








专利摘要
本发明提出的是一种冷压重组竹自动称重并组坯的方法,包括如下工艺步骤:(一)浸胶竹束干燥和分选;(二)竹束的对齐称重和打捆;(三)竹束捆的自动堆垛;(四)竹束捆的含水率平衡和铺装。优点:本发明利用现有浸胶竹束干燥和分选线上对其进行在线称重,并将其捆扎,捆扎后通过滚筒和提升装置其自动堆放,并平衡含水率,然后再将两捆或四捆送进组坯槽中,采用这种工艺改进现有的冷压重组竹生产技术,优化其生产工序,提高冷压重组竹铺装均匀性,减轻员工的劳动强度,提高生产效率和品质,为冷压竹重组竹的健康发展提供保障。
权利要求
1.一种冷压重组竹自动称重并组坯的方法,其特征是该方法包括如下工艺步骤:
(一)浸胶竹束干燥和分选;
(二)竹束的对齐称重和打捆;
(三)竹束捆的自动堆垛;
(四)竹束捆的含水率平衡和铺装。
2.根据权利要求1所述的冷压重组竹自动称重并组坯的方法,其特征是所述的步骤(一)浸胶竹束干燥和分选:将浸渍过酚醛胶并沥干过的竹束在多层网带干燥机上烘干,烘干至含水率12~18%,并在多层网带干燥机后端对其进行分选,调出虫害材、嫩竹材以及颜色不协调的竹材。
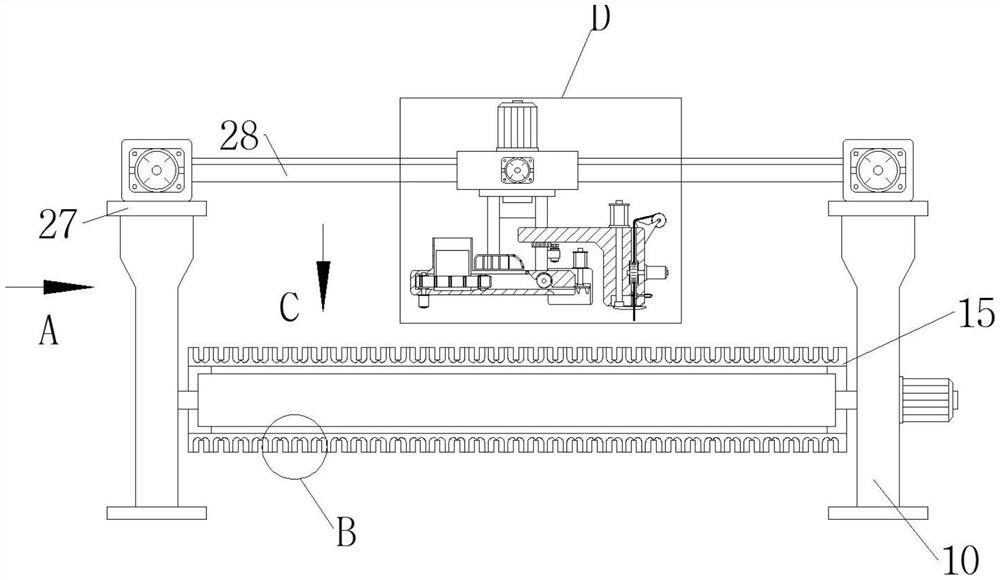
3.根据权利要求1所述的冷压重组竹自动称重并组坯的方法,其特征是所述的步骤(二)竹束的对齐称重和打捆:在多层网带干燥机出料口的下方有一A称重装置,A称重装置的两边有挡板,在挡板距两端60cm处有放置两个弹性捆扎带,该带的两端带钩,在竹束堆积到一定的量时,A称重装置两端的B气缸拍打竹束两端,将竹束两端对齐;当A称重装置上的重量达到设定的量时,挡板上端与挡板垂直的位置有三个C气缸,三个C气缸的前段水平伸出,伸出的前段正好接触到多层网带干燥机网带的最前段,接住从运动网带传送过来的竹束;与此同时将下面捆扎带的头搭接好形成竹束捆,并将竹束捆向右在滚筒上移动,出去后碰到行程开关,上面接住竹束的三个C气缸自动缩回,竹束掉到下面的A称重装置上,并周而复始开始新一轮称重。
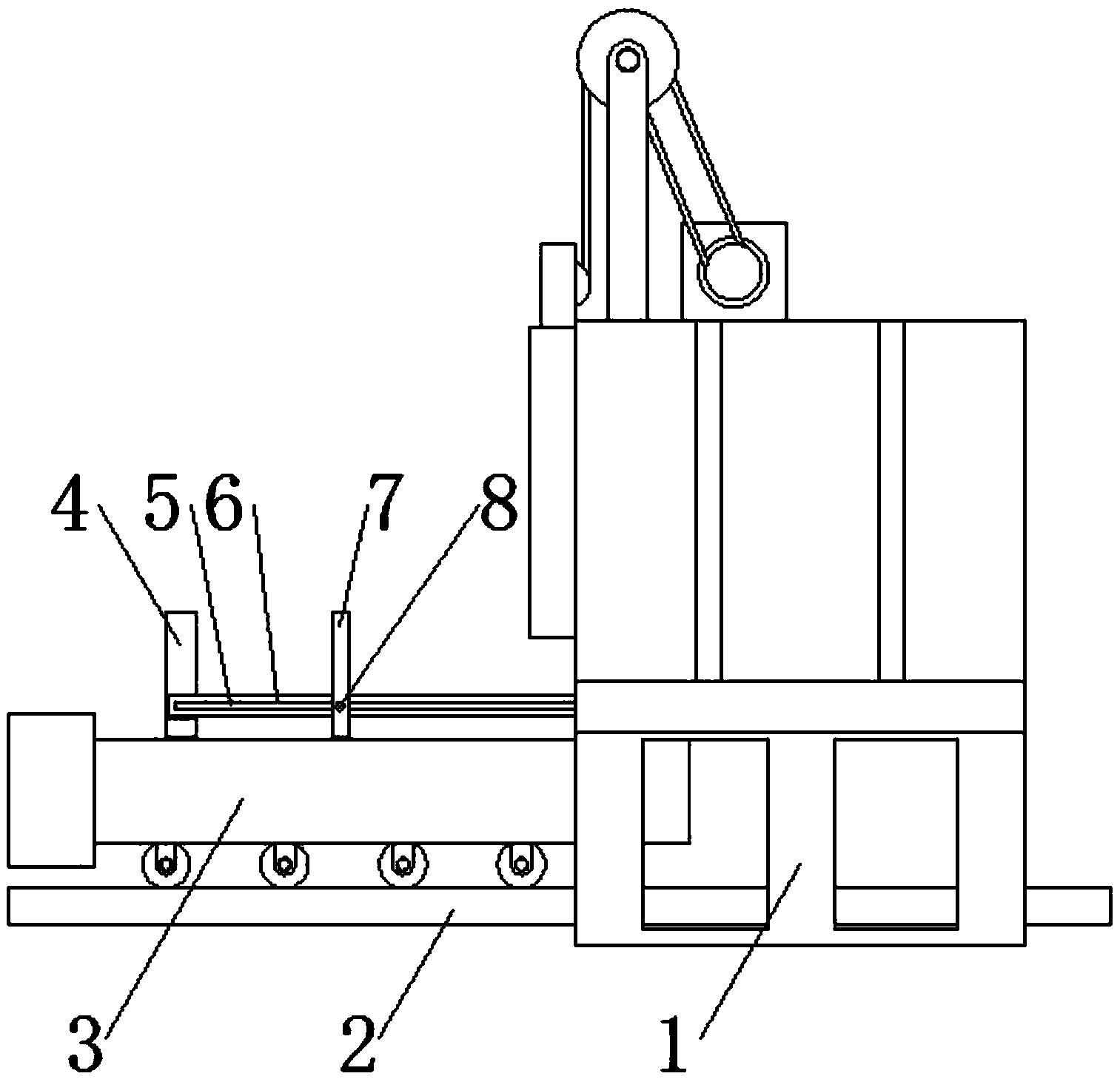
4.根据权利要求1所述的冷压重组竹自动称重并组坯的方法,其特征是所述的步骤(三)竹束捆的自动堆垛:将滚台上的竹束捆通过一D提升装置,通过PC机控制,将其放到指定地点的指定位置托架上,当托架上一层铺满后,托架下面的旋转装置自动旋转90°,便于纵横堆垛,该D提升装置根据计数器,来下降其放料的高度,并在完成一定数量的堆垛后,自动提醒操作人员移开竹束堆。
5.根据权利要求1所述的冷压重组竹的高效率生产方法,其特征是所述的步骤(四)竹束捆的含水率平衡和铺装:将经过平衡后的竹束捆运到铺装台,将两捆或四捆送进组坯槽中,组坯槽下有一显示其两端重量的装置,将不同竹束捆的大小头对调均匀,再将其两端对齐铺装。
6.根据权利要求1所述的冷压重组竹自动称重并组坯的方法,其特征能够对纤维类材料的冷压重组材进行自动称重并组坯。
说明书
技术领域
本发明涉及的是一种冷压重组竹自动称重并组坯的方法,属木材工业中的人造板制造技术领域。
背景技术
重组竹(又称竹重组材、重竹)是在竹材层压板的基础上经过改进、提高而形成的结构及装饰用新型竹质人造板。重组竹的主要生产工序是将竹材去除竹青层后,再通过刨削竹黄、碾压加缝制成具有贯穿缝隙的特殊竹篾(也称竹束),经浸胶、干燥,冷压成型-热固化或热压机热压成型,生产出密度为1.0g/cm3及以上的竹重组材。所谓冷压成型-热固化法是指将浸胶后的竹束(碾压加缝竹篾)在钢制模具中常温高压模压成型,然后连同模具在高温窑中(温度120℃~135℃)固化而成,成型的板坯截面尺寸多数是140mm*152mm,此方法制成的重组竹通常简称为冷压重组竹。此方法在高温隧道窑中需经过11小时以上的热固化,具有投资少、产量大等优点,但存在竹束需要先干燥,然后浸胶再干燥,干燥后组坯等繁琐工序,组坯时由于竹束的两端厚薄不均,易造成一段密度偏大一段密度偏小,且人工搬运繁琐,为此在冷压重组竹现有生产技术的基础上,对其改进生产方式及减轻工人的劳动强度,提高其生产效率和品质。
在现有浸胶竹束干燥和分选线上对其进行在线分选、称重,并将其捆扎,捆扎后通过滚筒和提升装置将其自动堆放,并平衡含水率,然后再将两捆或四捆送进组坯槽中。该称重装置设置在浸胶竹束干燥和分选后的出口处,有一组气缸根据称重装置将此后一段时间内网带上输送过来的竹束拦住,待称重装置上的竹束打捆后沿滚筒向前移走后,再将拦住的竹束放到称重装置上重复称重。该捆扎带通过两端的搭扣将其捆扎,可以快速方便地捆扎和重复使用,组坯时将两捆或四捆的大小头颠倒放置,达到组坯均匀,并减少竹束搬运和工人劳动强度的目的。
采用这种工艺改进现有的冷压重组竹生产技术,将会提高冷压重组竹铺装均匀性,提高生产效率和品质,缩短内应力释放时间。
发明内容
本发明提出的是一种冷压重组竹自动称重并组坯的方法,其目的旨在利用现有浸胶竹束干燥和分选线上对其进行在线挑选和称重,并将其捆扎,捆扎后通过滚筒和提升装置其自动堆放,并平衡含水率,然后再将两捆或四捆送进组坯槽中;采用这种工艺改进现有的冷压重组竹生产技术,将会优化其生产工序,提高冷压重组竹铺装均匀性,减轻员工的劳动强度,提高生产效率和品质。
本发明的技术解决方案:一种冷压重组竹自动称重并组坯的方法,包括如下工艺步骤:
(一)浸胶竹束干燥和分选;
(二)竹束的对齐称重和打捆;
(三)竹束捆的自动堆垛;
(四)竹束捆的含水率平衡和铺装。
本发明的优点:竹类植物是地球上生长速度最快、繁殖最容易、成熟期最短的木本植物,是人类的环境友好材料,它具有一次造林成功,就可年年择伐、永续利用而不破坏生态环境的特点。全国现有竹林面积673万公顷,主要分布在全国16个省,为冷压竹重组竹的生产提供了可持续的原材料资源。冷压竹重组竹还可使毛竹等大径竹材的一次利用率从20%~50%提高至80%以上,使小径竹和丛生竹等未能工业化利用的竹材利用率也能达到80%以上;采用自动称重并组坯的工艺改进现有的冷压重组竹生产技术,将会优化其生产工序,减轻员工的劳动强度,提高生产效率和品质,也为冷压竹重组竹的健康发展提供保障。
具体实施方式
一种冷压重组竹自动称重并组坯的方法,包括如下工艺步骤:
(一)浸胶竹束干燥和分选;
(二)竹束的对齐称重和打捆;
(三)竹束捆的自动堆垛;
(四)竹束捆的含水率平衡和铺装。
所述的步骤(一)浸胶竹束干燥和分选:将浸渍过酚醛胶并沥干过的竹束在多层网带干燥机上烘干,烘干至含水率12~18%,并在多层网带干燥机后端对其进行分选,调出虫害材、嫩竹材以及颜色不协调的竹材。
所述的步骤(二)竹束的对齐称重和打捆:在多层网带干燥机出料口的下方有一称重装置A,称重装置A的两边有挡板,在挡板距两端60cm处有放置两个弹性捆扎带,该带的两端带钩,在竹束堆积到一定的量时,称重装置A两端的气缸B拍打竹束两端,将竹束两端对齐;当称重装置A上的重量达到设定的量时,挡板上端与挡板垂直的位置有三个气缸C,三个气缸C的前段水平伸出,伸出的前段正好接触到多层网带干燥机网带的最前段,接住从运动网带传送过来的竹束;与此同时将下面捆扎带的头搭接好形成竹束捆,并将竹束捆向右在滚筒上移动,出去后碰到行程开关,上面接住竹束的三个气缸C自动缩回,竹束掉到下面的称重装置A上,并开始新一轮称重,周而复始进行称重。
所述的步骤(三)竹束捆的自动堆垛:将滚台上的竹束捆通过一提升装置D,通过PC机控制,将其放到指定地点的指定位置托架上,当托架上一层铺满后,托架下面的旋转装置自动旋转90°,便于纵横堆垛,提升装置D根据计数器,来下降其放料的高度,并在完成一定数量的堆垛后,自动提醒操作人员移开竹束堆。
所述的步骤(四)竹束捆的含水率平衡和铺装:将经过平衡后的竹束捆运到铺装台,将两捆或四捆送进组坯槽中,组坯槽下有一显示其两端重量的装置,将不同竹束捆的大小头对调均匀,再将其两端对齐铺装。
所述的冷压重组竹自动称重并组坯的方法能够对纤维类材料的冷压重组材进行自动称重并组坯,如木质单板条、植物秸秆单元材料。
实施例1
冷压重组竹自动称重并组坯的方法,包括如下步骤:
a)浸胶竹束干燥和分选:将竹篾干燥后,采用改性低温固化酚醛胶浸渍,将浸渍过酚醛胶并沥干过的竹束在多层网带干燥机上烘干,采用低温70℃烘干,干燥至含水率14%,并在烘干线后端对其进行分选,调出虫害材、嫩竹材以及颜色不协调的竹材;
b)竹束的对齐称重和打捆:在出料口的下方有一自动称量装置,装置的两边有挡板,在挡板的两个缺口处有放置两个弹性捆扎带,该带的两端带钩,在竹束堆积到3kg时,两端的气缸B开始间隔20s拍打竹束两端,将其两端对齐;当称重装置A上的重量达到11 kg时,挡板上端与挡板垂直的位置,有三个气缸C的前段水平伸出,伸出的前段正好接触到网带的最前段,接住从运动网带传送过来的竹束;与此同时将下面捆扎带的头搭接好形成竹束捆,并将竹束捆开始向右在滚筒上移动,出去后碰到行程开关,上面接住竹束C的气缸自动缩回,竹束掉到下面的称重装置A上,并开始新一轮称重,周而复始进行称重;
c)竹束捆的自动堆垛,将滚台上的竹束捆通过一提升装置D,通过PC机控制,将其放到指定地点的指定位置托架上,当托架上一层铺满后,下面的旋转装置自动旋转90°,该提升装置D可以根据计数器,来下降其放料的高度,并在完成50捆的堆垛后,自动提醒操作人员移开竹束堆;
d)竹束捆的含水率平衡和铺装,将经过平衡后的竹束捆运到铺装台,将四捆送进组坯槽中,按照组坯槽下的显示将不同竹束捆的大小头对调均匀,再将其两端对齐铺装。
实施例2
冷压重组竹自动称重并组坯的方法,包括如下步骤:
a)浸胶竹束干燥和分选,将竹篾干燥后,采用改性低温固化酚醛胶浸渍,将浸渍过酚醛胶并沥干过的竹束在多层网带干燥机上烘干,采用低温70℃烘干,干燥至含水率14~16%,并在烘干线后端对其进行分选,调出虫害材、嫩竹材以及颜色不协调的竹材;
b)竹束的对齐称重和打捆,在出料口的下方有一自动称量装置,装置的两边有挡板,在挡板的两个缺口处有放置两个弹性捆扎带,该带的两端带钩,在竹束堆积到3kg时,两端的气缸B开始间隔20s拍打竹束两端,将其两端对齐;当称重装置A上的重量达到11 kg时,竹束上端靠近网带的位置有三个气缸C的前段升出,接住从运动网带传送过来的竹束;与此同时将下面捆扎带的头搭接好形成竹束捆,并将竹束捆开始向右在滚筒上移动,出去后碰到行程开关,上面接住竹束C的气缸自动缩回,竹束掉到下面的称重装置A上,并开始新一轮称重,周而复始进行称重;
c)竹束捆的自动堆垛,将滚台上的竹束捆通过一提升装置D,通过PC机控制,将其放到指定地点的指定位置托架上,当托架上一层铺满后,下面的旋转装置自动旋转90°,该提升装置D可以根据计数器,来下降其放料的高度,并在完成60捆的堆垛后,自动提醒操作人员移开竹束堆;
d)竹束捆的含水率平衡和铺装,将经过平衡后的竹束捆运到铺装台,将四捆送进组坯槽中,按照组坯槽下的显示将其大小头对调均匀,再将其两端对齐铺装。
实施例3
冷压重组竹自动称重并组坯的方法,包括如下步骤:
a)浸胶竹束干燥和分选,将竹篾干燥后,采用改性低温固化酚醛胶浸渍,将浸渍过酚醛胶并沥干过的竹束在多层网带干燥机上烘干,采用低温70℃烘干,干燥至含水率14~16%,并在烘干线后端对其进行分选,调出虫害材、嫩竹材以及颜色不协调的竹材;
b)竹束的对齐称重和打捆,在出料口的下方有一自动称量装置,装置的两边有挡板,在挡板的两个缺口处有放置两个弹性捆扎带,该带的两端带钩,在竹束堆积到3kg时,两端的气缸B开始间隔20s拍打竹束两端,将其两端对齐;当称重装置A上的重量达到11 kg时,挡板上端与挡板垂直的位置,有三个气缸C的前段水平伸出,伸出的前段正好接触到网带的最前段,接住从运动网带传送过来的竹束;与此同时下面的捆扎带的头以及搭接好,并开始向右在滚筒上移动,出去后碰到行程开关,上面接住竹束C的气缸自动缩回,竹束掉到下面的称重装置A上,并重新开始称重,周而复始进行称重;
c)竹束捆的自动堆垛,将滚台上的竹束捆通过一提升装置D,通过PC机控制,将其放到指定地点的指定位置托架上,当托架上一层铺满后,下面的旋转装置自动旋转90°,该提升装置D可以根据计数器,来下降其放料的高度,并在完成60捆的堆垛后,自动提醒操作人员移开竹束堆;
d)竹束捆的含水率平衡和铺装,将经过平衡后的竹束捆运到铺装台,将四捆送进组坯槽中,按照组坯槽下的显示将不同竹束捆的大小头对调均匀,再将其两端对齐铺装。
还可以是对其它纤维类材料的冷压重组材进行自动称重并组坯,该重组材的材料可以是木质单板条、植物秸秆单元材料。
一种冷压重组竹自动称重并组坯的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0