







专利摘要
本发明涉及一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法。其制作步骤是,胶合前对竹材和木材表面降低孔隙度的处理;把竹材、木材机械加工、成为竹条、实木条的形状;把异氰酸酯树脂喷雾到竹条的长度方向的端头,竹条的宽度方向的两侧面;同样把异氰酸酯树脂喷雾到实木条的长度方向的端头,实木条的宽度方向的两侧面;再将多块竹拼板用异氰酸酯胶喷雾粘接作为上、下表面层,把多块实木拼板用异氰酸酯胶喷雾粘接作为芯层,在上、下表面层和芯层之间采用热压工艺进行板材胶合。从而,施胶量可以降低到10~40g/m2,比传统的涂胶方法施胶量降低1~2倍;并且防潮性好,无游离甲醛释放。
权利要求
1、一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征的制作步骤是,
一、胶合前需要对竹材和木材表面降低孔隙度的处理;
二、把竹材、木材机械加工成为竹条、实木条的形状;
三、把异氰酸酯树脂喷雾到竹条的长度方向的端头,并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到竹条的宽度方向的两侧面,再该竹条在宽度方向拼接而形成一块竹拼板;同样把异氰酸酯树脂喷雾到实木条的长度方向的端头,并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到实木条的宽度方向的两侧面,再该实木条在宽度方向拼接而形成实木拼板,其施胶量范围为10克/平方米至40克/平方米施胶层面;
四、再将多块竹拼板用异氰酸酯胶喷雾粘接作为上、下表面层,把多块实木拼板用异氰酸酯胶喷雾粘接作为芯层,又在竹拼板、实木拼板的相对的表面上均喷雾异氰酸酯树脂,在上、下表面层和芯层之间采用热压工艺进行板材胶合,最终形成产品。
2、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述降低孔隙度的处理方法是对竹材、木材表面进行表面采用热压或辊压的方式的密实化处理。
3、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述降低孔隙度的处理方法是对竹材、木材表面采用超细粉末为封闭剂的封闭方法。
4、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述降低孔隙度的处理方法是对竹材、木材表面采用表面增湿或喷施催化剂方法。
5、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述异氰酸酯胶喷雾采用气流喷雾施胶。
6、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述竹条厚度范围在2mm~6mm;宽度范围在10mm~30mm。
7、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述实木条厚度为2mm~30mm;宽度范围在10mm~40mm。
8、根据权利要求1所述的一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征是,上述上、下表面层和芯层之间采用热压工艺的压力范围5~30公斤/平方厘米;热压温度在80~200度,热压时间在1~3分钟/mm。
说明书
技术领域技术领域
本发明涉及一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法。
技术背景背景技术
目前,异氰酸酯(MDI),又称4,4’-二苯基甲烷二异氰酸酯,其分子式为 该种树脂具有胶合性能好,胶层耐水性强的特点,在木材工业中已经应用的范围包括胶合板、华夫板、刨花板以及木材的拼接和薄膜的胶合中。MDI应用于木质板材(竹材、木材)的胶合仍存在有两个问题需要解决,一是MDI树脂本身价格比较昂贵,而常规的涂胶方法又要求单位面积的涂胶量在60g/m2以上,涂胶量导致板材的成本增加巨大,涂胶过程中涂胶工具清理困难,生产效率降低;二是MDI树脂在热压胶合状态下,粘度急剧降低,而木材,竹材本身又是多孔型材料,使得树脂在受热状态下急速渗透到木质材料中去,从而对胶合强度形成不良影响。另外,采用MDI胶合的木质板材制品由于具有优良的胶合性能和良好的耐水、耐潮性能,市场上有着广泛的需求。由于木材、竹材本身都是多孔型生物质材料,经过加工的竹条或木条表面都有大小不等的空隙存在。在胶合过程中由于这些孔隙的存在,往往会引起胶粘剂在胶合表面的过分渗透,这样往往导致两个后果,一是施胶量增大,生产成本增加;二是胶粘剂过分渗透到空隙中,导致胶合不良。而目前主要是通过提高胶液的粘度、或者向胶粘剂里加入各种填料增加胶的粘稠度,来防止上述现象的发生。
发明内容发明内容
本发明的目的在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,在保证以达到《胶合木结构》国家标准GB50206-2002,以及室外用结构胶合板的标准的要求的前提下,以少量的异氰酸脂树脂喷雾到单板条(或实木条)表面,另外,对竹材、木材表面进行表面处理(表面密实化、超细粉末进行表面封闭、表面喷洒水雾),通过降低和减少竹材木材表面的孔隙的方法,以防止异氰酸酯树脂在竹材、木材表面的过分渗透,该种方法胶合的板材在使用过程中没有游离甲醛释放,不会对室内空气造成污染。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,其特征的制作步骤是,
一、胶合前需要对竹材和木材表面降低孔隙度的处理;
二、把竹材、木材机械加工成为竹条、实木条的形状;
三、把异氰酸酯树脂喷雾到竹条的长度方向的端头,并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到竹条的宽度方向的两侧面,再该竹条在宽度方向拼接而形成一块竹拼板;同样把异氰酸酯树脂喷雾到实木条的长度方向的端头,并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到实木条的宽度方向的两侧面,再该实木条在宽度方向拼接而形成实木拼板,其施胶量范围为10克/平方米至40克/平方米施胶层面;
四、再将多块竹拼板用异氰酸酯胶喷雾粘接作为上、下表面层,把多块实木拼板用异氰酸酯胶喷雾粘接作为芯层,又在竹拼板、实木拼板的相对的表面上均喷雾异氰酸酯树脂,在上、下表面层和芯层之间采用热压工艺进行板材胶合,最终形成产品。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述降低孔隙度的处理方法是对竹材、木材表面进行表面采用热压或辊压的方式的密实化处理。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述降低孔隙度的处理方法是对竹材、木材表面采用超细粉末为封闭剂的封闭方法。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述降低孔隙度的处理方法是对竹材、木材表面采用表面增湿或喷施催化剂方法。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述异氰酸酯胶喷雾采用气流喷雾施胶。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述竹条厚度范围在2mm~6mm;宽度范围在10mm~30mm。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述实木条厚度为2mm~30mm;宽度范围在10mm~40mm。
本发明在于提供一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法,上述上、下表面层和芯层之间采用热压工艺的压力范围5~30公斤/平方厘米;热压温度在80~200度,热压时间在1~3分钟/mm。
本发明施胶量可以降低到10-40g/m2,比传统的涂胶方法施胶量降低1-2倍,降低了产品制造成本;并且防潮性好,无游离甲醛释放。
附图说明附图说明
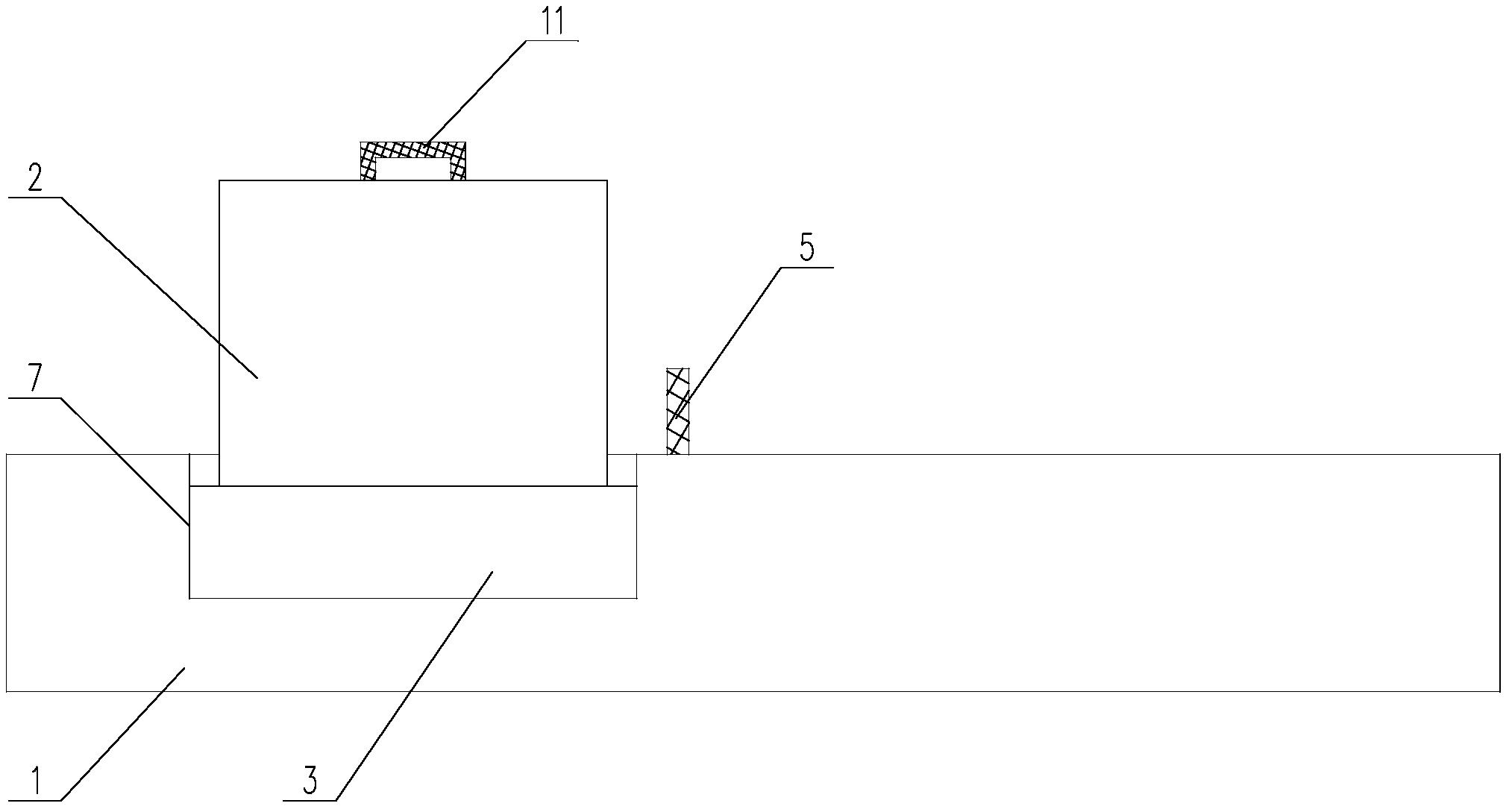
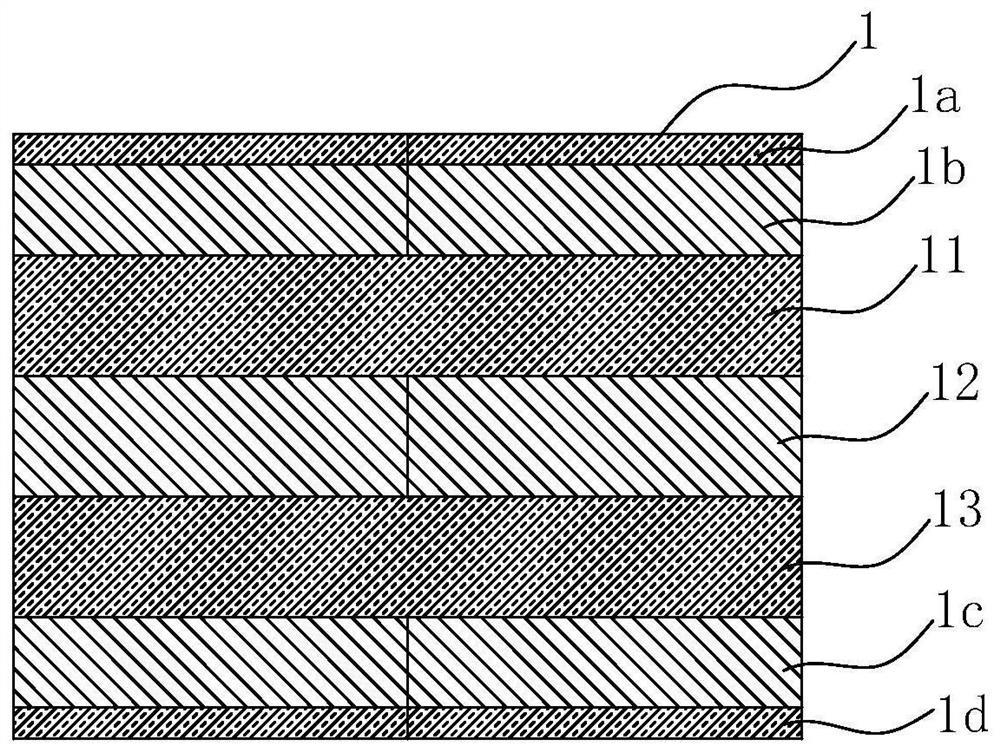
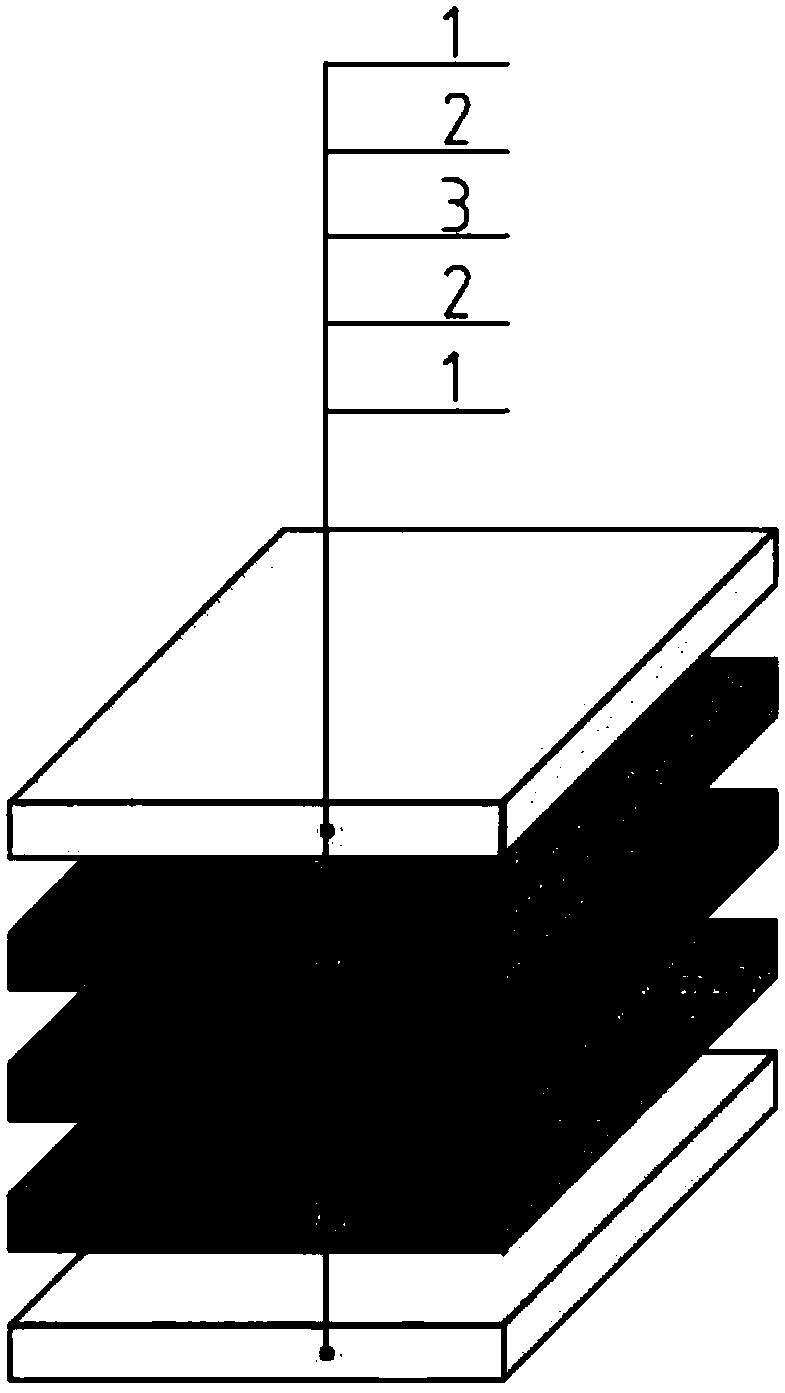
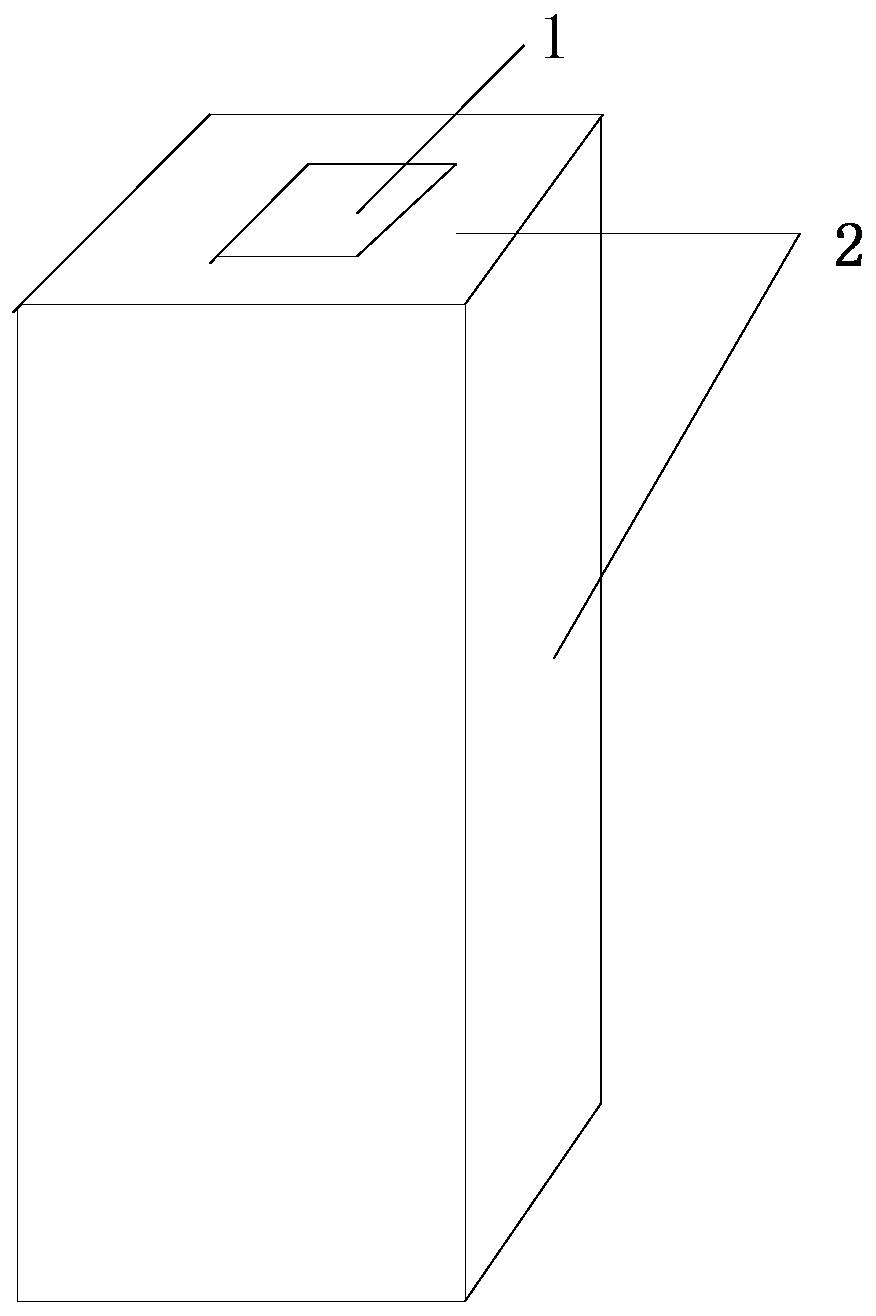
图1本发明的典型实施例的产品剖面图。
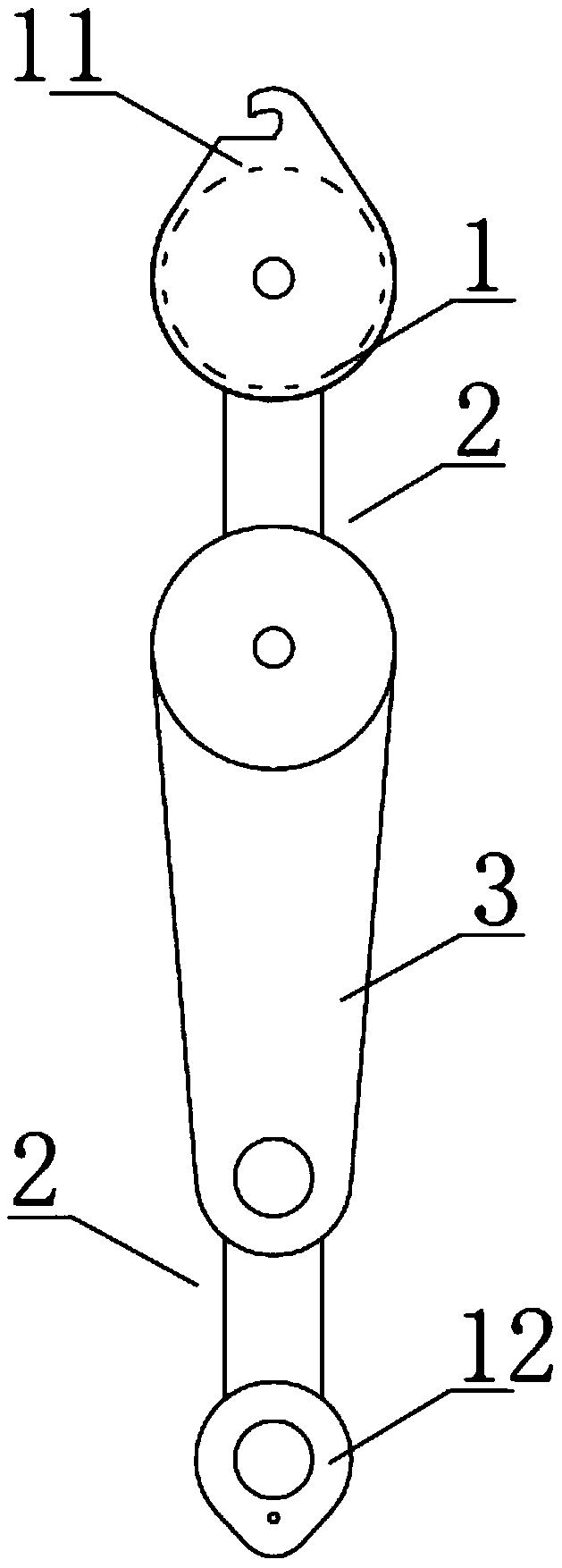
图2本发明的单板条的长度方向的端头的指接立体图。
图3本发明的单板条的长度方向的端头的端接立体图。
具体实施方式具体实施方式
本发明的木质板材(竹材和木材)的制作步骤如下:
1、胶合前需要对竹材和木材表面降低孔隙度的处理,其处理的方法主要有以下几点:一是对竹材、木材表面进行表面密实化处理,即采用热压或辊压的方式降低或消除木材表面的孔隙,(其热压或辊压的温度在50-180℃,压力在0.5-2.0MPa,时间在15-120秒),该种处理的主要目的是防止异氰酸酯树脂在竹材、木材表面的过分渗透,从而导致不良胶合;二是采用对竹材、木材表面进行封闭的方法,即封闭剂采用超细粉末或者其它种类的封闭物质,通过采用超细粉末(200目~20目)将其均匀涂刷或喷洒在被胶合体表面,以起到封闭被胶合体表面孔隙的目的,(超细粉末的喷洒量在15-60g/cm2.),减少竹材、木材纤维组织间的孔隙,以防止树脂在竹材、木材表面的过量渗透,;三是采用表面增湿或喷施催化剂方法的处理,通过采用向胶合体表面喷洒水雾的方式,达到封闭被胶合体表面孔隙的目的,水雾的喷洒数量在15-45g/cm2。以促进竹材、木材表面胶合。
2、把竹材、木材机械加工、压力加工成为单板、单板条(竹条或实木条)的形状;该竹条厚度范围在2mm~6mm;宽度范围在10mm~30mm;该实木条厚度为2mm~30mm;宽度范围在10mm~40mm;
3、把异氰酸酯树脂喷雾(即施胶)到竹条的长度方向的端头(指接或端接端点),并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到竹条的宽度方向的两侧面,在该竹条在宽度方向拼接而形成竹拼板;同样把异氰酸酯树脂喷雾(即施胶)到实木条的长度方向的端头(指接或端接端点),如图2、3所示,并在长度方向上进行对接,然后把异氰酸酯树脂喷雾到实木条的宽度方向的两侧面,在该实木条在宽度方向拼接而形成实木拼板;
上述异氰酸酯树脂喷雾异氰酸酯胶喷雾采用气流喷雾施胶的方法,通过控制喷雾时间、喷雾气流的压力来控制喷胶量和胶滴的雾化程度,该种喷雾施胶的方法需要采用专门的喷雾施胶间进行,并且配有强制通风设备,以避免胶雾扩散对施胶人员造成呼吸系统损害。
其特点是施胶均匀,施胶量小,其施胶量范围为10克/平方米至40克/平方米施胶层面。该种方法不但比传统的涂胶方法(50-100g/m2)降低施胶量1~2倍,而且避免了采用涂胶机涂胶造成的涂胶量大,涂胶设备清洗量大,工作效率低的缺点。
4、再将多块竹拼板用异氰酸酯胶喷雾粘接作为上、下表面层,把多块实木拼板用异氰酸酯胶喷雾粘接作为芯层,又在竹拼板、实木拼板的相对的表面上均喷雾异氰酸酯树脂,在上、下表面层和芯层之间采用热压工艺进行板材胶合,其热压压力范围5~30公斤/平方厘米;热压温度在80~200度,热压时间在1~3分钟/mm;最终形成产品为竹木复合胶合板、或者竹木集成材,如图1所示。
按上述同样的实施方法也可以只是单纯的竹拼板层间胶合或者只是单纯实木拼板层间胶合,最终形成产品为竹材胶合板、集成材、或木材胶合板、木材集成材。
并且采用上述工艺方法胶合的竹材、木材或者竹木复合制品还具有优良的胶合性能,防潮性好,无游离甲醛释放。
一种采用异氰酸酯树脂喷雾施胶胶合木质板材的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0