









专利摘要
本实用新型提供一种耐有害元素侵蚀的回转窑,所述回转窑包括回转窑筒体、不锈钢保护层、耐火砖,所述回转窑筒体为普通钢材质的圆筒,回转窑筒体的内壁上喷涂所述不锈钢保护层,所述不锈钢保护层的内侧设置所述耐火砖。本回转窑的施工便捷,成本低廉,能够有效阻挡有害元素对钢板壳体的侵蚀,关键是快速喷涂之后,将相关装备移出回转窑后,与之前的回转窑相比,尺寸和空间几乎没有变化,后续的镶砌耐火砖施工过程与原来没有任何区别。是一个高效实用的可靠技术。
权利要求
1.一种耐有害元素侵蚀的回转窑,其特征在于,所述回转窑包括回转窑筒体、不锈钢保护层、耐火砖,所述回转窑筒体为普通钢材质的圆筒,回转窑筒体的内壁上喷涂所述不锈钢保护层,所述不锈钢保护层的内侧设置所述耐火砖。
2.根据权利要求1所述的耐有害元素侵蚀的回转窑,其特征在于,所述不锈钢保护层为不锈钢粉末经热喷涂形成。
3.根据权利要求1所述的耐有害元素侵蚀的回转窑,其特征在于,所述不锈钢保护层的厚度为0.2~2mm。
4.根据权利要求1~3任一项所述的耐有害元素侵蚀的回转窑,其特征在于,所述耐火砖为镁铝尖晶石耐火砖、镁铁尖晶石耐火砖、高铝砖中的一种。
说明书
技术领域
本实用新型属于工业设备领域,具体涉及一种回转窑的制造方法。
背景技术
回转窑是建材、冶炼、电力、垃圾焚烧所必不可少的主要设备。现在已经被大量应用于协同处置固体及液体废弃物中。由于废弃物包罗万象,成分极其复杂,很多富含大量的钾、钠、硫、氯、重金属等元素,在上千度的高温氧化环境中,这些元素都会对保护钢铁的耐火材料造成侵蚀。这些有害元素在透过耐火材料的微小缝隙后,又会进一步对回转窑壳体造成侵蚀。使钢铁制成的壳体脆裂发生事故,不得不长时间停机以更换壳体,产生非常昂贵的维修费用和停机损失。
这种发生在金属内部的脆裂一般情况下肉眼很难发现,一旦发生,往往都是重大事故。所以解决这一影响,对于保障回转窑协同处置废弃物的正常运行非常重要。
目前在用的方法有:
(1)采用具有一定抗腐蚀能力的镁铝尖晶石或镁铁尖晶石耐火砖镶砌;但是这个方法无法规避耐火砖的砖与砖之间的砖缝隙导致有害元素渗透的问题。参见图1,耐火砖之间的缝隙3给有害元素气体渗透留下了通道。
(2)努力在窑煅烧运行时通过调整煅烧工况,减少对窑体腐蚀的趋势。但是这个只能在回转窑正常运行的时候有一定局限作用,但仍然无法根本上阻止有害元素对钢铁的侵蚀通道。
(3)现有比较先进的技术中,采用在窑的内侧砌筑耐火砖的同时,在耐火砖与回转窑筒体间预先铺设不锈钢板,隔绝有害微量元素渗透导致筒体断裂的技术,不失为一种可靠有效的好办法。如专利CN2017207534901“一种带有保护衬的回转窑转筒”。但是这个方法存在的缺点是:施工方法繁杂,需要在筒体内运送大量的不锈钢板,铺装时还需要对其进行准确定位和裁切,对大型耐火砖自动镶砌机械带来了空间上的干扰,拖延了极其宝贵的检修时间,每次检修都要重新铺装,影响企业的效益。
实用新型内容
针对本领域存在的问题,本实用新型的目的是提出一种耐有害元素侵蚀的回转窑。
实现本实用新型上述目的的技术方案为:
一种耐有害元素侵蚀的回转窑,所述回转窑包括回转窑筒体、不锈钢保护层、耐火砖,所述回转窑筒体为普通钢材质的圆筒,回转窑筒体的内壁上喷涂所述不锈钢保护层,所述不锈钢保护层的内侧设置所述耐火砖。
其中,所述不锈钢保护层为不锈钢粉末经热喷涂形成。
优选地,所述不锈钢保护层的厚度为0.2~2mm。
其中,所述耐火砖为镁铝尖晶石耐火砖、镁铁尖晶石耐火砖、高铝砖中的一种。
本实用新型的有益效果在于:
本回转窑是在窑炉镶砌施工前,采用不锈钢喷涂工艺替代不锈钢板的工艺方法,解决了现有技术的不足,全部施工和应用过程无环保和特殊限制,完全适合工业生产场合。使用便捷,成本低廉。
喷涂使整个需要保护的壳体形成了一个整体,杜绝了铺设不锈钢片存在叠放钢片的缝隙,仍然可能会有有害元素蒸汽渗透腐蚀钢板的缺点。能够彻底阻止有害元素对钢铁的侵蚀通道,实现保护窑壳体延长使用寿命的目的。
本回转窑的施工便捷,成本低廉,能够有效阻挡有害元素对钢板壳体的侵蚀,关键是快速喷涂之后,将相关装备移出回转窑后,与之前的回转窑相比,尺寸和空间几乎没有变化,后续的镶砌耐火砖施工过程与原来没有任何区别。喷涂施工一次就可以实现长期运行的效果,是一个高效实用的可靠技术。
附图说明
图1为耐火砖结构示意图。
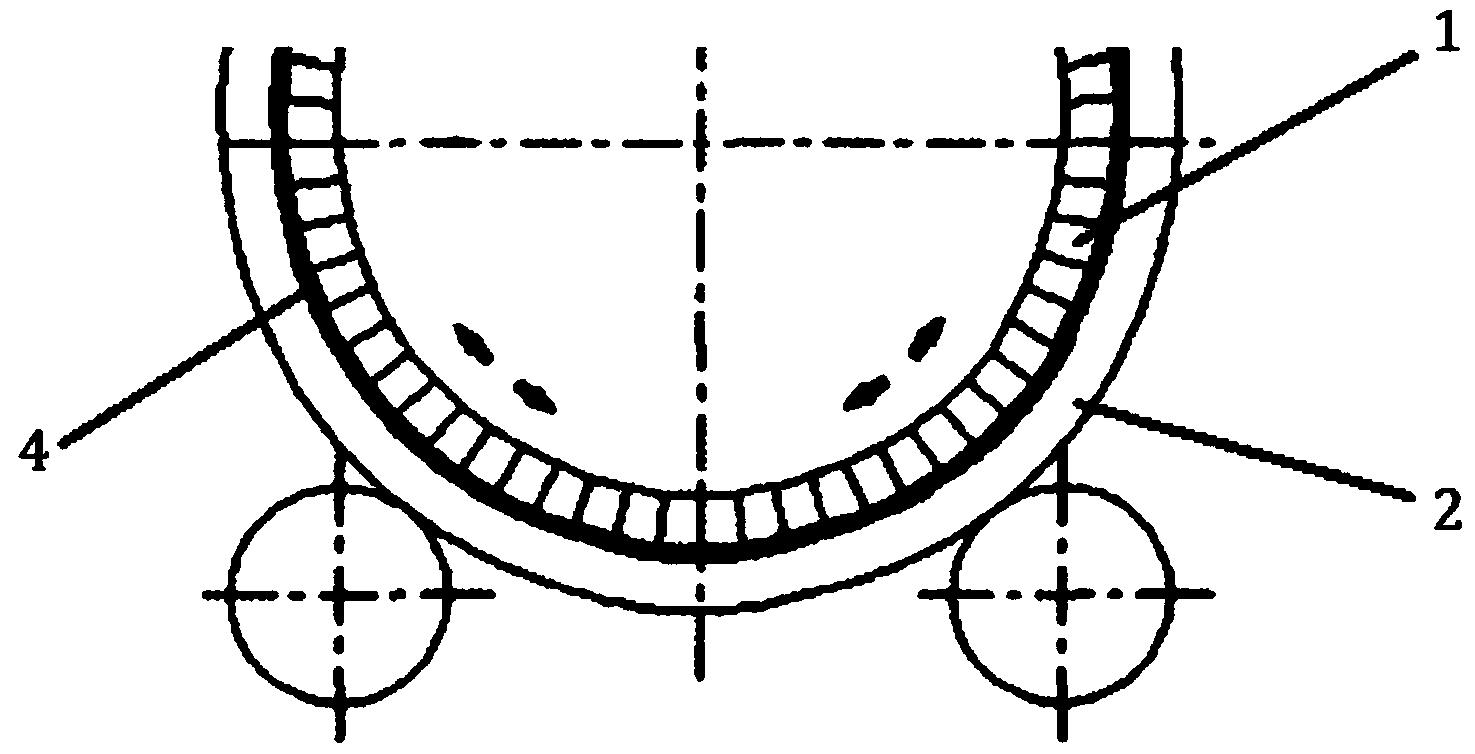
图2为本实用新型设置了不锈钢保护层的结构图。
图3为实施例1所得筒体结构示意图。
图中,1为耐火砖,2为回转窑筒体,3为耐火砖之间的缝隙,4为不锈钢保护层。
具体实施方式
以下具体实施方式用于说明本实用新型,但不应理解为对本实用新型的限制。
实施例中,如无特别说明,所用技术手段为本领域常规的技术手段。
实施例1:
参见图2和图3,一种耐有害元素侵蚀的回转窑,所述回转窑包括回转窑筒体2、不锈钢保护层、耐火砖1,所述回转窑筒体2为普通钢材质的圆筒,普通钢筒体的内壁上喷涂所述不锈钢保护层4,所述不锈钢保护层4的内侧设置所述耐火砖1。图3下边的二个小圆表示托轮,用于支撑普通钢的筒体的轮子。因为普通钢筒体重达数百吨,依靠托轮支撑回转。
具体到本实施例,所述不锈钢保护层的喷涂方法为:将不锈钢粉末加入喷涂机内,高速气流喷到窑筒体上,形成涂层。不锈钢保护层的厚度为0.2~2mm。
本回转窑施工的具体操作为:
(1)首先根据回转窑内径计算出喷涂面积,依据需要喷涂的厚度,推算出相应的施工作业量,之后给予喷涂作业,确保全部覆盖筒体内侧需要保护的部位。
(2)沿回转窑轴向,在普通钢筒体内壁上依次喷涂。最后实现全部重点保护区域不锈钢耐蚀层全保护覆盖。
所得不锈钢保护层4的厚度为0.5±0.2mm。
(3)在所述不锈钢保护层内侧铺设镁铝尖晶石耐火砖。
本施工方法,可根据回转窑处置废弃物对设备腐蚀情况随时采用。在设备进行大修期间,同时安排进行,不影响正常检修和生产。喷涂施工一次就可以实现长期运行的效果。
本回转窑成本低廉,改造方便,极大地方便企业使用。几乎无需对现有装备进行改造,安装方便快捷。可靠地保障了设备的运行,防止重大事故的发生。
实施例2
一种耐有害元素侵蚀的回转窑,所述回转窑包括回转窑筒体、不锈钢保护层、耐火砖,所述回转窑筒体为普通钢材质的圆筒,普通钢筒体的内壁上涂布所述不锈钢保护层4,所述不锈钢保护层4的内侧设置所述耐火砖1。
具体到本实施例,所述不锈钢保护层为不锈钢粉末涂料经喷涂形成,不锈钢保护层的厚度为1±0.2mm。
其中,所述耐火砖为高铝耐火砖。
本回转窑施工的方法同实施例1。
实施例3
一种耐有害元素侵蚀的回转窑,所述回转窑包括回转窑筒体、不锈钢保护层、耐火砖,所述回转窑筒体为普通钢材质的圆筒,普通钢筒体的内壁上涂布所述不锈钢保护层4,所述不锈钢保护层4的内侧设置所述耐火砖1。
具体到本实施例,所述不锈钢保护层为不锈钢粉末涂料经喷涂形成,不锈钢保护层的厚度为1.5±0.2mm。
其中,所述耐火砖为或镁铁尖晶石耐火砖。
本回转窑施工的方法同实施例1。
以上的实施例仅仅是对本实用新型的具体实施方式进行描述,并非对本实用新型的范围进行限定,本领域技术人员在现有技术的基础上还可做多种修改和变化,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变型和改进,均应落入本实用新型的权利要求书确定的保护范围内。
一种耐有害元素侵蚀的回转窑专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0