

IPC分类号 : C25F3/08,B08B3/12,B32B37/06,B32B37/10,B32B15/00,B32B15/14,B32B9/00,B32B9/04,B32B33/00








专利摘要
本发明公开了一种提高层间强度的纤维金属层合板制备方法,该方法能够制备出表面具有纳米级整齐孔洞结构的钛合金板材。经此工艺处理后的钛合金表面具有较大的粗糙度和较好的润湿性能,能与环氧树脂很好的粘接,形成牢固的界面层和较强的机械钩连从而使钛合金和环氧树脂具有很高的粘接强度。从钛合金‑环氧树脂的单搭接测试中可以发现,处理后的样品比未处理的样品层间剪切强度提升70%。将该方法与较为成熟的钛合金NATES阳极氧化表面处理工艺进行比较,在单搭接实验中该方法的层间剪切强度比NATES方法提升22%。该表面处理技术能广泛应用于钛合金钣金件的胶结、Ti/CFRP纤维金属层合板的制造,具有较强的实用价值。
权利要求
1.一种提高层间强度的纤维金属层合板制备方法,其特征在于:包括如下步骤:
(1)对待处理钛合金工件表面前处理,包括砂纸打磨、除油和除氧化膜;
(2)以乙二醇作为溶剂,氟化铵和水作为溶质,配置电解液;
(3)以石墨或钛板作为阴极,待处理钛合金工件作为阳极,进行电刻蚀,整个电刻蚀过程在常温以及恒定电压下进行,刻蚀时间为30~50分钟,至表面金属光泽消失;
(4)将步骤(3)电刻蚀后的钛合金工件取下,分别在乙醇和水中清洗干净;
(5)将步骤(4)中的钛合金工件进行热处理;
(6)将步骤(5)中热处理后得到的钛合金工件超声清洗,洗去表面脱落的白色二氧化钛,直至表面疏松层全部脱落露出蓝灰色钛合金表面;
(7)将步骤(6)中的钛合金工件与碳纤维预浸料分别记为Ti和CFRP,并按照[Ti/CFRP/Ti/CFRP/Ti]或[Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti] 的顺序铺贴成型,经热压固化制备成纤维金属层合板。
2.根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(2)电解液中氟化铵的含量应控制在0.7~2%之间,水的含量应控制在1.4~3%之间。
3. 根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(3)中所述电刻蚀过程中,恒定电压应控制在30~50 V之间。
4. 根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(3)中所述电刻蚀过程中,电流密度应不大于0.012 A/cm
5. 根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(3)中所述电刻蚀过中,阳极和阴极之间距离保持在2 cm。
6.根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(5)中所述热处理为将钛合金工件在马弗炉中,500℃下热处理10小时。
7. 根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(6)中所述脱落的疏松层化学式为TiO
8.根据权利要求1所述的纤维金属层合板制备方法,其特征在于:步骤(7)中所述的热压固化过程所用的热压设备为热压罐或平板硫化机。
说明书
技术领域
本发明涉及一种纤维金属层合板的制造方法,尤其涉及一种能有效提升钛合金与树脂粘接强度的钛合金表面处理工艺。
背景技术
纤维金属层合板(Fiber Metal Laminates,FMLs)是一种将纤维增强树脂基材料和金属薄板进行一定顺序层叠铺放后,经一定压力温度固化成型的一种混杂结构复合层板。该结构层板因包含树脂纤维和金属两种不同特性的材料,使得兼具这两种材料的优点;既具有较高的力学强度和模量,又具有较轻的质量和较大的损伤容限。纤维金属层板因相较于传统金属材料具有众多的优势,在对材料有较高要求的航空工业领域获得较大的发展和应用。目前国外如A380、波音787和C130等多种型号商业或军用飞机都大量采用了纤维金属层板作为其机体结构材料,且使用量也稳步攀升。
纤维金属层板最初由荷兰Delft大学的学者首次提出,第一代纤维金属层板结构由铝合金薄板和芳纶纤维增强树脂材料复合而成;之后又相继发展出了由铝合金和玻璃纤维增强树脂材料复合的第二代纤维金属层板结构,由铝合金和碳纤维增强树脂材料复合的第三代纤维金属层板结构,以及由钛合金和碳纤维增强树脂材料复合而来的第四代纤维金属层板结构。最新一代的纤维金属层板结构,由于使用钛合金取代了铝合金,因而具有更优秀的力学性能、耐腐蚀性能、高温耐受性以及阻燃性能。虽然纤维金属层板相对传统单一属性材料具有众多优势,但是由于该结构金属-树脂堆叠层数多,金属-树脂粘接界面相对面积占比较大,因此该结构在使用过程中容易出现结构分层现象。寻找能有效提升金属与树脂之间粘接强度的办法是解决纤维金属层合板层间性能较弱,较易出现分层等问题的有效手段。
目前增强钛合金和树脂之间的粘结强度的方法有多种,大多数的方法都是通过对金属表面的处理增加表面粗糙度,增加金属与树脂接触的有效面积来提升粘接强度;而从金属表面微结构的调整入手,增加机械互锁结构来提升粘接强度的研究却较少。
有鉴于上述的内容,申请人积极加以研究创新,以期开发出针对钛合金薄板的新的表面处理工艺,来提升金属与树脂间的粘接强度,使得用该方法制造的纤维金属层合板更加具有产业上的应用价值。
发明内容
为了解决上述技术问题,本发明提供一种提高层间强度的纤维金属层合板制备方法。
本发明具体采用的技术方案如下:
一种提高层间强度的纤维金属层合板制备方法,其包括如下步骤:
(1)对待处理钛合金工件表面前处理,包括砂纸打磨、除油和除氧化膜;
(2)以乙二醇作为溶剂,氟化铵和水作为溶质,配置电解液;
(3)以石墨或钛板作为阴极,待处理钛合金工件作为阳极,进行电刻蚀,整个电刻蚀过程在常温以及恒定电压下进行,刻蚀时间为30~50分钟,至表面金属光泽消失;
(4)将步骤(3)电刻蚀后的钛合金工件取下,分别在乙醇和水中清洗干净;
(5)将步骤(4)中的钛合金工件进行热处理;
(6)将步骤(5)中热处理后得到的钛合金工件超声清洗,洗去表面脱落的白色二氧化钛,直至表面疏松层全部脱落露出蓝灰色钛合金表面;
(7)将步骤(6)中的钛合金工件(Ti)与碳纤维预浸料(CFRP)按照[Ti/CFRP/Ti/CFRP/Ti]或[Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti]的顺序铺贴成型,经热压固化制备成纤维金属层合板。
作为本发明方法的进一步改进,步骤(2)电解液中氟化铵的含量应控制在0.7~2%之间,水的含量应控制在1.4~3%之间。
作为本发明方法的进一步改进,步骤(3)中所述电刻蚀过程中,恒定电压应控制在30~50V之间。
作为本发明方法的进一步改进,步骤(3)中所述电刻蚀过程中,电流密度应不大于0.012A/cm
作为本发明方法的进一步改进,步骤(3)中所述电刻蚀过中,阳极和阴极之间距离保持在2cm。
作为本发明方法的进一步改进,步骤(5)中所述热处理为将钛合金工件在马弗炉中,500℃下热处理10小时。
作为本发明方法的进一步改进,步骤(6)中所述脱落的疏松层化学式为TiO2,形貌应为类管状结构,脱落后于钛合金表面形成直径在80~150nm之间紧密排列的孔洞结构。
作为本发明方法的进一步改进,步骤(7)中所述的热压固化过程所用的热压设备为热压罐或平板硫化机。
借由上述方案,本发明至少具有以下优点:本发明通过对钛合金薄板表面进行电刻蚀的技术来提高钛合金与树脂的粘接强度,其优势表现在:一方面,本方法所使用的电解液廉价易得,电刻蚀步骤少能耗低易于工业化生产。另一方面,经本方法刻蚀的钛合金薄板表面具有紧密排列的纳米级孔洞结构,不仅能极大提高钛合金与环氧树脂的有效接触面积,还能增加树脂与金属薄板之间的机械互锁;经本方法处理后的钛合金薄板应用于纤维金属层合板能有效提升层合板的层间剪切强度,防止层合板在使用过程中过早出现分层。
上述说明仅是本发明技术方案的概述,为了能更清楚的了解本发明的技术手段,并可以依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
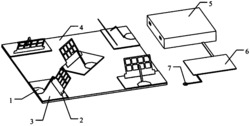
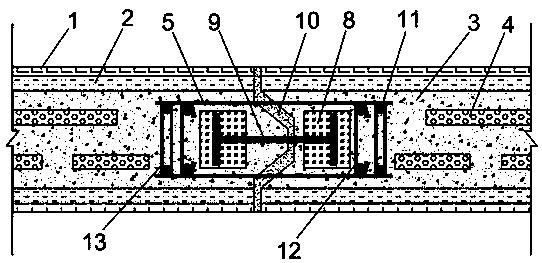
图1为本发明表面处理装置示意图;
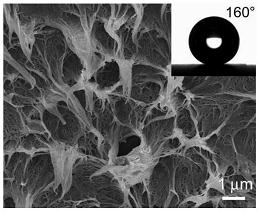
图2为处理后钛合金表面SEM图;
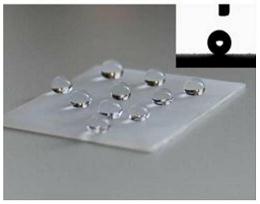
图3(a)和(b)分别是处理前后钛合金与环氧树脂接触角测试图;
图4是未处理钛板、NATES阳极化处理钛板、热碱刻蚀钛板和纳米刻蚀钛板的单搭接测试性能图;
图5纳米刻蚀的钛板和未处理钛板制备的纤维金属层合板在跨厚比为9时测得三点弯曲载荷位移曲线图。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
如图1所示,为本发明下列实施例中采用的电刻蚀装置结构示意图。通过该装置,可以对待处理钛合金工件进行本发明的表面处理。
实施例1:
一种提高纤维金属层合板层间强度的制备方法,该方法的步骤如下:
(1)对待处理钛合金工件进行表面前处理,表面前处理工序依次包括砂纸打磨、使用丙酮超声清洗除油和使用HF和HNO3混合酸除氧化膜;
(2)电解液的配置:包括使用乙二醇作为溶剂,使用质量分数为1%的氟化铵和2%的水作为溶质,即电解液的质量配比为乙二醇:氟化铵:水=97:1:2;
(3)以石墨或钛板作为阴极,待处理钛合金工件作为阳极,进行电刻蚀;整个电刻蚀过程在常温下进行,阳极和阴极之间距离保持在2cm左右;
整个电刻蚀过程在30V恒定电压下进行,刻蚀时间为40分钟,至表面金属光泽消失;
(4)将步骤(3)电刻蚀后的钛合金工件取下,分别在乙醇和水中清洗干净并晾干;
(5)将步骤(4)中的钛合金工件在马弗炉中500℃下热处理10小时,热处理升温速率为5℃/min,热处理完后取出;
(6)将步骤(5)中得到的钛合金工件在水中超声清洗20分钟,之后使用表面活性剂洗去工件表面脱落的白色二氧化钛,直至疏松层全部脱落露出蓝灰色钛合金表面;
(7)将步骤(6)中的钛合金工件(Ti)与碳纤维预浸料(CFRP)按照[Ti/CFRP/Ti/CFRP/Ti]或[Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti]的顺序铺贴成型,经热压固化制备成纤维金属层合板。
实施例2:
一种提高纤维金属层合板层间强度的制备方法,该方法的步骤如下:
(1)对待处理钛合金工件进行表面前处理,表面前处理工序依次包括砂纸打磨、使用丙酮超声清洗除油和使用热碱除氧化膜;
(2)电解液的配置:包括使用乙二醇作为溶剂,使用质量分数为1%的氟化铵和2%的水作为溶质,即电解液的质量配比为乙二醇:氟化铵:水=97:1:2;
(3)以石墨或钛板作为阴极,待处理钛合金工件作为阳极,进行电刻蚀;整个电刻蚀过程在常温下进行,阳极和阴极之间距离保持在2cm左右;
整个电刻蚀过程在40V恒定电压下进行,刻蚀时间为40分钟,至表面金属光泽消失;
(4)将步骤(3)电刻蚀后的钛合金工件取下,分别在乙醇和水中清洗干净并晾干;
(5)将步骤(4)中的钛合金工件在马弗炉中500℃下热处理10小时,热处理升温速率为5℃/min,热处理完后取出;
(6)将步骤(5)中得到的钛合金工件在水中超声清洗20分钟,之后使用表面活性剂洗去工件表面脱落的白色二氧化钛,直至疏松层全部脱落露出蓝灰色钛合金表面;
(7)将步骤(6)中的钛合金工件(Ti)与碳纤维预浸料(CFRP)按照[Ti/CFRP/Ti/CFRP/Ti]或[Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti]的顺序铺贴成型,经热压固化制备成纤维金属层合板。
实施例3:
一种提高纤维金属层合板层间强度的制备方法,该方法的步骤如下:
(1)对待处理钛合金工件进行表面前处理,表面前处理工序依次包括喷砂和使用丙酮超声清洗除油;
(2)电解液的配置:包括使用乙二醇作为溶剂,使用质量分数为1.5%的氟化铵和3%的水作为溶质,即电解液的质量配比为乙二醇:氟化铵:水=97:1:2;
(3)以石墨或钛板作为阴极,待处理钛合金工件作为阳极,进行电刻蚀;整个电刻蚀过程在常温下进行,阳极和阴极之间距离保持在2cm左右;
整个电刻蚀过程在30V恒定电压下进行,刻蚀时间为40分钟,至表面金属光泽消失;
(4)将步骤(3)电刻蚀后的钛合金工件取下,分别在乙醇和水中清洗干净并晾干;
(5)将步骤(4)中的钛合金工件在马弗炉中500℃下热处理10小时,热处理升温速率为5℃/min,热处理完后取出;
(6)将步骤(5)中得到的钛合金工件在水中超声清洗20分钟,之后使用表面活性剂洗去工件表面脱落的白色二氧化钛,直至疏松层全部脱落露出蓝灰色钛合金表面;
(7)将步骤(6)中的钛合金工件(Ti)与碳纤维预浸料(CFRP)按照[Ti/CFRP/Ti/CFRP/Ti]或[Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti/CFRP/Ti]的顺序铺贴成型,经热压固化制备成纤维金属层合板。
通过上述三个实施例均能制造出具有较高层间剪切强度的纤维金属层板,该制造方法中钛合金表面刻蚀过程的化学反应方程式如下:
Ti+2H2O→TiO2+4H
TiO2+6F
Ti
下面以实施例1中制备过程为例,展示本发明的具体技术效果。该实施例中,使用纳米刻蚀的方法处理钛合金薄板,在含有氟离子的乙二醇电解液中,阳极氧化与刻蚀同时进行,形成二氧化钛纳米管,再经过较长时间的高温处理后,纳米管和基体紧密结合。在步骤(6)中超声清洗除去表面疏松层后其工件的SEM图如图2所示,从图中可见钛合金工件表面留下了直径在80~150nm之间的孔洞结构。对原始的钛合金工件与步骤(6)处理后的钛合金工件进行环氧树脂的接触角测试,其结果如图3所示,表明该结构能与环氧树脂很好的浸润,实现环氧树脂与钛合金的紧密结合,不仅增大了接触面积,还能增加树脂与钛合金之间的机械搭接。该工件能够与环氧树脂形成牢固的界面层和较强的机械钩连,从而使钛合金和环氧树脂具有很高的粘接强度。
为了展示本发明方法对于钛合金工件表面性能的提升,本发明分别对于原始的钛合金工件(PS)、实施例1步骤(6)处理后的钛合金工件(S-NES-A)进行单搭接性能测试。同时为了对比与其他处理方法之间的区别,利用NATES阳极氧化表面处理工艺和热碱刻蚀工艺对原始钛合金工件进行表面处理,然后对这两种工件(分别记为S-NTS-A、S-NaOH-A)也进行了单搭接性能测试。最终结果如图4所示,结果表明经该方法处理后,单搭接性能较未处理样件提升70%,较NATES阳极氧化样件提升22%,较由热碱刻蚀方法制备的网状结构样件提升9%。虽然热碱条件下也能对钛合金做微纳刻蚀,但是由于该方法需要加热氢氧化钠至80℃,并且需要在良好搅拌的条件下进行,对于制造大尺寸钛合金板件无论能耗还是工时都较大;而使用本发明的方法进行处理,只需常温条件下即可,并且对搅拌条件不敏感,因此相较而言本方法在应用上具有较大优势。
最后,对实施例1步骤(7)按[Ti/CFRP/Ti/CFRP/Ti]铺贴的钛合金工件(S-NES-A)与原始钛合金工件按[Ti/CFRP/Ti/CFRP/Ti]铺贴的钛合金工件(PS),在跨厚比为9时进行三点弯曲载荷位移测试,其结果曲线如图5所示。结果表明本发明表面处理后的钛合金工件相对于未处理工件的抗弯强度明显提升。
一种提高层间强度的纤维金属层合板制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0