








专利摘要
本实用新型涉及一种轴承套圈滚道磨床的砂轮修整装置,包括:机床安装平台、X向移动平台、Y向移动平台、砂轮电主轴、砂轮轴、绝缘联轴器、轴箱、电火花修型装置和在线电解修锐装置,其中所述机床安装平台X轴向一侧设置有X向移动平台,X向移动平台上设置有Y向移动平台,所述的砂轮轴穿设在轴箱内并通过轴箱水平设置在机床安装平台上部X轴向另一侧,所述的电火花修型装置设置在Y向移动平台上,在线电解修锐装置设置在轴箱上方。本实用新型的有益效果是:在采用在线电解修锐技术的同时,还在机床上设置了电火花修型装置,通过这两种方式的综合使用,使砂轮的修整效果达到最佳,可大幅提高砂轮的工作效率。
权利要求
1.一种轴承套圈滚道磨床的砂轮修整装置,包括:机床安装平台(2)、X向移动平台(6)、Y向移动平台(3)、砂轮电主轴(501)、砂轮轴(503)、绝缘联轴器(504)、轴箱(505)、电火花修型装置和在线电解修锐装置,其特征是:所述的机床安装平台(2)X轴向一侧设置有X向移动平台(6),X向移动平台(6)上设置有Y向移动平台(3),所述的砂轮轴(503)穿设在轴箱(505)内并通过轴箱(505)水平设置在机床安装平台(2)上部X轴向另一侧,轴箱(505)通过绝缘板设置在机床安装平台(2)上方,与砂轮轴(503)同轴的砂轮电主轴(501)通过主轴座设置在砂轮轴(503)远离X向移动平台(6)的一端,所述砂轮轴(503)的一端通过绝缘联轴器(504)与砂轮电主轴(501)的输出端绝缘且固连,砂轮轴(503)的另一端安装有砂轮(1),所述砂轮(1)为金属结合剂金刚石砂轮,所述砂轮(1)与高频脉冲电源的正极电连接,所述的电火花修型装置设置在Y向移动平台(3)上,在线电解修锐装置设置在轴箱(505)上方。
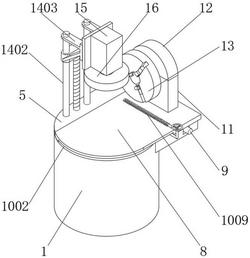
2.根据权利要求1所述的一种轴承套圈滚道磨床的砂轮修整装置,其特征是:所述的在线电解修锐装置包括X轴移动机构、绝缘支架(1102)、电解负电极(1103)和电解喷头(1104),所述X轴移动机构由安装座(1111)、导轨(1112)、直线电机(1113)和移动板(1114)构成,安装座(1111)固定设置在轴箱(505)的上端,安装座(1111)上面一端设置有直线电机(1113),另一端设置有导轨(1112),所述移动板(1114)由直线电机(1113)驱动并在导轨(1112)上运行,所述绝缘支架(1102)上端与移动板(1114)固连,下端设置有电解负电极(1103),所述电解负电极(1103)整体为紫铜制成的弧形板,电解负电极(1103)同轴设置在砂轮轴(503)的一侧并与高频脉冲电源的负极相连,所述的电解喷头(1104)穿设在绝缘支架(1102)下端,电解喷头(1104)的出口位于电解负电极(1103)与砂轮(1)之间。
3.根据权利要求2所述的一种轴承套圈滚道磨床的砂轮修整装置,其特征是:所述的绝缘支架(1102)由绝缘竖杆(1121)、导电连接板A(1122)、导电连接板B(1123)和绝缘保护环(1124)构成,绝缘竖杆(1121)的上端与X移动机构的移动板(1114)固连,绝缘竖杆(1121)的下端固连有导电连接板A(1122),导电连接板A(1122)与砂轮(1)相邻的一端水平设置有垂直的导电连接板B(1123),导电连接板A(1122)另一端与脉冲电源的负极电连接,所述导电连接板B(1123)与电解负电极(1103)固连,所述的绝缘保护环(1124)固定设置在导电连接板B(1123)与导电连接板A(1122)相交的一端,绝缘保护环(1124)整体为弧形板,其端面与电解负电极(1103)的端面相同,绝缘保护环(1124)端面中部通过螺栓与导电连接板B(1123)的端面固连,所述电解喷头(1104)穿设在绝缘保护环(1124)的圆弧面上。
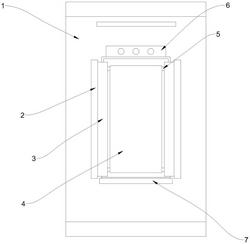
4.根据权利要求1所述的一种轴承套圈滚道磨床的砂轮修整装置,其特征是:所述的电火花砂轮整形装置包括电火花负电极(801)、电极电主轴(802)、电火花喷头(803),所述的电极电主轴(802)通过固定支座安装在Y向移动平台(3)上,电极电主轴(802)与砂轮轴(503)平行且位于同一水平面内,紫铜制成的电火花负电极(801)安装在电极电主轴(802)的输出端,电火花负电极(801)与高频脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头(803)固定设置在电火花负电极上方。
5.根据权利要求1所述的一种轴承套圈滚道磨床的砂轮修整装置,其特征是:所述的机床安装平台(2)上还设置有电火花电极修型装置,所述的电火花电极修型装置由底座(901)、刀架座(902)、刀架(903)和车刀(904)构成,底座(901)设置在机床安装平台(2)上设有的轴箱(505)一侧,其下端与安装平台(2)固连,其上端设置有刀架座(902),刀架座(902)上端面设置有T型槽,刀架(903)通过T型螺栓安装在刀架座(902)的T型槽内,所述的刀架(903)侧面设置用以容纳车刀(904)的开口槽,开口槽位于刀架(903)上部的侧壁设有用以夹紧车刀(904)的紧固螺栓。
说明书
技术领域
本实用新型涉及轴承滚道磨床的砂轮修整技术,具体是一种轴承套圈滚道磨床的砂轮修整装置。
背景技术
超硬磨料砂轮以其良好的耐磨性广泛应用于轴承的精加工中,超硬磨料砂轮修整技术是修整技术的新领域,修整技术发展至今,修整工具己形成种类丰富的系列家族,许多新的修整工具是高科技产品,修整技术的发展趋于高精、高效及自动化,给超硬磨料砂轮的修整带来了新课题。
目前,在较为先进的机床上,砂轮的修整通常包括两部分,一部分是指砂轮的修型,另一部分是指砂轮的修锐,而这两种方法在一台机床上基本使用一种修整方式,常见的修整方式有金刚石笔修整法、金刚石滚轮修整法、ELID修整法等;但这几种单一的修整方式都无法得到良好的修型效果,其中金刚石笔与金刚石滚轮法修型效果好,但无法同时得到较好的修锐效果,修型后砂轮不锋利;ELID修型法设备复杂,仅适用于金属结合剂砂轮,其应用于砂轮修锐时效果好,但修型时工具电极易损失,修型效率低。
发明内容
本实用新型的目的是提出一种轴承套圈滚道磨床的砂轮修整装置,在采用在线电解修锐技术的同时,还在机床上设置了电火花修型装置,通过这两种方式的综合使用,使砂轮的修整效果达到最佳,可大幅提高砂轮的工作效率。
为实现上述目的,本实用新型采用以下技术方案:
一种轴承套圈滚道磨床的砂轮修整装置,包括:机床安装平台、X向移动平台、Y向移动平台、砂轮电主轴、砂轮轴、绝缘联轴器、轴箱、电火花修型装置和在线电解修锐装置,其中所述机床安装平台X轴向一侧设置有X向移动平台,X向移动平台上设置有Y向移动平台,所述的砂轮轴穿设在轴箱内并通过轴箱水平设置在机床安装平台上部X轴向另一侧,轴箱通过绝缘板设置在机床安装平台上方,与砂轮轴同轴的砂轮电主轴通过主轴座设置在砂轮轴远离X向移动平台的一端,所述砂轮轴的一端通过绝缘联轴器与砂轮电主轴的输出端绝缘且固连,砂轮轴的另一端安装有砂轮,所述砂轮为金属结合剂金刚石砂轮,所述砂轮与高频脉冲电源的正极电连接,所述的电火花修型装置设置在Y向移动平台上,在线电解修锐装置设置在轴箱上方。
所述的在线电解修锐装置包括X轴移动机构、绝缘支架、电解负电极和电解喷头,所述X轴移动机构由安装座、导轨、直线电机和移动板构成,安装座固定设置在轴箱的上端,安装座上面一端设置有直线电机,另一端设置有导轨,所述移动板由直线电机驱动并在导轨上运行,所述绝缘支架上端与移动板固连,下端设置有电解负电极,所述电解负电极整体为紫铜制成的弧形板,电解负电极同轴设置在砂轮轴的一侧并与高频脉冲电源的负极相连,所述用于喷洒电解液的电解喷头穿设在绝缘支架下端,电解喷头的出口位于电解负电极与砂轮之间。
所述的绝缘支架由绝缘竖杆、导电连接板A、导电连接板B和绝缘保护环构成,绝缘竖杆的上端与X移动机构的移动板固连,绝缘竖杆的下端固连有导电连接板A,导电连接板A与砂轮相邻的一端水平设置有垂直的导电连接板B,导电连接板A另一端与脉冲电源的负极电连接,所述导电连接板B与电解负电极固连,所述的绝缘保护环固定设置在导电连接板B与导电连接板A相交的一端,绝缘保护环整体为弧形板,其端面与电解负电极的端面相同,绝缘保护环端面中部通过螺栓与导电连接板B的端面固连,所述电解喷头穿设在绝缘保护环的圆弧面上。
所述的电火花砂轮整形装置包括电火花负电极、电极电主轴、电火花喷头,所述的电极电主轴通过固定支座安装在Y向移动平台上,电极电主轴与砂轮轴平行且位于同一水平面内,紫铜制成的电火花负电极安装在电主轴的输出端,电火花电极与高频脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头固定设置在电火花负电极上方。
所述的机床安装平台上还设置有电火花电极修型装置,所述的电火花电极修型装置由底座、刀架座、刀架和车刀构成,底座设置在机床安装平台上设有的轴箱一侧,其下端与安装平台固连,其上端设置有刀架座,刀架座上端面设置有T型槽,刀架通过T型螺栓安装在刀架座的T型槽内,所述的刀架侧面设置用以容纳车刀的开口槽,开口槽位于刀架上部的侧壁设有用以夹紧车刀的紧固螺栓。
本实用新型的有益效果是:在采用在线电解修锐技术的同时,还在机床上设置了电火花修型装置,通过这两种方式的综合使用,使砂轮的修整效果达到最佳,可大幅提高砂轮的工作效率。
附图说明
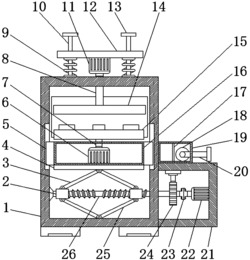
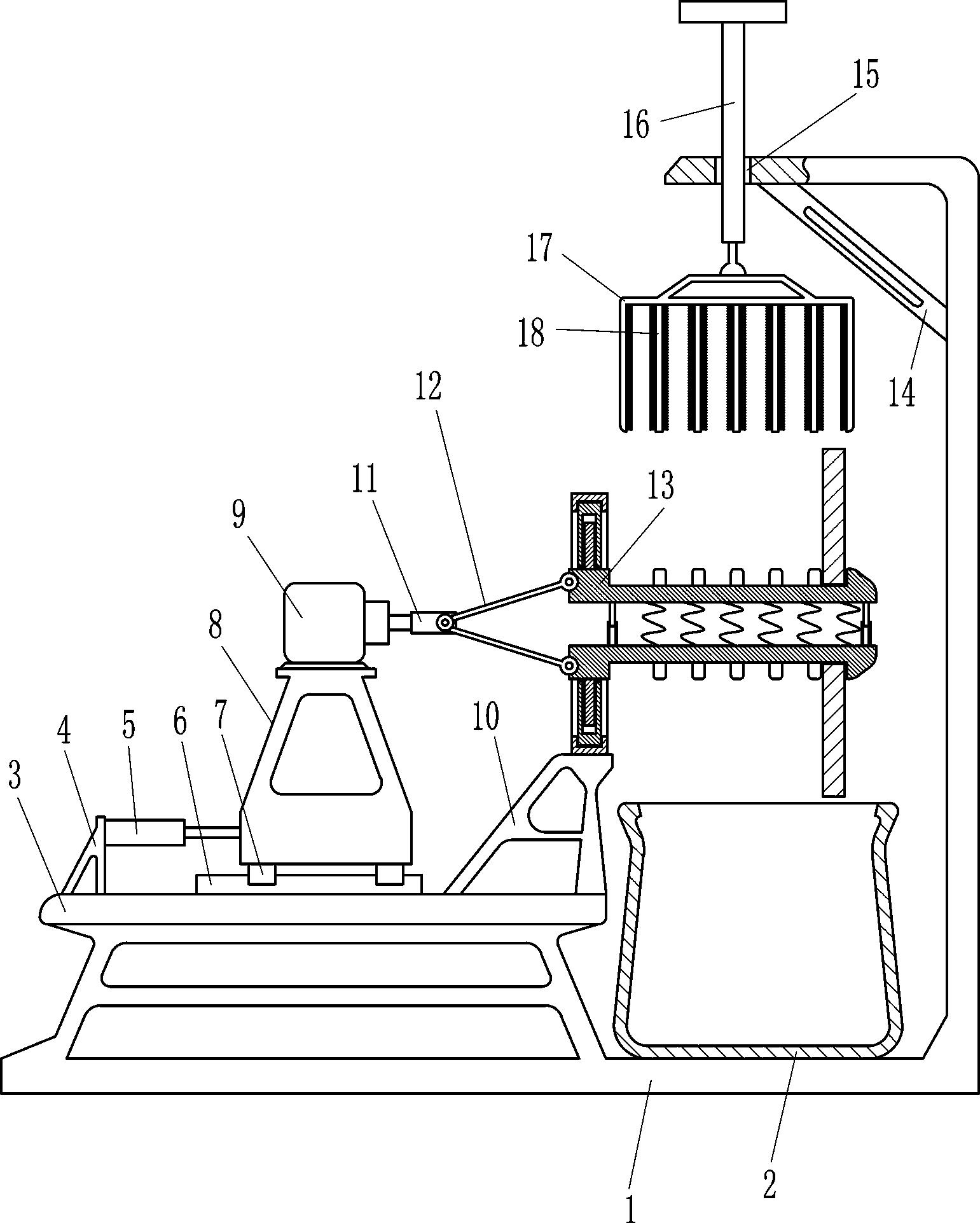
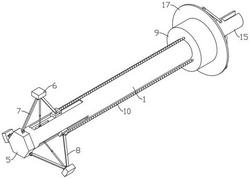
图1为本实用新型的整体结构示意图。
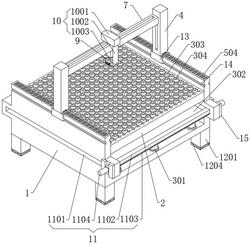
图2为整体结构的左视图。
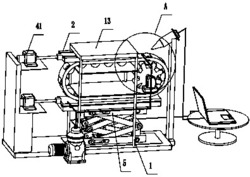
图3为电火花砂轮整形装置。
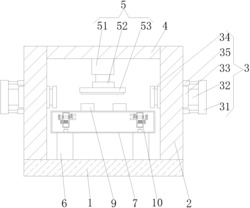
图4为绝缘支架与电解负电极连接示意图。
图5为绝缘支架的整体结构示意图。
图6为绝缘支架的下部结构示意图。
图中,1、砂轮,2、安装平台,3、Y向移动平台,
501、电主轴,503、砂轮轴,504、绝缘联轴器,505、轴箱;
6、X向移动平台;
801、电火花负电极,802、电极电主轴,803、电火花喷头;
901、底座,902、刀架座,903、刀架,904、车刀;
1102、绝缘支架,1103、电解负电极,1104、电解喷头,1111、安装座,1112、导轨,1113、直线电机,1114、移动板;
1121、绝缘竖杆,1122、导电连接板A,1123、导电连接板B,1124、绝缘保护环。
具体实施方式
下面结合说明书附图对对本实用新型作进一步的详细说明。
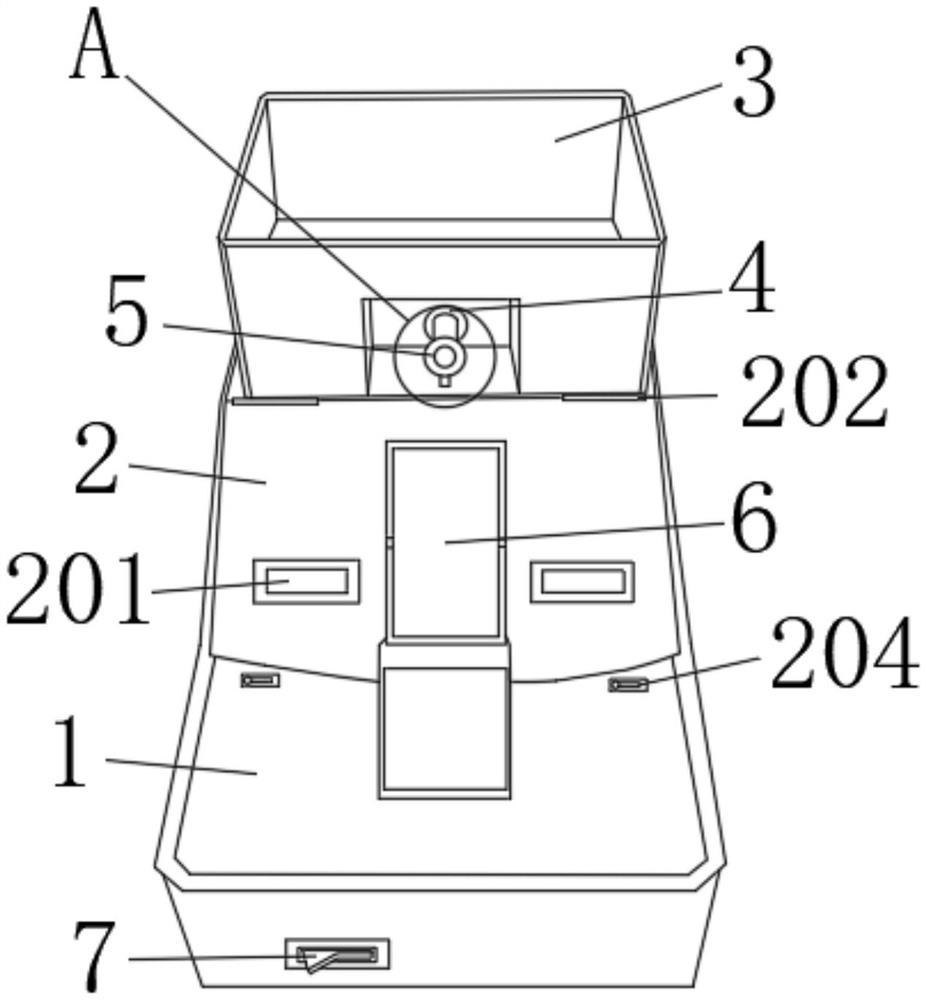
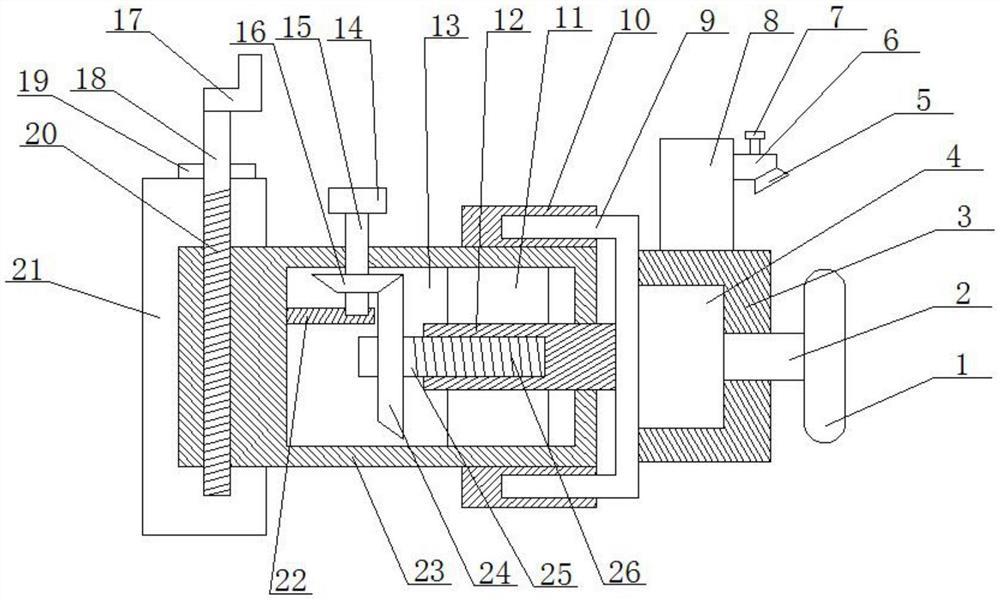
如附图1、2、3所示,一种轴承套圈滚道磨床的砂轮修整装置,包括:机床安装平台2、X向移动平台6、Y向移动平台3、砂轮电主轴501、砂轮轴503、绝缘联轴器504、轴箱505、电火花修型装置和在线电解修锐装置,其中所述机床安装平台2X轴向一侧设置有X向移动平台6,X向移动平台6上设置有Y向移动平台3,所述的砂轮轴503穿设在轴箱505内并通过轴箱505水平设置在机床安装平台2上部X轴向另一侧,轴箱505通过绝缘板设置在机床安装平台2上方,与砂轮轴503同轴的砂轮电主轴501通过主轴座设置在砂轮轴503远离X向移动平台6的一端,所述砂轮轴503的一端通过绝缘联轴器504与砂轮电主轴501的输出端绝缘且固连,砂轮轴503的另一端安装有砂轮(1),所述砂轮(1)为金属结合剂金刚石砂轮,所述砂轮1与高频脉冲电源的正极电连接,所述的电火花修型装置设置在Y向移动平台3上,在线电解修锐装置设置在轴箱505上方。
如图2、3、4所示,所述的在线电解修锐装置包括X轴移动机构、绝缘支架1102、电解负电极1103和电解喷头1104,所述X轴移动机构由安装座1111、导轨1112、直线电机1113和移动板1114构成,安装座1111固定设置在轴箱505的上端,安装座1111上面一端设置有直线电机1113,另一端设置有导轨1112,所述移动板1114由直线电机1113驱动并在导轨1112上运行,所述绝缘支架1102上端与移动板1114固连,下端设置有电解负电极1103,所述电解负电极1103整体为紫铜制成的弧形板,电解负电极1103同轴设置在砂轮轴503的一侧并与高频脉冲电源的负极相连,所述的电解喷头1104穿设在绝缘支架1102下端,电解喷头1104的出口位于电解负电极1103与砂轮(1)之间。
如图4、5、6所示,所述的绝缘支架1102由绝缘竖杆1121、导电连接板A1122、导电连接板B1123和绝缘保护环1124构成,绝缘竖杆1121的上端与X移动机构的移动板1114固连,绝缘竖杆1121的下端固连有导电连接板A1122,导电连接板A1122与砂轮(1)相邻的一端水平设置有垂直的导电连接板B1123,导电连接板A1122另一端与脉冲电源的负极电连接,所述导电连接板B1123与电解负电极1103固连,所述的绝缘保护环1124固定设置在导电连接板B1123与导电连接板A1122相交的一端,绝缘保护环1124整体为弧形板,其端面与电解负电极1103的端面相同,绝缘保护环1124端面中部通过螺栓与导电连接板B1123的端面固连,所述电解喷头1104穿设在绝缘保护环1124的圆弧面上。
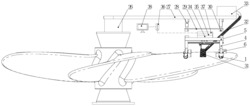
如图1、2所示,所述的电火花砂轮整形装置包括电火花负电极801、电极电主轴802、电火花喷头803,所述的电极电主轴802通过固定支座安装在Y向移动平台3上,电极电主轴802与砂轮轴503平行且位于同一水平面内,紫铜制成的电火花负电极801安装在电极电主轴802的输出端,电火花负电极801与高频脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头803固定设置在电火花负电极上方。
如图1、3所示,所述的机床安装平台上还设置有电火花电极修型装置,所述的电火花电极修型装置由底座901、刀架座902、刀架903和车刀904构成,底座901设置在机床安装平台2上设有的轴箱505一侧,其下端与安装平台2固连,其上端设置有刀架座902,刀架座902上端面设置有T型槽,刀架903通过T型螺栓安装在刀架座902的T型槽内,所述的刀架903侧面设置用以容纳车刀904的开口槽,开口槽位于刀架903上部的侧壁设有用以夹紧车刀904的紧固螺栓。
本实用新型未详述部分为现有技术。
一种轴承套圈滚道磨床的砂轮修整装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0