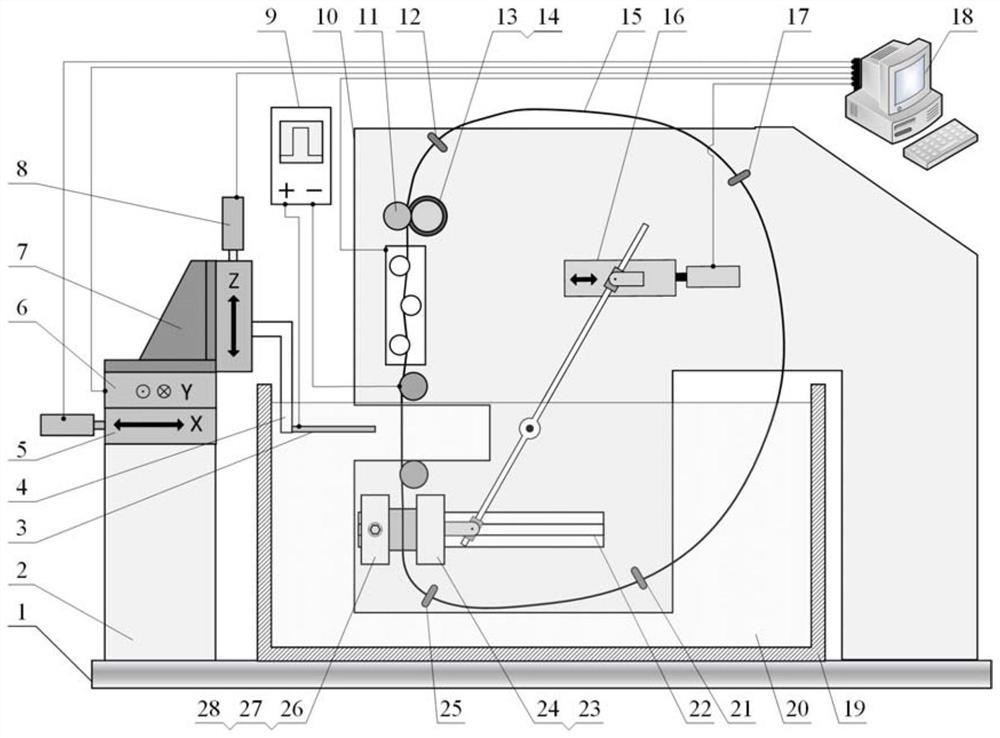
图1是高平面度金属表面电化学射流修形加工装置示意图。
图2是本发明的运动控制器控制线连接图。
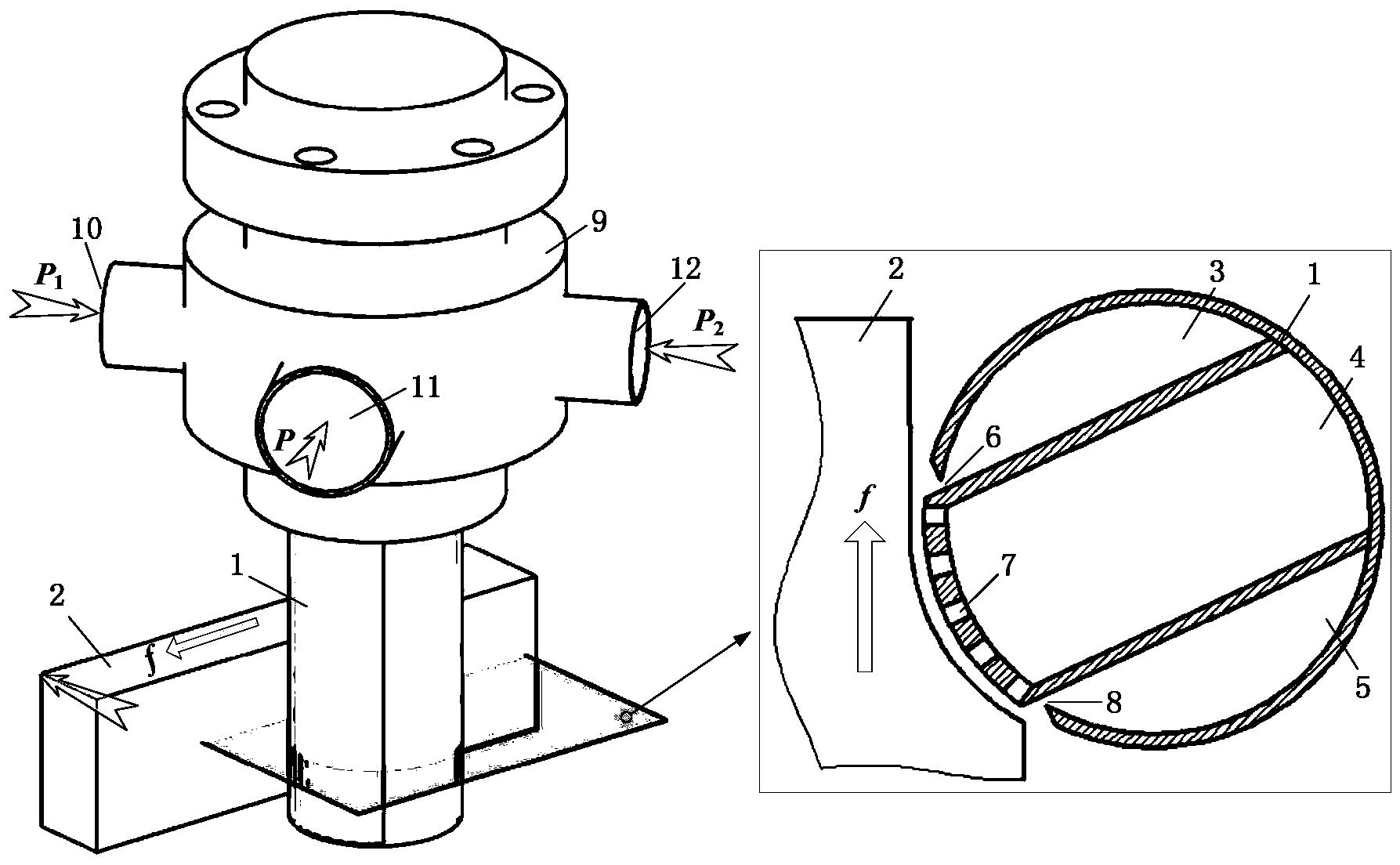
图3是本发明的脉冲电源电源线连接图。
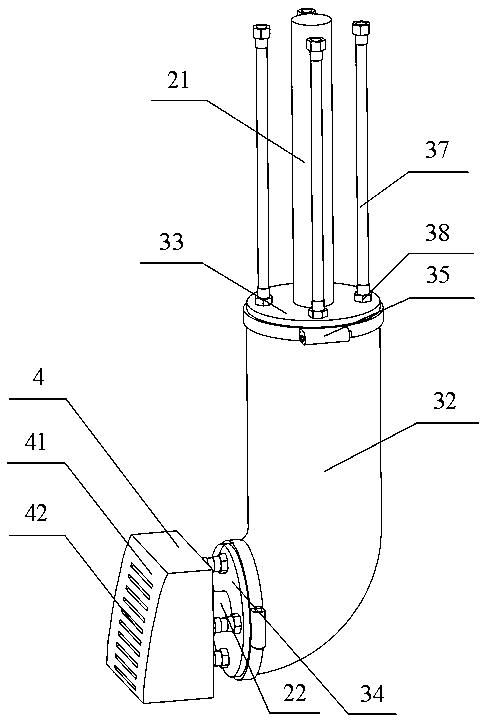
图4是本发明的电解液液压循环系统图。
图5是本发明试验方法的流程图。
图中:1、X向直线导轨机构;2、C向转台;3、调平装置;4、电解槽;5、工件;6、电极;7、力传感器;8、激光位移传感器;9、Z向直线导轨机构;10、Y向直线导轨机构;11、脉冲电源;12、水浴装置;13、电解液液压循环系统;14、运动控制器;15、光学平台;16、蠕动泵A;17、储液槽;18、蠕动泵B;19、电解液接口A;20、电解液接口B;21、控制线接口A;22、控制线接口B;23、控制线接口C;24、控制线接口D;25、电源阳极接口;26、电源阴极接口;27、转接板;28、直角固定块;29、钻夹头。
具体实施方式
本发明提供了一种高平面度金属表面电化学射流修形加工方法和装置,本发明主要针对金属工件表面的修形加工,能够实现金属表面材料加工后形貌预测以及高平面度修形加工。下面结合附图和具体实施方法对本发明作进一步说明。
一种高平面度金属表面电化学射流修形加工装置,包括X向直线导轨机构1、C向转台2、调平装置3、转接板27、电解槽4、电极6、力传感器7、激光位移传感器8、Z向直线导轨机构9、Y向直线导轨机构10、脉冲电源11、电解液液压循环系统13、运动控制器14、光学平台15、控制线接口A21、控制线接口B22、控制线接口C23、控制线接口D24、电源阳极接口25、电源阴极接口26、钻夹头29和直角固定块28。
所述的X向定义为光学平台15的前后方向,Y向定义为光学平台15的左右方向,Z向定义为光学平台15的上下方向,C向定义为在XY平面内的旋转方向。
所述的光学平台15上面的前侧固定设置X向直线导轨机构1、后侧固定设置Y向直线导轨机构10。
所述的C向转台2通过螺栓连接固定在X向直线导轨机构1的滑块上。
所述的电解槽4通过螺栓连接固定于转接板27之上,所述的转接板27通过螺栓连接固定在调平装置3上,所述的调平装置3通过三个竖立的微分头支撑放置于C向转台2之上,所述的X向直线导轨机构1实现电解槽4的X向的位置调整,所述的C向转台2实现电解槽4的C向旋转运动。所述的电解槽4内放置工件5。
所述的Y向直线导轨机构10的前侧设置Z向直线导轨机构9,Z向直线导轨机构9通过螺栓连接固定在Y向直线导轨机构10的滑块上。
所述的电极6由钻夹头29夹紧固定,所述的钻夹头29通过螺栓连接固定在力传感器7上,所述的力传感器7通过螺栓连接固定于直角固定块28上,所述的直角固定块28通过螺栓连接固定在Z向直线导轨机构9的滑块上。所述的Y向直线导轨机构10实现电极6Y向的位置调整,所述的Z向直线导轨机构9实现电极6Z向的位置调整。
所述的激光位移传感器8位于Z向直线导轨机构9上,与X向直线导轨机构1和Y向直线导轨机构10配合,用于采集工件5表面轮廓的高度信息。
所述的力传感器7与运动控制器14配合,实现电极6和工件5之间的间隙的调整。
所述的电解液液压循环系统13包括水浴装置12、蠕动泵A16、储液槽17、蠕动泵B18、电解液接口A19和电解液接口B20,所述的储液槽17通过蠕动泵A16和电解液接口B20连接到电极6上,并将储液槽17内存储的电解液以设定的流速通过电极6流出。所述的电解槽4通过电解液接口A19和蠕动泵B18连接到储液槽17,将电解槽4内的电解液回收到储液槽17内部,实现电解液的循环使用。储液槽17放置于水浴装置12内,水浴装置12用于将电解液温度控制在设定值。
所述的脉冲电源11的电源阳极接口25连接待加工的工件5,电源阴极接口26连接电极6。
所述的运动控制器14通过控制线接口A21连接X向直线导轨机构1,通过控制线接口B22连接Y向直线导轨机构10,通过控制线接口C23连接Z向直线导轨机构9,通过控制线接口D24连接C向转台2。所述的运动控制器14通过X向直线导轨机构1上的滑块和C向转台2分别实现电解槽4的X向直线往复运动和C向旋转往复运动,运动控制器14通过Y向直线导轨机构10上的滑块和Z向直线导轨机构9上的滑块分别实现电极6的Y向直线往复运动和Z向直线往复运动。
进一步地,所述的运动控制器14为TC5520两轴运动控制器。
如图1-5所示,一种高平面度金属表面电化学射流修形加工装置的使用方法,包括以下步骤:
C、电化学射流加工单坑
使用电化学射流加工在与工件5相同材质的样块上加工单坑,记录单坑加工时电极6的位置坐标Xs和Ys。
D、记录激光位移传感器8测点位于单坑中心的坐标位置
通过运动控制器14控制X向直线导轨机构1上的滑块带动工件5运动,使激光位移传感器8的激光测点从单坑的边缘沿X方向移动到另一侧边缘,记录工件5线轮廓高度最低时的坐标信息Xsm。控制Y向直线导轨机构10上的滑块带动激光位移传感器8运动,使激光位移传感器8的激光测点从单坑的边缘移动到另一侧边缘,记录工件5线轮廓高度最低时的坐标信息Ysm,得到激光位移传感器8的激光测点位于单坑中心点时的坐标Xsm和Ysm,则电极6喷嘴中心相对于激光位移传感器8的激光测点的位置为Xsm-Xs和Ysm-Ys。
C、计算电化学射流单坑加工材料去除率函数m(rs)
根据单坑表面横截面的高度信息,采用数值拟合的方法获得该单坑的二维轮廓方程h1(rs),结合单坑总加工时间t获得单位时间电化学射流加工的材料去除率函数m(rs)=h1(rs)/t,其中rs是工件5表面任意位置点距离单坑中心点的距离。
D、计算环槽单转去除率函数Mi(rw)
根据已知的电化学射流单坑加工材料去除率函数m(rs),计算电化学加工环槽的单转去除率函数Mi(rw):
其中ei是电极6中心与工件5表面对称轴之间的距离,rw是工件5表面距工件5对称轴的距离,θ为在XY平面内电极6几何中心与工件5轴对称中心两点连线形成的直线与工件5表面任一点和工件5轴对称中心两点连线所形成直线的夹角,下标i代表电极6中心位于工件5的第i个径向位置,ωi为电极6中心位于工件5第i个径向位置的工件5转动速度。
E、研抛轴对称工件5表面
将待加工工件5表面进行研抛加工,使工件5表面形貌轴对称,对称性高于最终平面度要求。
F、测定工件5初始形貌
通过平面度仪对研磨加工后的工件5表面形貌测量,根据工件5表面截面的高度信息,采用数值拟合的方法获得工件5表面初始形貌的轮廓方程h0(rw)。
G、通过优化模型计算电化学射流修形加工方案
制定电化学射流修形加工方案,通过环槽的单转去除率函数Mi(rw)计算电化学射流加工平面的加工方案。加工方案具体包括:电极6相对于工件5表面轴对称中心的径向偏移量ei、在电极6相对于工件5表面轴对称中心径向偏移量为ei时工件5的转动速度ωi和转动圈数ni。所述的优化模型的优化变量为当电极6相对于工件5表面轴对称中心径向偏移量为ei时,工件5转动速度ωi和转动圈数ni。目标函数为修形后表面轮廓形貌函数的峰谷值最小。约束条件为转动圈数为整数。
所述的优化模型计算的方法包括以下步骤:
拟合工件5表面初始形貌函数h0(rw),根据电化学加工环槽的单转去除率函数Mi(rw),以修形后表面轮廓形貌函数的峰谷值最小为目标进行优化。约束径向加工位置离散间隔为电极6直径且转动圈数为整数。优化模型如下:
Find.ni,wi,
Min.
Subject to ni=0、1、2、3、4、......,ni为整数
上述优化模型中,J是修形后表面轮廓形貌函数的峰谷值,约束条件中要求转动圈数为整数。0≤di<2d,di是电极6中心从第i-1个位置移动到第i个位置需要移动的距离,d为电极6直径。
H、对心
通过X向直线导轨机构1上的滑块和Y向直线导轨机构10上的滑块分别带动工件5和电极6运动,调节工件5表面轴对称中心、电极6几何中心以及C向转台2旋转中心在XY平面内重合。
I、电极6和工件5间的间隙调整
通过Z向直线导轨机构9带动电极6向工件5表面移动,当电极6和工件5表面接触时,力传感器7发生力值示数变化,定义此位置为工件5和电极6接触。以此位置为基准,令Z向直线导轨机构9带动电极6向远离工件5表面方向运动指定距离,从而控制电极6和工件5表面的间隙大小。
J、电解液射流射速调节
通过电解液液压循环系统13,调节电解液射流流速至设定值。
K、电化学射流修形加工
打开脉冲电源11,通过运动控制器14,控制Y轴带动电极6按照仿真的轨迹移动到指定位置,控制C向转台2带动工件5在该位置以ωi的转速转动ni圈。
进一步地,步骤H的对心方法包括以下步骤:
H1、使用激光位移传感器8沿Y轴方向对C向转台2扫描,找到C向转台2在Y向任意弦的几何中心,此处弦定义为连接C向转台2边缘任意两点的线段,并将激光位移传感器8的激光测点移动到该弦的几何中心。然后控制X向直线导轨机构1,找到C向转台2在X向的几何中心。并将激光位移传感器8的激光测点移动到C向转台2的X向几何中心。此时,激光位移传感器8的激光测点与C向转台2中心一致时,位置记录为Xt、Yt。
H2、安装转接板27和电解槽4,将工件5放置于电解槽4内,通过激光位移传感器8反馈的高度信息,采用调平装置3,使工件5待加工表面和Z轴垂直。控制Y向直线导轨机构10,使用激光位移传感器8扫描工件5高度轮廓,在matlab软件中计算该轮廓曲率中心的Y坐标Yp。控制X向直线导轨机构1,使用激光位移传感器8扫描工件5高度轮廓,在matlab软件中计算该轮廓曲率中心的X坐标Xp。
H3、移动电解槽4位置Xt-Xp、Yt-Yp,使C向转台2几何中心和工件5轴对称中心对齐。
H4、移动电极6位置到Xt-(Xsm-Xs)、Yt-(Ysm-Ys),使电极6上电解液喷嘴中心正对工件5轴对称中心。
下面通过实施例对本发明的有益效果进行进一步地说明。
本发明的实施例中使用的加工材料为T2紫铜,电极采用内径φ1的镍金属圆管。
修形加工时,电解液温度控制在45℃,脉冲电源11的脉冲频率为10kHz,占空比为50%,加工电压为5V,射流速度为50mL/min。电极6定位后,在Y向共移动15次。根据仿真确定的加工参数,使工件5用不同的转速和旋转圈数相对电极6运动,加工时间52分钟。对加工后的工件5表面进行形貌测量,加工前工件5表面面形为轴对称表面,对称轴处为高点,工件5边缘处为低点,峰谷值(PV)为8.642μm,电化学射流修形加工后工件5表面面形为平面,峰谷值(PV)降低到2.491μm。
本发明不局限于本实施例,任何在本发明披露的技术范围内的等同构思或者改变,均列为本发明的保护范围。
一种高平面度金属表面电化学射流修形加工装置和方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0