

IPC分类号 : C22C26/00I,C22C19/07I,C22C30/02I,C22C30/04I,C22C32/00I,C22C1/05I,B22F3/02I,B22F3/10I,C22C1/10I,B22F1/00I,B22F5/00I,E21B10/46I









专利摘要
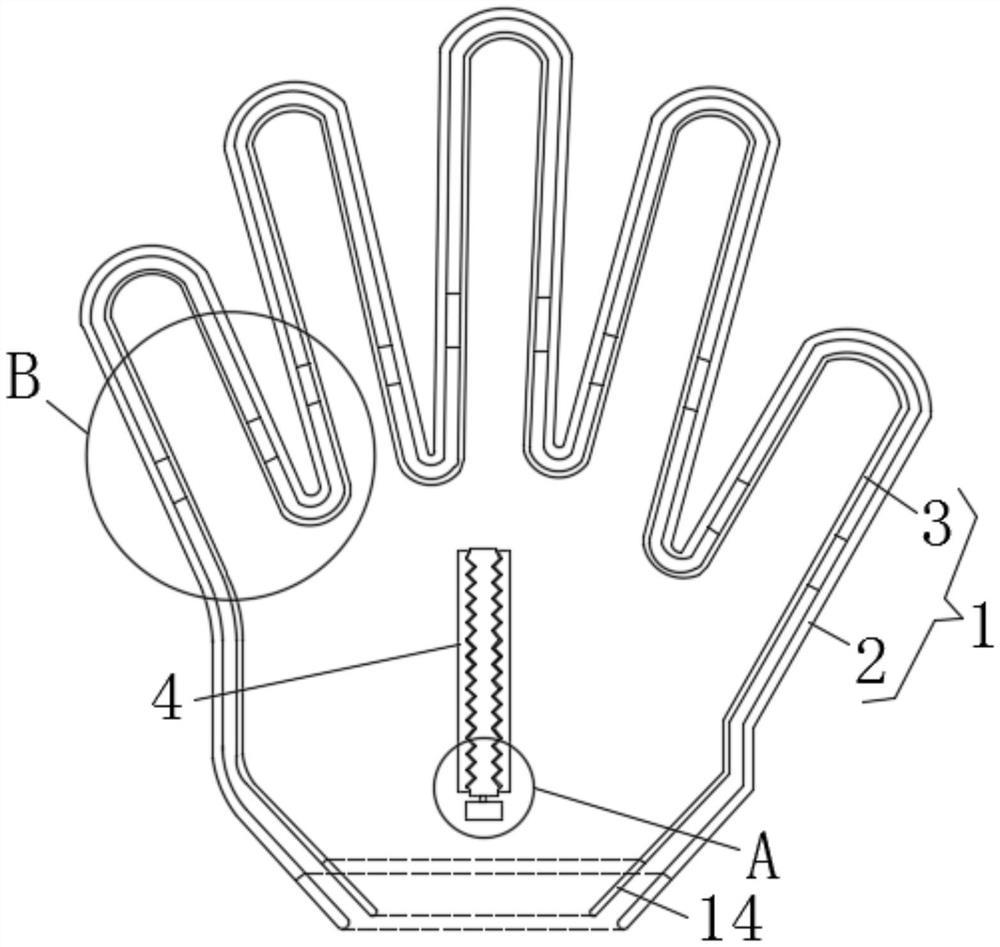
本发明公开了一种金刚石钻头及其制备方法。本发明的一种金刚石钻头的制备方法,包括如下步骤:1)将原料金刚石颗粒和金属粉末分成第一组原料和第二组原料,并分别混合均匀;2)将金刚石钻头模具内的装料空间由内而外分为第一装料区、第二装料区和第三装料区;3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;4)将装料后的金刚石钻头模具送炉烧结得金刚石钻头。本发明的制备方法通过控制粉末粒径和粉末组份的分布,可以使得金刚石钻头获得不同的局部性能,解决了金刚石钻头在钻进过程中产生内外均不均匀磨损,可以缓解钻头内外径的非正常磨损。
权利要求
1.一种金刚石钻头的制备方法,其特征在于:包括如下步骤:
1)将原料金刚石颗粒和金属粉末分成金刚石颗粒粒径和金属粉末质量比不同的第一组原料和第二组原料,并分别混合均匀;
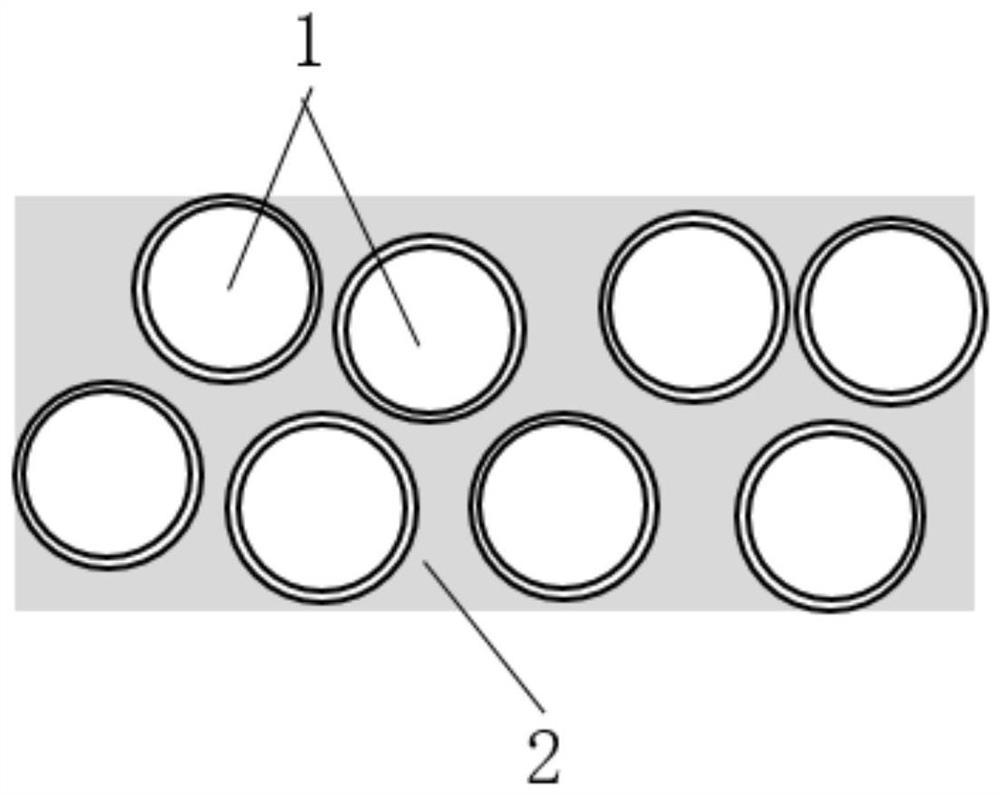
2)两个具有一定高度直径不同的圆环将金刚石钻头模具内的装料空间由内而外分为三个装料区,依次为第一装料区、第二装料区和第三装料区;
3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;
4)将装料后的金刚石钻头模具送炉烧结,降温卸压,随炉冷却后即可得到径向性能不同的金刚石钻头;
第一组原料和第二组原料中的金刚石颗粒浓度按400%浓度制,金刚石浓度为100%;
第一组原料的金刚石颗粒为40-45目金刚石颗粒,金属粉末质量份数为WC 25-30份、Ni10份、Co 20份、Cu-Sn 10-40份;第二组原料的金刚石颗粒为20-25目金刚石颗粒,金属粉末质量成分为WC 10-25份、Co 90-100份。
2.如权利要求1所述的一种金刚石钻头的制备方法,其特征在于:步骤1)中将原料放入三维混料机中进行混料。
3.如权利要求1所述的一种金刚石钻头的制备方法,其特征在于:步骤4)中烧结温度1000℃~1200℃,保温时间4min~6min,烧结压力为14MPa~16MPa。
4.一种由权利要求1-3任一项所述的制备方法制备的金刚石钻头。
说明书
技术领域
本发明属于零件制备技术领域,特别涉及一种金刚石钻头及其制备方法。
背景技术
随着科学技术的不断进步,人们对生活品质的不断追求,工业生产中新工艺、新材料的不断涌现,对复杂特殊工作环境下材料性能的要求日益提高,性能单一、各向同性的材料已经很难满足苛刻条件下对其性能的需求,在一些工业制造生产过程中,同一零件的不同部位承担着不同的工作任务,需要零件的不同部位拥有不一样的性能与效果,这便对零件的提出了可控性能的要求,如齿轮要求其心部具有较高的强度,而其外部轮齿要具备高硬度、强耐磨性与疲劳强度。当前,实现同一零件具备不同性能主要是通过局部电镀、局部热处理等技术方法,然而这些后处理工艺耗时费力,大大增加了零件加工的成本,而通过控制粉末组成成分、颗粒粒径分布,利用粉末冶金或增材制造技术加工零件,可为可控性能零件的成形提供新思路、新方案。
发明内容
本发明为了解决上述问题,提供一种金刚石钻头及其制备方法。
本发明采用以下技术方案来实现:
本发明的一种金刚石钻头的制备方法,包括如下步骤:
1)将原料金刚石颗粒和金属粉末分成金刚石颗粒粒径和金属粉末质量比不同的第一组原料和第二组原料,并分别混合均匀;
2)两个具有一定高度直径不同的圆环将金刚石钻头模具内的装料空间由内而外分为三个装料区,依次为第一装料区、第二装料区和第三装料区;
3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;
4)将装料后的金刚石钻头模具送炉烧结,降温卸压,随炉冷却后即可得到径向性能不同的金刚石钻头。
优选的,步骤1)中将原料放入三维混料机中进行混料。
优选的,步骤4)中烧结温度1000℃~1200℃,保温时间4min~6min,烧结压力为14MPa~16MPa。
优选的,第一组原料和第二组原料中的金刚石颗粒浓度按400%浓度制,金刚石浓度为100%。
优选的,第一组原料的金刚石颗粒为40-45目金刚石颗粒,金属粉末质量份数为WC25-30份、Ni 10份、Co 20份、Cu-Sn10-40份;第二组原料的金刚石颗粒为20-25目金刚石颗粒,金属粉末质量成分为WC 10-25份、Co 90-100份。
一种由上述制备方法制备的金刚石钻头。
本发明的制备方法通过在加工金刚石钻头的过程中,通过控制粉末粒径和粉末组份的分布,可以使得金刚石钻头获得不同的局部性能,以使得金刚石钻头的不同部位能充分承受各种不同的荷载、任务。且通过一次性加工,无需复杂后处理,解决了金刚石钻头在钻进过程中产生内外均不均匀磨损,可以缓解钻头内外径的非正常磨损。
具体实施方式
以下是本发明的具体实施例,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
实施例1
本发明的一种金刚石钻头的制备方法,包括如下步骤:
1)将原料金刚石颗粒和金属粉末分成金刚石颗粒粒径和金属粉末质量比不同的第一组原料和第二组原料,并放入三维混料机中进行混料分别混合均匀;第一组原料和第二组原料中的金刚石颗粒浓度按400%浓度制,金刚石浓度为100%;第一组原料的金刚石颗粒为40目金刚石颗粒,金属粉末质量份数为WC 25份、Ni 10份、Co 20份、Cu-Sn10份;第二组原料的金刚石颗粒为20目金刚石颗粒,金属粉末质量成分为WC 10份、Co 90份。
2)两个具有一定高度直径不同的圆环将金刚石钻头模具内的装料空间由内而外分为三个装料区,依次为第一装料区、第二装料区和第三装料区;
3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;
4)将装料后的金刚石钻头模具送炉烧结,降温卸压,随炉冷却后即可得到径向性能不同的金刚石钻头;烧结温度1000℃,保温时间4min,烧结压力为14MPa。
实施例2
1)将原料金刚石颗粒和金属粉末分成金刚石颗粒粒径和金属粉末质量比不同的第一组原料和第二组原料,并放入三维混料机中进行混料分别混合均匀;第一组原料和第二组原料中的金刚石颗粒浓度按400%浓度制,金刚石浓度为100%;第一组原料的金刚石颗粒为45目金刚石颗粒,金属粉末质量份数为WC30份、Ni 10份、Co 20份、Cu-Sn40份;第二组原料的金刚石颗粒为25目金刚石颗粒,金属粉末质量成分为WC 25份、Co 100份。
2)两个具有一定高度直径不同的圆环将金刚石钻头模具内的装料空间由内而外分为三个装料区,依次为第一装料区、第二装料区和第三装料区;
3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;
4)将装料后的金刚石钻头模具送炉烧结,降温卸压,随炉冷却后即可得到径向性能不同的金刚石钻头;烧结温度1200℃,保温时间6min,烧结压力为16MPa。
实施例3
1)将原料金刚石颗粒和金属粉末分成金刚石颗粒粒径和金属粉末质量比不同的第一组原料和第二组原料,并放入三维混料机中进行混料分别混合均匀;第一组原料和第二组原料中的金刚石颗粒浓度按400%浓度制,金刚石浓度为100%;第一组原料的金刚石颗粒为40目金刚石颗粒,金属粉末质量份数为WC 28份、Ni 10份、Co 20份、Cu-Sn30份;第二组原料的金刚石颗粒为20目金刚石颗粒,金属粉末质量成分为WC 20份、Co 95份。
2)两个具有一定高度直径不同的圆环将金刚石钻头模具内的装料空间由内而外分为三个装料区,依次为第一装料区、第二装料区和第三装料区;
3)将第一组的原料装入第一装料区和第三装料区,将第二组的原料装入第二装料区,并放入压模,初步压实;
4)将装料后的金刚石钻头模具送炉烧结,降温卸压,随炉冷却后即可得到径向性能不同的金刚石钻头;其中烧结温度1100℃,保温时间5min,烧结压力为15MPa。
实施例1-3制备的金刚石钻头,在钻进过程中不会产生内外均不均匀磨损,可以有效的缓解钻头内外径的非正常磨损。
以上未涉及之处,适用于现有技术。
虽然已经通过示例对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本发明的范围,本发明所属技术领域的技术人员可以对所描述的具体实施例来做出各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的方向或者超越所附权利要求书所定义的范围。本领域的技术人员应该理解,凡是依据本发明的技术实质对以上实施方式所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围。
一种金刚石钻头及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0