

IPC分类号 : B24D7/00,B24D3/00,B24D7/06,B24D11/00,B24D11/04,H01L21/304










专利摘要
本发明的目的在于提供一种研磨效率不易降低、且研磨成本相对较低的研磨材。所述研磨材具备基材、及层叠于所述基材的表面侧且含有研磨粒及其粘合剂的研磨层,并且所述研磨层在其表面具备由槽所划分的多个研磨部,且沿着研磨方向具有多个研磨部的占有面积率不同的多种区域,沿着研磨方向而邻接的一对所述区域的多个研磨部的占有面积率的差为3%以上且21%以下。所述各区域可具有可包含在俯视下直径为5cm的圆的大小。沿着研磨方向而邻接的一对区域中,一个区域中的多个研磨部的占有面积率优选为4.5%以上且9%以下,另一区域中的多个研磨部的占有面积率优选为9%以上且16%以下。
权利要求
1.一种研磨材,具备基材、及层叠于所述基材的表面侧且含有研磨粒及其粘合剂的研磨层,并且所述研磨材的特征在于:
所述研磨层在其表面具备由槽所划分的多个研磨部,且沿着研磨方向具有所述多个研磨部的占有面积率不同的多种区域,
沿着研磨方向而邻接的一对所述区域的多个研磨部的占有面积率的差为3%以上且21%以下。
2.根据权利要求1所述的研磨材,其中各所述区域具有能够包含在俯视下直径为5cm的圆的大小。
3.根据权利要求1或2所述的研磨材,其中在沿着研磨方向而邻接的一对区域中,一个区域中的多个研磨部的占有面积率为4.5%以上且9%以下,
另一区域中的多个研磨部的占有面积率为9%以上且16%以下。
4.根据权利要求1或2所述的研磨材,其中所述研磨粒为金刚石研磨粒。
5.根据权利要求1或2所述的研磨材,其中所述粘合剂的主成分为无机物。
6.根据权利要求5所述的研磨材,其中所述粘合剂含有以氧化物作为主成分的填充剂。
7.根据权利要求1或2所述的研磨材,其是用于基板的平面研磨。
说明书
技术领域
本发明涉及一种研磨材。
背景技术
近年来,硬盘(hard disk)等电子设备的精密化进步。作为此种电子设备的基板材料,考虑到可应对小型化或薄型化的刚性、耐冲击性及耐热性,大多使用玻璃。所述玻璃基板为脆性材料,因表面的损伤而机械强度明显受损。因此,关于此种基板的研磨,要求研磨速率并且损伤少的平坦化精度。
通常若欲提高精加工的平坦化精度,则存在加工时间延长的倾向,研磨速率与平坦化精度处于取舍(trade-off)的关系。因此,难以兼具研磨速率与平坦化精度。相对于此,提出有为了兼具研磨速率与平坦化精度而具有分散有研磨粒及填充剂的研磨部的研磨材(参照日本专利特表2002-542057号公报)。
然而,此种现有的研磨材若实施一定时间的研磨,则因研磨粒的钝化或研磨层表面的堵塞而研磨速率降低。为了使所述已降低的研磨速率重现,必须进行将研磨材的表面磨去而在表面出现新的面的所谓修整(dress)。在所述修整前后还需要研磨材的清扫,所述修整为需要时间的操作。修整期间,作为被研磨体的玻璃基板的研磨被中断,故对于现有的研磨材而言,由进行修整所致的研磨效率的降低大。
另外,近年来在发光二极管(Light Emitting Diode,LED)或功率元件(powerdevice)用方面,对于蓝宝石或碳化硅等具有硬脆性且化学稳定性而难以加工的基板的需要不断增加。对于此种难加工基板,相较于已确立的硅基板的研磨而需要效率更高的研磨方法。进而,此种基板由于化学稳定,故在研磨的最终步骤中进行的化学机械研磨(Chemical Mechanical Polishing,CMP)的加工中需要时间。因此,需要在作为其前步骤的研磨中尽可能减少基板表面的粗糙度或损伤,缩短CMP的加工时间。因此,在CMP的前步骤的研磨中需要高的研磨精度。
关于对所述难加工基板进行研磨的方法,例如已提出有使用金刚石浆料及研磨材的游离研磨粒研磨(参照日本专利特开2014-100766号公报)、或使游离研磨粒保持于研磨材表面的孔中而进行研磨的半固定研磨粒研磨(参照日本专利特开2002-86350号公报)。
所述现有的游离研磨粒研磨及半固定研磨粒研磨通过将金刚石用于研磨粒而实现效率高的研磨。然而,所述现有的游离研磨粒研磨及半固定研磨粒研磨必须将研磨粒不断地供给于研磨材,研磨成本高。
现有技术文献
专利文献
专利文献1:日本专利特表2002-542057号公报
专利文献2:日本专利特开2014-100766号公报
专利文献3:日本专利特开2002-86350号公报
发明内容
发明所要解决的问题
本发明是鉴于此种不良状况而成,其目的在于提供一种具有高研磨精度并且研磨效率不易降低、且研磨成本相对较低的研磨材。
解决问题的技术手段
为了解决所述问题而成的发明是一种研磨材,其具备基材、及层叠于所述基材的表面侧且含有研磨粒及其粘合剂的研磨层,其中:所述研磨层在其表面具备由槽所划分的多个研磨部,且沿着研磨方向具有所述多个研磨部的占有面积率不同的多种区域,沿着研磨方向而邻接的一对所述区域的多个研磨部的占有面积率的差为3%以上且21%以下。
对于所述研磨材而言,沿着研磨方向而邻接的一对所述区域的多个研磨部的占有面积率的差为所述范围内。因此,所述研磨材中,占有面积率小的区域在研磨中所受的研磨压力适度大。因所述研磨压力差而占有面积率小的区域先磨损,故所述研磨材在邻接的区域间产生适度的阶差。因此,在研磨时一面使被研磨体自高度小的区域向高度大的区域移动、或向其相反方向移动,一面进行研磨。因在所述区域间移动时的跨越阻力而所述研磨材的抓握(grip)力增大,且在高度大、即占有面积率大的区域中面压进一步提高。由此,所述研磨材可更有效地应用研磨时的面压,故具有高的研磨速率及平坦化精度,且因抓握力而在相对较长的期间内研磨速率不易降低。因此,所述研磨材无需频繁修整,故可实现运转(running)成本的降低或步骤管理的简化,且研磨精度及研磨效率优异。进而,无须在研磨时新供给研磨粒,故使用所述研磨材的研磨与使用游离研磨粒的研磨相比,研磨成本低。
所述各区域可具有可包含在俯视下直径为5cm的圆的大小。通过如此那样将所述各区域设为可包含在俯视下直径为5cm的圆的大小,而更可靠地获得由跨越阻力所得的抓握力增大效果。
沿着研磨方向而邻接的一对区域中,一个区域中的多个研磨部的占有面积率优选为4.5%以上且9%以下。另外,另一区域中的多个研磨部的占有面积率优选为9%以上且16%以下。通过如此那样将沿着研磨方向而邻接的一对区域的占有面积率设为所述范围内,可使研磨层难以磨损,并且可在邻接的区域间产生适度的阶差。因此,维持研磨层的耐久性,并且更可靠地获得由跨越阻力所得的抓握力增大效果。
所述研磨粒可为金刚石研磨粒。通过如此那样将所述研磨粒设为金刚石研磨粒,可提高研磨力,故可更有效地应用研磨时的面压,并且更可靠地获得由跨越阻力所得的抓握力增大效果。
所述粘合剂的主成分可为无机物。通过如此那样将所述粘合剂的主成分设为无机物,可提高研磨粒的保持力,抑制研磨粒的脱落。因此,研磨速率更不易降低。
所述粘合剂可含有以氧化物作为主成分的填充剂。通过如此那样使所述粘合剂中含有以氧化物作为主成分的填充剂,可提高所述粘合剂的弹性系数,故容易控制研磨层的磨损。因此,在研磨时在所述研磨材的邻接的区域间容易产生适度的阶差,故更可靠地获得由跨越阻力所得的抓握力增大效果。
因此,所述研磨材可适宜地用于以玻璃基板为代表的基板的平面研磨。
此处所谓研磨层所具有的“区域”,是指各研磨部的面积的偏差及槽的宽度的偏差成为3%以内的区域。再者,所谓“槽的宽度”是指邻接的一对研磨部之间的最短距离。
另外,所谓“主成分”,是指含量最多的成分,例如是指含量为50质量%以上的成分。
发明的效果
如以上所说明,本发明的研磨材的研磨精度优异并且研磨效率不易降低,且研磨成本低。因此,所述研磨材可适宜地用于电子设备等中所用的玻璃基板、或者蓝宝石或碳化硅等难加工基板的研磨。
附图说明
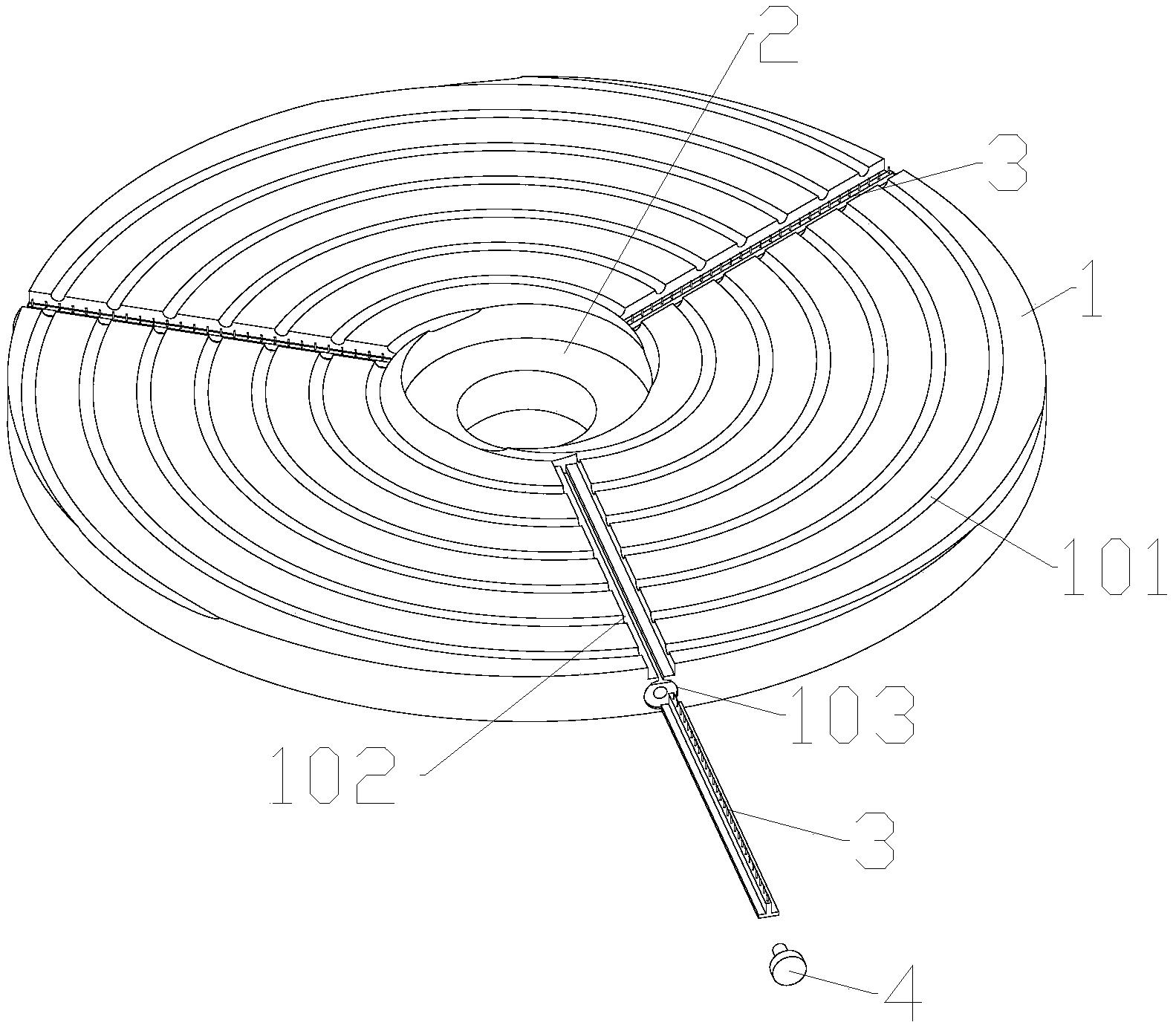
图1A为表示本发明的实施例的研磨材的示意性平面图。
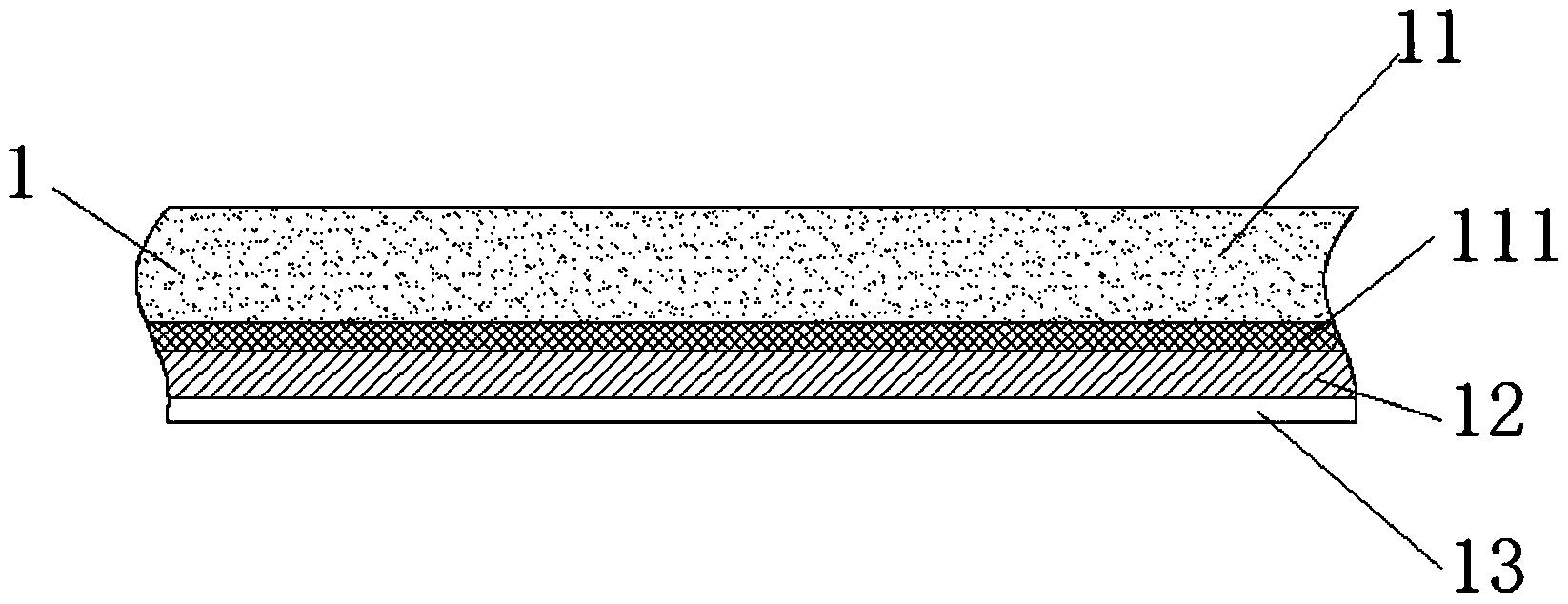
图1B为图1A的研磨材的A-A线处的示意性剖面图。
图2为表示与图1B不同的实施例的研磨材的示意性剖面图。
[符号的说明]
1、2:研磨材
10、11:基材
20:研磨层
21:研磨粒
22:粘合剂
23:槽
24:研磨部
30:接着层
40:支持体
41:支持体接着层
X1:第1区域
X2:第2区域
X3:第3区域
X4:第4区域
具体实施方式
[第1实施例]
以下,一面适当参照附图一面对本发明的第1实施例加以详述。
<研磨材>
图1A及图1B所示的所述研磨材1为圆盘状,主要具备基材10、及层叠于所述基材10的表面侧的研磨层20。另外,所述研磨材1具备层叠于基材10的背面侧的接着层30。对于所述研磨材1而言,将其配设于公知的研磨装置的研磨压盘上,利用研磨装置使其与被研磨体接触同时旋转,由此进行研磨。即,所述研磨材1的研磨方向为基材10的圆周方向。
(基材)
所述基材10为用以支持研磨层20的板状的构件。
所述基材10的材质并无特别限定,可列举:聚对苯二甲酸乙二酯(Polyethyleneterephthalate,PET)、聚丙烯(Polypropylene,PP)、聚乙烯(Polyethylene,PE)、聚酰亚胺(Polyimide,PI)、聚萘二甲酸乙二酯(Polyethylene naphthalate,PEN)、芳族聚酰胺(aramide)、铝、铜等。其中,优选为与研磨层20的接着性良好的铝。另外,也可对基材10的表面进行化学处理、电晕处理、底漆处理等提高接着性的处理。
另外,基材10可具有可挠性或延展性。通过如此那样基材10具有可挠性或延展性,所述研磨材1追随于被研磨体的表面形状,研磨面与被研磨体的接触面积增大,故研磨速率进一步提高。此种具有可挠性的基材10的材质例如可列举PET或PI等。另外,具有延展性的基材10的材质可列举铝或铜等。
另外,所述基材10的大小并无特别限制,例如可设为外径200mm以上且2022mm以下及内径100mm以上且658mm以下。
所述基材10的平均厚度并无特别限制,例如可设为75μm以上且1mm以下。在所述基材10的平均厚度小于所述下限的情形时,有所述研磨材1的强度或平坦性不足之虞。另一方面,在所述基材10的平均厚度超过所述上限的情形时,有所述研磨材1不需要地变厚而处理变困难之虞。
(研磨层)
研磨层20含有研磨粒21及其粘合剂22。另外,所述研磨层20在其表面具备由槽23所划分的多个研磨部24。
另外,所述研磨层20沿着其研磨方向、即基材10的圆周方向而依序连续具有第1区域X1、第2区域X2、第3区域X3及第4区域X4这四个区域。
所述研磨层20的平均厚度(研磨部24的平均厚度)并无特别限制,优选为25μm,更优选为30μm,进而优选为200μm。另一方面,所述研磨层20的平均厚度的上限优选为4000μm,更优选为3000μm,进而优选为2500μm。在所述研磨层20的平均厚度小于所述下限的情形时,研磨层20的磨灭变快,故有所述研磨材1的耐久性不足之虞。另一方面,在所述研磨层20的平均厚度超过所述上限的情形时,有所述研磨材1不需要地变厚而处理变困难之虞。
(研磨粒)
所述研磨粒21可列举金刚石、氧化铝、二氧化硅等的粒子。其中,优选为可获得高研磨力的金刚石研磨粒。通过如此那样将所述研磨粒21设为金刚石研磨粒,可提高研磨力,故可更有效地应用研磨时的面压,并且更可靠地获得由跨越阻力所得的抓握力增大效果。
所述研磨粒21的平均粒径的下限优选为2μm,更优选为10μm。另外,所述研磨粒21的平均粒径的上限优选为50μm,更优选为45μm。在所述研磨粒21的平均粒径小于所述下限的情形时,有研磨速率变得不充分之虞。另一方面,在所述研磨粒21的平均粒径超过所述上限的情形时,有被研磨体受到损伤之虞。此处所谓“平均粒径”,是指利用激光衍射法等所测定的体积基准的累计粒度分布曲线的50%值(50%粒径、D50)。
所述研磨粒21相对于研磨层20的含量的下限优选为3vol%(体积百分比),更优选为5vol%。另外,所述研磨粒21相对于研磨层20的含量的上限优选为55vol%,更优选为45vol%,进而优选为35vol%。在所述研磨粒21相对于研磨层20的含量小于所述下限的情形时,有研磨层20的研磨力不足之虞。另一方面,在所述研磨粒21相对于研磨层20的含量超过所述上限的情形时,有研磨层20的研磨粒21的保持力不足之虞。
(粘合剂)
所述粘合剂22的主成分可列举树脂或无机物。所述树脂例如可列举:丙烯酸系树脂、氨基甲酸酯树脂、环氧树脂、纤维素树脂、乙烯系树脂、苯氧基树脂、酚树脂、聚酯等。另外,所述无机物可列举:硅酸盐、磷酸盐、多价金属烷醇盐等。
所述粘合剂22的主成分优选为无机物。通过如此那样将所述粘合剂22的主成分设为无机物,可提高研磨层20的研磨粒21的保持力,抑制研磨粒21的脱落。因此,研磨速率更不易降低。无机物中,也优选为研磨层20的研磨粒21的保持力高的硅酸盐。
另外,在所述粘合剂22的主成分为无机物的情形时,所述粘合剂22可含有以氧化物作为主成分的填充剂。通过如此那样使所述粘合剂22中含有以氧化物作为主成分的填充剂,可增大所述粘合剂22的弹性系数,故容易控制研磨层20的磨损。因此,在研磨时在所述研磨材1的邻接的区域间容易产生适度的阶差,故更可靠地获得由跨越阻力所得的抓握力增大效果。
所述填充剂例如可列举:氧化铝、二氧化硅、氧化铈、氧化镁、氧化锆、氧化钛等氧化物及二氧化硅-氧化铝、二氧化硅-氧化锆、二氧化硅-氧化镁等复合氧化物。这些可单独使用或视需要组合使用两种以上。其中,优选为可获得高研磨力的氧化铝。
所述填充剂的平均粒径还依存于研磨粒21的平均粒径,但所述填充剂的平均粒径的下限优选为0.01μm,更优选为2μm。另一方面,所述填充剂的平均粒径的上限优选为20μm,更优选为15μm。在所述填充剂的平均粒径小于所述下限的情形时,有因由所述填充剂所得的粘合剂22的弹性系数增大效果不足而研磨层20的磨损的控制变得不充分之虞。另一方面,在所述填充剂的平均粒径超过所述上限的情形时,有填充剂妨碍研磨粒21的研磨力之虞。
另外,所述填充剂的平均粒径可小于研磨粒21的平均粒径。所述填充剂的平均粒径相对于研磨粒21的平均粒径的比的下限优选为0.1,更优选为0.2。另一方面,所述填充剂的平均粒径相对于研磨粒21的平均粒径的比的上限优选为0.8,更优选为0.6。在所述填充剂的平均粒径相对于研磨粒21的平均粒径的比小于所述下限的情形时,有因由所述填充剂所得的粘合剂22的弹性系数增大效果不足而研磨层20的磨损的控制变得不充分之虞。反之,在所述填充剂的平均粒径相对于研磨粒21的平均粒径的比超过所述上限的情形时,有填充剂妨碍研磨粒21的研磨力之虞。
所述填充剂相对于研磨层20的含量还依存于研磨粒21的含量,但所述填充剂相对于研磨层20的含量的下限优选为15vol%,更优选为30vol%。另一方面,所述填充剂相对于研磨层20的含量的上限优选为75vol%,更优选为72vol%。在所述填充剂相对于研磨层20的含量小于所述下限的情形时,有因由所述填充剂所得的粘合剂22的弹性系数增大效果不足而研磨层20的磨损的控制变得不充分之虞。反之,在所述填充剂相对于研磨层20的含量超过所述上限的情形时,有填充剂妨碍研磨粒21的研磨力之虞。
所述粘合剂22中,也可根据目的而适当含有分散剂、偶合剂、表面活性剂、润滑剂、消泡剂、着色剂等各种助剂及添加剂等。另外,所述粘合剂22的树脂也可至少一部分交联。
(槽)
所述槽23是在研磨层20的表面侧以等间隔的格子状而构成。另外,所述槽23的底面是由基材10的表面所构成。
各区域内的槽23的宽度为大致等宽。即,多个研磨部24在一个区域内在俯视下为相同的正方形状,是以大致等密度而配设。另外,关于所述槽23的宽度,后述第1区域X1及第3区域X3的槽23的宽度小于第2区域X2及第4区域X4。另外,第1区域X1的槽23的宽度与第3区域X3的槽23的宽度大致相同,第2区域X2的槽23的宽度与第4区域X4的槽23的宽度大致相同。
另外,可在将邻接的区域分割的边界上配设有槽23。通过如此那样在边界上配设槽23,因研磨而在区域间产生的阶差隔着槽23而相对向,故槽23成为缓冲区域而可抑制被研磨体的边缘缺损或破裂的产生。
槽23的宽度及间隔是以邻接的区域(第1区域X1及第2区域X2、第2区域X2及第3区域X3、第3区域X3及第4区域X4、以及第4区域X4及第1区域X1)的研磨部24的占有面积率的差成为既定范围内的方式适当设定。
具体而言,所述槽23的宽度的下限优选为0.3mm,更优选为0.5mm。另外,所述槽23的宽度的上限优选为15mm,更优选为10mm。在所述槽23的宽度小于所述下限的情形时,有因研磨而产生的研磨粉堵塞槽23之虞。另一方面,在所述槽23的宽度超过所述上限的情形时,被研磨体容易落入至槽23中,故有在研磨时被研磨体产生损伤之虞。
槽23的间隔的下限优选为2mm,更优选为3mm。另一方面,槽23的间隔的上限优选为20mm,更优选为10mm。在槽23的间隔小于所述下限的情形时,为了将研磨部24的占有面积率设为所需的范围,必须减小研磨部24的面积,有研磨部24自基材10剥离之虞。反之,在槽23的间隔超过所述上限的情形时,为了将研磨部24的占有面积率设为所需的范围,必须增大槽23的宽度,有在研磨时被研磨体落入至槽23中,被研磨体产生损伤之虞。此处所谓“槽的间隔”,是指格子间隔、即构成纵向或横向格子的平行的槽的间距。
各研磨部24的面积的下限优选为0.5mm
(研磨层的区域)
所述研磨层20具有由通过基材10表面的中心的正交的两条直线分割而成的第1区域X1、第2区域X2、第3区域X3及第4区域X4。即,所述第1区域X1、第2区域X2、第3区域X3及第4区域X4是以大致等角度间隔配设。另外,由于如上述那样构成槽,故第1区域X1及第3区域X3的占有面积率大致相同,第2区域X2及第4区域X4的占有面积率大致相同。另外,第1区域X1及第3区域X3的研磨部24的占有面积率大于第2区域X2及第4区域X4的研磨部24的占有面积率。因此,所述研磨层20以大致等角度间隔而交替具有研磨部24的占有面积率不同的两种区域。通过如此那样研磨层20以大致等角度间隔而交替具有研磨部24的占有面积率不同的两种区域,被研磨体在区域间周期性地移动,故可获得更高的平坦化精度与抑制研磨速率降低的效果。
研磨部24的占有面积率大的第1区域X1及第3区域X3的占有面积率的下限优选为9%,更优选为11%。另一方面,所述第1区域X1及第3区域X3的占有面积率的上限优选为16%,更优选为13%。在所述第1区域X1及第3区域X3的占有面积率小于所述下限的情形时,为了将与占有面积率小的第2区域X2及第4区域X4的占有面积率的差设为既定范围内,必须相对减小第2区域X2及第4区域X4的占有面积率。因此,第2区域X2及第4区域X4的研磨层20的磨损变快,故有所述研磨材1的耐久性不足之虞。反之,在所述第1区域X1及第3区域X3的占有面积率超过所述上限的情形时,在研磨时第1区域X1及第3区域X3难以磨损,与第2区域X2及第4区域X4之间的阶差变大。由此跨越阻力变得过大,故有产生被研磨体的边缘缺损或破裂之虞。
研磨部24的占有面积率小的第2区域X2及第4区域X4的占有面积率的下限优选为4.5%,更优选为6%。另一方面,所述第2区域X2及第4区域X4的占有面积率的上限优选为9%,更优选为8%。在所述第2区域X2及第4区域X4的占有面积率小于所述下限的情形时,研磨层20的磨损变快,故有所述研磨材1的耐久性不足之虞。反之,在所述第2区域X2及第4区域X4的占有面积率超过所述上限的情形时,在研磨时第2区域X2及第4区域X4难以磨损,而有难以在第1区域X1及第3区域X3与第2区域X2及第4区域X4之间产生适度的阶差之虞。因此,有容易产生研磨速率的降低之虞。
研磨部24的占有面积率大的第1区域X1及第3区域X3的占有面积率、与研磨部24的占有面积率小的第2区域X2及第4区域X4的占有面积率的差的下限为3%,更优选为4%。另一方面,所述占有面积率的差的上限为21%,更优选为12%。在所述占有面积率的差小于所述下限的情形时,有在研磨时难以在第1区域X1及第3区域X3、与第2区域X2及第4区域X4之间产生适度的阶差之虞。因此,有容易产生研磨速率的降低之虞。反之,在所述占有面积率的差超过所述上限的情形时,在研磨时在第1区域X1及第3区域X3与第2区域X2及第4区域X4之间产生的阶差变大。由此跨越阻力变得过大,故有产生被研磨体的边缘缺损或破裂之虞。
各区域的面积是由区域的分割数及基材10的大小而决定,各区域的面积的下限优选为2000mm
另外,各区域的大小优选为大于作为被研磨体的基板的大小,具体而言,所述各区域优选为具有可包含在俯视下直径为5cm的圆的大小。在各区域的大小为作为被研磨体的基板的大小以下的情形时,在被研磨体的前边缘在区域内移动时,被研磨体的后边缘位于其他的邻接区域中,跨越阻力变得不充分,故有抓握力增大效果不足之虞。
(接着层)
接着层30为将所述研磨材1固定于用以支持所述研磨材1并安装于研磨装置的支持体的层。
所述接着层30中所用的接着剂并无特别限定,例如可列举:反应型接着剂、瞬间接着剂、热熔接着剂、粘着剂等。
所述接着层30中所用的接着剂优选为粘着剂。通过使用粘着剂作为接着层30中所用的接着剂,可自支持体剥离所述研磨材1并重新贴,故容易再利用所述研磨材1及支持体。此种粘着剂并无特别限定,例如可列举:丙烯酸系粘着剂、丙烯酸-橡胶系粘着剂、天然橡胶系粘着剂、丁基橡胶系等合成橡胶系粘着剂、硅酮系粘着剂、聚氨基甲酸酯系粘着剂等。
接着层30的平均厚度的下限优选为0.05mm,更优选为0.1mm。另外,接着层30的平均厚度的上限优选为0.3mm,更优选为0.2mm。在接着层30的平均厚度小于所述下限的情形时,有接着力不足,研磨材1自支持体剥离之虞。另一方面,在接着层30的平均厚度超过所述上限的情形时,有在将所述研磨材1切割成所需形状时造成障碍等而操作性降低之虞。
<平面基板的研磨>
所述研磨材1可适宜地用于以玻璃基板为代表的平面基板的单面或双面研磨。
所述研磨材1的第5次研磨时的研磨速率相对于第1次研磨的研磨速率的比例(研磨速率维持率)的下限优选为60%,更优选为75%,进而优选为90%。在所述研磨速率维持率小于所述下限的情形时,有因研磨速率降低而研磨效率降低之虞。另一方面,所述研磨速率维持率的上限并无特别限定,越大越佳。此处所谓“研磨速率”,是指对直径5.08cm、比重3.97、c面的蓝宝石基板在研磨压力200g/cm
所述研磨材1的第1次研磨的研磨速率的下限优选为10μm/min,更优选为12μm/min,进而优选为15μm/min。在所述研磨速率小于所述下限的情形时,有研磨效率降低之虞。另一方面,所述研磨速率的上限并无特别限定。
<研磨材的制造方法>
所述研磨材1可通过准备研磨层用组合物的步骤、将研磨层用组合物印刷至基材10的表面侧的步骤、及贴附接着层30的步骤而制造。
(研磨层用组合物准备步骤)
首先,在研磨层用组合物准备步骤中,以涂敷液的形式准备含有以无机物作为主成分的粘合剂22的形成材料、填充剂及研磨粒21的研磨层用组合物。另外,为了控制涂敷液的粘度或流动性,添加水、醇等稀释剂等。
继而,在研磨层形成步骤中,使用所述研磨层用组合物准备步骤中所准备的涂敷液,在基材10的表面利用印刷法而形成由经槽23所划分的多个研磨部24所构成的研磨层20。所述研磨层20具有各为两个的研磨部24的占有面积率不同的两种区域。具体而言,对于由通过基材10表面的中心的正交的两条直线进行分割而成的4个区域,沿着研磨方向而交替地配设所述两种区域。另外,研磨层20的形成是通过准备与所述两种区域相对应的掩模,并介隔所述掩模印刷所述研磨层用组合物而进行。为了形成槽23,所述掩模具有与各区域的槽23的形状相对应的形状。所述印刷方式例如可使用网版印刷、金属掩模印刷等。
印刷后,使涂敷液加热脱水及加热硬化,由此形成研磨层20。具体而言,例如使涂敷液在室温(25℃)下干燥,在70℃以上且90℃以下的温度下加热脱水后,利用140℃以上且310℃以下的热以2小时以上且4小时以下的范围进行硬化,由此形成粘合剂22。
(接着层贴附步骤)
最后,可在接着层贴附步骤中,在所述基材10的背面贴附接着层30,获得所述研磨材1。
<优点>
对于所述研磨材1而言,沿着研磨方向而邻接的一对所述区域的多个研磨部24的占有面积率的差为所述范围内。因此,所述研磨材1中,占有面积率小的区域在研磨中所受的研磨压力适度大。因所述研磨压力差而占有面积率小的区域先磨损,故所述研磨材1在邻接的区域间产生适度的阶差。因此,在研磨时一面使被研磨体自高度小的区域向高度大的区域移动、或向相反方向移动,一面进行研磨。因在所述区域间移动时的跨越阻力而所述研磨材1的抓握力增大,且高度大、即占有面积率大的区域中面压进一步提高。由此,所述研磨材1可更有效地应用研磨时的面压,故具有高的研磨速率及平坦化精度,且因抓握力而在相对较长的期间内研磨速率不易降低。因此,所述研磨材1无须频繁进行修整,故可实现运转成本的降低或步骤管理的简化,且研磨精度及研磨效率优异。进而,无须在研磨时新供给研磨粒,故使用所述研磨材1的研磨与使用游离研磨粒的研磨相比,研磨成本低。
[第2实施例]
以下,一面适当参照附图一面对本发明的第2实施例加以详述。
图2所示的所述研磨材2为圆盘状,主要具备基材11、及层叠于所述基材11的表面侧的研磨层20。另外,所述研磨材2具备层叠于基材11的背面侧的接着层30。进而,所述研磨材2具备经由接着层30而层叠的支持体40及层叠于所述支持体40的背面侧的支持体接着层41。再者,关于与第1实施例相同的构成部件,标注相同的符号而省略说明。
(基材)
所述基材11为用以支持研磨层20的板状的构件。基材11是沿着其研磨方向而被分断成第1区域X1、第2区域X2、第3区域X3及第4区域X4。即,位于邻接区域的边界的槽的底面是由支持体40的表面所构成。通过将基材11分断成各区域,可通过分别贴合形成有研磨部24的占有面积率不同的研磨层20的多个基材11而构成所述研磨材2,故与在一个基材上形成研磨部24的占有面积率不同的区域的情形相比,容易制造所述研磨材2。
基材11的材质、大小及平均厚度可与第1实施例的基材10相同。
(支持体)
支持体40为用以支持基材11,另外将所述研磨材2固定于研磨装置的板状的构件。
所述支持体40的材质可列举:聚丙烯、聚乙烯、聚四氟乙烯、聚氯乙烯等具有热塑性的树脂或聚碳酸酯、聚酰胺、聚对苯二甲酸乙二酯等工程塑料等。通过在所述支持体40中使用此种材质,所述支持体40具有可挠性,所述研磨材2追随于被研磨体的表面形状,研磨面与被研磨体容易接触,故研磨效率提高。
所述支持体40的平均厚度例如可设为0.5mm以上且3mm以下。在所述支持体40的平均厚度小于所述下限的情形时,有支持体40的强度不足之虞。另一方面,在所述支持体40的平均厚度超过所述上限的情形时,有难以将所述支持体40安装于研磨装置之虞或所述支持体40的可挠性不足之虞。
(支持体接着层)
支持体接着层41为用以将支持体40安装于研磨装置的层。
支持体接着层41的接着剂的种类及平均厚度可与接着层30相同。
<研磨材的制造方法>
所述研磨材2可通过准备研磨层用组合物的步骤、将研磨层用组合物印刷至基材11的表面侧的步骤、将所述基材11固定于支持体40的步骤及贴附支持体接着层41的步骤而制造。
(研磨层用组合物准备步骤)
研磨层用组合物准备步骤与第1实施例中的研磨层用组合物准备步骤相同,故省略说明。
(印刷步骤)
继而,在印刷步骤中,使用所述研磨层用组合物准备步骤中准备的涂敷液,在基材11上印刷所述研磨层用组合物。
具体而言,分别准备两片基材11以用于所述研磨材2的研磨部24的占有面积率不同的两种区域。准备与此基材11相对应的掩模,介隔此掩模而印刷所述研磨层用组合物。再者,为了形成槽23,所述掩模具有与各区域的槽23的形状相对应的形状。印刷方法可与第1实施例相同。
(基材贴附步骤)
继而,在基材贴附步骤中,将形成有研磨层20的所述基材11以与所述研磨材2的各区域的形状一致的方式切断,经由接着层30而分别接着于支持体40。
(支持体接着层贴附步骤)
最后,可在支持体接着层贴附步骤中,在所述支持体40的背面贴附支持体接着层41,获得所述研磨材2。
<优点>
所述研磨材2具备支持体40,由此所述研磨材2的处理变容易。
[其他实施例]
本发明不限定于所述实施例,除了所述方案以外,能以实施了各种变更、改良的方案而实施。
所述实施例中,对研磨材为圆盘状的情形进行了说明,但研磨材的形状不限定于圆盘状。例如研磨材可设为正方形状。将研磨材设为正方形状的情形的大小并无特别限定,例如可设为一边为140mm以上且160mm以下的正方形状。
所述实施例中,将槽设为格子状,即,将研磨部的平面形状设为正方形状,但研磨部的平面形状也可不为正方形状,例如可为将四边形以外的多边形重复的形状、圆形状等。
另外,所述实施例中,设为所述多个槽部的底面为基材的表面的构成,但槽部的深度也可小于研磨层的平均厚度,槽部未到达基材的表面。在所述情形时,槽部的深度可设为研磨层的平均厚度的50%以上。在槽部的深度小于所述下限的情形时,有因磨损而槽部消失之虞,有时研磨材的耐久性差。
所述实施例中,对两种区域的占有面积率因槽的宽度而不同的情形进行了说明,但也可通过其他参数、例如槽的形状(研磨部的形状)或槽的间隔或个数等而改变占有面积率。
所述实施例中,对包含占有面积率不同的两种区域的研磨材进行了说明,但占有面积率不同的区域数不限定于两种,占有面积率不同的区域数也可为三种以上。
另外,所述实施例中,对沿着研磨方向而交替配设有多种区域的情形进行了说明,但所述多种区域的配设也可不交替。
所述实施例中,示出了将基材一分为四作为各区域的情形,但所述分割数不限定于4,也可一分为二、一分为三或一分为五以上。再者,所述分割数的下限优选为4。在所述分割数小于所述下限的情形时,被研磨体在研磨时在占有面积率不同的区域间跨越的每单位时间的次数减少,故有由跨越阻力所得的抓握力增大效果变得不充分之虞。
所述第1实施例中,对研磨材具有接着层的情形进行了说明,但接着层并非必需的构成要件,可省略。例如接着层也可位于支持体侧,另外也可使用螺丝固定等其他固定方法而固定于支持体。
所述实施例中,对槽为空间的情形进行了说明,但研磨材也可具备填充至所述槽中的填充部。所述填充部优选为以树脂或无机物作为主成分,且实质上不含研磨粒。再者,所谓“实质上不含研磨粒的填充部”,是指研磨粒的含量小于0.001vol%,优选为小于0.0001vol%。
在研磨材具备填充部的情形时,所述填充部的平均厚度相对于研磨层的平均厚度的比的下限优选为0.1,更优选为0.5,进而优选为0.8,特别优选为0.95。另一方面,所述填充部的平均厚度相对于研磨层的平均厚度的比的上限优选为1,更优选为0.98。在所述填充部的平均厚度相对于研磨层的平均厚度的比小于所述下限的情形时,有在研磨时抑制被研磨体落入至槽中的效果变得不充分之虞。反之,在所述填充部的平均厚度相对于研磨层的平均厚度的比超过所述上限的情形时,有在研磨开始时研磨层未充分与被研磨体接触之虞、或研磨压力还分散至填充层而施加于研磨层的研磨压力变得不充分之虞。此处所谓“填充部的平均厚度”,是指基材的表面与填充部的表面的距离的平均值。
实施例
以下,列举实施例及比较例对本发明加以更详细说明,但所述发明不限定于以下的实施例。
[实施例1]
准备金刚石研磨粒,使用日机装股份有限公司的“麦克奇(Microtrac)MT3300EXII”测量平均粒径。所述金刚石研磨粒的平均粒径为44μm。再者,所述研磨粒的金刚石的种类为经55质量%镍涂布的处理金刚石。
将作为粘合剂的硅酸钠(3号硅酸钠)、所述金刚石研磨粒、及作为填充剂的氧化铝(Al2O3,平均粒径12μm)混合,以金刚石研磨粒相对于研磨层的含量成为5vol%及填充剂相对于研磨层的含量成为71vol%的方式制备,获得涂敷液。
准备平均厚度300μm、外径386mm、内径148mm的圆盘状的铝板作为基材。由通过此基材表面的中心、且与邻接的直线成45度的角度的4条直线分割成8个区域,以沿着圆周方向而交替配设有占有面积率不同的两种区域的方式形成研磨层。具体而言,在占有面积率小的区域中形成研磨部的俯视形状为一边1.5mm的正方形状、且槽的宽度为3.5mm的研磨层,在占有面积率大的区域中形成研磨部的俯视形状为直径1.2mm的圆形状、且槽的宽度为3.8mm的研磨层。再者,使用与槽相对应的掩模作为印刷的图案,由此在研磨层中形成槽。另外,所述研磨部是设为规则性地排列的方块图案状。两种区域的占有面积率及其差如表1所示。再者,所述区域具有可包含在俯视下直径为8.5cm的圆的大小。
使所述涂敷液在室温(25℃)下干燥,在60℃以上且100℃以下的温度下加热脱水后,在300℃下以2小时以上且4小时以下的时间硬化。
另外,使用平均厚度1mm的硬质氯乙烯树脂板作为支持基材并固定于研磨装置的支持体,利用平均厚度130μm的粘着剂将所述基材的背面与所述支持体的表面贴合。使用双面胶带作为所述粘着剂。如此而获得实施例1的研磨材。
[实施例2]
在占有面积率小的区域中形成研磨部的俯视形状为一边1.5mm的正方形状、且槽的宽度为3.5mm的研磨层,在占有面积率大的区域中形成研磨部的俯视形状为直径1.5mm的正方形状、且槽的宽度为2.346mm的研磨层。除了所述以外,与实施例1同样地操作而获得实施例2的研磨材。
[实施例3]
将区域设为一边5mm的正方形状,在占有面积率小的区域中形成研磨部的俯视形状为直径1.69mm的正方形状、且槽的宽度为3.31mm的研磨层,在占有面积率大的区域中形成研磨部的俯视形状为直径1.2mm的正方形状、且槽的宽度为3.8mm的研磨层。除了所述以外,与实施例1同样地操作而获得实施例3的研磨材。
[实施例4]
除了将区域设为一边25mm的正方形状以外,与实施例3同样地操作而获得实施例4的研磨材。
[比较例1]
研磨层不具有占有面积率不同的区域,在作为基材的铝板的表面整个面上形成研磨部的俯视形状为直径1.5mm的正方形状、且槽的宽度为3.5mm的研磨层,除此以外,与实施例1同样地操作而获得比较例1的研磨材。
[比较例2]
除了形成研磨部的俯视形状为直径1.5mm的正方形状、且槽的宽度为3.8mm的研磨层以外,与比较例1同样地操作而获得比较例2的研磨材。
[比较例3]
除了形成研磨部的俯视形状为直径1.5mm的正方形状、且槽的宽度为2.346mm的研磨层以外,与比较例1同样地操作而获得比较例3的研磨材。
[表1]
[研磨条件]
使用所述实施例1~实施例4及比较例1~比较例3中所得的研磨材,进行蓝宝石基板的研磨。对于所述蓝宝石基板,使用直径5.08cm、比重3.97、c面的蓝宝石基板(仅经磨削(as-lap)处理)。所述研磨中,使用市售的双面研磨机。双面研磨机的载体为厚度0.4mm的环氧玻璃。关于研磨,将研磨压力设为200g/cm
<研磨速率>
在算出研磨速率时,使用进行了10分钟第1次研磨的蓝宝石基板。研磨速率是将研磨前后的基板的重量变化(g)除以基板的表面积(cm
<维持率>
研磨速率的维持率是将第5次研磨时的研磨速率除以第1次研磨时的研磨速率而算出。将结果示于表2中。
[表2]
根据表2,实施例1~实施例4的研磨材与比较例1~比较例3的研磨材相比,研磨速率同等,且研磨速率不易降低。相对于此,关于比较例1~比较例3的研磨材,由于不具有占有面积率不同的区域,故可认为无法获得由跨越阻力所得的抓握力增大效果,研磨速率的维持率降低。由此得知,实施例1~实施例4的研磨材由于具有研磨部的占有面积率不同的两种区域,故研磨速率及研磨速率维持性优异。
另外,若将实施例1~实施例2与实施例3~实施例4相比较,则实施例1~实施例2中研磨速率不易降低。由此得知,通过区域具有可包含在俯视下直径为5cm的圆的大小,研磨速率维持性更优异。
产业上的可利用性
本发明的研磨材的研磨精度优异并且研磨效率不易降低,且研磨成本低。因此,所述研磨材可适宜地用于电子设备等中所用的玻璃基板、或者蓝宝石或碳化硅等难加工基板的研磨。
研磨材专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0