










专利摘要
一种带多柱塞油缸的木竹曲面板通用模具,从上至下依次有吊梁(4)、上梁(2)、升降器(3)、多柱塞缸(5)、上模板(7)、下模板(8)、底座(10)、机架(1)和侧板(14),两侧板内壁相对安装有多柱塞缸的滑道(16)、上模板滑道(17)、横档(9),上模板通过柱塞杆(6)与多柱塞缸脱卸式连接,下模板搁架在曲面定型板(15)的上曲边上。用本通用模具压制曲面板经过四个步骤:一是按照设计要求购置、制作和装配好本通用模具,二是薄垫板的购置和使用,三是压制,四是换模。采用本通用模具制曲面板,具有模具的通用性强、技术难度小、成本低、换模方便快捷的优点,只需制出两块相同形状和尺寸的曲面定型板即成。
权利要求
1.一种带多柱塞油缸的木竹曲面板通用模具,包括机架(1)、上模、下模和油压机构,其特征是从上至下依次有吊梁(4)、上梁(2)、升降器(3)、承力块(13)、多柱塞缸(5)、上模板(7)、下模板(8)、底座(10),两侧各有一块侧板(14),两侧板内壁相对安装有多柱塞缸的滑道(16)、上模板滑道(17)、横档(9),升降器上下分别连接吊梁和多柱塞缸,多柱塞缸的每条柱塞杆上套有一个复位弹簧,柱塞杆(6)的上段圆柱形、下段窄扁条形,下端圆饼形,与上模板(7)上边侧开有的带上缺口的圆孔(18)匹配,上模板为矩形板,两端插入两侧板内侧的滑道(17)中,多块互相平行侧竖排列的钢质上模板组成上模;下模板(8)是高、长、厚相同的钢质矩形板,多块下模板(8)侧竖、同方向平行紧靠,两端搁架在两侧壁内壁横档(9)上的两块曲面定型板(15)的上曲边上,共同组成下模;多柱塞缸(5)的每缸有2n个柱塞,配有n块上模板,n为自然数;各油缸的柱塞孔(11)呈同方向有间距的叠八字排列,相对的一撇一捺上的柱塞孔数相等。
2.如权利要求1所述的带多柱塞油缸的木竹曲面板通用模具,其特征是所述的升降器(3)为活塞油缸。
3.如权利要求1或2所述的带多柱塞油缸的木竹曲面板通用模具,其特征是所述的活塞油缸(3)的活塞有效行程大于上
模板(7)的高度,其活塞的有效工件面积与油压的压强之积大于多柱塞缸(5)和其内含的最多压力油时的重量、再加上所有上模板重量和其与滑道之间的摩擦力、再加上所有柱塞杆、弹簧及其与上模板连接件的重量和,多柱塞油缸(5)满足国标中的中等压力条件,柱塞杆直径25-35 mm。
4.如权利要求1所述的带多柱塞油缸的木竹曲面板通用模具,其特征是所述的上模板的厚度为10-15mm,宽度为长度的十分之一且不小于38mm,下模板的厚度为5-10mm,宽度为长度的十分之一且不小于50mm,每块上模板的下侧边和每块下模板的上侧边均加工成无棱的弧边。
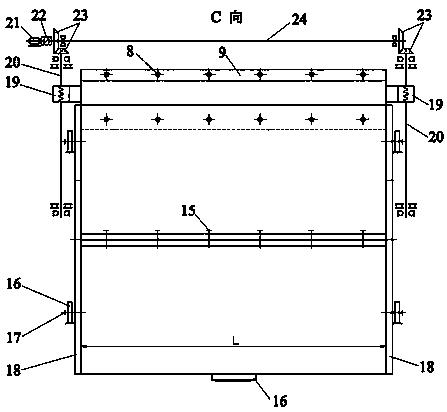
5.如权利要求1所述的带多柱塞油缸的木竹曲面板通用模具,其特征是所述的多柱塞缸(5)的配套油路从下至上依次由油箱(19)、变量泵(20)、电控油压表(21)、溢流阀(22)、节流阀(23)、电磁换向阀(24)、多柱塞缸开关(25)、活塞油缸开关(26)、活塞油缸(3)和各多柱塞油缸(5)经管接头和油管连接成。
6.一种用权利要求1所述的通用模具压制木竹曲面板的方法,其特征是按如下步骤进行:
(1)按设计要求购置、制作和装配好本通用模具,其中多柱塞缸外协,委托有资质的生产油缸的企业制作;
(2)薄垫板的购置和使用:按众上模板整齐侧竖紧密排列成的上模底面的矩形面积尺寸,购置相同面积的、厚度为(1.0-1.5)mm±0.1mm的不锈钢薄板两块,分别作待加工木竹板的上、下垫板;
(3)压制:接通油路,设定好油压表的油压值范围,起始时,电磁换向阀的线圈都不通电,电磁换向阀居中,起动油泵的驱动电机,油路中的油通过换向阀回流入油箱,多柱塞缸开关关闭,多柱塞油缸的油路封闭,打开活塞油缸开关,电磁换向阀右边线圈通电,电磁换向阀居于右位,油路中的油通过节流阀和电磁换向阀流入活塞油缸下缸,上缸的油液回流入油箱,活塞上行,即通过升降器提升多柱塞缸至最高位置,上模与下模的压制面分开至最大间距,按设计要求换上两侧的曲面定形板,依次紧密地安装下模板,再在下模板上垫上下垫板,再铺进待加工成曲面板的木竹板,再在其上面盖上上垫板,电磁换向阀左边线圈通电,电磁换向阀居于左位,油路中的油流入活塞油缸上缸,下缸的油回流入油箱,活塞下行,即通过作为升降器的活塞油缸将多柱塞缸下移至工作位置,装上可拆装式承力块,关闭升降器开关,打开多柱塞缸开关,压力油通过节流阀和电磁换向阀进入多柱塞缸,压力油流量由节流阀调节,油压由溢流阀调节,压力油推动多柱塞杆下行,各块上模板两端均沿各自的滑道下行,并通过上模板作用在待加工的木竹板上,并与下模板上的下垫板一起使木竹板弯曲成型,直至电控油压表的压力到达设定值,电磁换向阀的线圈断电,阀芯处于中间位置,压力回油箱,当多柱塞油缸中油液压力低于调定压力时,电控压力表使换向阀左侧线圈通电,压力油对多柱塞缸补压,直到木竹件弯曲成型,换向阀线圈断电,多柱塞缸中油液通过电磁换向阀回油箱,多柱塞油缸中的柱塞在复位弹簧的作用下缩回至最高位置,上模板上移,将上垫板、已加工成的木竹曲面板和下垫板卸出即成;
(4)换模:当上模板和/或下模板磨损严重,待加工成曲面板的木竹件的曲面形状改变等情况时,要安排换模,上下模磨损严重的换模,取掉承力块,通过升降器使多柱塞缸上升至高位,逐块抽出下模板后,再将上模中需换走的上模板脱离柱塞下端圆饼与带上缺口的圆孔的嵌入关系,顺其滑道往下拉出,再换上相应的新的上模板和/或下模板即可,若只是需加工的曲面板形状改变,且上下模的各模板完好,则只要先抽出全部下模板后,再抽出下模板两端的曲面定型板,换入按新曲面要求设计的带有与新曲面横截面线一致的上曲边的曲面定型板两块,在原位上相对安装好,再将众下模板搁架复位即可;上模板或曲面定型板需调换时,需同时卸出下模板,只调换下模板时,就只卸下下模板即可。
说明书
技术领域
本发明涉及一种木竹板加工设备及方法,具体是压制木竹人造曲面板的通用模具及压制方法。
背景技术
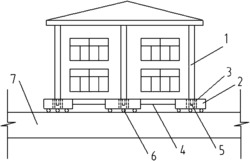
木竹人造板用作生产家具时,往往需将平面板压制成曲面板,随着外形设计的不同要求,曲面板的曲率及形状不同,有时还需改变。如椅子的坐板、扶板及靠板的形状和尺寸各不相同,大人用与儿童用的不同,家用与公共场所用的不同等。长期以来都是采用形状与尺寸一一匹配的上、下模压制而成,一副模具压制一种固定形状及尺寸的曲面板,换一种形状或尺寸的曲面板,必须另开一副模具,另行压制才行。这会造成不同的模具在室内堆积,占室内空间多、开模具成本高、耽误工时多,模具制作的技术难度大。
发明内容
本发明要解决的技术问题是提供一种带多柱塞油缸的木竹曲面板通用模具及压制方法。
解决上述技术问题所采用的技术方案如下:
本带多柱塞油缸的木竹曲面板通用模具,包括机架、上模、下模和油压机构,其特征是从上至下依次有吊梁、上梁、升降器、承力块、多柱塞缸、上模板、下模板、底座,两侧各有一块侧板,两侧板内壁相对安装有多柱塞缸的滑道、上模板滑道、横档,升降器上下分别连接吊梁和多柱塞缸,多柱塞缸的每条柱塞杆上套有一个复位弹簧,柱塞杆的上段圆柱形、下段窄扁条形,下端圆饼形,与上模板上边侧开有的带上缺口的圆孔匹配,上模板为矩形板,两端插入两侧板内侧的滑道中,多块互相平行侧竖排列的钢质上模板组成上模;下模板是高、长、厚相同的钢质矩形板,多块下模板侧竖、同方向平行紧靠,两端搁架在两侧壁内壁横档上的两块曲面定型板的上曲边上,共同组成下模;多柱塞缸的每缸有2n个柱塞,配有n块上模板,n为自然数;各油缸的柱塞孔呈同方向有间距的叠八字排列,相对的一撇一捺上的柱塞孔数相等。
所述的升降器为活塞油缸。
所述的活塞油缸的活塞有效行程大于上模板的高度,其活塞的有效工件面积与油压的压强之积大于多柱塞缸和其内含的最多压力油时的重量、再加上所有上模板重量和其与滑道之间的摩擦力、再加上所有柱塞杆、弹簧及其与上模板连接件的重量和,多柱塞油缸满足国标中的中等压力条件,柱塞直径25-35 mm。
所述的上模板的厚度为10-15mm,宽度为长度的十分之一且不小于38mm,下模板的厚度为5-10mm,宽度为长度的十分之一且不小于50mm,每块上模板的下侧边和每块下模板的上侧边均加工成无棱的弧边。
所述的多柱塞缸的配套油路从下至上依次由油箱、变量泵、电控油压表、溢流阀、节流阀、电磁换向阀、多柱塞缸开关、活塞油缸开关、活塞油缸和各多柱塞油缸经管接头和油管连接成。
用本通用模具压制木竹曲面板的方法按如下步骤进行:
(1)按设计要求购置、制作和装配好本通用模具,其中多柱塞缸外协,委托有资质的生产油缸的企业制作;
(2)薄垫板的购置和使用:按众上模板整齐侧竖紧密排列成的上模底面的矩形面积尺寸,购置相同面积的、厚度为(1.0-1.5)mm±0.1mm的不锈钢薄板两块,分别作待加工木竹板的上、下垫板;
(3)压制:接通油路,设定好油压表的油压值范围,起始时,电磁换向阀的线圈都不通电,电磁换向阀居中,起动油泵的驱动电机,油路中的油通过换向阀回流入油箱,多柱塞缸开关关闭,多柱塞油缸的油路封闭,打开活塞油缸开关,电磁换向阀右边线圈通电,电磁换向阀居于右位,油路中的油通过节流阀和电磁换向阀流入活塞油缸下缸,上缸的油液回流入油箱,活塞上行,即通过升降器提升多柱塞缸至最高位置,上模与下模的压制面分开至最大间距,按设计要求换上两侧的曲面定形板,依次紧密地安装下模板,再在下模板上垫上下垫板,再铺进待加工成曲面板的木竹板,再在其上面盖上上垫板,电磁换向阀左边线圈通电,电磁换向阀居于左位,油路中的油流入活塞油缸上缸,下缸的油回流入油箱,活塞下行,即通过作为升降器的活塞油缸将多柱塞缸下移至工作位置,装上可拆装式承力块,关闭升降器开关,打开多柱塞缸开关,压力油通过节流阀和电磁换向阀进入多柱塞缸,压力油流量由节流阀调节,油压由溢流阀调节,压力油推动多柱塞杆下行,各块上模板两端均沿各自的滑道下行,并通过上模板作用在待加工的木竹板上,并与下模板上的下垫板一起使木竹板弯曲成型,直至电控油压表的压力到达设定值,电磁换向阀的线圈断电,阀芯处于中间位置,压力回油箱,当多柱塞油缸中油液压力低于调定压力时,电控压力表使换向阀左侧线圈通电,压力油对多柱塞缸补压,直到木竹件弯曲成型,换向阀线圈断电,多柱塞缸中油液通过电磁换向阀回油箱,多柱塞油缸中的柱塞在复位弹簧的作用下缩回至最高位置,上模板上移,将上垫板、已加工成的木竹曲面板和下垫板卸出即成;
(4)换模:当上模板和/或下模板磨损严重,待加工成曲面板的木竹件的曲面形状改变等情况时,要安排换模,上下模磨损严重的换模,取掉承力块,通过升降器使多柱塞缸上升至高位,逐块抽出下模板后,再将上模中需换走的上模板脱离柱塞下端圆饼与带上缺口的圆孔的嵌入关系,顺其滑道往下拉出,再换上相应的新的上模板和/或下模板即可,若只是需加工的曲面板形状改变,且上下模的各模板完好,则只要先抽出全部下模板后,再抽出下模板两端的曲面定型板,换入按新曲面要求设计的带有与新曲面横截面线一致的上曲边的曲面定型板两块,在原位上相对安装好,再将众下模板搁架复位即可;上模板或曲面定型板需调换时,需同时卸出下模板,只调换下模板时,就只卸下下模板即可。
本发明的有益效果是:模具的通用性强,技术难度相对小,成本低,另换曲面定型板的速度快,对工时耽误少,调换下的物件堆放空间小。
附图说明
图1为本通用模具结构示意图。
图2为图1的A-A视图即四油缸及其多柱塞孔布局示意图。
图3为图1的B-B视图即柱塞、上模板、曲面定型板位置关系图。
图4为多柱塞缸滑道和上模板滑道位置关系图。
图5为四个多柱塞油缸和一个活塞油缸的油路连接关系图。
图6、7为上模板的正视与侧视图。
具体实施方式
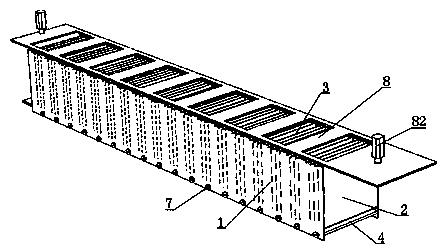
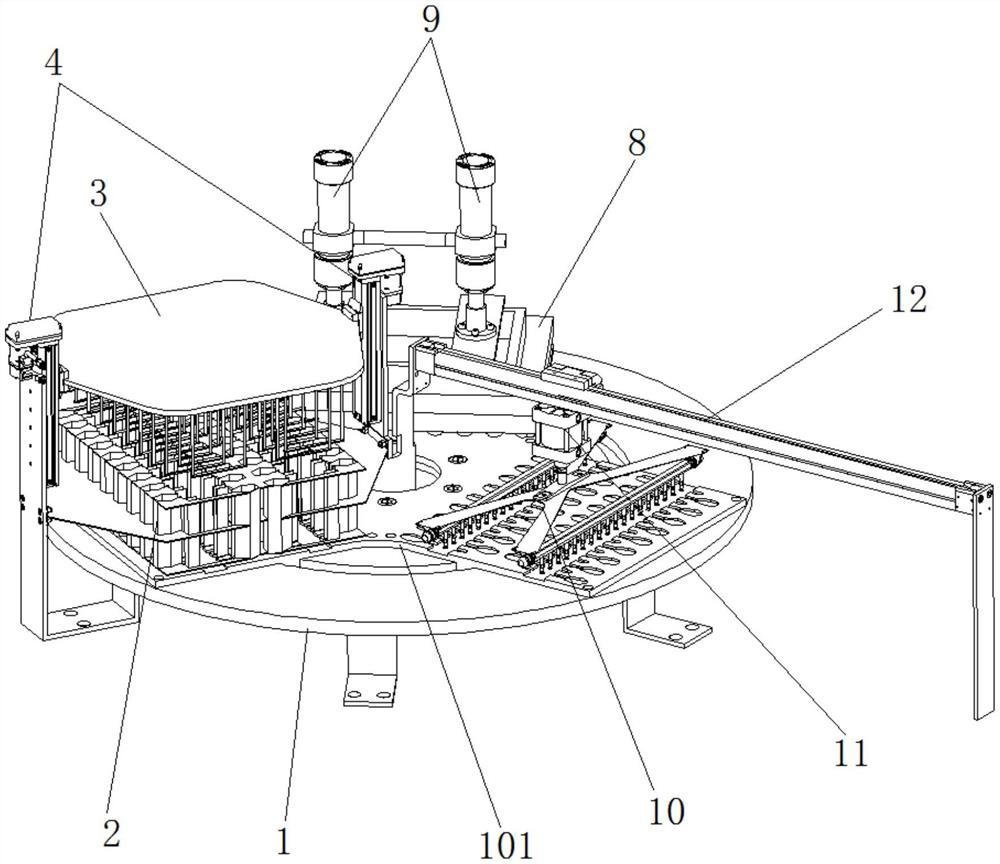
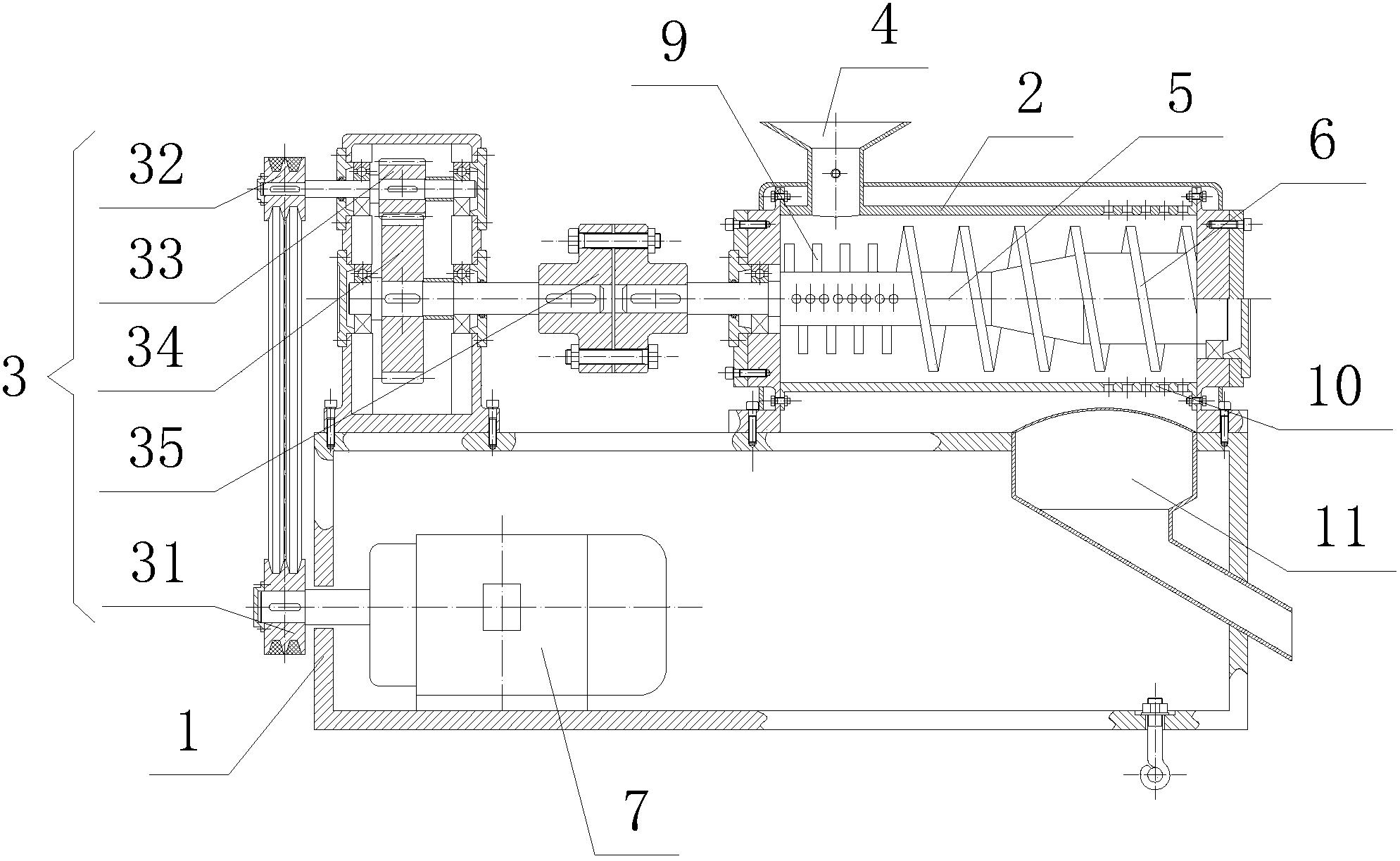
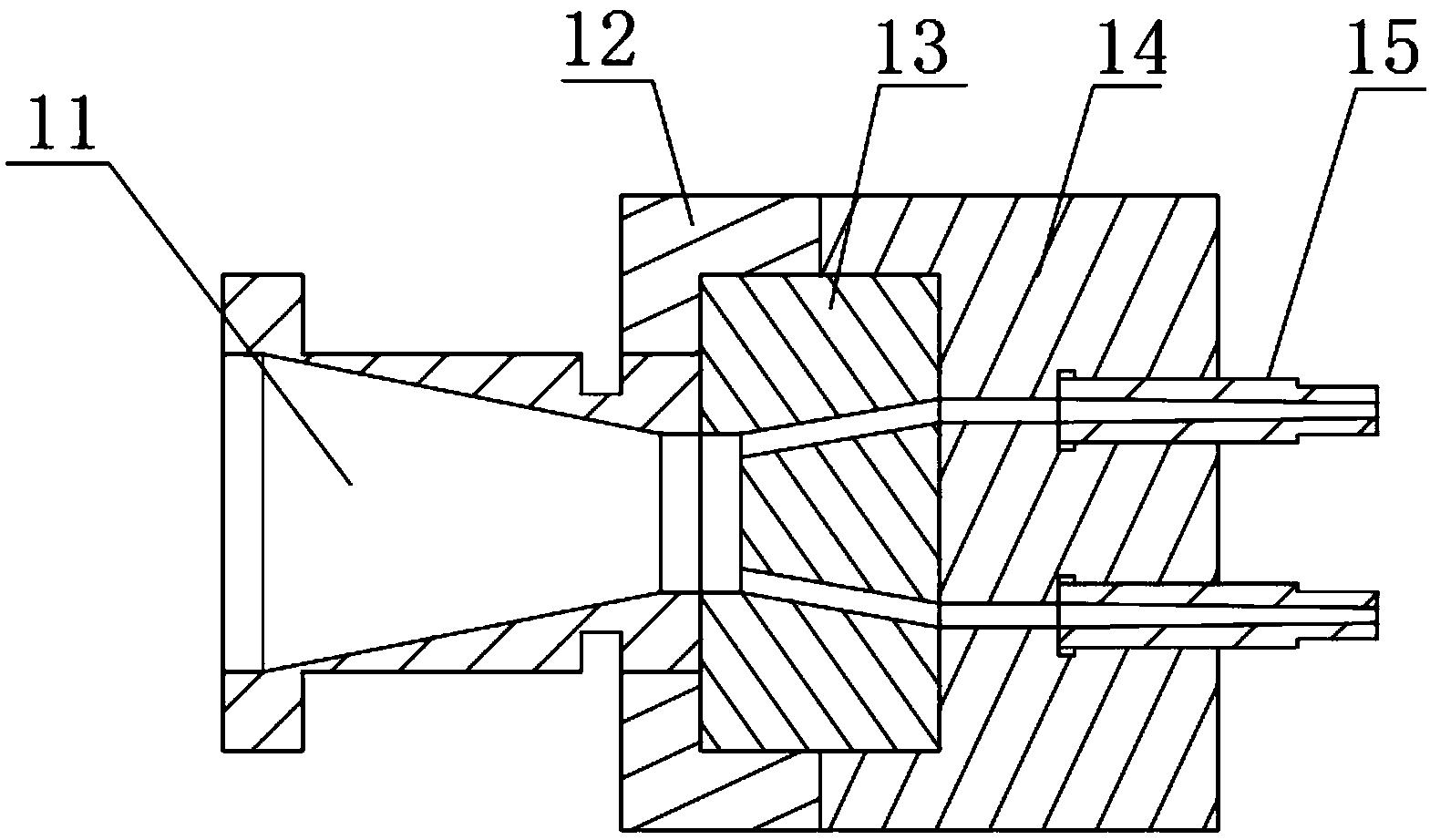
本发明下面结合实施例并参照附图予以详述:参见图1-7,本带多柱塞油缸的木竹曲面板通用模具,包括机架、上模、下模和油压机构,从上至下依次有吊梁4、上梁2、升降器3、承力块13、多柱塞缸5、上模板7、下模板8、底座10,两侧各有一块侧板14,两侧板内壁相对安装有多柱塞缸的滑道16、上模板滑道17、横档9,升降器上下分别连接吊梁和多柱塞缸,多柱塞缸的每条柱塞杆上套有一个复位弹簧,柱塞杆6的上段圆柱形、下段窄扁条形,下端圆饼形,与上模板7上边侧开有的带上缺口的圆孔18匹配,上模板为矩形板,两端插入两侧板内侧的滑道17中,多块互相平行侧竖排列的钢质上模板组成上模;下模板8是高、长、厚相同的钢质矩形板,多块下模板8侧竖、同方向平行紧靠,两端搁架在两侧壁内壁横档9上的两块曲面定型板15的上曲边上,共同组成下模;多柱塞缸5的每缸有2n个柱塞,配有n块上模板,n为自然数;各油缸的柱塞孔11呈同方向有间距的叠八字排列,八字相对的一撇一捺上的柱塞孔数相等。
所述的升降器3为活塞油缸。
所述的活塞油缸3的活塞有效行程大于上模板7的高度,其活塞的有效工件面积与油压的压强之积大于多柱塞缸5和其内含的最多压力油时的重量、再加上所有上模板重量和其与滑道之间的摩擦力、再加上所有柱塞杆、弹簧及其与上模板连接件的重量和,多柱塞油缸5满足国标中的中等压力条件,柱塞杆直径25-35 mm。
所述的上模板的厚度为10-15mm,宽度为长度的十分之一且不小于38mm,下模板的厚度为5-10mm,宽度为长度的十分之一且不小于50mm,每块上模板的下侧边和每块下模板的上侧边均加工成无棱的弧边。
所述的多柱塞缸5的配套油路从下至上依次由油箱19、变量泵20、电控油压表21、溢流阀22、节流阀23、电磁换向阀24、多柱塞缸开关25、活塞油缸开关26、活塞油缸3和各多柱塞油缸5经管接头和油管连接成。
本通用模具压制木竹曲面板的方法按如下步骤进行:
(1)按设计要求购置、制作和装配好本通用模具,其中多柱塞缸外协,委托有资质的生产油缸的企业制作;
(2)薄垫板的购置和使用:按众上模板整齐侧竖紧密排列成的上模底面的矩形面积尺寸,购置相同面积的、厚度为(1.0-1.5)mm±0.1mm的不锈钢薄板两块,分别作待加工木竹板的上、下垫板;
(3)压制:接通油路,设定好油压表的油压值范围,起始时,电磁换向阀的线圈都不通电,电磁换向阀居中,起动油泵的驱动电机,油路中的油通过换向阀回流入油箱,多柱塞缸开关关闭,多柱塞油缸的油路封闭,打开活塞油缸开关,电磁换向阀右边线圈通电,电磁换向阀居于右位,油路中的油通过节流阀和电磁换向阀流入活塞油缸下缸,上缸的油液回流入油箱,活塞上行,即通过升降器提升多柱塞缸至最高位置,上模与下模的压制面分开至最大间距,按设计要求换上两侧的曲面定形板,依次紧密地安装下模板,再在下模板上垫上下垫板,再铺进待加工成曲面板的木竹板,再在其上面盖上上垫板,电磁换向阀左边线圈通电,电磁换向阀居于左位,油路中的油流入活塞油缸上缸,下缸的油回流入油箱,活塞下行,即通过作为升降器的活塞油缸将多柱塞缸下移至工作位置,装上可拆装式承力块,关闭升降器开关,打开多柱塞缸开关,压力油通过节流阀和电磁换向阀进入多柱塞缸,压力油流量由节流阀调节,油压由溢流阀调节,压力油推动多柱塞杆下行,各块上模板两端均沿各自的滑道下行,并通过上模板作用在待加工的木竹板上,并与下模板上的下垫板一起使木竹板弯曲成型,直至电控油压表的压力到达设定值,电磁换向阀的线圈断电,阀芯处于中间位置,压力回油箱,当多柱塞油缸中油液压力低于调定压力时,电控压力表使换向阀左侧线圈通电,压力油对多柱塞缸补压,直到木竹件弯曲成型,换向阀线圈断电,多柱塞缸中油液通过电磁换向阀回油箱,多柱塞油缸中的柱塞在复位弹簧的作用下缩回至最高位置,上模板上移,将上垫板、已加工成的木竹曲面板和下垫板卸出即成;
(4)换模:当上模板和/或下模板磨损严重,待加工成曲面板的木竹件的曲面形状改变等情况时,要安排换模,上下模磨损严重的换模,取掉承力块,通过升降器使多柱塞缸上升至高位,逐块抽出下模板后,再将上模中需换走的上模板脱离柱塞下端圆饼与带上缺口的圆孔的嵌入关系,顺其滑道往下拉出,再换上相应的新的上模板和/或下模板即可,若只是需加工的曲面板形状改变,且上下模的各模板完好,则只要先抽出全部下模板后,再抽出下模板两端的曲面定型板,换入按新曲面要求设计的带有与新曲面横截面线一致的上曲边的曲面定型板两块,在原位上相对安装好,再将众下模板搁架复位即可;上模板或曲面定型板需调换时,需同时卸出下模板,只调换下模板时,就只卸下下模板即可。
图1中显示出多块侧竖、紧密平行安装的下模板8的排列情况,并显示了多柱塞杆6与上模板7的连接情况,图2显示由四个多柱塞缸即A、B、C、D缸组合成的组合多柱塞缸5,该缸可按需选择不同的组合缸数,压小件的,单缸也可用。每缸的多柱塞孔11呈有间距的叠八字排列,一个八字的一撇一捺中的柱塞孔11的个数相等,各有一个柱塞孔中伸出的柱塞杆下端与对应的一块上模板7上的圆孔18相嵌合,图中的虚线表示两块上模板与四个柱塞孔的对应匹配关系(在A-A剖视中不可能显示,但为说明,额外添加,因此用虚线表示)。图3显示多柱塞杆6、众上模板7和众下模板8的位置排列,还显示侧板14和曲面定型板15所处位置的情况。图5显示四个多柱塞缸5和一个活塞油缸3的油路连接关系,多柱塞缸是一种新的改进型油压缸,对油压必须进行控制,才用图和文字来说明,至于用来升降多柱塞缸的升降器而言,既可用螺杆升降,也可用活塞油缸升降,图中以活塞油缸为例进行升降。图6显示上模板结构。图7为图6的侧视图,显示下边缘成圆弧形边。对于下模而言,其上边成弧形边。图中的承力块13可拆装式地安装在多柱塞油缸上方机架的四条立柱上,承受多柱塞杆下行施压时该油缸的后座力,避免压力损失。
众多方形且长宽高一致、互相平行侧竖紧靠的下模板的两端均搁架在下模板两端侧的曲面定型板的上曲边上,从而使众多下模板一起组合成的顶面的横剖面线与曲面定型板的上曲边线一致,即曲面定型板的上曲边线的走向和曲率决定着曲面板的曲面走向与相对应处的曲率。因此,改变加工曲面板的形状和曲率,只需替换相对安装、相同设计的两块曲面定型板即可,如果欲加工出较长的曲面板,可用一字排开的多个本通用模具分段压制拼接,无论加工的曲面板的形状、尺寸作何变化,均不必另开上下模具,只需调换两块相对安装的曲面定型板便可,而曲面定型板只需对上曲边线作精细加工,方便、技术难度小、成本低、耽误工时少、收集换下的曲面定型板所占室内空间少。
带多柱塞油缸的木竹曲面板通用模具及压制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0