









专利摘要
传动带(B)的带本体(10)内的至少与芯线(14)相接触的部分(11),是以乙烯-α-烯烃弹性体作为橡胶成分,对于该橡胶成分混合α,β-不饱和脂肪酸金属盐并同时通过硫来交联的橡胶组合物来形成。
权利要求
1.一种传动带,其为在由橡胶组合物形成的带本体中埋设了芯线的传动带,
所述带本体中的至少与所述芯线相接触的部分是由以乙烯-α-烯烃弹性体作为橡胶成分,对于所述橡胶成分混合α,β-不饱和脂肪酸金属盐,并同时通过硫来交联的橡胶组合物来形成。
2.根据权利要求1所述的传动带,其特征在于,所述硫的混合量相对于所述橡胶成分100质量份为2~4质量份。
3.根据权利要求1或2所述的传动带,其特征在于,所述α,β-不饱和脂肪酸金属盐的混合量相对于所述橡胶成分100质量份为0.5~5质量份。
4.根据权利要求1到3中任意一项所述的传动带,其特征在于,所述α,β-不饱和脂肪酸金属盐为二甲基丙烯酸锌。
5.根据权利要求1到4中任意一项所述的传动带,其特征在于,在形成所述带本体内的至少与所述芯线相接触部分的橡胶组合物中,进一步混合炭黑以及二氧化硅,
所述二氧化硅的混合量相对于所述炭黑的混合量为75质量%以上。
6.根据权利要求5所述的传动带,其特征在于,所述炭黑和所述二氧化硅的总混合量相对于所述橡胶成分100质量份为70~100质量份。
7.根据权利要求5或6所述的传动带,其特征在于,所述炭黑的混合量相对于所述橡胶成分100质量份为10~60质量份。
8.根据权利要求5到7中任意一项所述的传动带,其特征在于,所述二氧化硅的混合量相对于所述橡胶成分100质量份为20~100质量份。
9.根据权利要求5到8中任意一项所述的传动带,其特征在于,所述炭黑为FEF炭黑。
10.根据权利要求5到9中任意一项所述的传动带,其特征在于,所述二氧化硅的BET吸附比表面积为50~200cm2/g。
11.根据权利要求1到10中任意一项所述的传动带,其特征在于,所述橡胶混合物的120℃下的复数弹性模量为20~30MPa。
12.根据权利要求1到11中任意一项所述的传动带,其特征在于,所述带本体为V型多楔带本体或平板带本体。
说明书
技术领域
本发明涉及传动带。
背景技术
一般地,在V型带和V型多楔带等传动带中,由橡胶组合物形成带本体,由纤维材料构成的芯线埋设在该带本体中。而且,当所涉及的传动带以高张力卷挂在带轮上,或者传动带卷挂在小直径的带轮上使用时,在形成带本体的橡胶组合物和芯线的界面上会产生应力集中发生界面剥离,在某些情况中,芯线还会从本体中飞出。
作为解决该问题的方法,在专利文献1中公开了一种传动带,其中使用复数弹性模量为15000kPa以上的橡胶组合物来形成埋设了芯线的带本体中的粘接橡胶层。另外,专利文献2中公开了一种传动带,其中使用在125℃下在带的长度方向上伸长10%时的拉伸应力为1.1~1.7MPa的橡胶组合物来形成埋设了芯线的带本体中的粘接橡胶层。
现有技术文献
专利文献1:特表2004-507679号公报
专利文献2:WO2007/110974
发明内容
本发明是一种在橡胶组合物形成的带本体中埋设芯线的传动带,所述带本体内的至少与所述芯线相接触的部分,是以乙烯-α-烯烃弹性体作为橡胶成分,在所述橡胶成分中混合α,β-不饱和脂肪酸金属盐并同时通过硫来进行交联的橡胶组合物来形成的。
附图说明
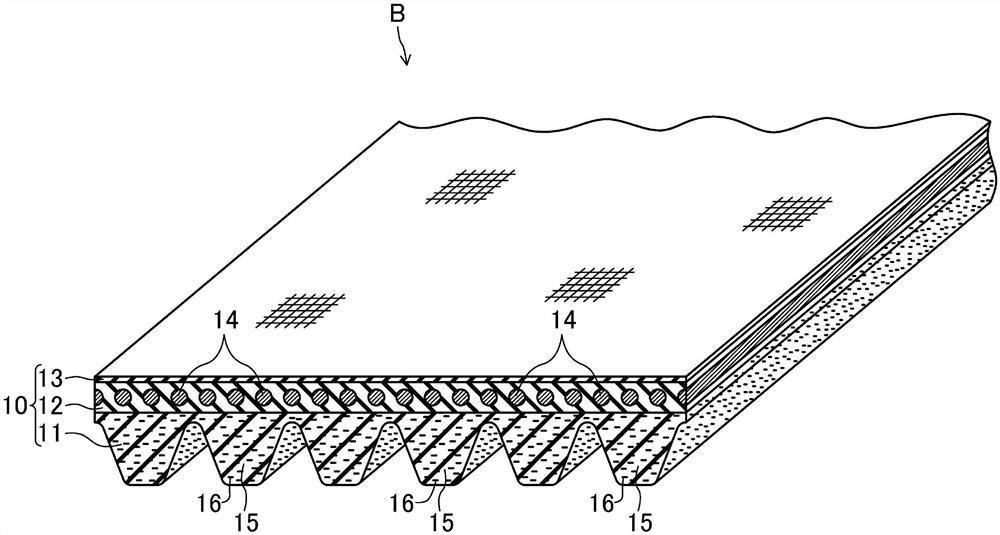
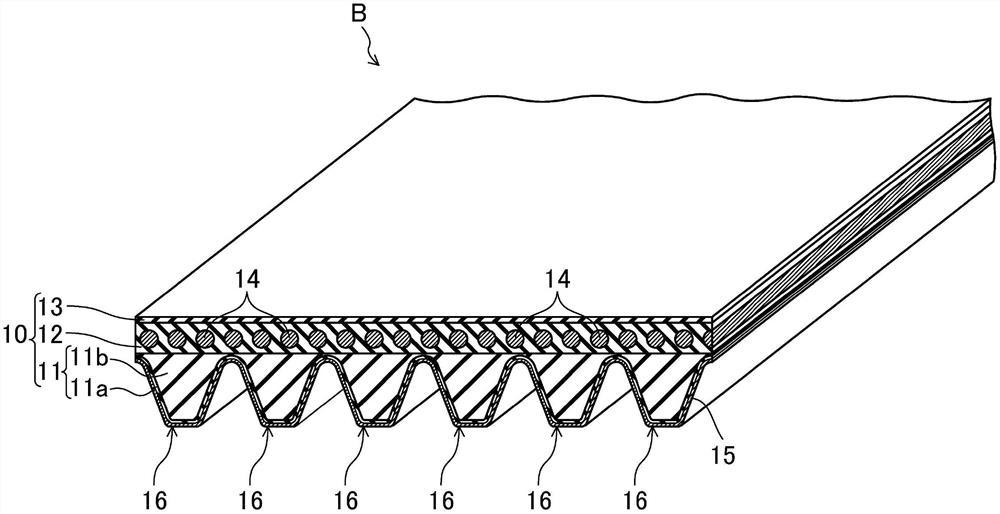
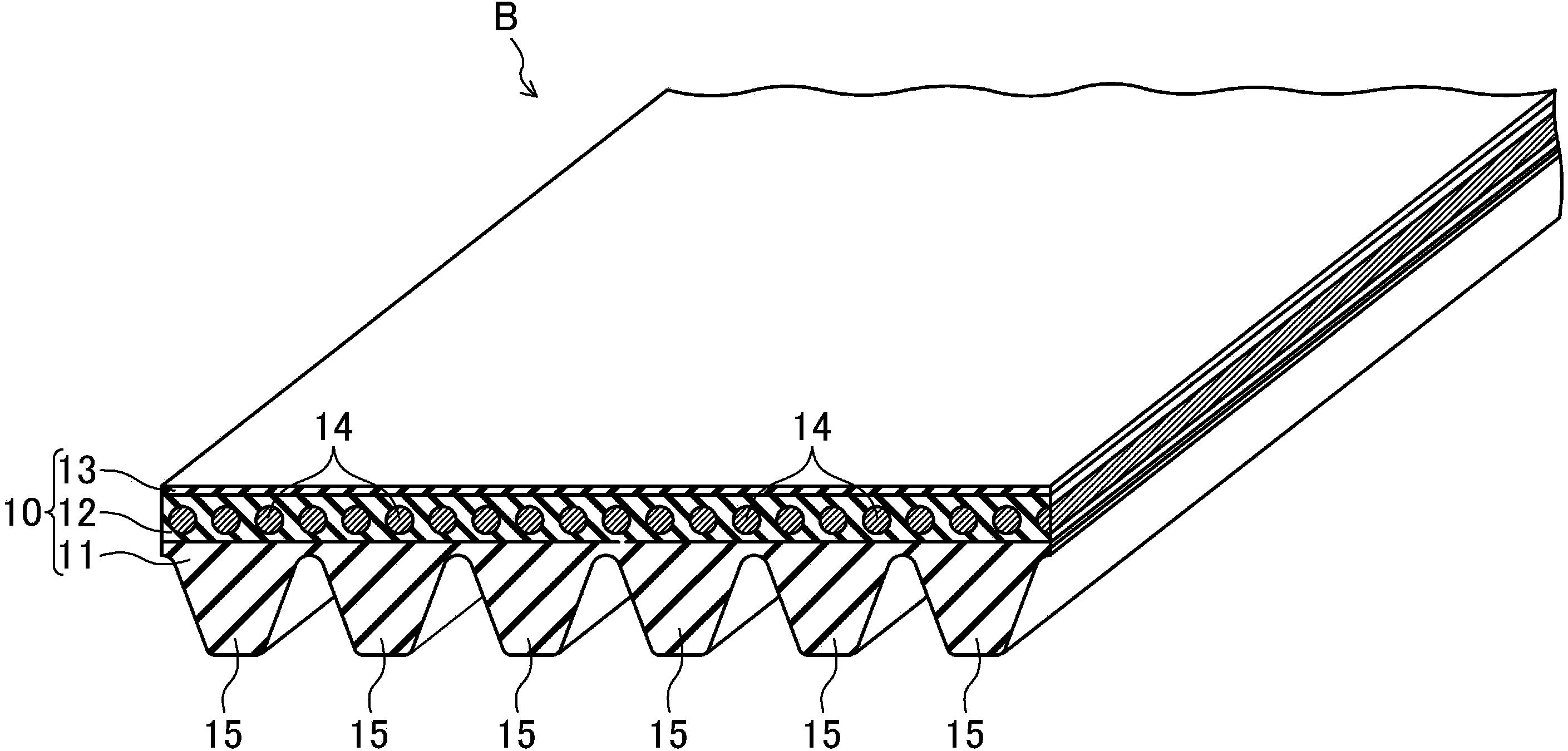
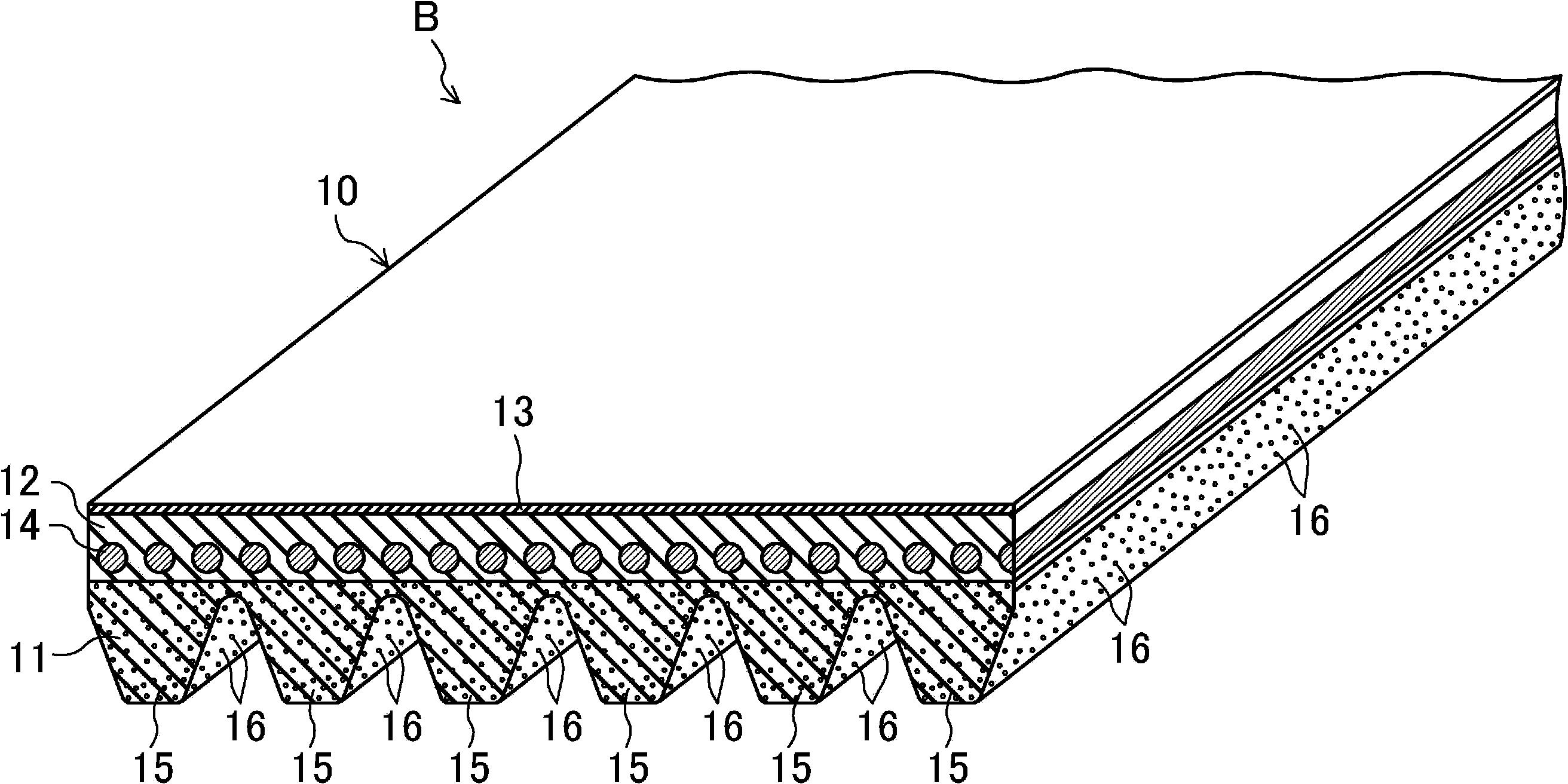
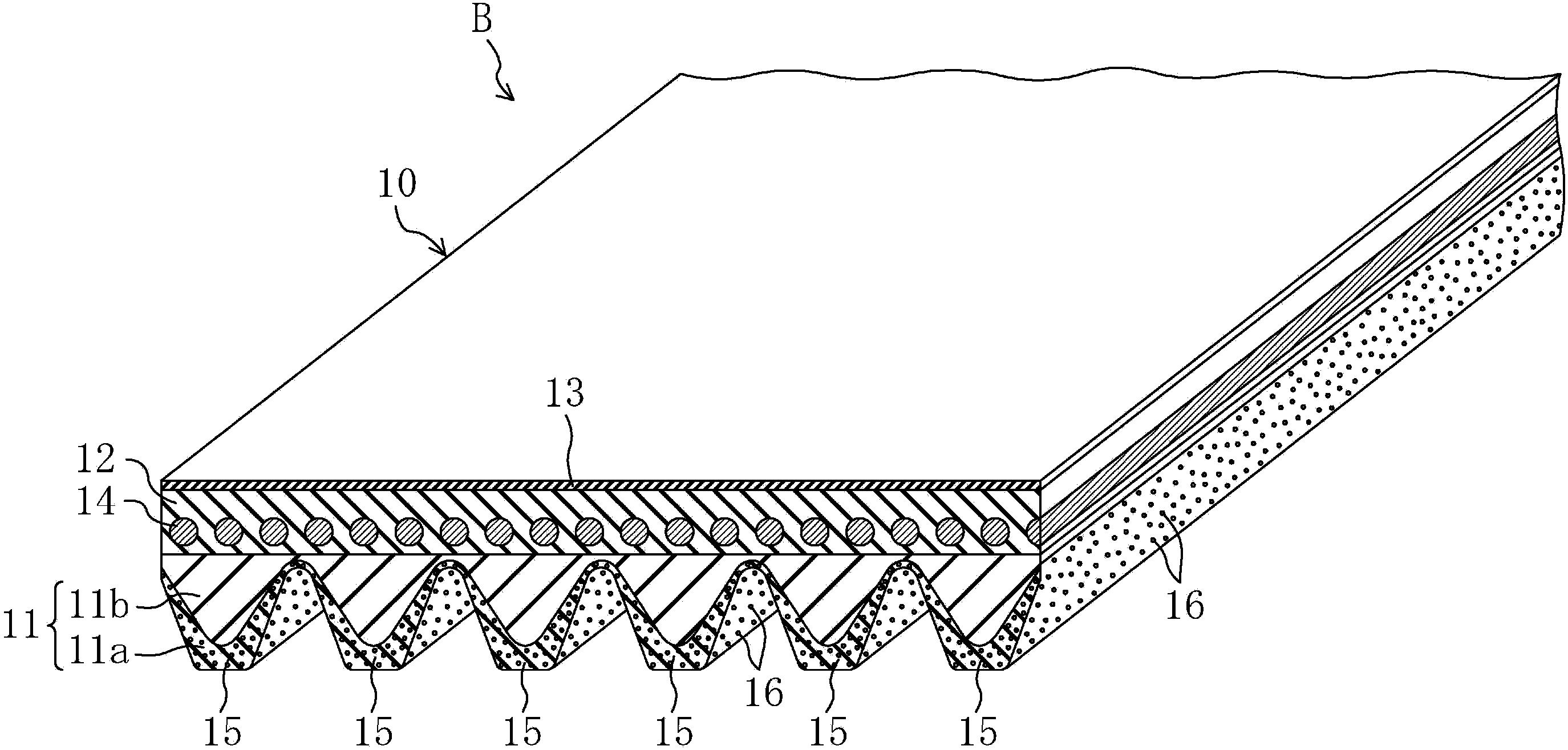
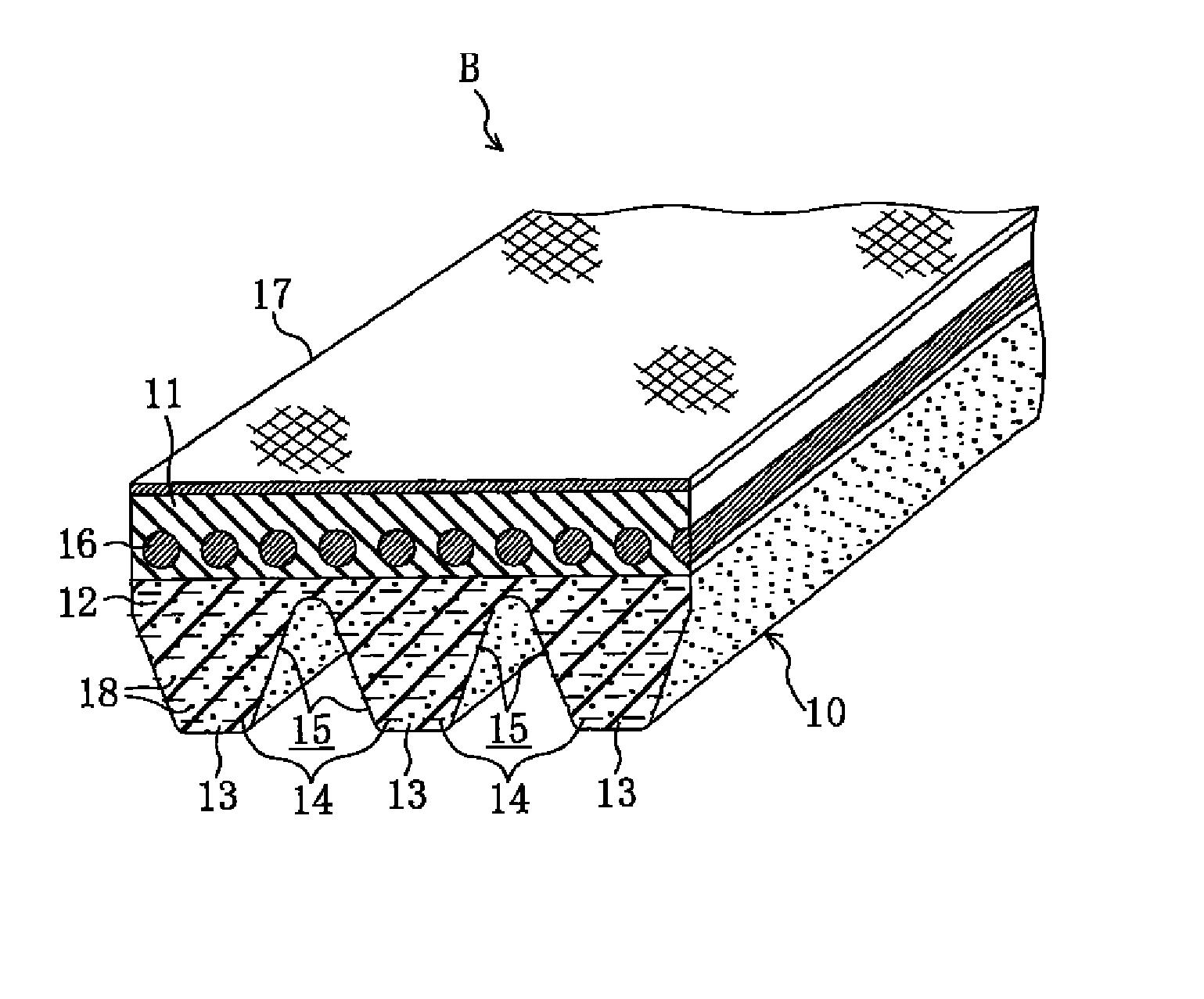
图1是实施方式1所涉及的V型多楔带的立体图。
图2是表示使用了实施方式1所涉及的V型多楔带的汽车辅助机械驱动用的带传动装置的带轮布置的图。
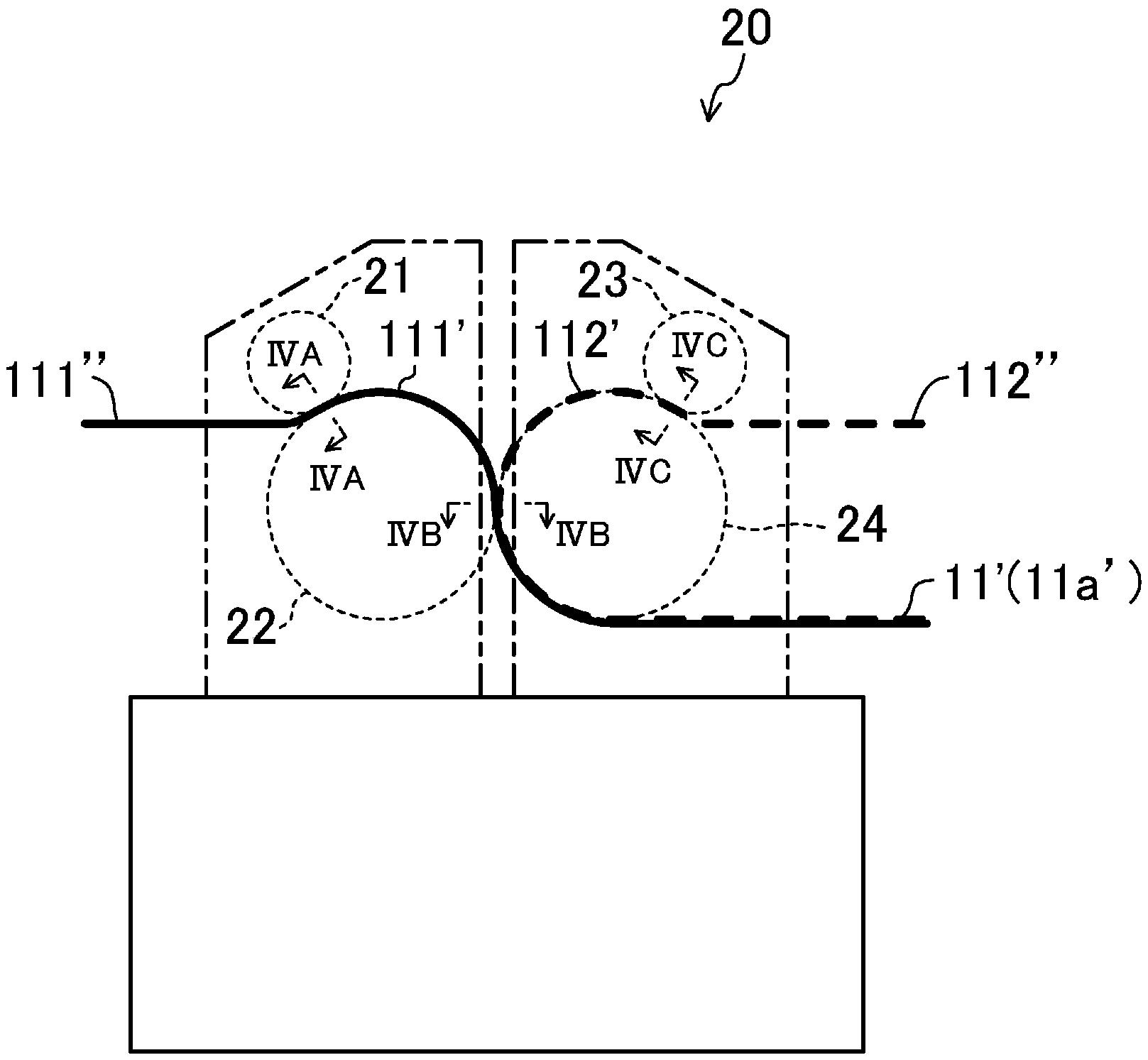
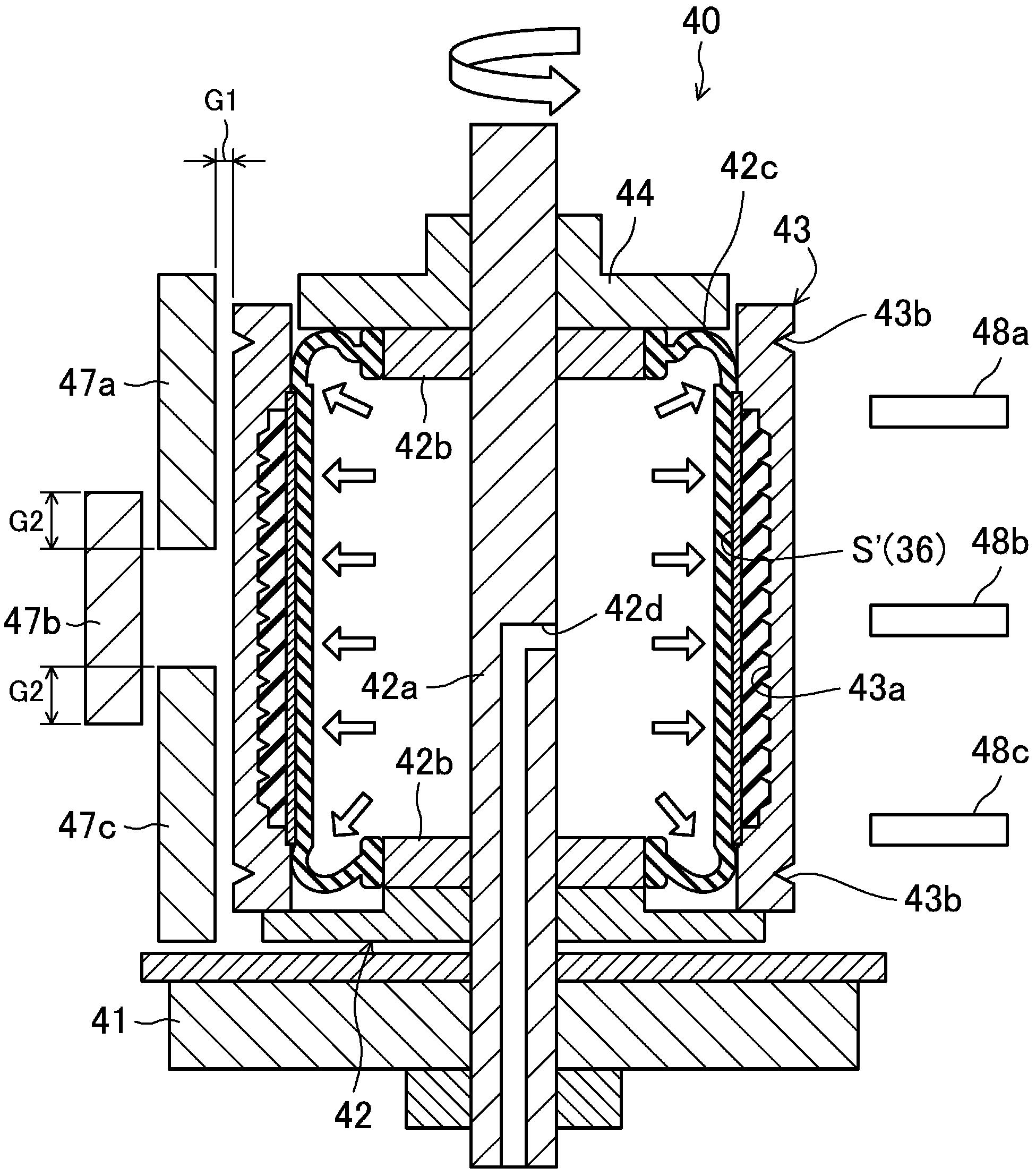
图3(a)~(c)是表示实施方式1所涉及的V型多楔带的制造方法的说明图。
图4是实施方式2所涉及的平板带的立体图。
图5是表示使用了实施方式2所涉及的平板带的带传动装置的带轮设置的图。
图6是芯线剥离粘接实验用的试验片的立体图。
图7是示例测试芯线的剥离粘接力后的测试图的图。
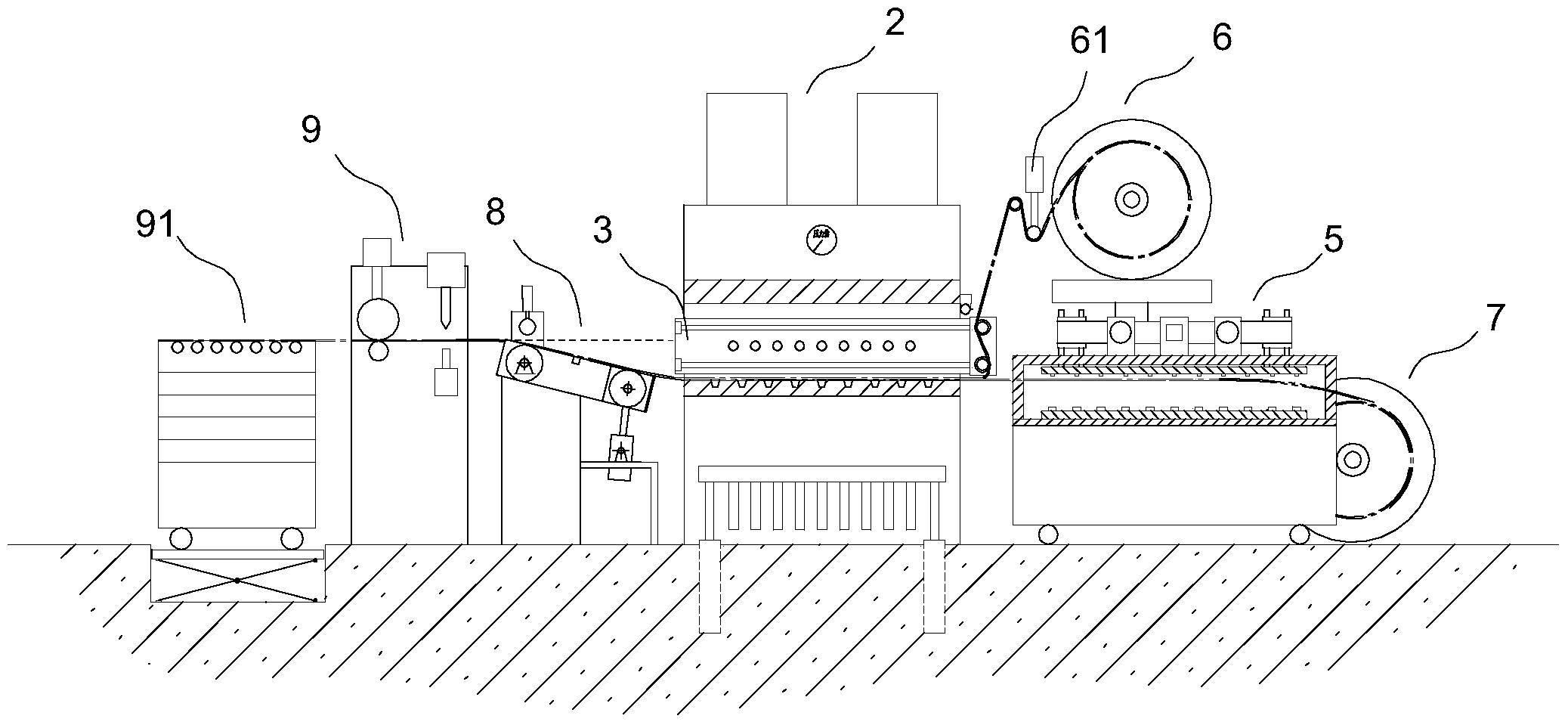
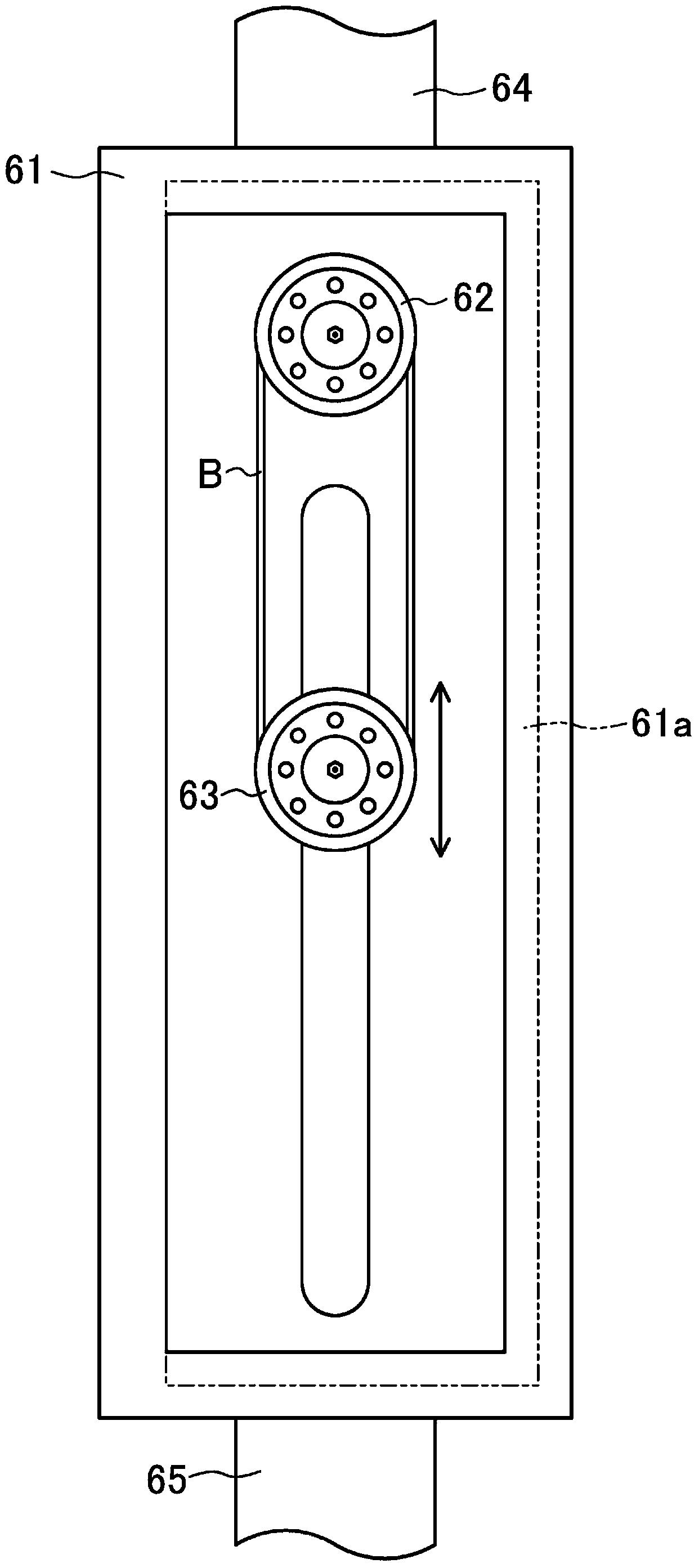
图8是表示带行进试验机的带轮布置的图。
具体实施方式
以下,基于附图对实施方式进行详细说明。
实施方式1
图1显示了实施方式1所涉及的V型多楔带B(传动带)。该实施方式1所涉及的V型多楔带B例如是在汽车的发动机室内设置的辅助机械驱动用的带传动装置等中使用的无极带(endless belt)。实施方式1所涉及的V型多楔带B,例如,带长为500~3000mm,带宽为10~36mm,以及带厚为4.0~4.8mm。
实施方式所涉及的多楔带B具备构成为外侧部分的粘接橡胶层11和内侧部分的压缩橡胶层12这两层的多楔带本体10。而且,在该V型多楔带本体10的外侧表面上贴设有增强布13。另外,在粘接橡胶层11中埋设有配设成在带宽方向上形成具有螺距的螺旋的芯线14。
粘接橡胶层11构成为长矩形截面的带状,例如其厚度形成为0.4~1.5mm。对在橡胶成分中混合复合剂并混炼的未交联的橡胶合成物进行加热以及加压,且通过硫交联的橡胶组合物来形成粘接橡胶层11。
形成粘接橡胶层11的橡胶组合物的橡胶成分为乙烯-α-烯烃弹性体。作为这样的乙烯-α-烯烃弹性体,例如可列举乙烯-α-烯烃共聚物橡胶、乙烯-α-烯烃-二烯共聚物橡胶等,具体地,例如可列举乙烯丙烯二烯单体橡胶(EPDM),乙烯-丙烯共聚物橡胶(EPM),乙烯-丁烯共聚物橡胶(EBM),乙烯-辛烯共聚物橡胶(EOM)等。α-烯烃优选为选自丙烯、丁烯、己烯以及辛烯中的至少一种。其中,由于显示了优良的耐热性和耐寒性,优选地使用乙烯-α-烯烃-二烯共聚物橡胶。可用卤素置换一部分的乙烯-α-烯烃弹性体。橡胶成分,可使用一种乙烯-α-烯烃弹性体,另外也可将多种乙烯-α-烯烃弹性体混合使用。而且,在橡胶成分中,可含有含量不足其50质量%的乙烯-α-烯烃弹性体以外的橡胶成分。
在形成粘接橡胶层11的橡胶组合物中,作为复合剂,混合了硫以及α,β-不饱和脂肪酸金属盐。另外,作为除此之外的复合剂,例如可混合炭黑、二氧化硅、有机增强剂、硫化助剂、硫化促进剂、防老化剂、硅烷偶联剂等。
从提高粘接橡胶层11和芯线14的粘接力,且在带行进时抑制V型多楔带B的发热和抑制粘接橡胶层11和芯线14的界面处的剥离的观点出发,硫的混合量相对于橡胶成分100质量份优选为2质量份以上,更优选为2.5质量份以上。另一方面,从同样的观点出发,硫的混合量相对于橡胶成分100质量份优选为4质量份以下,更优选为3.5质量份以下。
α,β-不饱和脂肪酸金属盐,是α,β-不饱和脂肪酸和金属盐氧化物反应的产物。作为α,β-不饱和脂肪酸,例如可列举甲基丙烯酸、丙烯酸、衣康酸、巴豆酸等的α,β-单烯性不饱和羧酸等。作为金属,例如可列举锌、镁、钠、锂、铝等,特别优选为二价金属锌或镁。作为α,β-不饱和脂肪酸金属盐,具体地,例如可列举二甲基丙烯酸锌、二甲基丙烯酸镁、二丙烯酸锌等。可使用一种α,β-不饱和脂肪酸金属盐,或可使用多种α,β-不饱和脂肪酸金属盐。
从提高粘接橡胶层11和芯线14的粘接力的观点出发,α,β-不饱和脂肪酸金属盐的混合量相对于橡胶成分100质量份优选为0.5质量份以上,更优选为1.0质量份以上。另一方面,从同样的观点出发,α,β-不饱和脂肪酸金属盐的混合量相对于橡胶成分100质量份优选为5.0质量份以下,更优选为4.0质量份以下。
作为炭黑,例如可列举炉法炭黑(SAF(Super Abrasion Furnace Black,超耐磨炉法炭黑)、ISAF(Intermediate Super Abrasion Furnace Black,中超耐磨炉法炭黑)、N-339、HAF(High Abrasion Furnace Black,高耐磨炉法炭黑)、N-351、MAF(Medium Abrasion Furnace Black,中耐磨炉法炭黑)、FEF(Fast-extrusion Furnace Black,快速挤压炉法炭黑)、SRF(Semi-reinforcing Furnace Black,半补强炉法炭黑)、GPF(General Purpose Furnace Black,通用炉法炭黑)、ECF(Extra Conductive Furnace Black,超导电炉法炭黑)、N-234等)、热裂法炭黑(FT(Fine Thermal Black,细粒子热裂法炭黑)、MT(Medium Thermal Black,中粒子热裂法炭黑)等)、槽法炭黑(EPC(Easy Processing Channel Black,易混槽法炭黑)、CC(Color Channel Black,色素槽法炭黑)等)、乙炔炭黑等。可使用一种炭黑,或可使用多种炭黑。从提高粘接橡胶层11和芯线14的粘接力,且使粘接橡胶层11具有优良的耐弯曲性的同时具有柔软的橡胶弹性,由此防止芯线14从粘接橡胶层11飞出的观点出发,炭黑的混合量相对于橡胶成分100质量份优选为10质量份以上,更优选为20质量份以上。另外,炭黑的混合量相对于橡胶成分100质量份优选为60质量份以下,更优选为55质量份以下。
作为二氧化硅,可列举通过溶胶-凝胶法、湿法、干法等各种制法得到的二氧化硅。特别地,从增强效果以及低发热性和湿润时的摩擦特性等观点出发优选为湿法制造的二氧化硅。虽然二氧化硅的微观结构没有特别的限定,但是从提高与橡胶分子的相互作用出发,优选BET吸附比表面积为50~200cm2/g的二氧化硅。二氧化硅的混合量相对于橡胶成分100质量份优选为20质量份以上,更优选为30质量份以上。另外,二氧化硅的混合量相对于橡胶成分100质量份优选为100质量份以下,更优选为90质量份以下。二氧化硅的混合量相对于炭黑的混合量优选为75质量%以上,更优选为80质量%以上。二氧化硅的混合量相对于炭黑的混合量优选为1000质量%以下,更优选为900质量%以下。
二氧化硅以及炭黑的总混合量,相对于橡胶成分100质量份优选为70质量份以上,更优选为75质量份以上。另一方面,二氧化硅以及炭黑的总混合量,相对于橡胶成分100质量份优选为100质量份以下,更优选为90质量份以下。
作为有机增强剂,例如可列举酚树脂、高苯乙烯树脂、古马隆-茚树脂(coumarone-indene resin)、氨基树脂、乙烯基甲苯树脂、木质素树脂、丁基苯酚乙炔树脂、二甲苯甲醛树脂等。其中,从可进一步提高粘接橡胶层11和芯线14的粘接力,且抑制粘接橡胶层11和芯线14的界面处的剥离,使V型多楔带B的耐久性的提高效果更显著的观点出发,优选为热固性的酚树脂以及三聚氰胺树脂。可使用一种有机增强剂,或可使用多种有机增强剂。从使得粘接橡胶层11具有优良的耐磨损性、耐弯曲性的同时还具有柔软的橡胶弹性的观点出发,有机增强剂的混合量相对于橡胶成分100质量份优选为0.5~3.0质量份。
作为硫化助剂,例如可列举氧化镁或氧化锌等金属氧化物、金属碳酸盐、硬脂酸等脂肪酸以及其衍生物等。可使用一种硫化助剂,或可使用多种硫化助剂。硫化助剂的混合量相对于橡胶成分100质量份优选为3.0~10质量份。
从抑制芯线14从粘接橡胶层11中飞出的观点出发,形成粘接橡胶层11的橡胶组合物在120℃下的复数弹性模量优选为20MPa以上。另一方面,从同样的观点出发,形成粘接橡胶层11的橡胶组合物在120℃下的复数弹性模量优选为30MPa以下。
按照将在构成带轮接触部分的多个V型楔15向内侧垂下来设置压缩橡胶层12。这些多个V型楔15,均形成为在周向方向上延伸的截面为略微倒三角形的突条,同时设置成在带宽方向上并列。各个V型楔15,例如形成为楔高为1.5~2.5mm,基体端部间的宽度为2.3~4.7mm。另外,楔数例如为3~10个(图1中为6个)。
使用在橡胶成分中混合各种复合剂的橡胶组合物来形成压缩橡胶层12。作为橡胶成分,例如可列举乙烯丙烯二烯单体橡胶(EPDM)、氯丁橡胶(CR)、氢化丁腈橡胶(H-NBR)等。作为复合剂,例如可列举交联剂、硫化助剂、硫化促进剂、防老化剂、塑化剂、增强材、填充材、短纤维、中空粒子等。另外,形成压缩橡胶层12的橡胶组合物,是对在橡胶成分中混合复合剂并混炼的未交联橡胶组合物进行加热以及加压,然后使其交联得到的产物。可使用硫作为交联剂来交联该橡胶组合物,另外,也可使用有机过氧化物作为交联剂来交联该橡胶组合物。
在形成压缩橡胶层12的橡胶组合物中,可混合尼龙短纤维等短纤维16。此时,短纤维16优选地按照带的宽度方向来配向的方式包含在压缩橡胶层12中,另外,短纤维16优选地设置成从压缩橡胶层12的表面突出。而且,也可不构成为在形成压缩橡胶层12的橡胶组合物中混合短纤维16,而构成为使短纤维16附着在压缩橡胶层12的表面上。
增强布13由聚酯纤维或棉等由经纱以及纬纱形成的平织物等织布构成。为了赋予增强布13以相对于V型多楔带本体10的粘接性,在成型加工前,对增强布13施加在间苯二酚·福尔马林·胶乳水溶液(以下称为“RPL水溶液”)中浸渍加热的处理以及在V型多楔带本体10一侧构成的表面上涂覆橡胶糊并使其干燥的粘接处理。增强布13的厚度例如为0.5~2.0mm。
芯线14配设成在带宽度方向上形成具有螺距的螺旋,该螺旋的螺距例如为0.6~1.5mm。
芯线14由纤维材料形成。作为形成芯线14的纤维材料,例如可列举聚对苯二甲酸乙二酯(PET)纤维、聚乙烯醇纤维(PVA)、聚萘二甲酸乙二醇酯(PEN)纤维,对位芳纶纤维、间位芳纶纤维、4,6尼龙纤维、6,6尼龙纤维、碳纤维、玻璃纤维等。可由一种纤维材料构成芯线14,另外,也可由多种纤维材料混合构成芯线14。构成芯线14的纤维材料的织度例如为200~5000dtex(分特克斯),单丝直径例如0.003~0.030mm。构成芯线14的纤维材料的总织度例如为2000~18000dtex。芯线14的外径例如为0.4~2.2mm以上。
作为芯线14的丝的结构,例如可列举单捻丝、多捻丝、长捻丝、编线等。其中优选为单捻丝以及多捻丝。
芯线14是单捻丝时,捻数例如为2~60T/10cm。单捻丝的芯线14,可以是S捻丝,也可以是Z捻丝,进一步,可设置成使S捻丝和Z捻丝两者形成双螺旋。
芯线14是多捻丝时,下捻丝的织度例如为600~5000dtex。下捻数例如为2~60T/10cm。下捻丝的根数例如为2~20根。上捻数例如为2T/10cm以上。多捻丝的芯线14,上捻丝可以是S捻即S捻丝,另外,上捻也可以是Z捻即Z捻丝,进一步,可设置成使S捻丝以及Z捻丝两者形成双螺旋。
为了赋予芯线14以对V型多楔带本体10的粘接橡胶层11的粘结性,在成形加工前,对芯线14实施在RFL水溶液中浸渍后加热的粘接处理和/或在橡胶糊中浸渍后干燥的粘接处理。
粘接处理中使用的RFL水溶液,是在间苯二酚和甲醛的初期缩合物中混合胶乳的产物。间苯二酚(R)和福尔马林(F)的摩尔比例如为R/F=1/1~1/2。作为胶乳,例如可列举乙烯基吡啶苯乙烯丁二烯橡胶胶乳(Vp·SBR)、氯丁橡胶乳胶(CR)、氯磺化聚乙烯橡胶胶乳(CSM)等。可使用一种胶乳,另外也可使用多种胶乳。间苯二酚和甲醛的初期缩合物(RF)和胶乳(L)的质量比例如是RF/L=1/5~1/20。
粘接处理中使用的橡胶糊,是将未交联的橡胶组合物溶解在甲苯等溶剂中的产物。作为包含在橡胶糊内的未交联的橡胶组合物,例如可列举粘接橡胶层11的形成前的未交联橡胶组合物等。因此,包含在橡胶糊内的未交联的橡胶组合物,其橡胶成分为乙烯-α-烯烃弹性体,可混合α,β-不饱和脂肪酸金属盐。
通过RFL水溶液和/或橡胶糊来对芯线14进行粘接处理之前,优选地,将芯线14在基础处理剂中浸渍并实施加热粘结处理,所述基础处理剂是将环氧树脂或异氰酸酯(封闭型异氰酸酯)溶解在甲苯等溶剂中或者分散在水中得到。
而且,如专利文献1中公开的传动带,仅将形成粘接橡胶层的橡胶组合物的复数弹性模量变大,当带长度方向上的刚度变得过高时,尤其是卷挂在小带轮上使用时,由于粘接橡胶层的复原力大因而耐久性容易恶化。另外,如专利文献2中公开的传动带,仅将形成粘接橡胶层的橡胶组合物在125℃下在带的长度方向的10%伸长时的拉伸应力变成1.1~1.7MPa,尤其在将传动带以高拉伸应力卷挂在带轮上使用时,耐久性容易降低。
但是,若根据以上的构成的实施方式1所涉及的V型多楔带B,由于多楔带本体10中的与芯线14接触的粘接橡胶层11,是以乙烯-α-烯烃弹性体作为橡胶成分,对于该橡胶成分中混合α,β-不饱和脂肪酸金属盐,并同时通过硫使其交联的橡胶组合物来形成,因而可以提高芯线14和V型多楔带本体10的粘接力,从而可抑制芯线14从形成粘接橡胶层的橡胶组合物剥离。结果,即使V型多楔带B以高张力卷挂在带轮上,或者卷挂在直径小的带轮上使用时,也可以得到充足的耐久性。
图2显示了使用了实施方式1所涉及的V型多楔带B的汽车的辅助机械驱动带传动装置20的带轮布置。该辅助机械驱动带传动装置20是将V型多楔带B卷挂在4个多楔带轮以及2个平板带轮共6个带轮上传递动力的蛇形驱动方式的传动装置。
该辅助机械驱动带传动装置20具备:最上位置的动力转向带轮21、该动力转向带轮21的稍右下方配置的AC发电机带轮22、动力转向带轮21的左斜下方且AC发电机带轮22的左斜上方配置的平板带轮之张紧带轮23、AC发电机带轮22的左斜下方且张紧带轮23的正下方配置的平板带轮之水泵带轮24、左斜下方配置的曲轴带轮25、水泵带轮24以及曲轴带轮25的右斜下方配置的空调带轮26。其中,除了为平板带轮之张紧带轮23以及水泵带轮24以外,全部带轮为多楔带轮。这些多楔带轮以及平板带轮,例如,由金属冲压加工品或铸件、尼龙树脂、酚树脂等树脂成形品构成,另外,带轮直径为φ50~150mm。
在该辅助机械驱动带传动装置20中,V型多楔带B设置成:以与V型楔15侧接触的方式卷挂在动力转向带轮21上,接着,以与带背面接触的方式卷挂在张紧带轮23上后,以与V型楔15侧接触的方式按顺序卷挂在曲轴带轮25以及空调带轮26上,进一步,以与带背面接触的方式卷挂在水泵带轮24上,然后,以与V型楔15侧接触的方式卷挂在AC发电机带轮22上,最后返回到动力转向带轮21。
在使用了实施方式1所涉及的V型多楔带B的该辅助机械驱动带传动装置20中,由于V型多楔带B的V型多楔带本体10中的与芯线14接触的粘接橡胶层11,是由将乙烯-α-烯烃弹性体作为橡胶成分,对于该橡胶成分中混合α,β-不饱和脂肪酸金属盐,并同时通过硫使其交联的橡胶组合物来形成。因此即使以高张力卷挂在带轮上使用时,或者带轮小直径化时,也可得到充分的耐久性。
接下来,基于图3(a)~(c)对实施方式1所涉及的V型多楔带B的制造方法进行说明。
在实施方式1所涉及的V型多楔带B的制造中,首先,在原料橡胶中混合各混合物,用捏合机、班伯里密炼机等混炼机来混炼,将得到的未交联橡胶组合物通过压延成型等而成形为片状,制作粘接橡胶层11用的未交联橡胶片11’(带形成用的未交联橡胶组合物)。同样地制作压缩橡胶层12用的未交联橡胶片12’。此时,使得将短纤维16以在带宽度方向上配向的方式包含在压缩橡胶层12中时,可将成形为片状的未交联橡胶组合物切断成规定的长度,将其以短纤维16在宽度方向上以配向的方式连接而形成未交联橡胶片12’。进一步,对于构成增强布13的织布13’,进行在RFL水溶液中浸渍并加热的处理以及在构成V型多楔带本体10侧的表面上涂覆橡胶糊并使其干燥的粘接处理后,粘合两端边形成筒状。另外,对构成芯线14的捻丝14’分别进行在基础处理剂以及RFL水溶液中浸渍加热的粘接处理后,进行在橡胶糊中浸渍加热干燥的粘接处理。
接着,如图3(a)所示,在圆筒状的内金属模具30的外周上被覆了构成增强布13的织布13’后,在其上缠绕用于形成粘接橡胶层11的外侧部分的未交联橡胶片11’,接着,在其上对构成芯线14的已粘接处理的捻丝14’进行螺旋状缠绕后,在其上缠绕用于形成粘接橡胶层11的内侧部分的未交联橡胶片11’,进一步在其上缠绕用于形成压缩橡胶层12的未交联橡胶片12’。
此后,在内金属模具30上的成形体上被覆橡胶套,将其放置入成型釜中,通过高热的水蒸气等加热内金属模具30的同时,在高压下半径方向向内挤压橡胶套。此时,橡胶成分在流动的同时进行交联反应,除此之外,也进行与捻丝14’的橡胶的粘接反应如图3(b)所示复合化。由此,成形了筒状的带板B’(带本体多楔形式)。
然后,从内金属模具30取出带板B’,将其在长度方向上分割成数个后,如图3(c)所示,研磨切削其各自的外周形成V型楔15。
最后,将在分割的外周上形成了V型楔15的带板B’的宽度切成规定的宽度,通过翻转各自的表面和背面而得到V型多楔带B。
(实施方式2)
图4显示了实施方式2所涉及的平板带C。
该实施方式2所涉及的平板带C,是例如用于送风机、压缩机或发电机的驱动传递用途或搬送用途等的无极带。实施方式2所涉及的平板带C,例如,带长为600~3000mm,带宽为10~100mm,以及带厚为1.0~5.0mm。
实施方式2所涉及的平板带C,由带外侧的带状的粘接橡胶部(芯线埋设部分)41a和带内侧的带状的底橡胶部41b层叠成为一体的无极平板带本体而构成。另外,该平板带C,将芯线42以在宽度方向上形成一定螺距的螺纹的方式埋设在在粘接橡胶部41a的厚度方向的中央。进一步,该平板带C的带外侧表面上被覆有增强布43。
粘接橡胶部41a构成为截面为长矩形的带状,例如厚度为0.4~1.5mm。粘接橡胶部41a由在橡胶成分中混合了各种复合剂的橡胶组合物形成,作为橡胶组成,与实施方式1的粘接橡胶层11相同。
底橡胶部41b构成为截面为长矩形的带状,例如厚度为0.5~2.0mm。底橡胶部41b由在橡胶成分中混合了各种复合剂的橡胶组合物形成。作为橡胶成分,与实施方式1的压缩橡胶层12的情况相同,例如可列举乙烯丙烯二烯单体橡胶(EPDM),氯丁橡胶(CR),氢化丁腈橡胶(H-NBR)等。作为复合剂,与实施方式1的压缩橡胶层12的情况相同,例如,可列举交联剂、硫化助剂、硫化促进剂、防老化剂、塑化剂、增强材、填充材、短纤维、中空粒子等。而且,形成底橡胶部41b的组合物,是对在橡胶成分中混合复合剂并进行混炼的未交联的橡胶进行加热加压使其交联而得到的。该橡胶组合物,可以是通过硫作为交联剂来交联的产物,另外也可以是用有机过氧化物作为交联剂来交联的产物。
芯线42,与实施方式1相同,构成为对于例如由聚对苯二甲酸乙二酯(PET)纤维、聚乙烯醇纤维(PVA)、聚萘二甲酸乙二醇酯(PEN)纤维、对位芳纶纤维、间位芳纶纤维、4,6尼龙纤维、6,6尼龙纤维、碳纤维、或者玻璃纤维形成的捻丝,在成形加工前通过RFL水溶液等施加粘接处理。芯线42,例如,外径为0.4~2.2mm,带宽度方向的螺距为外径的1.2~2倍。
增强布43,与实施方式1相同,由聚酯纤维和棉等经纱以及纬纱形成的平纹织物等的织布构成。为了赋予增强布43以对于平板带的粘接性,在成形加工前施加将增强布43在RFL水溶液中浸渍加热的处理以及在构成平板带C侧的表面上涂覆橡胶糊并使其干燥的处理。增强布43的厚度例如为0.5~2.0mm。
而且,可使用公知的制造方法来制造如上所述构成的平板带C。
图5显示了使用了实施方式2所涉及的平板带C的带传动装置50的带轮布置。
该带传动装置50,构成为平板带C卷挂在驱动带轮51以及从动带轮52的一对平板带轮上而传递动力。驱动带轮51的带轮直径例如为50~200mm,从动带轮52的带轮直径例如为50~200mm。
(其他实施方式)
在上述实施方式1以及2中,显示了V型多楔带B以及平板带C作为传动带的例子,但并不特别地限定于此,也可以是V型带、齿带等。
实施例
(V型多楔带)
制作以下的实施例1~12以及比较例1~12的V型多楔带。各个实施例的特征构成显示在表1~3中。
<实施例1>
通过与上述实施方式1相同的方法来制作实施例1的V型多楔带。具体地,在该实施例1的V型多楔带中,使用乙烯丙烯二烯单体橡胶(EPDM)(JSR公司制造商品名称:EP22)作为橡胶成分,相对于该橡胶成分100质量份,将40质量份的二氧化硅(Evonik Degussa Japan公司制造商品名称:ULTRASIL VN3、BET比表面积为175cm2/g)、40质量份FEF炭黑(东海碳素公司制造商品名称:SEAST SO、DBP(邻苯二甲酸二丁酯)吸油量115cm3/100g)、15质量份的油(日本SUN石油公司制造商品名称:SUNPAR2280)、1质量份的硬脂酸(日本油脂公司制造商品名称:油脂酸Tsubaki)、5质量份的氧化锌(堺化学工业公司商品名称:氧化锌3种)、2质量份的二甲基丙烯酸锌(川口化学公司制造商品名称:Actor ZMA)、1.5质量份的酚树脂(住友BAKEKITE公司制造商品名称:SUMILITE Resin PR12687)、3质量份的硫(日本乾溜工业公司制造商品名称:セイミOT)、1质量份的噻唑系硫促进剂(大内新兴化学工业公司制造商品名称:ノクセラーDM)、以及2质量份的秋兰姆系硫化促进剂的硫化促进材料(大内新兴化学工业公司制造商品名称:ノクセラーTBT)混合且用密封式混炼机来混炼,用压延辊将混炼的产物压延成片状的未交联的橡胶组合物,使用该未交联的组合物形成粘接橡胶层。因此,二氧化硅的混合量相对于炭黑混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
使用在乙烯丙烯二烯单体橡胶(EPDM)中混合尼龙端纤维以及硫得到的橡胶组合物来形成压缩橡胶层。芯线,是用对位芳纶纤维(帝人公司制造商品名称:TECHNORA)形成的捻丝,并对其在成型加工前,实施在间苯二酚和甲醛的初期缩合物中混合了胶乳的RFL水溶液中浸渍后加热的粘接处理,由所得产物来构成。增强布由涂覆了橡胶拉伸的帆布构成。
实施例1的V型多楔带,其带周长为1180mm,带厚为4.0mm,V型楔高为2.0mm,以及楔数为3个(带宽度为10.68mm)。
<实施例2>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为30质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例2。因此,二氧化硅的混合量相对于炭黑的混合量为75质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为70质量份。
<实施例3>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为45质量份、使炭黑的混合量相对于EPDM聚合物100质量份为55质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例3。因此,二氧化硅的混合量相对于炭黑的混合量为82质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为100质量份。
<实施例4>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为60质量份、使炭黑的混合量相对于EPDM聚合物100质量份为40质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例4。因此,二氧化硅的混合量相对于炭黑的混合量为150质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为100质量份。
<实施例5>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为50质量份、使炭黑的混合量相对于EPDM聚合物100质量份为30质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例5。因此,二氧化硅的混合量相对于炭黑的混合量为167质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<实施例6>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为60质量份、使炭黑的混合量相对于EPDM聚合物100质量份为10质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例6。因此,二氧化硅的混合量相对于炭黑的混合量为600质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为70质量份。
<实施例7>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为90质量份、使炭黑的混合量相对于EPDM聚合物100质量份为10质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例7。因此,二氧化硅的混合量相对于炭黑的混合量为900质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为100质量份。
<实施例8>
除了使形成粘接橡胶层的未交联的橡胶组合物的二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为0.5质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例8。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<实施例9>
除了使形成粘接橡胶层的未交联的橡胶组合物的二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为3质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例9。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<实施例10>
除了使形成粘接橡胶层的未交联的橡胶组合物的二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为5质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例10。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<实施例11>
除了使形成粘接橡胶层的未交联的橡胶组合物的硫的混合量相对于EPDM聚合物100质量份为2质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例11。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<实施例12>
除了使形成粘接橡胶层的未交联的橡胶组合物的硫的混合量相对于EPDM聚合物100质量份为4质量份以外,制作与实施例1相同构成的V型多楔带,将其作为实施例12。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<比较例1>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为20质量份、使炭黑的混合量相对于EPDM聚合物100质量份为60质量份、使二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为0质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例1。因此,二氧化硅的混合量相对于炭黑的混合量为33质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<比较例2>
除了使形成粘接橡胶层的未交联的橡胶组合物的二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为0质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例2。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<比较例3>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为20质量份、使炭黑的混合量相对于EPDM聚合物100质量份为50质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例3。因此,二氧化硅的混合量相对于炭黑的混合量为40质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为70质量份。
<比较例4>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为30质量份、使炭黑的混合量相对于EPDM聚合物100质量份为70质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例4。因此,二氧化硅的混合量相对于炭黑的混合量为43质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为100质量份。
<比较例5>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为100质量份、使炭黑的混合量相对于EPDM聚合物100质量份为10质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例5。因此,二氧化硅的混合量相对于炭黑的混合量为1000质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为110质量份。
<比较例6>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为80质量份、使炭黑的混合量相对于EPDM聚合物100质量份为0质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例6。
<比较例7>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为60质量份、使炭黑的混合量相对于EPDM聚合物100质量份为60质量份以外,制作与实施例1相同构成的V型多楔带,将其作为比较例7。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为120质量份。
<比较例8>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为80质量份、使炭黑的混合量相对于EPDM聚合物100质量份为40质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例8。因此,二氧化硅的混合量相对于炭黑的混合量为200质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为120质量份。
<比较例9>
除了使形成粘接橡胶层的未交联的橡胶组合物的二氧化硅的混合量相对于EPDM聚合物100质量份为30质量份、使炭黑的混合量相对于EPDM聚合物100质量份为30质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例9。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为60质量份。
<比较例10>
除了使形成粘接橡胶层的未交联的橡胶组合物的二甲基丙烯酸锌的混合量相对于EPDM聚合物100质量份为7质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例10。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<比较例11>
除了使形成粘接橡胶层的未交联的橡胶组合物的硫的混合量相对于EPDM聚合物100质量份为1质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例11。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
<比较例12>
除了使形成粘接橡胶层的未交联的橡胶组合物的硫的混合量相对于EPDM聚合物100质量份为5质量份以外,制造与实施例1相同构成的V型多楔带,将其作为比较例12。因此,二氧化硅的混合量相对于炭黑的混合量为100质量%。另外,FEF炭黑以及二氧化硅的总混合量相对于橡胶成分100质量份为80质量份。
(试验评估方法)
<动态粘弹性测量>
对于形成实施例1~12以及比较例1~12的各个多楔带的粘接橡胶层的橡胶组合物,通过冲压成型制作相同组成的橡胶片,然后,将其沿以与带长度方向对应的纹理方向为长度方向切成短条状的试验片,根据JIS(日本工业标准)K6394,使用动态粘弹性测量装置(DMA)(T·A·仪器·日本公司制造;RSAIII)来测量动态粘弹性求出复数弹性模量。测量条件为:温度120℃的气氛、拉伸模式、频率10Hz、动态应变1.0%、以及静载荷0.294MPa。
<粘接力测量>
对于形成实施例1~12以及比较例1~12的各个V型多楔带,如图6所示,沿宽度方向切断切成150mm的短条状带片,将增强布从带片剥离使芯线侧面露出,从而作成试验片T。将一根芯线从该试验片T的长度方向的一端的中央附近向另一端的方向剥离约80mm。然后,在120℃的气氛中,将试验片T的一端和剥离了的芯线端分别固定在拉伸试验机的夹具中,以50mm/min的拉伸速度进行芯线的剥离粘接力的测定,以比较例1的粘接力为1.00,算出实施例1~12、比较例2~12各自的粘接力的相对值。而且,如图7所示得到测试表,从其中选出峰值低的5个,将其平均值作为剥离粘结力。另外,对各带的2个试验片T进行试验,选取的数据为剥离粘接力低的试验片的数据。
<耐久性测量>
图8显示了V型带的耐久性试验用的带行进试验机60。
该带行进试验机60具备:带轮径120mm的多楔带轮之驱动带轮61、设置在其左斜上方的带轮径85mm的平板带轮之惰轮62、惰轮62的右斜上方设置的带轮径120mm的多楔带带轮之第一从动带轮63、设置在驱动带轮61的右斜上方且在第一从动带轮63的右斜下方的带轮径为45mm的多楔带带轮之张紧带轮64。按照在惰轮62上的带卷绕角度(θ1)为120度,且在张紧带轮64上的带卷绕角度为90度,将V型多楔带B分别进行卷绕。按照在被卷挂的V型多楔带B上能负荷张力,左右可移动地且能在右方通过一定的负重(Deadweight)DW来负荷轴向荷重的方式来构成张紧带轮64。
对于实施例1~12以及比较例1~12的各个V型多楔带B,以压缩橡胶层12的V型楔15与上述带行进试验机60的驱动带轮61、从动带轮63、以及张紧带轮64相接触,且增强布13的表面与惰轮62相接触的方式卷挂后,在张紧带轮61上,在右方负荷9.06N的负重DW。接着,在120℃的气氛中,使驱动带轮61以4900rpm的旋转次数旋转使V型多楔带行进。然后,记录带上最初产生缺陷的地方的状态。另外,在带最初产生缺陷后,也行进直到芯线的周围产生不良情况,测量从开始带的行进到芯线的周围产生不良情况为止的行进时间,将比较例1的行进时间作为1.00,算出各个行进时间的相对值。
(试验评价结果)
试验评价结果显示在表4~6中。
粘接橡胶层在120℃下的复数弹性模量,实施例1为22.87MPa,实施例2为20.46MPa,实施例3为26.98NPa,实施例4为27.58MPa,实施例5为23.12MPa,实施例6为22.75MPa,实施例7为29.71MPa,实施例8为23.21MPa,实施例9为21.73MPa,实施例10为20.71MPa,实施例11为21.10MPa,以及实施例12为25.39MPa;并且比较例1为22.81MPa,比较例2为23.86MPa,比较例3为19.15MPa,比较例4为25.77MPa,比较例5为33.20MPa,比较例6为26.98MPa,比较例7为35.31MPa,比较例8为37.12MPa,比较例9为18.15MPa,比较例10为18.52MPa,比较例11为20.30MPa,以及比较例12为27.27MPa。
芯线的粘结力,若将比较例1的粘结力作为1.00,则实施例1为1.58,实施例2为1.45,实施例3为1.40NPa,实施例4为1.49,实施例5为1.67,实施例6为1.71,实施例7为1.68,实施例8为1.40,实施例9为1.79,实施例10为1.95,实施例11为1.44,以及实施例12为1.63;并且比较例2为1.15,比较例3为1.35,比较例4为1.32,比较例5为1.64,比较例6为1.65,比较例7为1.33,比较例8为1.38,比较例9为1.40,比较例10为1.19,比较例11为1.25,以及比较例12为1.67。
从开始带的行进到芯线周围产生不良情况为止的行进时间,若将比较例1的粘接力作为1.00,则实施例1为2.55,实施例2为2.33,实施例3为2.11NPa,实施例4为2.49,实施例5为2.67,实施例6为2.42,实施例7为2.03,实施例8为2.08,实施例9为2.75,实施例10为2.50,实施例11为2.11,以及实施例12为2.39;并且比较例2为1.10,比较例3为1.49,比较例4为1.31,比较例5为1.68,比较例6为1.79,比较例7为1.59,比较例8为1.63,比较例9为1.29,比较例10为1.91,比较例11为1.85,以及比较例12为1.93。
另外,带行进时最初产生缺陷的地方的状态,在实施例1~12中为压缩橡胶层的龟裂,于此相对,在比较例1~5以及比较例7~9中为V型多楔带的分解,在比较例6以及比较例10~12中为芯线从粘接橡胶层剥离。
产业上的利用可能性
本发明对于传动带有用。
符号说明
B V型多楔带(传动带)
B’ 带板
C 平板带(传动带)
T 试验片
10 V型多楔带本体
11 粘结橡胶层
11’、12’ 未交联橡胶片
12 压缩橡胶层
13 增强布
13’ 织布
14 芯线
14’ 捻丝
15 V型楔
16 短纤维
20 辅助机械驱动带传动装置
21 动力转向带轮
22 AC发电机带轮
23 张紧带轮
24 水泵带轮
25 曲轴带轮
26 空调带轮
30 内金属模具
41a 粘结橡胶部
41b 底橡胶部
42 芯线
43 增强布
50 带传动装置
51 驱动带轮
52 从动带轮
60 带行进试验机
61 张紧带轮
61 驱动带轮
62 惰轮
63 从动带轮
64 张紧带轮
传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0