










专利摘要
本实用新型提供一种微量气流可调的带压聚酯反应釜系统,包括酯化聚合釜,酯化聚合釜上端设有进气口且进气口通过气体调节装置与氮气保护系统连通,气体调节装置包括第一不锈钢针形调节阀,第一不锈钢针形调节阀上端通过管道与氮气保护系统连接,第一不锈钢针形调节阀下端连接第一竖管,第一竖管右端通过并联的第一横管以及两个第二横管与第二竖管连接,第二竖管下端与酯化聚合釜的进气口连接,第一横管上连接第二不锈钢针形调节阀,第二横管上串联转子流量计以及单向阀,本实用新型在酯化阶段持续有微量的气流进入酯化釜,形成氮气保护,减少氧气的进入酯化釜和在釜内的停留时间,有效的控制切片的黄变。
权利要求
1.一种微量气流可调的带压聚酯反应釜系统,包括打桨釜(1)以及酯化聚合釜(2),所述打桨釜(1)的出料口通过物料输送系统与酯化聚合釜(2)的主进料口连接,其特征在于:所述酯化聚合釜(2)上端设有进气口且进气口通过气体调节装置(8)与氮气保护系统(9)连通,所述氮气保护系统(9)通过管道与打桨釜(1)连通,所述酯化聚合釜(2)右端的通气口通过第一连管(42)连接第一冷凝器(4)的进气口,所述第一冷凝器(4)通过缓冲罐(6)与旋片式真空泵(61)连通,所述第一连管(42)上端通过管道与填料塔(3)连接,所述填料塔(3)通过第二冷凝器(7)与接收罐(5)连接,所述接收罐(5)上端固定带有第一调节阀(51)的出气管;
所述气体调节装置(8)包括第一不锈钢针形调节阀(81),所述第一不锈钢针形调节阀(81)上端通过管道与氮气保护系统(9)连接,所述第一不锈钢针形调节阀(81)下端连接第一竖管(82),所述第一竖管(82)右端通过并联的第一横管(83)以及两个第二横管(87)与第二竖管(88)连接,所述第二竖管(88)下端与酯化聚合釜(2)的进气口连接,所述第一横管(83)上连接第二不锈钢针形调节阀(84),所述第二横管(87)上串联转子流量计(85)以及单向阀(86)。
2.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述打桨釜(1)上端安装有加料罐,所述酯化聚合釜(2)上端安装辅料加入罐,所述打桨釜(1)以及酯化聚合釜(2)下端均连接出料管,且出料管上均安装卸料阀。
3.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述酯化聚合釜(2)为空心夹层结构,所述酯化聚合釜(2)的空心夹层与热媒设备(10)连接,所述热媒设备(10)包括热媒加热炉、热媒泵以及温度显示控制系统,所述热媒加热炉通过进媒管道以及回媒管道分别与酯化聚合釜(2)空心夹层上部位置以及下部位置连通,且进媒管道上安装有热媒泵以及温度显示控制系统。
4.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述第一连管(42)上安装有防爆阀(41),所述填料塔(3)与第一连管(42)连接的管道上设有不锈钢针型阀,所述填料塔(3)与第一连管(42)连接的管道设在酯化聚合釜(2)与防爆阀(41)之间。
5.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述缓冲罐(6)包括两个储水罐,两个所述储水罐上端通过连管连通,两个储水罐上端通过管道分别与第一冷凝器(4)以及旋片式真空泵(61)连接。
6.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述第一冷凝器(4)以及第二冷凝器(7)的冷媒进口均通过管道与冷却系统的冷却进水管连接,所述第一冷凝器(4)以及第二冷凝器(7)的冷媒出口均通过管道与冷却系统的冷却出水管连接。
7.根据权利要求1所述的一种微量气流可调的带压聚酯反应釜系统,其特征在于:所述酯化聚合釜(2)环形内壁上部位置通过轴承安装环形板(22),所述环形板(22)上端均匀固定至少两个扇叶(23),所述环形板(22)下端固定至少两个刮板(21),至少两个所述刮板(21)均与酯化聚合釜(2)内壁贴合,所述第二竖管(88)下端延伸入酯化聚合釜(2)内部且第二竖管(88)下端固定倾斜管。
说明书
技术领域
本实用新型是一种微量气流可调的带压聚酯反应釜系统,属于聚酯反应釜技术领域。
背景技术
聚酯产品的色泽是在PET的产品指标中最重要的指标之一,不合格产品一般表现为切片发黄。PET切片的发黄一般由聚合过程中外界的氧气进入体系的副反应导致的黄变。工业上可以通过添加抗氧剂来减少在聚合和加工过程中的切片黄变,但是添加抗氧剂往往意味着增加生产成本。
聚酯的合成步骤一般包括如下几步:打浆、酯化、缩聚、固相缩聚(视产品而定)等步骤。打浆过程过程中温度一般不超过40℃,氧气不会对体系产生太大影响。缩聚阶段,整个体系都是负压状态,即使环境中的氧气进入系统也无法在体系中停留,所以该阶段氧气的影响也很小。浆料在进入酯化釜后,经过升温和加压温度会逐步升温到240-260℃,在该阶段氧气如若进入系统,会在系统中长时间停留,同时酯化釜内的高高温度会导致切片的氧化黄变。所以,减少酯化阶段氧气的进入和釜内的停留时间可以有效的控制树脂黄变,提升最终产品品质。
实用新型内容
针对现有技术存在的不足,本实用新型目的是提供一种微量气流可调的带压聚酯反应釜系统,以解决上述背景技术中提出的浆料在进入酯化釜后,经过升温和加压温度会逐步升温到240-260℃,在该阶段氧气如若进入系统,会在系统中长时间停留,同时酯化釜内的高高温度会导致切片的氧化黄变的问题,本实用新型在酯化阶段持续有微量的气流进入酯化釜,形成氮气保护,减少氧气的进入酯化釜和在釜内的停留时间,有效的控制切片的黄变,提高了生产质量。
为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种微量气流可调的带压聚酯反应釜系统,包括打桨釜以及酯化聚合釜,所述打桨釜的出料口通过物料输送系统与酯化聚合釜的主进料口连接,所述酯化聚合釜上端设有进气口且进气口通过气体调节装置与氮气保护系统连通,所述氮气保护系统通过管道与打桨釜连通,所述酯化聚合釜右端的通气口通过第一连管连接第一冷凝器的进气口,所述第一冷凝器通过缓冲罐与旋片式真空泵连通,所述第一连管上端通过管道与填料塔连接,所述填料塔通过第二冷凝器与接收罐连接,所述接收罐上端固定带有第一调节阀的出气管,所述气体调节装置包括第一不锈钢针形调节阀,所述第一不锈钢针形调节阀上端通过管道与氮气保护系统连接,所述第一不锈钢针形调节阀下端连接第一竖管,所述第一竖管右端通过并联的第一横管以及两个第二横管与第二竖管连接,所述第二竖管下端与酯化聚合釜的进气口连接,所述第一横管上连接第二不锈钢针形调节阀,所述第二横管上串联转子流量计以及单向阀。
进一步地,所述打桨釜上端安装有加料罐,所述酯化聚合釜上端安装辅料加入罐,所述打桨釜以及酯化聚合釜下端均连接出料管,且出料管上均安装卸料阀。
进一步地,所述酯化聚合釜为空心夹层结构,所述酯化聚合釜的空心夹层与热媒设备连接,所述热媒设备包括热媒加热炉、热媒泵以及温度显示控制系统,所述热媒加热炉通过进媒管道以及回媒管道分别与酯化聚合釜空心夹层上部位置以及下部位置连通,且进媒管道上安装有热媒泵以及温度显示控制系统。
进一步地,所述第一连管上安装有防爆阀,所述填料塔与第一连管连接的管道上设有不锈钢针型阀,所述填料塔与第一连管连接的管道设在酯化聚合釜与防爆阀之间。
进一步地,所述缓冲罐包括两个储水罐,两个所述储水罐上端通过连管连通,两个储水罐上端通过管道分别与第一冷凝器以及旋片式真空泵连接。
进一步地,所述第一冷凝器以及第二冷凝器的冷媒进口均通过管道与冷却系统的冷却进水管连接,所述第一冷凝器以及第二冷凝器的冷媒出口均通过管道与冷却系统的冷却出水管连接。
进一步地,所述酯化聚合釜环形内壁上部位置通过轴承安装环形板,所述环形板上端均匀固定至少两个扇叶,所述环形板下端固定至少两个刮板,至少两个所述刮板均与酯化聚合釜内壁贴合,所述第二竖管下端延伸入酯化聚合釜内部且第二竖管下端固定倾斜管。
本实用新型的有益效果:本实用新型的一种微量气流可调的带压聚酯反应釜系统,
1、本实用新型中增加了气体调节装置,转子流量计便于对保护气体进行微量精准调节,配合使气体只能单向流动的单向阀实现在整个酯化过程中始终有流量可调的保护气体在酯化合成釜内流通,达到阻止空气进入酯化合成釜的目的,有效的减少树脂在酯化过程由于氧气导致的黄变。
2、通过第二竖管中输出的气体能够推动扇叶进行移动,进而带动环形板以及刮板进行移动,利用刮板对残留在酯化聚合釜内壁的物料进行刮除,便于物料的排出,减少了物料因难以排出而造成的浪费。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
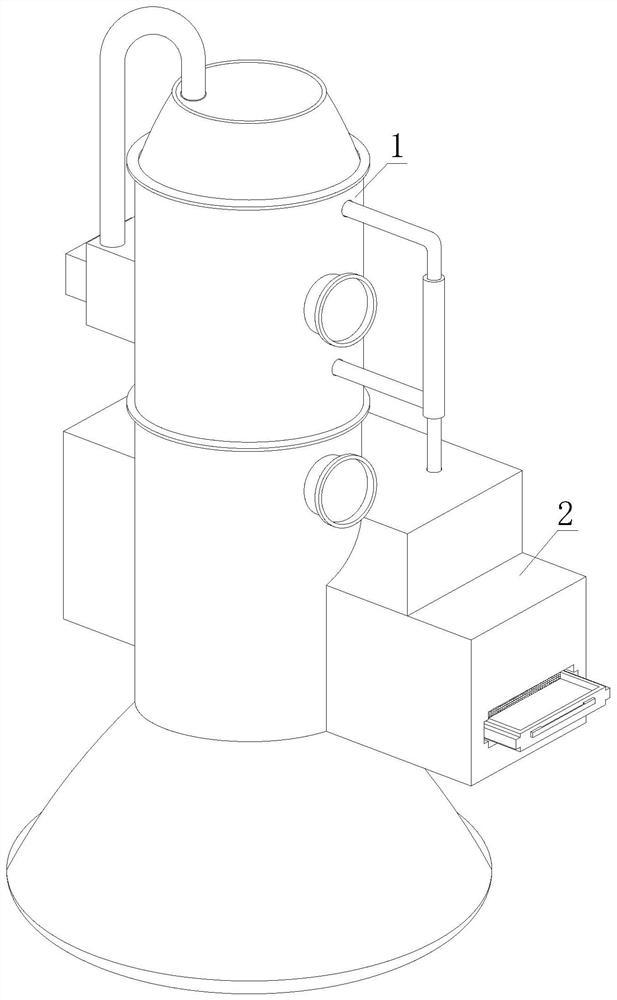
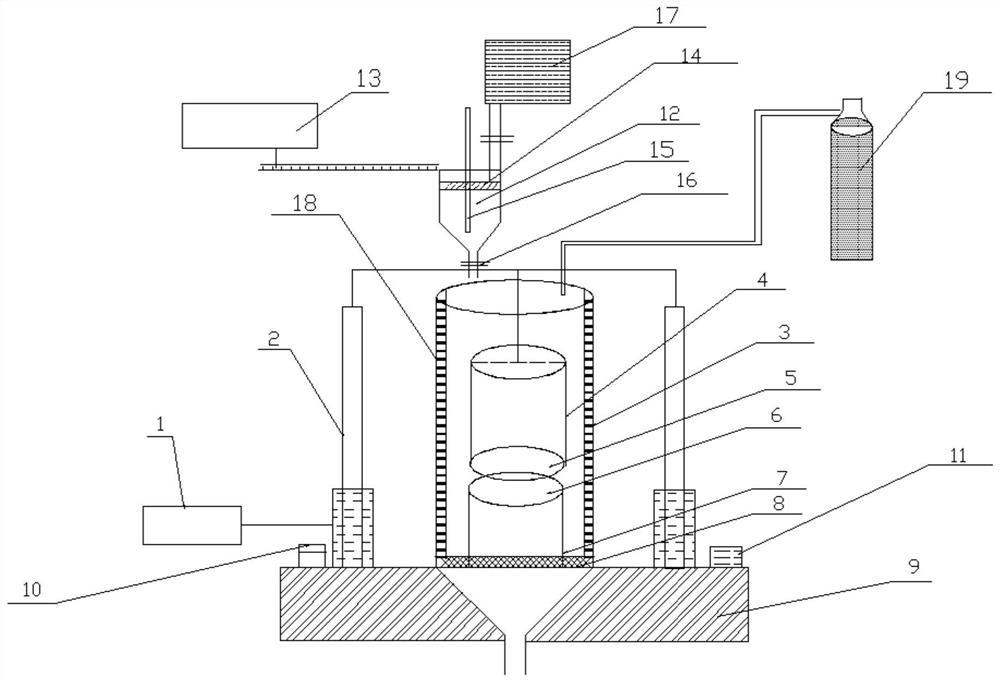
图1为本实用新型一种微量气流可调的带压聚酯反应釜系统的立体图;
图2为本实用新型一种微量气流可调的带压聚酯反应釜系统中气体调节装置的示意图;
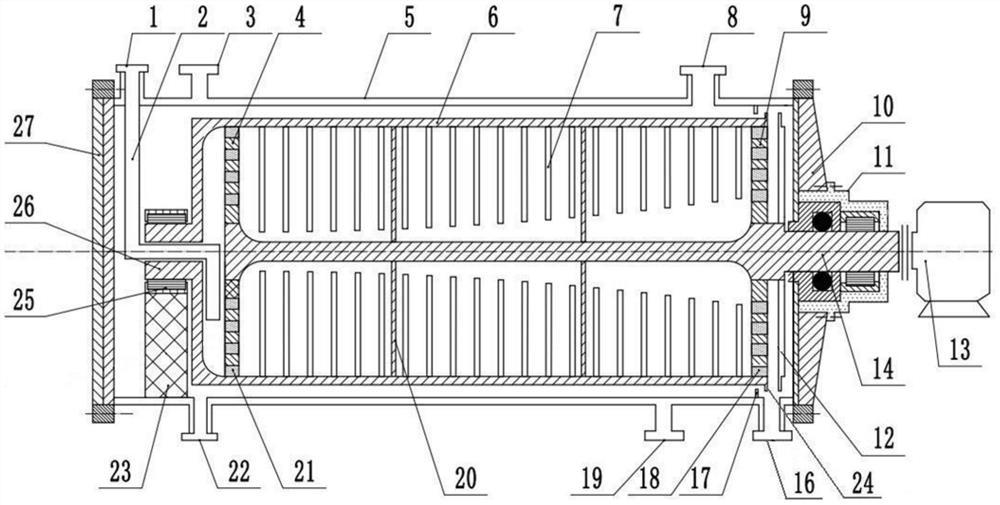
图3为本实用新型一种微量气流可调的带压聚酯反应釜系统中酯化聚合釜的示意图。
图中:1-打桨釜、2-酯化聚合釜、3-填料塔、4-第一冷凝器、5-接收罐、6-缓冲罐、7-第二冷凝器、8-气体调节装置、9—氮气保护系统、10-热媒设备、41-防爆阀、42-第一连管、21-刮板、22-环形板、23-扇叶、51-第一调节阀、61-旋片式真空泵、81-第一不锈钢针形调节阀、82-第一竖管、83-第一横管、84-第二不锈钢针形调节阀、85-转子流量计、86-单向阀、87-第二横管、88-第二竖管。
具体实施方式
为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
请参阅图1-图3,本实用新型提供一种技术方案:一种微量气流可调的带压聚酯反应釜系统,包括打桨釜1以及酯化聚合釜2,打桨釜1的出料口通过带有输送泵的输送管道与酯化聚合釜2的主进料口连接,酯化聚合釜2上端设有进气口且进气口通过气体调节装置8与氮气保护系统9连通,氮气保护系统9通过管道与打桨釜1连通,酯化聚合釜2右端的通气口通过第一连管42连接第一冷凝器4的进气口,第一冷凝器4通过缓冲罐6与旋片式真空泵61连通,第一连管42上端通过管道与填料塔3连接,填料塔3通过第二冷凝器7与接收罐5连接,接收罐5上端固定带有第一调节阀51的出气管,具体地,打桨釜1通过搅拌桨将物料打成浆体,然后通过管道输送到酯化聚合釜2内部进行酯化,气体调节装置8便于对保护气体进行微量精准调节,实现在整个酯化过程中始终有流量可调的保护气体在酯化合成釜内流通,达到阻止空气进入酯化合成釜的目的,有效的减少树脂在酯化过程由于氧气导致的黄变,第一冷凝器4以及第二冷凝器7均具有将空气冷凝的作用,接收罐5以及缓冲罐6便于接收水冷凝水,旋片式真空泵61实现了吸真空的功能。
气体调节装置8包括第一不锈钢针形调节阀81,第一不锈钢针形调节阀81上端通过管道与氮气保护系统9连接,第一不锈钢针形调节阀81下端连接第一竖管82,第一竖管82右端通过并联的第一横管83以及两个第二横管87与第二竖管88连接,第二竖管88下端与酯化聚合釜2的进气口连接,第一横管83上连接第二不锈钢针形调节阀84,第二横管87上串联转子流量计85以及单向阀86,两个第二横管87上串联的转子流量计85的量程不同,且两个转子流量计85上均带有调节阀,转子流量计85便于对保护气体进行微量精准调节,配合使气体只能单向流动的单向阀86实现在整个酯化过程中始终有流量可调的保护气体在酯化合成釜内流通,达到阻止空气进入酯化合成釜的目的,有效的减少树脂在酯化过程由于氧气导致的黄变,第二不锈钢针形调节阀84能够将保护气体的流量增加,便于将酯化完成后的物料推出酯化聚合釜2内部。
打桨釜1上端安装有加料罐,酯化聚合釜2上端安装辅料加入罐,打桨釜1以及酯化聚合釜2下端均连接出料管,且出料管上均安装卸料阀,便于打桨釜1以及酯化聚合釜2的加料以及排料。
酯化聚合釜2为空心夹层结构,酯化聚合釜2的空心夹层与热媒设备10连接,热媒设备10包括热媒加热炉、热媒泵以及温度显示控制器,热媒加热炉通过进媒管道以及回媒管道分别与酯化聚合釜2空心夹层上部位置以及下部位置连通,且进媒管道上安装有热媒泵以及温度显示控制器,便于对酯化聚合釜2进行温度控制。
第一连管42上安装有防爆阀41,填料塔3与第一连管42连接的管道上设有不锈钢针型阀,填料塔3与第一连管42连接的管道设在酯化聚合釜2与防爆阀41之间,便于对第一连管42以及连通第一连管42与填料塔3的通道进行启闭控制。
缓冲罐6包括两个储水罐,两个储水罐上端通过连管连通,两个储水罐上端通过管道分别与第一冷凝器4以及旋片式真空泵61连接,便于对冷凝水进行接收,且使冷凝水不会进入到旋片式真空泵61内部。
第一冷凝器4以及第二冷凝器7的冷媒进口均通过管道与冷却系统的冷却进水管连接,第一冷凝器4以及第二冷凝器7的冷媒出口均通过管道与冷却系统的冷却出水管连接。
酯化聚合釜2环形内壁上部位置通过轴承安装环形板22,环形板22上端均匀固定至少两个扇叶23,环形板22下端固定至少两个刮板21,至少两个刮板21均与酯化聚合釜2内壁贴合,第二竖管88下端延伸入酯化聚合釜2内部且第二竖管88下端固定倾斜管,第二竖管88中输出的气体沿着倾斜管排出,气流对扇叶23进行冲击,推动扇叶23进行移动,进而带动环形板22以及刮板21进行移动,利用刮板21对残留在酯化聚合釜2内壁的物料进行刮除,便于物料的排出,减少了物料因难以排出而造成的浪费。
工作过程:将对苯二甲酸7kg、乙二醇3.8kg、催化剂锑300ppm、磷酸磷60ppm通过加料罐进入打桨釜1中,搅拌20分钟,搅拌完成后通过管路将浆料打入酯化聚合釜2中,关闭第一调节阀51、防爆阀41以及两个转子流量计85上的调节阀,然后打开第一不锈钢针形调节阀81以及第二不锈钢针形调节阀84,直至酯化聚合釜2、填料塔3、第二冷凝器7、接收罐5内部压力升高至0.25MPa,然后关闭第一不锈钢针形调节阀81以及第二不锈钢针形调节阀84,对酯化聚合釜2进行升温酯化,通过调节第一调节阀51调整酯化聚合釜2、填料塔3、第二冷凝器7以及接收罐5内部压力,让系统内部压力维持在0.25MPa,通过接收罐5接收的水量判断酯化程度,当水量达到1200mL时判断酯化结束,然后通过第一调节阀51将酯化聚合釜2、填料塔3、第二冷凝器7、接收罐5内部压力降至常压,再关闭第一调节阀51以及不锈钢针型阀,然后打开防爆阀41,通过旋片式真空泵61进行抽真空缩聚,抽真空过程分为低真空和高正空两个阶段,低真空阶段,将酯化聚合釜2内温度控制在260oC,酯化聚合釜2内真空度控制在200Pa以上,持续时间在30min,之后进入高真空阶段,将酯化聚合釜2内温度控制在270℃,酯化聚合釜2内真空度控制在80Pa以下,待酯化聚合釜2搅拌电机电流达到1.5A时停止搅拌,利用氮气将熔体压出,经过口模拉成条状,水槽冷却以后,进入切粒机得到共聚酯切片,送样检测,最终产品粘度0.72dL/g,颜色L值60.2,b值4.6的。
以上为一种聚酯产品的反应过程,其他的可参考上述过程并根据实际进行操作。
一种微量气流可调的带压聚酯反应釜系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0