









专利摘要
本发明公开了一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置。包括淬冷器本体、淬冷器内芯和防磨盖,所述的淬冷器内芯和防磨盖设置于淬冷器本体中,防磨盖设置于淬冷器内芯顶部,淬冷器内芯上设置有若干朝向防磨盖的顶部喷嘴,涂层覆盖在防磨盖表面,涂层采用过渡金属的氧化物或过渡金属的碳化物。本发明较好地解决了淬冷器内芯磨损、防磨盖难以在高温环境中长时间稳定运营、淬冷中心高温区域淬冷剂量小、防磨盖拆卸困难等问题,并能方便地确定最佳的淬冷起始位置。
权利要求
1.一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,包括淬冷器本体(1),淬冷器内芯(2)和防磨盖(3),所述的淬冷器内芯(2)和防磨盖(3)设置于淬冷器本体(1)中,防磨盖(3)设置于淬冷器内芯(2)顶部,淬冷器内芯(2)上设置有若干朝向防磨盖(3)的顶部喷嘴(5),所述的涂层覆盖在防磨盖表面,涂层为过渡金属的氧化物涂层或过渡金属的碳化物涂层。
2.根据权利要求1所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的过渡金属的氧化物为氧化锆,氧化锆通过喷涂覆盖在防磨盖表面。
3.根据权利要求1所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的过渡金属的碳化物为碳化钨或碳化铪,碳化钨或碳化铪通过喷涂覆盖在防磨盖表面。
4.根据权利要求1所述自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的涂层厚度为0.05-0.3mm。
5.根据权利要求1所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的淬冷器本体(1)为两端开口的管体,管壁上均匀设置有若干开口朝向管体内的本体喷嘴(11),本体喷嘴(11)连接本体淬冷剂入口管路,所述的淬冷器内芯(2)同轴设置于淬冷器本体(1)内,淬冷器内芯(2)与淬冷器本体(1)之间留有空隙作为淬冷区域,淬冷器内芯(2)内部为空腔,淬冷器内芯(2)下端连接内芯淬冷剂入口管路(13),淬冷器内芯(2)侧面均匀设置有若干开口朝外的外围喷嘴(12),淬冷器内芯(2)上端设置有凸起的内芯榫头(4),淬冷器内芯(2)均匀设置有若干开口朝上的顶部喷嘴(5),所述防磨盖(3)套设于内芯榫头(4)上。
6.根据权利要求1或5所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述防磨盖(3)的上表面为圆弧形,防磨盖(3)套设于内芯榫头(4)上后,通过插销(6)固定。
7.根据权利要求1所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,淬冷器内芯(2)上的顶部喷嘴(5)朝向防磨盖(3)下表面。
8.根据权利要求5所述的自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的淬冷器本体(1)、淬冷器内芯(2)和内芯榫头(4)均为圆柱形,与防磨盖(3)四者同轴设置,所述的顶部喷嘴(5)数量为8-12个,以内芯榫头(4)为中心均匀设置,顶部喷嘴(5)正对防磨盖(3)下部,顶部喷嘴(5)与防磨盖(3)的距离为10-30mm,所述的本体喷嘴(11)分为上下两排,两排本体喷嘴(11)交错分布;所述的外围喷嘴(12)分为上下两排,每排有6-10个,两排外围喷嘴(12)交错分布;所述的本体喷嘴(11)和外围喷嘴(12)均水平设置。
9.根据权利要求5或8所述自带涂层保护防磨盖的等离子体裂解煤淬冷装置,其特征在于,所述的本体喷嘴(11)和外围喷嘴(12)和顶部喷嘴(5)为2520不锈钢材质,本体喷嘴(11)通过螺纹配合设置于淬冷器本体(1)上;外围喷嘴(12)和顶部喷嘴(5)通过螺纹配合设置于淬冷器内芯(2)上,淬冷器内芯(2)能够上下调整位置。
说明书
技术领域
本发明属于化工设备领域,特别涉及一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置。
背景技术
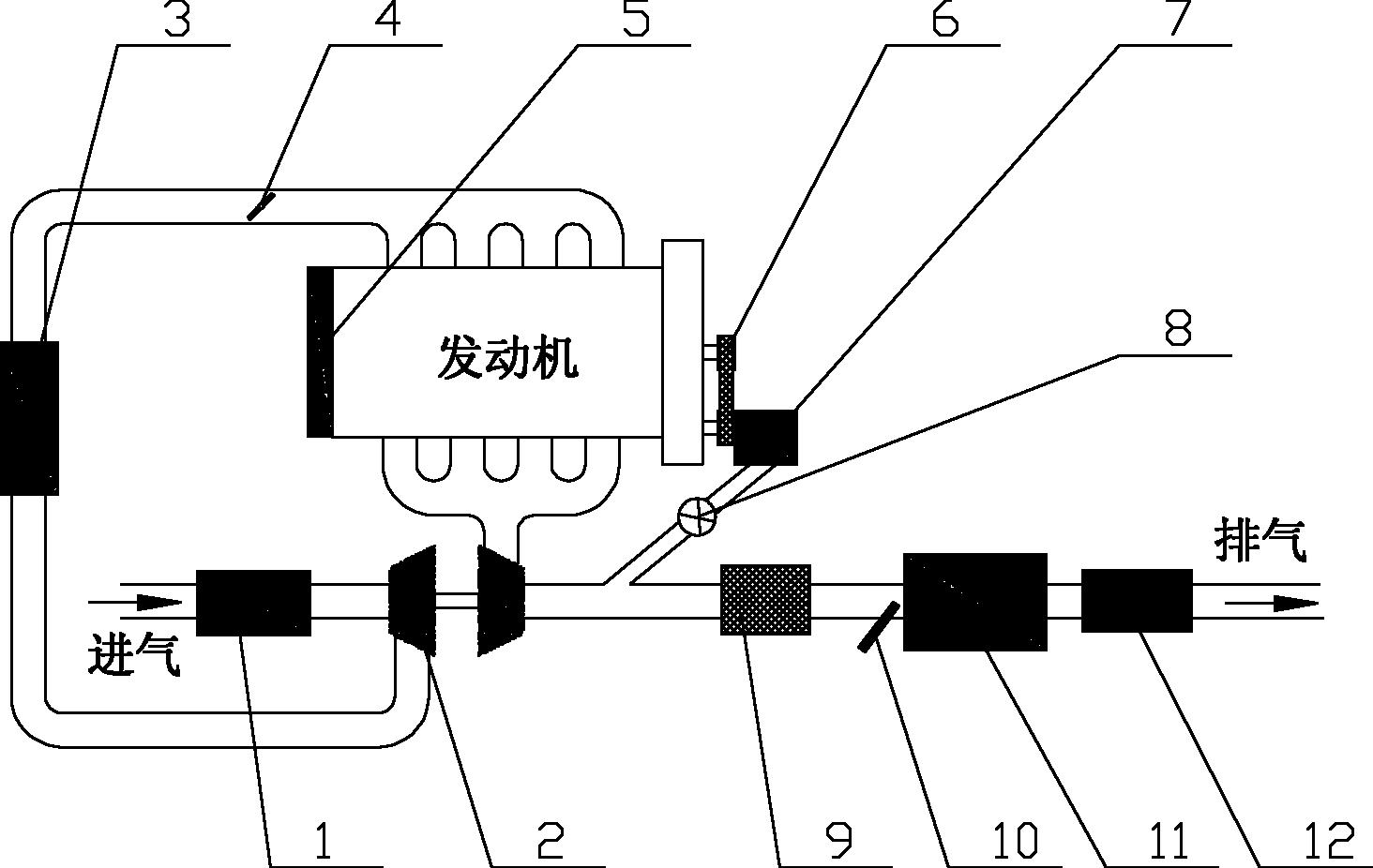
乙炔是一种非常重要的基本有机化工原料,我国是一个富煤、贫油、少气的国家,煤的主要元素是C和H,且摩尔比例接近1:1,与乙炔的元素比例相同,相关研究表明热等离子体提供的高温、活泼的化学性质环境,能使煤向乙炔进行转化,且经济效益优于目前工业生产最常用的电石法和甲烷部分氧化法。等离子体裂解煤制乙炔工艺具有流程短、低资源消耗、环境友好等优点,是煤直接转化的一条有效途径,具有很好的工业价值及经济环境效益。
高温等离子体裂解煤制乙炔工艺是将经过磨煤机处理后的煤粉送入高温高活性的等离子体环境中,经毫秒级反应后裂解生成目标产物乙炔等。乙炔在高温高活性环境下不稳定,故需要对该产物进行迅速冷却达到“固定”作用,否则乙炔将进一步分解成炭黑,严重影响乙炔产率。而高效的淬冷器则是保证其顺利进行的关键设备。高效的淬冷器需要具备能迅速带走热量、淬冷剂与高温裂解气混合充分且均匀、长时间稳定运营等特点。迅速带走带走热量主要从淬冷剂的种类、淬冷剂的输送速度及淬冷剂的有效接触等方面考虑,水比热容大且原料廉价易得,经过高压处理并通过喷嘴雾化后可实现这一目标。同时若淬冷剂在淬冷器内的分布不均匀,不仅会降低淬冷剂的效率,造成淬冷剂的浪费;还会在淬冷器内形成局部高温区,使部分裂解气不能有效地淬冷,降低乙炔的收率。
浙江大学何潮洪等人设计的采用带防磨盖的环隙式淬冷器,详见《一种带有防磨盖的等离子体裂解煤淬冷装置》专利号ZL201010516553.4,在内芯上方增加了防磨盖,较好地解决了淬冷设备喷嘴直接暴露在裂解气和煤粉的冲击下容易损坏、淬冷剂难以达到高温中心等弊端,但尚存在防磨盖长时间受到裂解气中煤粉的冲击较易开裂、脱落、防磨盖与淬冷器内芯连接易受热胀冷缩的影响等问题,因此如何保证防磨盖的耐磨性和耐高温性,是等离子体裂解煤装置能否长期稳定运行的关键问题之一。
发明内容
本发明的目的是克服现有技术的不足,提供一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置,解决了淬冷器内芯磨损、防磨盖难以在高温环境中长时间稳定运营、装置复杂喷嘴处易侧漏、淬冷中心高温区域淬冷剂量小等问题,并能方便地确定最佳的淬冷起始位置,本发明具体技术方案如下:
一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置,包括淬冷器本体,淬冷器内芯和防磨盖,所述的淬冷器内芯和防磨盖设置于淬冷器本体中,防磨盖设置于淬冷器内芯顶部,淬冷器内芯上设置有若干朝向防磨盖的顶部喷嘴,所述的涂层覆盖在防磨盖表面,所述的涂层为过渡金属的氧化物涂层或过渡金属的碳化物涂层。
优选的,所述的过渡金属的氧化物为氧化锆,氧化锆通过喷涂覆盖在防磨盖表面,优选的,所述的过渡金属的碳化物为碳化钨或碳化铪,碳化钨或碳化铪通过喷涂覆盖在防磨盖表面.
本发明所述的喷涂工艺可以采用传统喷涂工艺如喷涂工艺、喷涂工艺、激光喷涂等,也可采用等离子或超音速设备等新型喷涂工艺,涂层厚度为0.05-0.3mm,具有很好的耐温性和高硬度。
优选的,所述的淬冷器本体为两端开口的管体,管壁上均匀设置有若干开口朝向管体内的本体喷嘴,本体喷嘴连接本体淬冷剂入口管路,所述的淬冷器内芯同轴设置于淬冷器本体内,淬冷器内芯与淬冷器本体之间留有空隙作为淬冷区域,淬冷器内芯内部为空腔,淬冷器内芯下端连接内芯淬冷剂入口管路,淬冷器内芯侧面均匀设置有若干开口朝外的外围喷嘴,淬冷器内芯上端设置有凸起的内芯榫头,淬冷器内芯均匀设置有若干开口朝上的顶部喷嘴,所述防磨盖套设于内芯榫头上,防磨盖的最大横截面积不小于淬冷器内芯的横截面,防磨盖罩在淬冷器内芯上方。
优选的,所述防磨盖的上表面为圆弧形,防磨盖套设于内芯榫头上后,通过插销固定,方便拆卸更换。
优选的,淬冷器内芯上的顶部喷嘴朝向防磨盖下表面。
优选的,所述的淬冷器本体、淬冷器内芯和内芯榫头均为圆柱形,与防磨盖四者同轴设置,所述的顶部喷嘴数量为8-12个,以内芯榫头为中心均匀设置,顶部喷嘴正对防磨盖下部,顶部喷嘴与防磨盖的距离为10-30mm,所述的本体喷嘴分为上下两排,两排本体喷嘴交错分布;所述的外围喷嘴分为上下两排,每排有8个,两排外围喷嘴交错分布;所述的本体喷嘴和外围喷嘴均水平设置,使得喷出的淬冷剂垂直于裂解气流向进入淬冷区,混合效果佳。
优选的,所述的本体喷嘴和外围喷嘴和顶部喷嘴为2520不锈钢材质,本体喷嘴通过螺纹配合设置于淬冷器本体上;外围喷嘴和顶部喷嘴通过螺纹配合设置于淬冷器内芯上,淬冷器内芯能够上下调整位置,便于调整最佳的淬冷起始位置。
优选的,所述的淬冷器本体两端均设置有法兰,上端法兰用于连接裂解气输入管,下端法兰用于连接裂解气输出管,并通过法兰固定螺栓。
优选的,所述的本体淬冷剂入口管路和内芯淬冷剂入口管路中均设置有过滤装置。
本发明与现有技术相比具有的有益效果:
1)对于等离子体裂解煤制乙炔工艺,进入淬冷装置内裂解气的流速高达几十米每秒,且含有大量未反应的煤粉,煤粉高速冲刷淬冷器上部的防磨盖,使其磨损较严重,难以长时间稳定运营。本发明在淬冷器内芯顶部的防磨盖上涂有耐高温耐磨的陶瓷材料涂层,在淬冷水辅助作用下可耐2000℃以上的高温,且耐磨性能优越,可有效地防止淬冷器内管及防磨盖的磨损,保证反应器长时间稳定运营。
2)防磨盖长期处于淬冷器中心高温区,易引起磨损和结构性能的改变,本发明在内芯顶部增加了对防磨盖进行冷却的喷嘴,保证防磨盖的及时换热,避免防磨盖温度过高。
3)淬冷剂进入淬冷器后的流向非常重要,淬冷剂到达防磨盖上后的反射角不合适可能导致淬冷剂局部流动方向受限,从而与裂解气混合不均匀,淬冷效果差,淬冷剂浪费严重,调整一定的反射角可以顺利使淬冷剂进入主要淬冷区域的裂解气通道。本发明的防磨盖结构,上表面为圆弧形,裂解气从上流至防磨盖圆弧形上表面,碰撞后向两侧裂解气通道流动,到达两侧主要淬冷区,反射后的裂解气与淬冷剂充分混合。
4)何潮洪等设计的淬冷器内芯与防磨盖的嵌套式连接,生产时高温环境与停产时常温状态切换,易引起热胀冷缩而导致拆装困难,本发明防磨盖与内芯之间通过榫头连接及插销固定,有效地解决了受热胀冷缩引起的拆装困难的问题。
附图说明:
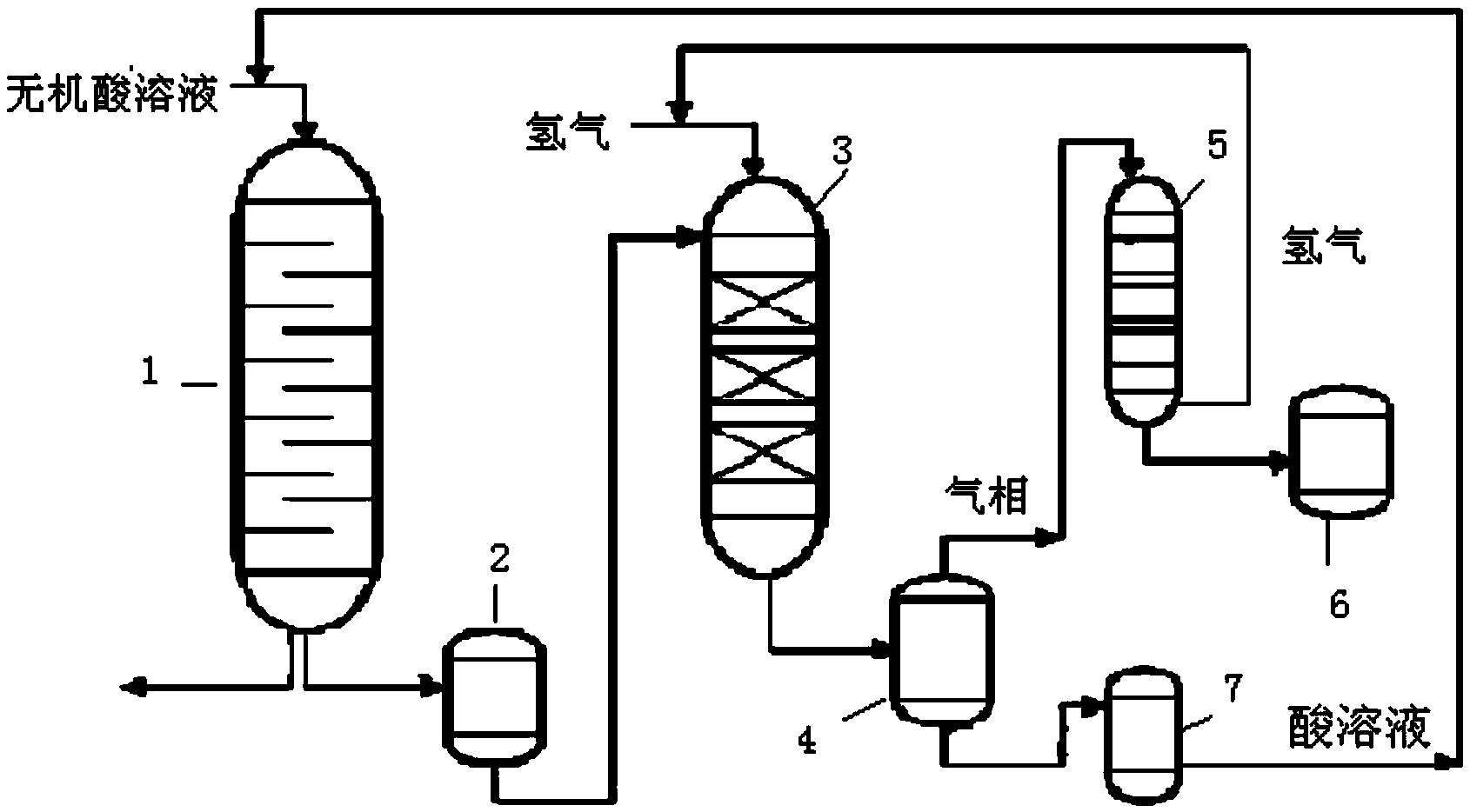
图1是一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置的结构示意图;
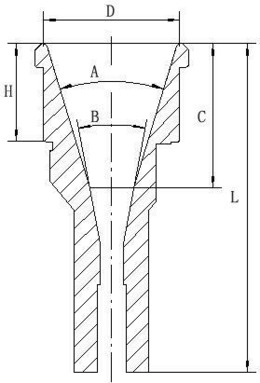
图2是本发明的防磨盖的俯视图;
图3是本发明的防磨盖的A-A剖面图;
图4是本发明的淬冷器内芯的俯视图;
图5是本发明的淬冷器内芯的A-A剖面图。
图中,淬冷器本体1、淬冷器内芯2、防磨盖3、内芯榫头4、顶部喷嘴5、插销6、法兰7、法兰固定螺栓8、裂解气入口9、裂解气出口10、本体喷嘴11、外围喷嘴12、芯淬冷剂入口管路13、淬冷器内芯内螺纹14。
具体实施方式
下面结合附图和实施例对本发明作进一步的描述,所描述的实施例仅仅是本发明的一部分实施例,并不是全部的实施例,附图中的部件尺寸仅仅表示对应实施例的尺寸。
如图1所示的实施例,一种自带陶瓷材料涂层保护防磨盖的等离子体裂解煤淬冷装置,包括淬冷器本体1、淬冷器内芯2和弧形防磨盖3,淬冷器本体1为两端开口的管体,两端均设置有M30法兰7,上端法兰用于连接裂解气输入管作为为裂解气入口9,下端法兰用于连接裂解气输出管,作为裂解气出口10,并通过法兰固定螺栓8固定管道,淬冷器本体1管壁上均匀设置有若干开口朝向管体内的本体喷嘴11,本体喷嘴11连接本体淬冷剂入口管路,淬冷器内芯2同轴设置于淬冷器本体1内,且能够上下调整位置,淬冷器内芯2与淬冷器本体1之间留有空隙作为淬冷区域,淬冷器内芯2内部为空腔,淬冷器内芯2下端通过淬冷器内芯内螺纹14连接内芯淬冷剂入口管路13,本体淬冷剂入口管路和内芯淬冷剂入口管路13与水泵连接,用于供水,本体淬冷剂入口管路和内芯淬冷剂入口管路13中均设置有过滤装置,淬冷器内芯2侧面均匀设置有若干开口朝外的外围喷嘴12,淬冷器内芯2上端设置有凸起的内芯榫头4,淬冷器内芯2上端围绕内芯榫头4均匀设置有若干开口朝上的顶部喷嘴5,上表面为圆弧形的防磨盖为2520不锈钢材质,防磨盖套设在内芯榫头上,淬冷器本体1、淬冷器内芯2和内芯榫头4均为圆柱形,与防磨盖3四者同轴设置,顶部喷嘴5数量为10个,以内芯榫头4为中心均匀设置,顶部喷嘴5正对防磨盖3下表面,顶部喷嘴5与防磨盖3的距离为10-30mm,防磨盖3的圆弧面朝上,防磨盖3罩住淬冷器内芯2。
如图2和3所示的实施例,防磨盖3分为上部分和下部分,上部分为球缺,球缺小于半球,球缺的平切圆直径为180mm,球缺的高为20mm,下部分为圆柱体,圆柱体的直径为180mm,上部分和下部分形成一个整体,从圆柱体下表面向上开设有卯眼;卯眼与内芯榫头4配合,将防磨盖套设在内芯榫头上,防磨盖和内芯榫头上开设有贯穿的通孔,插销6插入通孔来固定防磨盖和内芯榫头,解决了螺纹等连接方式因热胀冷却而引起的拆装困难等问题。
如图1、4和5所示的实施例,本体喷嘴11分为上下两排,两排本体喷嘴11交错分布,即一条竖直线上只有一个本体喷嘴11;外围喷嘴12分为上下两排,每排有8个,两排外围喷嘴12交错分布,即一条竖直线上只有一个外围喷嘴12;本体喷嘴11和外围喷嘴12均水平设置,使得喷出的淬冷剂垂直于裂解气流向进入淬冷区,混合效果佳;喷嘴为2520不锈钢材质的雾化喷嘴FN6/19-2.4-SS,喷嘴上开设外螺纹,淬冷器本体1和淬冷器内芯2上开设用于安装喷嘴的内螺纹孔,以此方式将喷嘴安装在淬冷器本体1和淬冷器内芯2上。
本发明基于上述淬冷装置的淬冷方法,步骤如下:
将等离子体裂解煤裂解后的高温裂解气及未反应的煤粉,以1500℃以上的温度约80m/s的线速度自淬冷器本体1上端的裂解气入口9通入淬冷装置中,一部分裂解气直接进入淬冷器本体1和淬冷器内芯2之间的淬冷区域,另一部分撞击到弧形防磨盖3的弧面后向四周分散开进入淬冷区域;将18t/h淬冷剂在2.5MPa压力下分两路通入淬冷装置,其中一路经本体淬冷剂入口管路到达本体喷嘴11雾化后垂直于裂解气通入方向进入淬冷区域,另一路经内芯淬冷剂入口管路13到达外围喷嘴12和顶部喷嘴5,经外围喷嘴12雾化的淬冷剂垂直于裂解气通入方向进入淬冷区域,经顶部喷嘴5雾化的淬冷剂喷射到防磨盖3上,对防磨盖3进行冷却,保证各喷嘴淬冷剂线速度不小于50m/s;进入淬冷区域的淬冷剂与高温裂解气充分碰撞混合后进行传热,淬冷剂迅速气化吸热,在毫秒级时间内将1500℃以上的高温裂解气降低至100℃以下,所有产物经淬冷器本体1下端的裂解气出口10排出,防磨盖在耐高温耐磨涂层的保护及经顶部喷嘴5喷出的淬冷剂的冷却作用下,降低磨损。
实施例1
氧化锆通过喷涂覆盖在防磨盖上表面;得到氧化锆涂层保护后的防磨盖,氧化锆涂层厚度为0.05mm,将其应用到等离子体裂解煤淬冷装置中,进行高温裂解气及未反应的煤粉的淬冷,淬冷方法如上所述,高温裂解气及未反应的煤粉,以1500℃以上的温度约80m/s的线速度自淬冷器本体1上端的裂解气入口9通入淬冷装置中,一部分裂解气直接进入淬冷器本体1和淬冷器内芯2之间的淬冷区域,另一部分撞击到弧形防磨盖3的圆弧面,防磨盖经过多日的连续工作,检查其圆弧面,氮化硼涂层无破损,未见防磨盖露出。
实施例2
氧化锆通过喷涂覆盖在防磨盖上表面,得到0.3mm厚度氧化锆涂层保护的防磨盖,在与实施例1同样的条件进行淬冷,防磨盖经过多日的连续工作,检查其圆弧面,氧化锆涂层无破损,未见防磨盖露出。
实施例3
碳化钨通过喷涂覆盖在防磨盖上表面;得到碳化钨涂层保护后的防磨盖,碳化钨涂层厚度为0.05mm,将其应用到等离子体裂解煤淬冷装置中,进行高温裂解气及未反应的煤粉的淬冷,淬冷方法如上所述,高温裂解气及未反应的煤粉,以1500℃以上的温度约80m/s的线速度自淬冷器本体1上端的裂解气入口9通入淬冷装置中,一部分裂解气直接进入淬冷器本体1和淬冷器内芯2之间的淬冷区域,另一部分撞击到弧形防磨盖3的圆弧面,防磨盖经过多日的连续工作,检查其圆弧面,氮化硼涂层无破损,未见防磨盖露出。
实施例4
碳化钨通过喷涂覆盖在防磨盖上表面;得到0.3mm厚度碳化钨涂层保护的防磨盖,在与实施例1同样的条件进行淬冷,防磨盖经过多日的连续工作,检查其圆弧面,碳化钨涂层无破损,未见防磨盖露出。
同样的,碳化铪涂层具有高熔点和高弹性系数,小的热膨胀和好的冲击性能,将其覆盖于防磨盖上表面,进过试验,碳化铪涂层同样具有很好的防止防磨头磨损的效果。
基于本发明中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下所获得的其他所用实施例,都属于本发明的保护范围。
一种自带涂层保护防磨盖的等离子体裂解煤淬冷装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0