






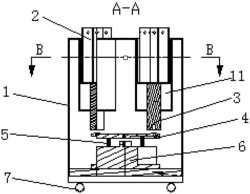
专利摘要
一种含稀土元素的耐蚀变形镁合金及其制备方法,涉及镁合金生产技术领域。各组分的质量百分比为:Al:8.3%~9.2%;Zn:0.5%~0.8%;Mn:0.1%~0.3%;LRE:0.8%~1.5%;HRE:0.2%~0.6%;余量为Mg及不可避免的杂质元素,其中LRE代表轻稀土元素,HRE代表重稀土元素。通过半连续铸造方法制备镁合金铸锭,铸锭经过固溶处理后车削成圆锭,然后进行热挤压。本发明制备的镁合金,经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.01684?mg?cm-2?d-1,是一种低稀土含量的高耐蚀性变形镁合金。
权利要求
1.一种含稀土元素的耐蚀变形镁合金,其特征在于:各原料组分的质量百分比为:
Al:8.3%~9.2%;
Zn:0.5%~0.8%;
Mn:0.1%~0.3%;
LRE:0.8%~1.5%;
HRE:0.2%~0.6%;
余量为Mg及不可避免的杂质元素;
其中LRE代表轻稀土元素,为La、Ce、Pr、Nd、Pm、Sm、Eu中的至少任意一种;
HRE代表重稀土元素,为Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、Sc、Y中的至少任意一种。
2.根据权利要求1所述含稀土元素的耐蚀变形镁合金,其特征在于:所述Al、Zn、Mn、Ce和Gd的质量百分比分别为Al:8.82%;Zn:0.77%;Mn:0.15%;Ce:1.08%;Gd:0.32%。
3.一种如权利要求1所述的含稀土元素的耐蚀变形镁合金的制备方法,其特征在于包括以下步骤:
1)将原料及5号熔剂分别预热到80~100℃;
2)将铁坩埚预热至200~300℃后加入镁锭,并加入5号熔剂进行覆盖;
待镁锭完全熔化后,将铁坩埚内熔体升温至720℃以上,然后分批向其中加入铝、锌、LRE源、HRE源、锰源,搅拌20分钟,通氩气精炼,然后静置40分钟;
加入的各原料中组分的质量百分比为:
Al:8.3%~9.2%;
Zn:0.5%~0.8%;
Mn:0.1%~0.3%;
LRE:0.8%~1.5%;
HRE:0.2%~0.6%;
余量为Mg及不可避免的杂质元素;其中LRE代表轻稀土元素,为La、Ce、Pr、Nd、Pm、Sm、Eu中的至少任意一种;HRE代表重稀土元素,为Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、Sc、Y中的至少任意一种;
3)采用半连续铸造方式铸造成铸锭,浇道和结晶器通入CO2和SF6的体积比为100∶1的混合气体作为保护气体;
4)将所得铸锭在真空热处理炉中进行固溶处理,然后将固溶处理后的铸锭放入80℃的水中淬火;
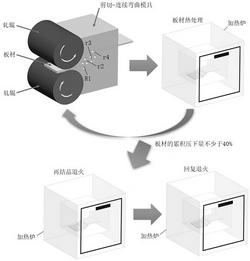
5)所得铸锭车削后,进行热挤压,得到镁合金棒材。
4.根据权利要求3所述的制备方法,其特征在于所述步骤2)中,所述镁锭为高纯镁。
5.根据权利要求3所述的制备方法,其特征在于所述步骤2)中,所述铝为高纯铝;所述锌为高纯锌;所述LRE源为镁-轻稀土中间合金;所述HRE源为镁-重稀土中间合金;所述锰源为含锰10%的铝锰中间合金。
6.根据权利要求3所述的制备方法,其特征在于所述步骤2)中,铁坩埚内熔体升温至740℃以上,再加入铝、锌、LRE源、HRE源、锰源。
7.根据权利要求3所述的制备方法,其特征在于所述步骤4)中,固溶处理工艺为420℃保温24小时。
8.根据权利要求3所述的制备方法,其特征在于所述步骤5)中,所述热挤压处理是:将铸锭车削成直径为92mm的圆锭,将圆锭在200℃~240℃的环境下预热2小时~2.5小时,然后在挤压温度为200℃~240℃,挤压比为22∶1,挤压速度为0.1~0.5mm/s的条件下对圆锭进行挤压操作。
9.根据权利要求3或4或5或6或7或8所述的制备方法,其特征在于所述Al、Zn、Mn、Ce和Gd的投入质量占原料总质量百分比分别为Al:8.82%;Zn:0.77%;Mn:0.15%;Ce:1.08%;Gd:0.32%。
说明书
技术领域
本发明涉及镁合金生产技术领域。
背景技术
AZ80镁合金由于其优异的性能和低廉的价格,被广泛应用于挤压和锻造生产中,是目前应用最广泛的高强变形镁合金。但由于镁的化学活性较强,具有较小的电负性和较负的电极电位(镁的电负性为1.31,标准电极电位为-2.37V),易与合金中的合金元素及杂质发生电偶腐蚀;同时,镁合金在腐蚀过程中表面形成的氧化镁膜的Pilling-Bedworth比(PBR,即氧化物的摩尔体积与基体金属的摩尔体积之比)为0.81。当PBR<1时,通常认为形成非保护性氧化膜,不能对膜层内部的组织形成有效的保护,因而镁合金很不耐腐蚀。
为了提高镁合金制品的耐腐蚀性,人们开发了很多相关的工艺进行表面改性或者表面处理,如电镀、化学镀、化学转化涂层、阳极氧化、PVD、CVD、离子注入、激光合金化和热喷涂等等,也取得了很好的效果。但提高镁合金自身的耐腐蚀性,开发高耐蚀镁合金,仍具有至关重要的意义。CN101509092A公开了一种含稀土Er元素的耐蚀Mg-Al-Zn-Mn铸造镁合金,由下述组分(重量百分比)组成:Al:8.3~9.7,Zn:0.35~1.0,Mn:0.15~0.50,Er:0.1~0.9,其余为Mg。通过铒元素合金化的作用,细化铸态组织中的初生相,减少初生第二相的数目,改善初生第二相的分布,在不改变已形成的镁铝锌锰系铸造合金主要成分的基础上,使镁铝锌锰合金的原始铸态组织得到改善,有效提高镁铝锌锰系铸造镁合金抗腐蚀性能。合金室温下在3.5%NaCl溶液中的失重腐蚀速率约为0.54606~1.58355mg·cm-2·d-1,腐蚀速率没有显著降低。CN104404329A公开了一种高耐腐蚀镁合金材料及其制备方法,合金材料中各组分质量百分数如下:Al:4.5%~5.5%,Zn:1.5%~2%,Mn:0.1%~0.3%,Y:0.1%~0.5%,杂质元素含量:Fe≤0.01%,Ni≤0.003%,Cu≤0.0004%,Si≤0.03%,Ca≤0.002%,其余为镁,5%的NaCl中性盐雾试验120h,腐蚀速度v失<0.008mg·cm-2·h-1(约合0.192mg·cm-2·d-1),耐蚀性能良好。
发明内容
本发明的目的是提供一种含稀土元素的耐蚀变形镁合金。
本发明各原料组分的质量百分比为:
Al:8.3%~9.2%;
Zn:0.5%~0.8%;
Mn:0.1%~0.3%;
LRE:0.8%~1.5%;
HRE:0.2%~0.6%;
余量为Mg及不可避免的杂质元素;
其中LRE代表轻稀土元素,为La、Ce、Pr、Nd、Pm、Sm、Eu中的至少任意一种;
HRE代表重稀土元素,为Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、Sc、Y中的至少任意一种。
本发明通过轻稀土、重稀土的加入,使合金中的第二相由单一的γ-Mg17Al12相转变为离散的共晶Mg17Al12相、针状的Al11RE3相、块状的Al-RE相和Al-Mn-RE相。这是由于:1)RE与Al的电负性差值大于RE与Mg的电负性差值,同时,Al-RE相形成温度要高于Mg17Al12相,所以在凝固过程中优先形成Al-RE相;2)由于Al-RE相的形成,消耗了合金中的Al原子,抑制了Mg17Al12相的形核和长大,使Mg17Al12相由沿晶界连续分布变为离散分布。特别是经过热挤压过程,使合金的组织及第二相均得到进一步的细化。同时,稀土的加入,使镁合金在腐蚀过程中表面形成的氧化镁膜变得致密,阻止了镁合金的进一步腐蚀。本发明的镁合金经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.01684mg·cm-2·d-1。
进一步地,所述Al、Zn、Mn、Ce和Gd的质量百分比分别为Al:8.82%;Zn:0.77%;Mn:0.15%;Ce:1.08%;Gd:0.32%。该配方制成的产品经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.01684mg·cm-2·d-1,
本发明另一目的是提出以上含稀土元素的耐蚀变形镁合金的制备方法。
方法包括以下步骤:
1)将原料及5号熔剂分别预热到80~100℃;
2)将铁坩埚预热至200~300℃后加入镁锭,并加入5号熔剂进行覆盖,防止镁在高温过分氧化;
待镁锭完全熔化后,将铁坩埚内熔体升温至720℃以上,然后分批向其中加入铝、锌、LRE源、HRE源、锰源,搅拌20分钟,通氩气精炼,然后静置40分钟;
加入的各原料中组分的质量百分比为:
Al:8.3%~9.2%;
Zn:0.5%~0.8%;
Mn:0.1%~0.3%;
LRE:0.8%~1.5%;
HRE:0.2%~0.6%;
余量为Mg及不可避免的杂质元素;其中LRE代表轻稀土元素,为La、Ce、Pr、Nd、Pm、Sm、Eu中的至少任意一种;HRE代表重稀土元素,为Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu、Sc、Y中的至少任意一种;
3)采用半连续铸造方式铸造成铸锭,浇道和结晶器通入CO2和SF6的体积比为100∶1的混合气体作为保护气体;
4)将所得铸锭在真空热处理炉中进行固溶处理,然后将固溶处理后的铸锭放入80℃的水中淬火;
5)所得铸锭车削后,进行热挤压,得到镁合金棒材。
本发明采用半连续铸造方式铸造,有利于控制合金中对耐腐蚀性能影响较大的Fe、Cu、Si、Ni元素的含量。本发明主要作用是轻重稀土的混合加入,净化了熔体,降低了杂质,改变了合金中的第二相,大大提高了合金的耐腐蚀性能。
进一步地,所述步骤2)中,所述镁锭为高纯镁;所述铝为高纯铝;所述锌为高纯锌;所述LRE源为镁-轻稀土中间合金;所述HRE源为镁-重稀土中间合金;所述锰源为含锰10%的铝锰中间合金。该具体优选的原料可产生的特殊优良效果:采用高纯铝、高纯锌可避免杂质元素(Fe、Cu、Si、Ni)对合金耐腐蚀性能的影响;采用中间合金添加,可避免溶质原子与镁之间由于熔点及密度相差较大带来的偏析及收得率较低的问题。
所述步骤2)中,铁坩埚内熔体升温至740℃以上,再加入铝、锌、LRE源、HRE源、锰源。该温度可使稀土的收得率提高。
所述步骤4)中,固溶处理工艺为420℃保温24小时。该温度下,固溶后合金中的第二相Mg17Al12全部回溶到基体中,同时晶粒长大较小。
所述步骤5)中,所述热挤压处理是:将铸锭车削成直径为92mm的圆锭,将圆锭在200℃~240℃的环境下预热2小时~2.5小时,然后在挤压温度为200℃~240℃,挤压比为22∶1,挤压速度为0.1~0.5mm/s的条件下对圆锭进行挤压操作。该具体工艺可低温低速挤压,可使合金获得极细的晶粒组织。本发明合金的晶粒尺寸约为0.7~0.9μm。
附图说明
图1为实施例1、2、3与对比例所述镁合金经过35℃,5%NaCl中性盐雾试验100小时后的腐蚀速率曲线。
具体实施方式
实施例1:
本实施例的含稀土元素的耐蚀变形镁合金,其组成及各组分的质量百分比为:Al:8.82%;Zn:0.77%;Mn:0.15%;Ce:1.08%;Gd:0.32%;余量为Mg及不可避免的杂质元素。其中,镁锭为高纯镁;铝为高纯铝;锌为高纯锌;锰源为含锰10%的铝锰中间合金,铈为含铈20%的镁铈中间合金、钆为含钆20%的镁钆中间合金。
5号熔剂的成份见下表:
熔铸工艺为:将所有原料及5号熔剂分别预热到100℃。将镁加入到预热至250℃的铁坩埚中,并加入熔剂进行覆盖,待镁完全熔化后,熔体升温至730℃时,分批向其中加入预热的高纯铝、高纯锌、含铈20%的镁铈中间合金、含钆20%的镁钆中间合金、含锰10%的铝锰中间合金,此过程中保持熔体温度不低于720℃,全部加完后,搅拌20分钟,通氩气精炼,然后静置40分钟。采用半连续铸造方式铸造成镁合金铸锭,浇道和结晶器通入CO2和SF6体积比为100:1的混合气体作为保护气体;将所得铸锭在真空热处理炉中以420℃保温24小时,而后将铸锭放入80℃的水中淬火;将铸锭车削成直径为92mm的圆锭,将圆锭在200℃的环境下预热2小时,然后在挤压温度为200℃,挤压比为22:1,挤压速度为0.1mm/s的条件下对圆锭进行挤压操作。
结果:本实施例合金经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.01684mg·cm-2·d-1。
实施例2:
本实施例的含稀土元素的耐蚀变形镁合金,其组成及各组分的质量百分比为:Al:8.3%;Zn:0.5%;Mn:0.3%;Ce:1.5%;Y:0.2%;余量为Mg及不可避免的杂质元素。
熔铸工艺为:将所有原料及5号熔剂预热到80℃,将镁加入到预热至200℃的铁坩埚中,并加入5号熔剂进行覆盖;待镁完全熔化后,熔体升温至740℃时,分批向其中加入高纯铝、高纯锌、含铈20%的镁铈中间合金、含钇20%的镁钇中间合金、含锰10%的铝锰中间合金,此过程中保持熔体温度不低于720℃,全部加完后,搅拌20分钟,通氩气精炼,然后静置40分钟;采用半连续铸造方式铸造成镁合金铸锭,浇道和结晶器通入CO2和SF6体积比为100:1的混合气体作为保护气体;将所得铸锭在真空热处理炉中以420℃保温24小时,而后将铸锭放入80℃的水中淬火;将铸锭车削成直径为92mm的圆锭,将圆锭在200℃的环境下预热2小时,然后在挤压温度为200℃,挤压比为22:1,挤压速度为0.3mm/s的条件下对圆锭进行挤压操作。
结果:本实施例合金经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.02575mg·cm-2·d-1。
实施例3:
本实施例的含稀土元素的耐蚀变形镁合金,其组成及各组分的质量百分比为:Al:9.2%;Zn:0.8%;Mn:0.1%;La:0.8%;Gd:0.6%;余量为Mg及不可避免的杂质元素。
熔铸工艺为:将所有原料及熔剂预热到100℃,将镁加入到预热至300℃的铁坩埚中,并加入5号熔剂进行覆盖;待镁完全熔化后,熔体升温至720℃时,分批向其中加入高纯铝、高纯锌、含镧20%的镁镧中间合金、含钆20%的镁钆中间合金、含锰10%的铝锰中间合金,此过程中保持熔体温度不低于720℃,全部加完后,搅拌20分钟,通氩气精炼,然后静置40分钟;采用半连续铸造方式铸造成镁合金铸锭,浇道和结晶器通入CO2和SF6体积比为100:1的混合气体作为保护气体;将所得铸锭在真空热处理炉中以420℃保温24小时,而后将铸锭放入80℃的水中淬火;将铸锭车削成直径为92mm的圆锭,将圆锭在240℃的环境下预热2.5小时,然后在挤压温度为240℃,挤压比为22:1,挤压速度为0.5mm/s的条件下对圆锭进行挤压操作。
结果:本实施例合金经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.05896mg·cm-2·d-1。
对比例:
对比例为AZ80变形镁合金,其组成及各组分的质量百分比为:Al:8.5%;Zn:0.6%;Mn:0.2%;余量为Mg及不可避免的杂质元素。
熔铸工艺为:将所有原料及熔剂预热到100℃,将镁加入到预热至200℃的铁坩埚中,并加入5号熔剂进行覆盖;待镁完全熔化后,熔体升温至730℃时,分批向其中加入高纯铝、高纯锌、含锰10%的铝锰中间合金,此过程中保持熔体温度不低于720℃,全部加完后,搅拌20分钟,通氩气精炼,然后静置40分钟;采用半连续铸造方式铸造成镁合金铸锭,浇道和结晶器通入CO2和SF6体积比为100:1的混合气体作为保护气体;将所得铸锭在真空热处理炉中以420℃保温24小时,而后将铸锭放入80℃的水中淬火;将铸锭车削成直径为92mm的圆锭,将圆锭在200℃的环境下预热2小时,然后在挤压温度为200℃,挤压比为22:1,挤压速度为0.5mm/s的条件下对圆锭进行挤压操作。
结果:本对比例合金经过35℃,5%NaCl中性盐雾试验100小时,腐蚀速率为0.40505mg·cm-2·d-1。
从图1中可见:采用本发明工艺制成的合金具有极好的耐蚀性能,实施例1的耐蚀性能特别突出。
一种含稀土元素的耐蚀变形镁合金及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0