

IPC分类号 : B23B27/00,C22F3/00,C22C9/04,B23P15/28,B23K26/00








专利摘要
本实用新型涉及一种基于硅黄铜组织结构的微织构刀具,在刀具切削刃一定区域范围内设置复合微织构,复合微织构包括凸起织构阵列和纵向织构阵列,凸起织构阵列位于切削刃和纵向织构阵列之间;凸起织构阵列包括多个呈矩形阵列排列的凸起织构,凸起织构的底部为立方体,上端为梯形台;纵向织构阵列包括多个沿着切削刃宽度方向排列成行的纵向织构,纵向织构为长方体,长度方向垂直于切削刃宽度方向。本实用新型复合微织构刀具获得的切屑更加卷曲、细小,确实大幅提高了合金材料的断屑性能,属于高性能合金材料的切削加工技术领域。
权利要求
1.一种基于硅黄铜组织结构的微织构刀具,在刀具切削刃一定区域范围内设置复合微织构,其特征在于:复合微织构包括凸起织构阵列和纵向织构阵列,凸起织构阵列位于切削刃和纵向织构阵列之间;凸起织构阵列包括多个呈矩形阵列排列的凸起织构,凸起织构的底部为立方体,上端为梯形台;纵向织构阵列包括多个沿着切削刃宽度方向排列成行的纵向织构,纵向织构为长方体,长度方向垂直于切削刃宽度方向。
2.按照权利要求1所述的一种基于硅黄铜组织结构的微织构刀具,其特征在于:在垂直于切削刃方向上,复合微织构距离切削刃10~30μm,复合微织构的长度为3mm,凸起织构阵列的长度为110~150μm,纵向织构阵列距离凸起织构阵列10~20μm。
3.按照权利要求2所述的一种基于硅黄铜组织结构的微织构刀具,其特征在于:凸起织构的底部的立方体边长为40~50μm;凸起织构的上端面为矩形,在垂直于切削刃方向上,该矩形的长度同凸起织构的底部的立方体边长,在平行于切削刃方向上,该矩形的宽度为10~20μm。
4.按照权利要求2所述的一种基于硅黄铜组织结构的微织构刀具,其特征在于:相邻纵向织构的间距为20~100μm,有效减少切屑在紧密型接触及峰点型接触区域的摩擦和粘结,促进切屑背向流动,有利于切屑的卷曲和断裂。
5.按照权利要求1所述的一种基于硅黄铜组织结构的微织构刀具,其特征在于:凸起织构阵列的凸起织构起切削刃刀尖的作用;纵向织构阵列中,在切屑划过纵向织构时,4-5个纵向织构同时作用于一个晶粒尺寸的范围。
说明书
技术领域
本实用新型涉及高性能合金材料的切削加工技术领域,具体涉及一种基于硅黄铜组织结构的微织构刀具。
背景技术
铅黄铜作为铜合金的典型代表,以其优异的强韧性、耐腐蚀、易切削性及易成型性被广泛应用于制造电子电气零件、仪器仪表零件、卫浴产品及儿童玩具等产品。但是,铅是一种重金属元素,当铅黄铜产品在长期的使用过程中及报废后处理不当时,容易对人体健康和自然环境产生很大的影响。因此,研制新型的易切削环保黄铜成为人们越来越关注的问题。有鉴于此,硅黄铜的开发和应用逐渐受到人们的关注。在黄铜中添加Si和Al能够大幅提高锌当量系数,从而获得相含量更高的黄铜,甚至当锌当量超过一定值时,会出现硬而脆的相(参见CN105274387A公开的一种无铅易切削高强耐蚀硅黄铜合金及制备方法与应用);同时,在硅黄铜晶粒内及晶界处会分布高硬度的超细金属间化合物,从而形成“不均匀结构”,由于不同的组成相及金属间化合物的弹性模量、热膨胀系数及显微硬度的显著差异,因而在切削过程中能够起到较好地断屑作用(参考文献:C.Yang,Z.Ding,Q.C.Tao,L.Liang,Y.F.Ding,W.W.Zhang,Q.L.Zhu.High-strength and free-cutting silicon brasses designed via the zinc equivalent rule.Materials Science&EngineeringA,723(2018)296–305)。对于一定Si含量范围的硅黄铜,其切削性能有较高的提升,最佳切削性能可达到铅黄铜的80-90%以上。然而,从合金材料成分与组织设计、以及切削参数优化等方面来看,提高合金材料断屑性能或易切削性能的能力是有限的。因此,能否从改进切削工具方面着手提高硅黄铜的断屑性能或易切削性能,成为了一个亟待解决的技术难题。
切削加工是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。车削加工是机械切削加工的最主要工艺手段,刀具在这项工艺中占据主导地位,刀具结构在切削过程中对断屑能力至关重要。同时,被切屑合金材料的相组成、相尺寸与硬度、晶粒尺寸及其决定的微观区域力学性能,显著影响着刀具磨损情况及其被切削合金材料的断屑性能或易切削性能。因此,我们提出了以下学术思想:基于合金材料组织结构在刀具上设计一种复合微织构,从而实现有效提高合金材料断屑性能或易切削性能的目的。
微织构刀具就是在刀具表面通过一定的加工技术加工出具有一定尺寸和均匀分布的微小结构阵列。表面微织构的加工技术主要包括激光加工、微切削加工、磨削加工、电火花加工、反应离子刻蚀、光刻技术、超声加工、表面压刻技术等。其中,激光加工技术被认为是表面织构领域颇为成功的加工方法之一,主要是由于其对环境无污染,并且具有优良的形状和尺寸控制能力。目前,大量关于仿生摩擦学的研究发现,刀具上高性能的表面微织构可以实现良好的减摩抗黏附性,促进切屑的卷曲和断裂,其应用前景非常广阔,同时也给刀具与工件表面间的减摩带来了新的研究方向和理论依据。理论上讲,在切削过程中,刀具与切屑接触过程中包括紧密型接触和峰点型接触。紧密型接触部分刀屑接触的摩擦力较大使得切屑容易在刀具上发生严重粘结;峰点型接触随着切屑的滑出,摩擦力逐渐减小,同时也存在着部分粘结。这种刀屑之间的摩擦力和粘结会使得切屑剪切面流动速度减慢,不利于切屑的变形和断裂。因此,通过设计刀具微织构改变切屑与刀具之间的接触形式,对于提高合金材料断屑性能或易切削性能有着非常重要的意义。
实用新型内容
针对现有技术中存在的技术问题,本实用新型的目的是:提供一种可大幅提高硅黄铜断屑性能或易切削性能的基于硅黄铜组织结构的微织构刀具。
为了达到上述目的,本实用新型采用如下技术方案:
一种基于硅黄铜组织结构的微织构刀具,在刀具切削刃一定区域范围内设置复合微织构,复合微织构包括凸起织构阵列和纵向织构阵列,凸起织构阵列位于切削刃和纵向织构阵列之间;凸起织构阵列包括多个呈矩形阵列排列的凸起织构,凸起织构的底部为立方体,上端为梯形台;纵向织构阵列包括多个沿着切削刃宽度方向排列成行的纵向织构,纵向织构为长方体,长度方向垂直于切削刃宽度方向。
作为一种优选,在垂直于切削刃方向上,复合微织构距离切削刃10~30μm,复合微织构的长度为3mm,凸起织构阵列的长度为110~150μm,纵向织构阵列距离凸起织构阵列10~20μm。
作为一种优选,凸起织构的底部的立方体边长为40~50μm;凸起织构的上端面为矩形,在垂直于切削刃方向上,该矩形的长度同凸起织构的底部的立方体边长,在平行于切削刃方向上,该矩形的宽度为10~20μm。
作为一种优选,相邻纵向织构的间距为20~100μm,有效减少切屑在紧密型接触及峰点型接触区域的摩擦和粘结,促进切屑背向流动,有利于切屑的卷曲和断裂。
作为一种优选,凸起织构阵列的凸起织构起切削刃刀尖的作用;纵向织构阵列中,在切屑划过纵向织构时,一定数量的纵向织构同时作用于一个晶粒尺寸的范围,从而导致晶粒更容易变形,达到促进切屑变形和断裂的目的。
一种基于硅黄铜组织结构的微织构刀具的加工方法,包括如下步骤:(1)刀具准备;(2)复合微织构设计;(3)采用激光加工方法在步骤(1)刀具上加工步骤(2)的复合微织构;(4)合金材料准备;(5)将步骤(3)所得刀具对步骤(4)的合金材料进行切削试验。
作为一种优选,步骤(1)为:选择YG8型硬质合金刀具并确定待加工的切削刃位置,将刀具的前刀面用1500#金相砂纸打磨并抛光,清洗吹干;步骤(2)为:将抛光的刀具置于激光加工器,对焦使激光能量聚焦于刀具,然后在刀具表面设计复合微织构;步骤(3)为:在刀具前刀面的切削刃附近进行激光加工,具体的参数为:加工数目80~150,加工速度400~600mm/s,加工功率5~10W,加工频率10~50KHz,加工出复合微织构后,将加工后凸起熔体的前刀面用金相砂纸打磨并抛光,超声震动清洗、吹干;步骤(5)为:将设计的微织构刀具与无织构刀具在相同条件下进行切削试验,切削参数为:切削速度为80~100m/min,进给量为0.1~0.2mm/r,背吃刀量为0.1~0.6mm,切削完成后收集切屑进行分析比较,以评估微织构刀具的断屑性能。
作为一种优选,步骤(4)为:按质量百分比为58.5%~60%Cu,37%~39%Zn,0.7%~1.11%Si,0.5%~1%Al,0.01%~0.1%Ti,0~0.01%B准备好纯金属材料,采用低压铸造工艺制备硅黄铜合金,低压铸造工艺参数为:浇铸温度900~1100℃,充型时间3~6s,保压压力0.01~0.04MPa,保压时间10~15s。
作为一种优选,步骤(4)中的合金材料为黄铜合金、钛合金或铁合金;当采用黄铜合金时,制备工艺为低压铸造;当采用钛合金时,制备工艺为铸造加塑性变形。可根据工程零件尺寸从而调整合金材料尺寸大小。
一种基于硅黄铜组织结构的微织构刀具的应用,用于航天、航空、船舶或医疗领域合金材料切割,如卫浴、五金装饰、散热器、高尔夫球头、医疗器械、机械制造等。
本实用新型的原理是:
在基于α+β或β+γ两相硅黄铜组织结构的基础上,设计了一种可大幅提高硅黄铜断屑性能或易切削性能的复合微织构刀具。由切削实验中刀屑摩擦关系可知,对于有较高塑性的α+β或β+γ两相硅黄铜合金,在切削过程中刀屑之间存在一定尺度的紧密型接触面积与峰点型接触面积,这种刀屑接触面会增加切屑产生过程的摩擦力及粘结,不利于切屑的断裂。有鉴于此,在刀具切削刃一定区域范围内设计了包括几十微米的凸起织构阵列与一百微米的纵向织构阵列的复合微织构,其作用能够使原来刀屑之间的紧密型接触变为峰点型接触,并且减少原有峰点型接触面的面积,减小刀屑之间的摩擦,有利于增加切屑的卷曲并促进切屑断裂,从而提高合金材料的断屑性能或易切削性能。
设计的核心为将凸起织构阵列与纵向织构阵列相结合,从而形成复合微织构。进而,基于α+β或β+γ两相硅黄铜的组织结构:α或β相均匀分布于β相或α相的晶界或基体中,其中基体相晶粒尺寸约为100~500μm;或者,γ相均匀分布于β相的晶界或基体中;同时,β相晶界分布着超细金属间化合物颗粒。复合微织构与黄铜组织结构的作用机理为,复合微织构中凸起织构阵列的凸面尺寸较小,起到了切屑刃刀尖的作用;复合微织构中纵向织构的凹槽间距为20~100μm,为硅黄铜基体相平均晶粒尺寸的1/5~1/4,在切屑划过纵向织构时,一定数量的织构可以同时作用于一个晶粒尺寸的范围,从而导致晶粒更容易变形,在宏观上达到促进切屑变形和断裂的目的。总之,复合微织构通过减小刀屑之间的紧密接触型面积,将刀屑之间的紧密型接触变为峰点型接触,同时减小峰点型接触面的面积,极大地减少了切屑与刀具之间的摩擦,使得切屑背向流动速度更快,有效减小切屑与刀具间摩擦及粘结,促进切屑的卷曲和断裂,从而提高合金材料断屑性能或易切削性能。
在传统刀具或其他微织构刀具切削金属合金过程中,刀-屑接触面一般分为紧密摩擦区和峰点型摩擦区。在紧密摩擦区,刀具表面易与金属材料发生冷焊,当切屑与刀具相对滑动时,冷焊点发生剪切破坏,所表现的剪切抗力成为摩擦力的一部分。而在峰点型摩擦区,峰点型接触随着切屑的滑出,摩擦力逐渐减小。这两部分摩擦力使得切屑在流出前刀面时,流动速度减慢,不利于切屑的卷曲和断屑。
因此,在通用的切削参数条件下,进行硬质合金刀具切削硅黄铜的预备试验,分析刀-屑接触面的面积和两个摩擦区的大小情况,以此为依据,设计刀具表面的凸起织构阵列与纵向织构阵列相结合的复合微织构,这是现有微织构所不具备的。本实用新型以减少实际刀-屑接触面的面积为目的,在刀具原本的紧密摩擦区采用凸起织构阵列(宽度为10~20μm),以使得晶粒尺寸在100~500μm的合金材料紧密摩擦转变成峰点摩擦;同时,在刀具原本的峰点型接触增加与切屑流动方向平行的纵向织构阵列(沟槽型织构),以进一步减小刀-屑接触面的摩擦力,减少生成切屑的卷曲半径,最终提高切削硅黄铜时的断屑性能。另外,根据硅黄铜的晶粒大小来设计微织构的尺度,在保证一定强度下,减少切削过程中微织构的堵塞,令前刀面微织构持续发挥效用。
总的说来,本实用新型具有如下优点:基于硅黄铜材料组织结构的微织构刀具,是一种能够有效提高两相黄铜材料断屑性能或易切削性能,进而提高加工效率的刀具设计方案,具有提高产品良品率、节能、节时等优点,适合工业化推广应用。由实施例可知,通过比较复合微织构刀具与无织构刀具切削试验所得的切屑,复合微织构刀具获得的切屑更加卷曲、细小,确实大幅提高了合金材料的断屑性能。
附图说明
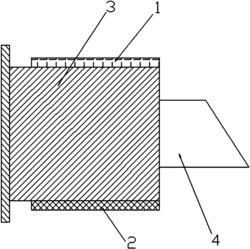
图1是本实用新型的设计示意图。
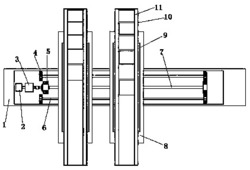
图2是图1中,复合微织构的局部放大图。
图3是凸起织构的示意图。
图4是纵向织构的示意图。
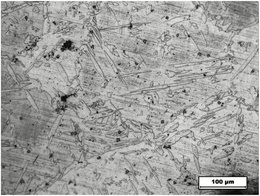
图5是低压铸造工艺所制备的硅黄铜金相组织图。
图6是无织构刀具切削硅黄铜的切屑形貌图。
图7是与图6在相同切削参数下织构刀具切削硅黄铜的切屑形貌图。
其中,1为刀具,2为前刀面,3为刀尖,4为切削刃,5为纵向织构,6为凸起织构,7为凸起,8为凹陷。
a为在垂直于切削刃方向上复合微织构的长度,b为在平行于切削刃方向上复合微织构到刀尖的距离,c为相邻凸起织构之间的距离,d为复合微织构距离切削刃的距离,e为在垂直于切削刃方向上凸起织构阵列的长度,f为纵向织构阵列与凸起织构阵列之间的距离,g为在平行于切削刃方向上纵向织构的宽度,h为相邻纵向织构的间距,i为凸起织构的底部的立方体边长,j为凸起织构的高度,k为凸起织构的上端面的宽度,l为纵向织构的高度。
具体实施方式
下面将结合具体实施方式来对本实用新型做进一步详细的说明。
实施例一
一种基于硅黄铜组织结构的微织构刀具的加工方法,包括如下步骤:
(1)刀具准备:首先选择YG8型硬质合金刀具并确定需加工的切削刃位置,将刀具的前刀面用1500#金相砂纸打磨并抛光,用酒精清洗吹干。
(2)复合微织构设计:将抛光的刀具置于激光加工器,对焦使激光能量聚焦于刀具。然后在距切削刃20μm处设计凸起织构与纵向织构的复合微织构(图1和图2)。其中距切削刃140μm范围内为凸起织构阵列,包括边长50μm的立方体底部及其顶端的梯形台,单个凸起织构(图3)的上端面为矩形,长度与立方体的边长一致,宽度为10μm;在距凸起织构阵列20μm区域设计垂直于切削刃的纵向织构(图4),凸起织构在刀屑粘结磨损区域达几十微米尺寸,纵向织构之间的凹槽间距仅为20μm,能够有效减少切屑在紧密型接触及峰点型接触区域的摩擦和粘结,促进切屑背向流动,有利于切屑的卷曲和断裂。
(3)激光加工复合微织构:通过F-20型脉冲光纤激光器在刀具前刀面的切削刃附近进行激光加工,具体的参数为:加工数目100,加工速度500mm/s,加工功率6W,加工频率20KHz。加工出复合微织构后,将加工后凸起熔体的前刀面用金相砂纸打磨并抛光,置于酒精内超声震动清洗,取出吹干。
(4)合金材料准备:按质量百分比为60%Cu、0.7%Si、0.5%Al、0.05%Ti、0.005%B及余量的Zn准备好合金材料,采用低压铸造工艺制备硅黄铜,低压铸造工艺参数为:浇铸温度1000℃,充型时间4s,保压压力0.0395MPa,保压时间13s。图5为低压铸造制备的硅黄铜金相组织图,亮白色部分为β相,黑色部分为α相。α相主要以针状和颗粒状分布于β相基体中,同时在晶内和晶界处还分布着少量的金属间化合物。合金组织中α相含量为12%,β相含量为88%,β相的平均晶粒尺寸为400~500μm。
(5)切削试验:将设计的复合微织构刀具与无织构刀具,分别在相同条件下进行切削试验,切削参数为:切削速度为90m/min,进给量为0.1mm/r,背吃刀量为0.5mm,切削完成后收集切屑进行分析比较,以评估复合微织构刀具的断屑性能。图6和图7为相同切削参数下无织构刀具与复合微织构刀具的切屑形貌图,无织构刀具加工所得的切屑为螺旋状,螺旋屑的平均曲率半径为3mm,织构刀具加工所得的切屑为C形屑,C形屑的平均曲率半径为2mm。比较两种切屑可知,复合微织构刀具加工后切屑的曲率半径更小,所得的切屑形貌更加卷曲、细小,极大地促进了切屑的断裂,提高了合金材料的断屑性能或易切屑性能。
实施例二
一种基于硅黄铜组织结构的微织构刀具的加工方法,包括如下步骤:
(1)刀具准备:首先选择YG8型硬质合金刀具并确定需加工的切削刃位置,将刀具的前刀面用1500#金相砂纸打磨并抛光,用酒精清洗吹干。
(2)复合微织构设计:将抛光的刀具置于激光加工器,对焦使激光能量聚焦于刀具。然后在距切削刃10μm处设计凸起织构与纵向织构的复合微织构(图1和图2)。其中距切削刃110μm范围内为凸起织构阵列,包括边长40μm的立方体底部及其顶端的梯形台,单个凸起织构(图3)的上端面为矩形,长度与立方体的边长一致,宽度为15μm;在距凸起织构阵列15μm区域设计垂直于切削刃的纵向织构,凸起织构在刀屑粘结磨损区域达几十微米尺寸,纵向织构之间的凹槽间距仅为60μm,能够有效减少切屑在紧密型接触及峰点型接触区域的摩擦和粘结,促进切屑背向流动,有利于切屑的卷曲和断裂。
(3)激光加工复合微织构:通过F-20型脉冲光纤激光器在刀具前刀面的切削刃附近进行激光加工,具体的参数为:加工数目100,加工速度500mm/s,加工功率6W,加工频率20KHz。加工出复合微织构后,将加工后凸起熔体的前刀面用金相砂纸打磨并抛光,置于酒精内超声震动清洗,取出吹干。
(4)合金材料准备:按质量百分比为59.5%Cu,0.78%Si,0.7%Al,0.05%Ti,0.005%B及余量的Zn准备好合金材料,采用低压铸造工艺制备硅黄铜,低压铸造工艺参数为:浇铸温度1000℃,充型时间4s,保压压力0.0395MPa,保压时间13s。所得的硅黄铜合金组织中α相含量为92%,β相含量为8%,β相以网状的形式分布于α相晶界处。同时,在晶内和晶界处还分布着少量的金属间化合物,组织中α相的平均晶粒尺寸为70-80μm。
(5)切削试验:将设计的复合微织构刀具与无织构刀具,分别在相同条件下进行切削试验,切削参数为:切削速度为90m/min,进给量为0.1mm/r,背吃刀量为0.5mm,切削完成后收集切屑进行分析比较,以评估复合微织构刀具的断屑性能。无织构刀具加工所得的切屑为螺旋状,其平均曲率半径为2.8mm。复合微织构刀具加工所得的切屑为C形屑,其平均曲率半径为1.6mm。复合微织构刀具加工所得的切屑更加卷曲细小,促进了切屑的断裂,提高了合金材料的断屑性能或易切削性能。
实施例三
一种基于硅黄铜组织结构的微织构刀具的加工方法,包括如下步骤:
(1)刀具准备:首先选择YG8型硬质合金刀具并确定需加工的切削刃位置,将刀具的前刀面用1500#金相砂纸打磨并抛光,用酒精清洗吹干。
(2)复合微织构设计:将抛光的刀具置于激光加工器,对焦使激光能量聚焦于刀具。然后在距切削刃30μm处设计凸起织构与纵向织构的复合微织构(图1和图2)。其中距切削刃150μm范围内为凸起织构阵列,包括边长45μm的立方体底部及其顶端的梯形台,单个凸起织构(图3)的上端面为矩形,长度与立方体的边长一致,宽度为20μm;在距凸起织构阵列10μm区域设计垂直于切削刃的纵向织构,凸起织构在刀屑粘结磨损区域达几十微米尺寸,纵向织构之间的凹槽间距仅为100μm,能够有效减少切屑在紧密型接触及峰点型接触区域的摩擦和粘结,促进切屑背向流动,有利于切屑的卷曲和断裂。(3)激光加工复合微织构:通过F-20型脉冲光纤激光器在刀具前刀面的切削刃附近进行激光加工,具体的参数为:加工数目100,加工速度500mm/s,加工功率6W,加工频率20KHz。加工出复合微织构后,将加工后凸起熔体的前刀面用金相砂纸打磨并抛光,置于酒精内超声震动清洗,取出吹干。
(4)合金材料准备:按质量百分比为58.5%Cu,1.11%Si,1.0%Al,0.05%Ti,0.005%B及余量的Zn准备好合金材料,采用低压铸造工艺制备硅黄铜,低压铸造工艺参数为:浇铸温度1000℃,充型时间4s,保压压力0.0395MPa,保压时间13s。所得的硅黄铜合金组织中β相含量为85%,γ相含量为15%,γ相主要以颗粒状形式均匀地分布于β相晶界及基体上。同时,在晶内和晶界处还分布着少量的金属间化合物,组织中β相的平均晶粒尺寸约为300-4000μm。
(5)切削试验:将设计的复合微织构刀具与无织构刀具,分别在相同条件下进行切削试验,切削参数为:切削速度为90m/min,进给量为0.1mm/r,背吃刀量为0.5mm,切削完成后收集切屑进行分析比较,以评估复合微织构刀具的断屑性能。无织构刀具加工所得的切屑为较长带状切屑,复合微织构刀具加工所得的切屑为C形屑。复合微织构刀具加工所得的切屑形态明显更有利于断屑,有效地提高了合金材料的断屑性能或易切削性能。
实施例四
本实施合金材料为具有α+β两相的Ti-6Al-4V钛合金,其制备方法为铸造+塑性变形;本实施例未提及部分同实施例一。
本实施例的Ti-6Al-4V钛合金的制备过程如下:
将纯纯Ti(99.97%)、Al(99.95%)和纯V(99.95%)元素棒料按质量比称量,置于熔炼炉进行多次真空熔炼,直至各组元成分均匀化,铸造得到合金锭;再对铸造的Ti-6Al-4V合金锭进行塑性变形处理,以得到圆柱状钛合金棒料。
本实施例制备的Ti-6Al-4V钛合金的测试结果与实施例一类似,复合微织构刀具加工所得的切屑形态明显更有利于断屑,有效地提高了钛合金的断屑性能或易切削性能,在此不再赘述。
实施例五
本实施例合金材料为45钢,本实施例未提及部分同实施例一。本实施例的测试结果与实施例一类似,复合微织构刀具加工所得的切屑形态明显更有利于断屑,有效地提高了45钢的断屑性能或易切削性能,在此不再赘述。
实施例六
一种基于硅黄铜组织结构的微织构刀具,在刀具前刀面切削刃一定区域范围内设置复合微织构,复合微织构包括凸起织构阵列和纵向织构阵列,凸起织构阵列位于切削刃和纵向织构阵列之间;凸起织构阵列包括多个呈矩形阵列排列的凸起织构,凸起织构的底部为立方体,上端为梯形台;纵向织构阵列包括多个沿着切削刃宽度方向排列成行的纵向织构,纵向织构为长方体,长度方向垂直于切削刃宽度方向。
刀具1选用YG8型硬质合金三角刀片,a取3mm,b取5mm,c取20μm,d取20μm,e取100μm,f取20μm,g取100μm,h取20μm,i取50μm,j取80μm,k取10μm,l取80μm。
本实施例中,凸起织构和纵向织构的上端与刀具表面齐平,激光加工凹陷部分。复合微织构分布在切削刃和刀尖之间大约3mm*5mm范围内。
上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
一种基于硅黄铜组织结构的微织构刀具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0