

IPC分类号 : A61J1/05,B32B27/32,B32B27/34,B65D81/24,C08G69/00,G01N1/10








专利摘要
提供:作为需要加热杀菌处理的医疗用包装材料具有适合的阻气性和透明性的多层容器。一种医疗用多层容器以及医疗用多层容器的制造方法,其中,所述医疗用多层容器为具有以选自聚烯烃树脂中的至少1种以上的水蒸气阻隔性聚合物为主成分的层(X)和由聚酰胺树脂组合物(P)形成的阻气层(Y)的医疗用多层容器,前述聚酰胺树脂组合物(P)包含:聚酰胺树脂(A)10~45质量%,所述聚酰胺树脂(A)包含含有70摩尔%以上的源自苯二甲胺的结构单元的二胺单元、和含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元的二羧酸单元;和,聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物(B)90~55质量%。
权利要求
1.一种医疗用多层容器,其具有:以聚烯烃树脂中的至少1种以上的水蒸气阻隔性聚合物为主成分的层(X);和,由聚酰胺树脂组合物(P)形成的阻气层(Y),
所述聚酰胺树脂组合物(P)包含:
聚酰胺树脂(A)10~45质量%,所述聚酰胺树脂(A)包含含有70摩尔%以上的源自苯二甲胺的结构单元的二胺单元、和含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元的二羧酸单元;和,
聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物(B)90~55质量%,
其中,所述聚酰胺树脂(A)的二羧酸单元包含源自芳香族二羧酸单元的结构单元,且源自所述直链脂肪族二羧酸的结构单元与源自芳香族二羧酸单元的结构单元的摩尔比,即直链脂肪族二羧酸/芳香族二羧酸为80/20~99/1,
所述芳香族二羧酸包含间苯二甲酸。
2.根据权利要求1所述的医疗用多层容器,其中,所述聚烯烃树脂为选自由环烯烃聚合物、环烯烃共聚物和聚丙烯类组成的组中的至少1种以上。
3.根据权利要求1所述的医疗用多层容器,其中,所述聚烯烃树脂为选自由环烯烃聚合物和环烯烃共聚物组成的组中的至少1种以上。
4.根据权利要求1~3中任一项所述的医疗用多层容器,其中,所述苯二甲胺为间苯二甲胺、对苯二甲胺或它们的混合物,所述直链脂肪族二羧酸为己二酸、癸二酸或它们的混合物。
5.根据权利要求1~3中任一项所述的医疗用多层容器,其中,所述聚酰胺树脂(A)包含:含有90摩尔%以上的源自间苯二甲胺的结构单元的二胺单元;和,含有90~100摩尔%的源自己二酸的结构单元和10~0摩尔%的源自间苯二甲酸的结构单元的二羧酸单元。
6.根据权利要求1~3中任一项所述的医疗用多层容器,其中,作为内层和外层,具有所述层(X),作为中间层,具有至少一层的所述阻气层(Y)。
7.根据权利要求1~3中任一项所述的医疗用多层容器,其中,所述阻气层(Y)的厚度相对于多层容器的总厚度为2~40%。
8.根据权利要求1~3中任一项所述的医疗用多层容器,其为安瓿、管形瓶、真空采血管或预充式注射器。
9.根据权利要求1~3中任一项所述的医疗用多层容器,其为注射吹塑成型品。
10.一种医疗用多层容器的制造方法,其中,包括:通过注射吹塑成型将权利要求1~8中任一项所述的医疗用多层容器成型。
说明书
技术领域
本发明涉及多层容器,详细而言,涉及医疗包装用的多层容器(医疗用多层容器)和医疗用多层容器的制造方法。
背景技术
一直以来,作为用于以密闭状态填充药品并保管的医疗用包装容器,使用有玻璃制的安瓿、管形瓶、预充式注射器等容器。然而,这些玻璃容器有使用时产生鳞片之类的微细的玻璃物质、由于落下等冲击而容易破裂等问题。另外,玻璃的比重较大,因此,也有容器本身较重的问题。
另一方面,与玻璃相比,塑料质量轻,根据原材料而耐冲击性、耐热性、透明性等优异,因此,作为玻璃容器的代替品,研究了塑料容器。例如专利文献1中公开了,由聚酯树脂形成的医疗用容器。另外,环烯烃聚合物(以下,有时简记作“COP”)的耐冲击性、耐热性、透明性优异,医疗用容器中一般作为玻璃代替材料而使用。
然而,塑料容器一般与玻璃容器相比阻气性差,因此,要求改善阻气性。因此,为了提高塑料容器的阻气性,研究了具有阻气层作为中间层的多层容器。例如,专利文献2中公开了,最内层和最外层由聚烯烃树脂形成、中间层为阻隔性优异的树脂的预充式注射器。
作为氧阻隔性优异的热塑性树脂,已知有聚己二酰间苯二甲胺(以下,有时简记作“N-MXD6”)(专利文献3~6)。然而,N-MXD6在聚烯烃树脂、例如COP的热成型温度的250~320℃下非常迅速地结晶,因此,对于使用N-MXD6作为阻气层、COP作为最内层和最外层的多层容器,存在成型时可见N-MXD6层的切断、厚度不均、白化,阻气性、透明性等性能降低或变形的情况。另外,存在加热杀菌处理后产生白化、透明性受损的情况。
作为抑制N-MXD6的白化的方法,已知有:添加作为防白化剂的特定的脂肪酸金属盐的方法;添加特定的二酰胺化合物或二酯化合物的方法。然而,已知使用这些添加剂的白化抑制对于直接暴露于水的单层薄膜、使用聚对苯二甲酸乙二醇酯(以下,有时简记作“PET”)的、例如由PET/N-MXD6/PET的层构成形成的多层拉伸瓶那样的经拉伸的用途有效。然而,无法满足由COP/N-MXD6/COP的层构成形成的多层容器中的加热杀菌处理后的白化抑制效果。另外,还已知有:对于N-MXD6添加结晶成核剂的方法;加热杀菌处理时将作为结晶成核剂发挥作用的尼龙6等结晶性聚酰胺树脂与N-MXD6共混的方法。然而,通过这些方法,也无法满足由COP/N-MXD6/COP的层构成形成的多层容器中的加热杀菌处理后的白化抑制效果。
现有技术文献
专利文献
专利文献1:日本特开平08-127641号公报
专利文献2:日本特开2004-229750号公报
专利文献3:日本特开2012-201412号公报
专利文献4:日本特开2012-30556号公报
专利文献5:日本特开2014-69829号公报
专利文献6:日本特开2014-68767号公报
发明内容
为了解决上述课题,本发明要解决的课题在于,提供:作为需要加热杀菌处理的医疗用包装材料具有适合的阻气性和透明性的医疗用多层容器。
本发明人等对兼具加热杀菌处理后的阻气性和透明性的医疗用多层容器反复深入研究,结果发现:通过将特定的聚酰胺树脂组合物用于阻气层,加热杀菌处理后阻气性和透明性也优异,至此完成了本发明。
即本发明涉及以下的医疗用多层容器。具体而言,基于下述<1>,优选涉及<2>~<12>。
<1>一种医疗用多层容器,其具有:以聚烯烃树脂中的至少1种以上的水蒸气阻隔性聚合物为主成分的层(X);和,由聚酰胺树脂组合物(P)形成的阻气层(Y),
前述聚酰胺树脂组合物(P)包含:
聚酰胺树脂(A)10~45质量%,所述聚酰胺树脂(A)包含含有70摩尔%以上的源自苯二甲胺的结构单元的二胺单元、和含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元的二羧酸单元;和,
聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物(B)90~55质量%。
<2>根据<1>所述的医疗用多层容器,其中,前述聚烯烃树脂为选自由环烯烃聚合物、环烯烃共聚物和聚丙烯类组成的组中的至少1种以上。
<3>根据<1>所述的医疗用多层容器,其中,前述聚烯烃树脂为选自由环烯烃聚合物和环烯烃共聚物组成的组中的至少1种以上。
<4>根据<1>~<3>中任一项所述的医疗用多层容器,其中,前述苯二甲胺为间苯二甲胺、对苯二甲胺或它们的混合物,前述直链脂肪族二羧酸为己二酸、癸二酸或它们的混合物。
<5>根据<1>~<4>中任一项所述的医疗用多层容器,其中,前述聚酰胺树脂(A)的二羧酸单元包含源自芳香族二羧酸单元的结构单元,且源自前述直链脂肪族二羧酸的结构单元与源自芳香族二羧酸单元的结构单元的摩尔比(直链脂肪族二羧酸/芳香族二羧酸)为80/20~99/1。
<6>根据<5>所述的医疗用多层容器,其中,前述芳香族二羧酸包含间苯二甲酸。
<7>根据<1>~<3>中任一项所述的医疗用多层容器,其中,前述聚酰胺树脂(A)包含:含有90摩尔%以上的源自间苯二甲胺的结构单元的二胺单元;和,含有90~100摩尔%的源自己二酸的结构单元和10~0摩尔%的源自间苯二甲酸的结构单元的二羧酸单元。
<8>根据<1>~<7>中任一项所述的医疗用多层容器,其中,作为内层和外层,具有前述层(X),作为中间层,具有至少一层的前述阻气层(Y)。
<9>根据<1>~<8>中任一项所述的医疗用多层容器,其中,前述阻气层(Y)的厚度相对于多层容器的总厚度为2~40%。
<10>根据<1>~<9>中任一项所述的医疗用多层容器,其为安瓿、管形瓶、真空采血管或预充式注射器。
<11>根据<1>~<10>中任一项所述的医疗用多层容器,其为注射吹塑成型品。
<12>一种医疗用多层容器的制造方法,其中,包括:通过注射吹塑成型将<1>~<10>中任一项所述的医疗用多层容器成型。
本发明的医疗用多层容器作为需要加热杀菌处理的医疗用包装材料具有适合的阻气性和透明性。因此,能长期保存内容物,而且加热杀菌处理后也能可视内容物,作为玻璃容器的代替品,能实现顾客的便利性提高。
具体实施方式
以下,对本发明的内容进行详细说明。需要说明的是,本说明书中“~”以包含其前后中记载的数值作为下限值和上限值的含义而使用。
本发明的医疗用多层容器(以下,也称为“本发明的多层容器”)至少包含:以聚烯烃树脂中的至少1种以上的水蒸气阻隔性聚合物为主成分的层、优选以选自由环烯烃聚合物、环烯烃共聚物(以下,有时简记作“COC”)、和聚丙烯类(以下,有时简记作“PP”)组成的组中的至少1种以上的水蒸气阻隔性聚合物为主成分的层(以下,有时简记作“水蒸气阻隔层”)(X);和,阻气层(Y)。
本发明的多层容器中的层构成没有特别限定,水蒸气阻隔层(X)(以下,有时简称为“层(X)”)和阻气层(Y)(以下,有时简称为“层(Y)”)的数量、种类没有特别限定。
构成本发明的医疗用多层容器的层的数量优选至少由3层构成,更优选3~10层,进一步优选3~5层。
本发明的医疗用多层容器中的层(X)的数量优选1~5层、更优选2层~4层。多层容器中的层(Y)的数量优选1层~3层、更优选1层或2层。
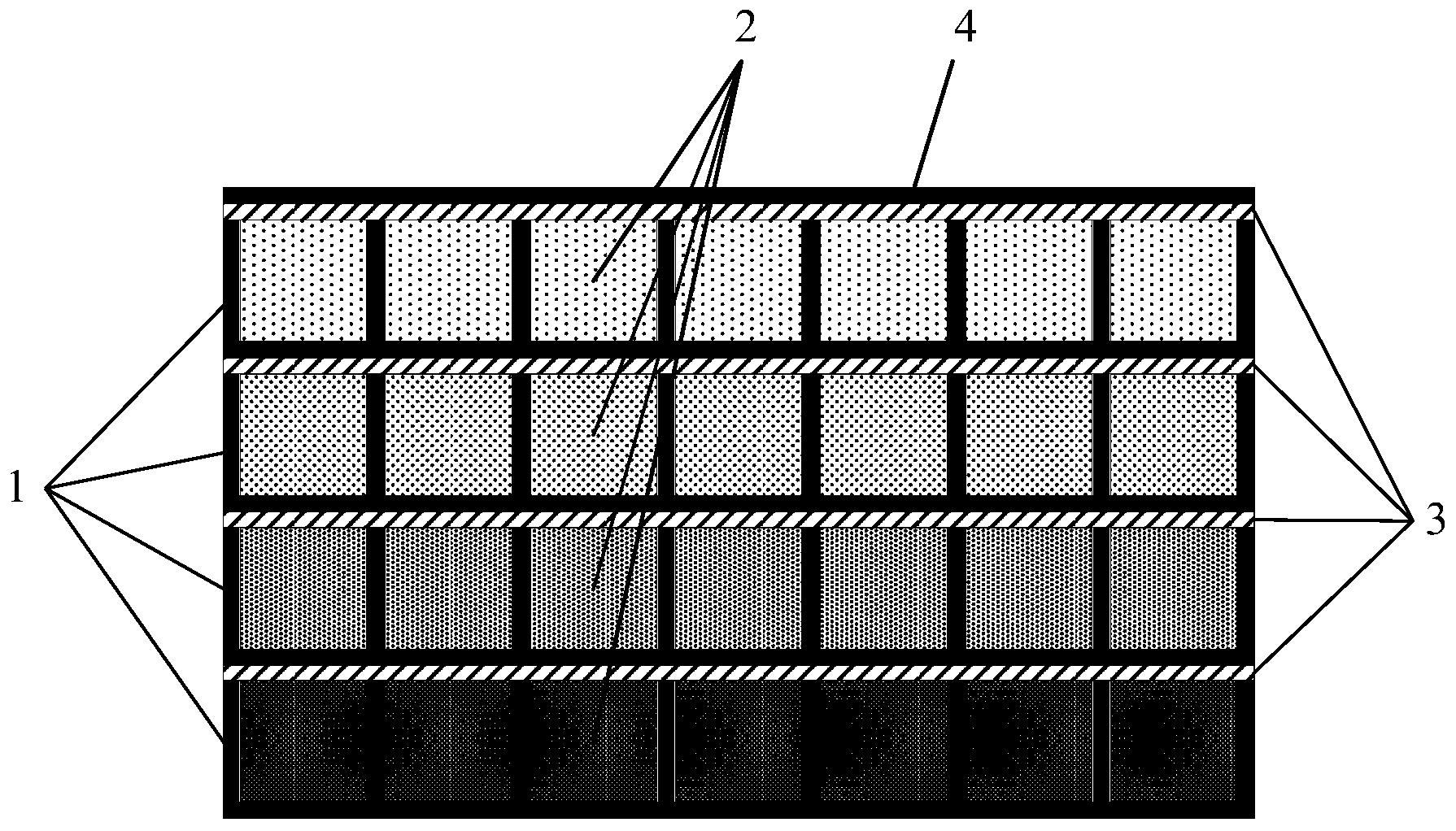
例如,可以为由1层的层(X)和1层的层(Y)形成的X/Y构成或Y/X构成,也可以为由2层的层(X)和1层的层(Y)形成的X/Y/X的3层构成。进而,本发明的多层容器的层(X)和层(Y)可以彼此接触,可以根据需要包含由粘接性热塑性树脂形成的粘接层(AD)等任意的层。本发明的多层容器优选为从内层向外层依次具有水蒸气阻隔层(X)/阻气层(Y)/水蒸气阻隔层(X)的3层结构、或从内层向外层依次具有水蒸气阻隔层(X)/粘接层(AD)/阻气层(Y)/粘接层(AD)/水蒸气阻隔层(X)的5层结构。不限定于此,可以根据目的而进一步层叠各种热塑性树脂层。
本发明的多层容器优选的是,内层和外层为前述层(X),中间层中的至少1层为前述层(Y)(X/Y/X构成)。
此处的内层是指,构成多层容器的层中、比1个中间层即(Y)层位于内侧的层,外层是指,构成多层容器的层中、比1个中间层即(Y)层位于外侧的层。内层和外层可以分别为最内层和最外层,也可以另行具有最内层和最外层。本发明中,最内层优选至少为层(X)。
1.水蒸气阻隔层(X)
构成本发明的多层容器的水蒸气阻隔层(X)是以聚烯烃树脂中的至少1种以上的水蒸气阻隔性聚合物为主成分的层,优选为以选自由COP、COC、PP组成的组中的至少1种以上的水蒸气阻隔性聚合物为主成分的层。
此处,“为主成分”是指,层(X)中,层(X)中包含70质量%以上、优选80质量%以上、更优选90~100质量%、进一步优选95~100质量%的聚烯烃树脂(水蒸气阻隔性聚合物)。层(X)可以仅包含1种聚烯烃树脂,也可以包含2种以上。包含2种以上的情况下,聚烯烃树脂的总量成为上述范围。
层(X)在水蒸气阻隔性聚合物的基础上,可以根据期望的性能等,在不有损本发明的效果的范围内包含抗氧化剂、消光剂、耐气候稳定剂、紫外线吸收剂、结晶成核剂、增塑剂、阻燃剂、抗静电剂等添加剂。本发明的多层容器可以具有多个层(X),多个层(X)的构成可以彼此相同也可以不同。
水蒸气阻隔层(X)的厚度没有特别限定,从强度和成本的观点出发,优选20~2000μm、更优选50~1500μm。此处所谓厚度在层(X)有2层以上的情况下,算出其总计作为层(X)的厚度。
本发明中,特别是水蒸气阻隔层(X)中,位于医疗用多层容器最内侧的层(X)的厚度的下限值优选50μm以上、更优选80μm以上、进一步优选100μm以上、进而优选150μm以上。上述位于最内侧的层(X)的厚度的上限优选400μm以下、更优选350μm以下、进一步优选300μm以下、进而优选250μm以下。
另外,水蒸气阻隔层(X)中,对于位于医疗用多层容器的最外侧的层(X)的厚度的下限值,下限值优选100μm以上、更优选400μm以上、进一步优选500μm以上。上述位于最外侧的层(X)的厚度的上限优选1000μm以下、更优选800μm以下、进一步优选700μm以下。
位于医疗用多层容器的最内侧的层(X)的厚度与位于最外侧的层(X)的厚度之比(最内层(X):最外层(X))优选1.0:2.0~1.0:4.0、更优选1.0:2.5~1.0:3.5。
从耐热性、耐光性等化学性质、耐化学药品性显示出作为聚烯烃树脂的特征,机械特性、熔融、流动特性、尺寸精度等物理性质显示出作为非晶性树脂的特征的方面出发,水蒸气阻隔性聚合物为最优选的材质。
聚烯烃树脂
本发明中使用的聚烯烃树脂没有特别限定,可以使用公知的聚烯烃树脂。具体而言,举出日本特开2014-068767号公报的段落0101~0103中记载的聚烯烃树脂,这些内容引入至本说明书中。
聚烯烃树脂优选COP、COC和聚丙烯类(PP)。从耐热性、耐光性等化学性质、耐化学药品性显示出作为聚烯烃树脂的特征、且机械特性、熔融、流动特性、尺寸精度等物理性质显示出作为非晶性树脂的特征的方面出发,优选COP和COC。另一方面,从耐油性的观点出发,优选PP。
1-1.环烯烃聚合物(COP)
COP例如是将降冰片烯进行开环聚合并氢化而得到的聚合物。COP例如记载于日本特开平5-317411号公报,作为Japan ZEON CORPORATION制的ZEONEX(注册商标)或ZEONOR(注册商标)、大协精工株式会社制的Daikyo Resin CZ(注册商标)被市售。
1-2.环烯烃共聚物(COC)
COC例如是以降冰片烯和乙烯等烯烃为原料的共聚物、和以四环十二烯和乙烯等烯烃为原料的共聚物。COC例如作为三井化学株式会社制的APEL(注册商标)被市售。
1-3.聚丙烯类
作为PP,可以使用丙烯均聚物、丙烯-乙烯嵌段共聚物、丙烯-乙烯无规共聚物等公知的聚合物。作为市售品,可以举出BOREALIS公司制的Bormed RB845MO等。
2.阻气层(Y)
构成本发明的多层容器的阻气层(Y)具有阻断从容器外部进入的氧而防止容器内的内容物的氧化劣化的作用。从良好的阻气性的观点出发,阻气层(Y)的23℃、相对湿度(RH)60%环境下的透氧系数优选1.0mL·mm/(m
本发明的多层容器可以具有多个阻气层(Y),多个阻气层(Y)的构成可以彼此相同也可以不同。阻气层(Y)的厚度没有特别限定,从阻气性、透明性和成本的观点出发,优选1~800μm、更优选100~700μm。此处所谓厚度在层(Y)有2层以上的情况下,算出其总计作为层(Y)的厚度。
另外,从阻气性、透明性和成本的观点出发,本发明的多层容器中的阻气层(Y)的厚度相对于多层容器的总厚度优选为2~40%的范围、更优选5~38%、进一步优选10~35%。多层容器中的阻气层(Y)的厚度可以通过切断容器、从水蒸气阻隔层(X)剥离而测定。
阻气层(Y)的厚度与位于本发明的多层容器的最内侧的层(X)的厚度之比(层(Y):最内层(X))优选0.5:1.5~1.5:0.5、更优选0.8:1.2~1.2:0.8。另外,与位于本发明的多层容器的最外侧的层(X)的厚度之比(层(Y):最外层(X))优选1.0:2.0~1.0:4.0、更优选1.0:2.5~1.0:3.5。
3.聚酰胺树脂组合物(P)
构成本发明的多层容器的阻气层(Y)由聚酰胺树脂组合物(P)形成。聚酰胺树脂组合物(P)包含:聚酰胺树脂(A)10~45质量%,所述聚酰胺树脂(A)包含含有70摩尔%以上的源自苯二甲胺的结构单元的二胺单元、和含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元的二羧酸单元;和,聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物(B)(以下,有时简记作“N-6I/6T”。另外,也称为聚酰胺树脂(B))90~55质量%。
3-1.聚酰胺树脂(A)
聚酰胺树脂(A)为包含含有70摩尔%以上的源自苯二甲胺的结构单元的二胺单元、和含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元的二羧酸单元的含亚二甲苯基的聚酰胺。
<二胺单元>
聚酰胺树脂(A)的二胺单元含有70摩尔%以上的源自苯二甲胺的结构单元。聚酰胺树脂(A)的二胺单元中的、源自苯二甲胺的结构单元的含量优选80~100摩尔%、更优选90~100摩尔%、进而优选95~100摩尔%。
作为苯二甲胺,优选间苯二甲胺、对苯二甲胺或它们的混合物,更优选间苯二甲胺、或间苯二甲胺与对苯二甲胺的混合物。从体现优异的阻气性的观点出发,聚酰胺树脂(A)的二胺单元中,含有优选70摩尔%以上、更优选80~100摩尔%、进一步优选90~100摩尔%、进而优选95~100摩尔%的源自间苯二甲胺的结构单元。
作为除苯二甲胺以外的能构成二胺单元的二胺化合物,可以举出四亚甲基二胺、五亚甲基二胺、2-甲基戊二胺、六亚甲基二胺、七亚甲基二胺、八亚甲基二胺、九亚甲基二胺、十亚甲基二胺、十二亚甲基二胺、2,2,4-三甲基-六亚甲基二胺、2,4,4-三甲基六亚甲基二胺等脂肪族二胺;1,3-双(氨基甲基)环己烷、1,4-双(氨基甲基)环己烷、1,3-二氨基环己烷、1,4-二氨基环己烷、双(4-氨基环己基)甲烷、2,2-双(4-氨基环己基)丙烷、双(氨基甲基)十氢萘、双(氨基甲基)三环癸烷等脂环族二胺;双(4-氨基苯基)醚、对苯二胺、双(氨基甲基)萘等具有芳香环的二胺类等,但不限定于这些。
<二羧酸单元>
聚酰胺树脂(A)的二羧酸单元含有70摩尔%以上的源自碳数6~18的直链脂肪族二羧酸的结构单元。聚酰胺树脂(A)的二羧酸单元中的、源自碳数6~18的直链脂肪族二羧酸的结构单元的含量优选80摩尔%~100摩尔%、更优选90摩尔%~100摩尔%、进而优选90摩尔%~97摩尔%。
作为碳数6~18的直链脂肪族二羧酸,优选碳数6~18的α,ω-直链脂肪族二羧酸,可以举出己二酸、庚二酸、辛二酸、壬二酸、癸二酸、1,10-癸二羧酸、1,11-十一烷二羧酸、1,12-十二烷二羧酸等。其中,从体现优异的氧阻隔性的观点出发,优选选自己二酸和癸二酸中的至少1种,更优选己二酸。它们可以单独使用或组合2种以上使用。
作为除碳数6~18的直链脂肪族二羧酸以外的二羧酸成分,可以举出草酸、丙二酸、琥珀酸、戊二酸等脂肪族二羧酸;对苯二甲酸、间苯二甲酸、2,6-萘二羧酸等芳香族二羧酸等,但不限定于这些。它们可以单独使用或组合2种以上使用。
从医疗用多层容器的透明性、特别是加热杀菌后的透明性的观点出发,聚酰胺树脂(A)的二羧酸单元优选含有源自碳数6~18的直链脂肪族二羧酸的结构单元和源自芳香族二羧酸单元的结构单元。作为芳香族二羧酸,优选选自间苯二甲酸和2,6-萘二羧酸中的至少1种,更优选间苯二甲酸。
对于聚酰胺树脂(A)的二羧酸单元中的源自碳数6~18的直链脂肪族二羧酸的结构单元与源自芳香族二羧酸的结构单元的摩尔比,将聚酰胺树脂(A)的二羧酸单元设为100摩尔%时,碳数6~18的直链脂肪族二羧酸与芳香族二羧酸的摩尔比(直链脂肪族二羧酸/芳香族二羧酸)优选80/20~99/1、更优选85/15~98/2、进一步优选90/10~97/3。
本发明中的聚酰胺树脂(A)特别优选的是,包含:含有90摩尔%以上的源自间苯二甲胺的结构单元的二胺单元;和,含有90~100摩尔%的源自己二酸的结构单元和10~0摩尔%的源自间苯二甲酸的结构单元的二羧酸单元,更优选包含:含有95摩尔%以上的源自间苯二甲胺的结构单元的二胺单元;和,含有90~97摩尔%的源自己二酸的结构单元和10~3摩尔%的源自间苯二甲酸的结构单元的二羧酸单元。
需要说明的是,本发明中使用的聚酰胺树脂(A)由二胺单元和二羧酸单元构成,但也可以包含除二胺单元和二羧酸单元以外的结构单元、末端基团等其他部位。作为其他结构单元,可以举出源自ε-己内酰胺、戊内酰胺、月桂内酰胺、十一烷内酰胺等内酰胺、11-氨基十一酸、12-氨基十二酸等氨基羧酸等的结构单元,但不限定于这些。进而,本发明中使用的聚酰胺树脂(A)可以包含合成中使用的添加剂等微量成分。对于本发明中使用的聚酰胺树脂(A),通常95质量%以上、优选98质量%以上为二胺单元或二羧酸单元。
<聚酰胺树脂(A)的制造>
聚酰胺树脂(A)的制造没有特别限定,可以通过任意的方法、聚合条件而进行。例如,通过将由二胺成分和二羧酸成分形成的盐在水的存在下、以加压状态升温,边去除加入的水和缩合水边以熔融状态进行聚合的方法,可以制造聚酰胺树脂(A)。另外,通过将二胺成分直接加入至熔融状态的二羧酸成分,在常压下进行缩聚的方法,也可以制造聚酰胺树脂(A)。上述情况下,为了将反应体系保持为均匀的液态,将二胺成分连续地加入至二羧酸成分,在该过程中,以反应温度不低于生成的低聚酰胺和聚酰胺的熔点的方式使反应体系升温,并且推进缩聚。缩聚时作为分子量调节剂,可以加入少量的单胺、单羧酸。
聚酰胺树脂(A)优选的是通过熔融聚合法进行缩聚后,进一步进行固相聚合从而制造。作为熔融缩聚法,例如可以举出如下方法:将由二胺成分和二羧酸成分形成的尼龙盐在水的存在下、加压下进行升温,边将加入的水和缩合水去除边以熔融状态进行聚合。另外,也可以举出如下方法:将二胺成分直接加入至熔融状态的二羧酸成分进行缩聚。上述情况下,为了将反应体系保持为均匀的液态状态,将二胺成分连续地加入至二羧酸成分,在该过程中,以反应温度不低于生成的低聚酰胺和聚酰胺树脂的熔点的方式,将反应体系升温,并且推进缩聚。
固相聚合优选的是,将由熔融缩聚得到的聚合物暂时取出后进行。作为固相聚合中使用的加热装置,与连续式的加热装置相比,优选气密性优异、且能高度隔绝氧与聚酰胺树脂的接触的间歇式加热装置,特别可以适合使用被称为转筒式干燥机、锥形干燥机、旋转干燥机等的转鼓式的加热装置和被称为诺塔混合器的内部具备旋转叶片的圆锥型的加热装置,但不限定于这些。
聚酰胺树脂的固相聚合工序例如通过如下工序进行:第一工序,以聚酰胺树脂粒料彼此不熔接、或聚酰胺树脂粒料不附着于装置内壁的方式,提高聚酰胺树脂的结晶度;第二工序,提高聚酰胺树脂的分子量;第三工序,推进固相聚合直至期望的分子量后将聚酰胺树脂冷却。第一工序优选在聚酰胺树脂的玻璃化转变温度以下进行。第二工序优选在减压下、以低于聚酰胺树脂的熔点的温度下进行,但不限定于此。
<聚酰胺树脂(A)的物性>
作为聚酰胺树脂的聚合度的指标,一般使用相对粘度。从水蒸气阻隔层(X)的熔融粘度和共注射成型性的观点出发,本发明中使用的聚酰胺树脂(A)的相对粘度优选2.2~4.0、更优选2.3~3.5、进一步优选2.4~3.0。需要说明的是,相对粘度的测定方法依据实施例中记载的方法。
另外,从成型加工性的观点出发,聚酰胺树脂(A)的熔点优选200~250℃、更优选210~245℃、进一步优选220~240℃。
3-2.聚酰胺树脂(B)
聚酰胺树脂(B)为聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物,是使对苯二甲酸、间苯二甲酸、和六亚甲基二胺缩聚而得到的共聚物。聚酰胺树脂(B)为非晶性聚酰胺树脂,聚酰胺树脂组合物(P)中,使聚酰胺树脂(A)的结晶速度降低,使成型性提高。N-6I/6T可以为嵌段共聚物也可以为无规共聚物。作为N-6I/6T,可以使用市售品,例如可以使用“Novamid(注册商标)X21”(DSM日本工程塑料株式会社制)、“Selar(注册商标)PA 3426”(Du Pont-Mitsui Polychemicals Co.,Ltd.制)、“Grivory(注册商标)G21”(EM ChemieJapan Co.,Ltd.制)。
在不脱离本发明的主旨的范围内,N-6I/6T可以包含除源自对苯二甲酸、间苯二甲酸、和六亚甲基二胺的结构单元以外的其他结构单元、末端基团等其他部位。作为其他结构单元,可以举出源自ε-己内酰胺、戊内酰胺、月桂内酰胺、十一烷内酰胺等内酰胺、11-氨基十一酸、12-氨基十二酸等氨基羧酸等的结构单元,但不限定于这些。进而,本发明中使用的N-6I/6T可以包含合成中使用的添加剂等微量成分。对于本发明中使用的N-6I/6T,通常为95质量%以上、优选98质量%以上、更优选99质量%以上为源自对苯二甲酸、间苯二甲酸或六亚甲基二胺的结构单元。
对于聚酰胺树脂组合物(P)中的聚酰胺树脂(A)和聚酰胺树脂(B)的含量,(A):(B)为10~45质量%:90~55质量%、优选15~40质量%:85~60质量%、更优选20~40质量%:80~60质量%、进一步优选20~35质量%:80~65质量%、进而优选25~35质量%:75~65质量%。聚酰胺树脂(B)的含量低于55质量%时,使聚酰胺树脂(A)的结晶延迟的效果不充分,因此,产生注射吹塑成型时结晶所导致的吹塑不良、白化等不良。聚酰胺树脂(B)的含量超过90质量%时,热成型性变得良好,但阻气性降低,故不优选。从提高氧阻隔性的观点出发,特别优选聚酰胺树脂(A)的比率超过45质量%,本发明中,通过敢于采用上述(A)与(B)的比率,医疗用多层容器中成功地将综合性优异的性能作为构成。
对于本发明中的聚酰胺树脂组合物(P),聚酰胺树脂(A)和聚酰胺树脂(B)的总量优选占80质量%以上、更优选占90质量%以上、进一步优选占95质量%以上、进而优选占99质量%以上。
聚酰胺树脂(A)和聚酰胺树脂(B)可以分别仅包含1种,也可以包含2种以上。包含2种以上的情况下,优选总量成为上述范围。
另外,本发明中的聚酰胺树脂组合物(P)可以包含除聚酰胺树脂(A)和聚酰胺树脂(B)以外的聚酰胺树脂,但优选实质上不含除聚酰胺树脂(A)和聚酰胺树脂(B)以外的聚酰胺树脂。实质上不含是指,为聚酰胺树脂组合物(P)的3质量%以下,优选1质量%以下。
3-3.添加剂
在不有损本发明的效果的范围内,聚酰胺树脂组合物(P)可以含有除聚酰胺树脂以外的热塑性树脂、润滑剂、消光剂、耐热稳定剂、耐气候稳定剂、紫外线吸收剂、结晶成核剂、增塑剂、阻燃剂、抗静电剂、着色防止剂、防凝胶剂等任意的添加剂。
3-4.聚酰胺树脂组合物(P)的制造
聚酰胺树脂组合物(P)可以如下制备:适用任意的混合方法和/或混炼方法,将聚酰胺树脂(A)与聚酰胺树脂(B)进行混合和/或混炼从而制备。作为混合方法,例如可以向旋转中空容器内投入聚酰胺树脂粒料并混合,也可以使用定量喂料机向料斗投入规定量。作为混炼方法,例如可以举出熔融混炼。特别优选的是,将规定量的聚酰胺树脂(A)和聚酰胺树脂(B)进行干式共混,将混合物一并投入至料斗,制备聚酰胺树脂组合物(P)。另外,在聚酰胺树脂组合物中配混添加剂的情况下,可以在聚酰胺树脂(A)和/或聚酰胺树脂(B)中添加添加剂后,将聚酰胺树脂(A)与聚酰胺树脂(B)进行混合和/或混炼,也可以在将聚酰胺树脂(A)与聚酰胺树脂(B)进行混合和/或混炼时将添加剂同时混合和/或混炼。
4.任意的层
本发明的多层容器在前述层(X)和(Y)的基础上,可以根据期望的性能等而包含任意的层。作为这样任意的层,例如可以举出粘接层等。
<粘接层(AD)>
本发明的多层容器中,在相邻的2个层之间无法得到实用的层间粘接强度的情况下,优选在该2个层之间设置粘接层。粘接层优选包含具有粘接性的热塑性树脂。作为具有粘接性的热塑性树脂,例如可以举出:将聚乙烯或聚丙烯等聚烯烃树脂用丙烯酸、甲基丙烯酸、马来酸、马来酸酐、富马酸、衣康酸等不饱和羧酸改性而得到的酸改性聚烯烃树脂;以聚酯系嵌段共聚物为主成分的、聚酯系热塑性弹性体。作为粘接层,从粘接性的观点出发,优选使用将与作为层(X)使用的水蒸气阻隔性聚合物同种的树脂改性而得到的层。从发挥实用的粘接强度、且确保成型加工性的观点出发,粘接层的厚度优选2~100μm、更优选5~90μm、进一步优选10~80μm。
5.医疗用多层容器和其制造方法
对于本发明的医疗用多层容器,氧阻隔性(OTR)优选0.00100mL/(0.21atm·day(天)·package(包装))以下、更优选0.00090mL/(0.21atm·day·package)以下、进一步优选0.00070mL/(0.21atm·day·package)以下。前述氧阻隔性的下限值没有特别限定,例如0.00040mL/(0.21atm·day·package)以上、进而0.00045mL/(0.21atm·day·package)以上、特别是0.00050mL/(0.21atm·day·package)以上就为充分实用水平。
对于本发明的医疗用多层容器,水蒸气阻隔性(WVTR)优选0.0010g/(day·package)以下、更优选0.0008g/(day·package)以下、进一步优选0.0007g/(day·package)以下。前述水蒸气阻隔性的下限值没有特别限定,例如0.0005g/(day·package)以上、进而0.0006g/(day·package)以上就为充分实用水平。
将容器的厚度换算为300μm时,本发明的医疗用多层容器的以121℃、处理30分钟后的雾度优选10.0%以下、更优选7.0%以下、进一步优选5.0%以下、进而优选4.0%以下。上述雾度的下限值没有特别限定,1.0%以上、进而2.5%以上、特别是3.0%以上就充分为实用水平。
对于本发明的医疗用多层容器的以121℃、处理30分钟后的总透光率,将容器的厚度换算为300μm时,优选70%以上、更优选80%以上、进一步优选85%以上。上述雾度的下限值没有特别限定,95%以下,进而93%以下就充分为实用水平。
上述OTR和WVTR、以及加热杀菌处理后的雾度和总透光率的测定按照后述的实施例中记载的方法进行。
本发明的医疗用多层容器的总厚度优选100~3000μm、更优选500~2000μm、进一步优选810~1200μm。
特别是,本发明中,医疗用多层容器的最内层优选使用以选自由环烯烃聚合物和环烯烃共聚物组成的组中的至少1种以上的水蒸气阻隔性聚合物为主成分的层(X)。通过设为这样的构成,被保存物不易吸附于医疗用多层容器的内侧表面,另外,内侧表面不易溶出,故优选。特别是,医疗用的容器中,被保存物为医药品等,因此,如果有效成分附着于医疗用的容器的内层、或内层表面溶出,则有时对药效等造成影响,但本发明中,通过设为上述构成,可以更有效地避免该问题。
本发明的医疗用多层容器优选通过注射(injection)成型或注射吹塑(injectionblower)成型而制造,更优选注射(injection)吹塑成型。通过进行注射吹塑成型,对于所得多层容器,即使在高压蒸气下进行灭菌也能不易变形,有效地抑制白化,进而,能较高地维持阻隔性。注射吹塑成型中,首先,通过注射成型将试管状的预成型坯(型坯)成型,接着将预成型坯保持为一定程度加热的状态下,嵌入最终形状模具(吹塑模具),从口部吹入空气,使预成型坯膨胀以使其与模具密合,进行冷却固化,从而可以成型为瓶状。
预成型坯的成型中可以适用通常的注射成型法。例如,使用具备2台以上的注射机的成型机和注射用模具,将构成水蒸气阻隔层(X)的材料和构成阻气层(Y)的材料从各自的注射机筒通过模具热流道,注射至模腔内,可以制造与注射用模具的形状对应的多层预成型坯。
另外,首先,将构成水蒸气阻隔层(X)的材料从注射机筒注射,接着将构成阻气层(Y)的材料从另一注射机筒与构成水蒸气阻隔层(X)的树脂同时注射,接着,将所需量的构成水蒸气阻隔层(X)的树脂注射,充满模腔,从而可以制造3层结构X/Y/X的多层预成型坯。或者,首先,将构成水蒸气阻隔层(X)的材料注射,接着将构成阻气层(Y)的材料单独注射,最后将所需量的构成水蒸气阻隔层(X)的材料注射,充满模具模腔,从而可以制造5层结构X/Y/X/Y/X的多层预成型坯。
将上述最终形状模具加热至优选120~170℃、更优选130~160℃,吹塑时,使成型体的器壁的外侧与模具内表面接触规定时间。
作为其他吹塑成型体的制造方法,可以采用如下二级吹塑成型:使用一次拉伸吹塑模具将前述多层预成型坯形成大于最终吹塑成型体的尺寸的一次吹塑成型体,接着使该一次吹塑成型体加热收缩后,使用二次模具进行拉伸吹塑成型,形成最终吹塑成型体。根据该吹塑成型体的制造方法,吹塑成型体的底部被充分拉伸薄壁化,可以得到热填充、加热灭菌时的底部的变形、耐冲击性优异的吹塑成型体。
在本发明的多层容器上,可以涂布无机物或无机氧化物的蒸镀膜、非晶碳膜。作为无机物或无机氧化物,可以举出铝、氧化铝、氧化硅等。无机物或无机氧化物的蒸镀膜可以遮蔽从本发明的多层容器溶出的乙醛、甲醛等溶出物。蒸镀膜的形成方法没有特别限定,例如可以举出真空蒸镀法、溅射法、离子镀法等物理蒸镀法、PECVD(plasma CVD,plasma-enhanced chemical vapor deposition(等离子体增强化学气相沉积))等化学蒸镀法等。从阻气性、遮光性和耐弯曲性等的观点出发,蒸镀膜的厚度优选5~500nm、更优选5~200nm。非晶碳膜为金刚石状碳膜,是i碳膜或也被称为氢化非晶碳膜的硬质碳膜。作为膜的形成方法,可以举出通过排气使中空成型体的内部为真空,向其中供给碳源气体,供给等离子体发生用能量,从而使该碳源气体等离子体化的方法,由此,可以在容器内表面上形成非晶碳膜。非晶碳膜不仅可以使氧、二氧化碳那样的低分子无机气体的透过度显著减少,而且可以抑制具有臭味的各种低分子有机化合物的吸附。从低分子有机化合物的吸附抑制效果、阻气性的提高效果、与塑料的密合性、耐久性和透明性等观点出发,非晶碳膜的厚度优选50~5000nm。
本发明的医疗用多层容器特别适合作为安瓿、管形瓶、真空采血管或预充式注射器(优选预充式注射器用的筒(外筒))。
作为安瓿、管形瓶、真空采血管和预充式注射器的详细情况,可以参考日本特开2015-048097号公报的段落0074~0080的记载,将这些内容引入至本说明书中。
本发明的医疗用多层容器的被保存物没有特别限定,可以举出维生素A、维生素B2、维生素B12、维生素C、维生素D、维生素E、维生素K等维生素剂、阿托品等生物碱、肾上腺素、胰岛素等激素剂、葡萄糖、麦芽糖等糖类、头孢曲松钠、头孢菌素、环孢素等抗生素、恶唑仑、氟硝西泮、氯噻西泮(clothiazepam)、氯巴占(clobazam)等苯二氮卓系药剂等任意的天然物、化合物。
作为将本发明的医疗用多层容器进行加热杀菌处理的方法,例如可以举出水蒸气式、热水储存式、淋浴式等。另外,作为杀菌处理温度,优选80℃~140℃的范围,作为杀菌时间,优选10~120分钟。
另外,本发明的医疗用多层容器可以进行紫外线、微波、γ射线等电磁波杀菌、环氧乙烷等气体处理、过氧化氢、次氯酸等药剂杀菌等。
实施例
以下,基于实施例对本发明进一步进行详细说明,但本发明不限定于这些实施例。需要说明的是,本实施例中各种测定通过以下方法进行。
(1)相对粘度
精密称量聚酰胺树脂0.2g,在96质量%的硫酸水溶液20mL中以20~30℃进行搅拌溶解。使聚酰胺树脂完全溶解后,迅速取溶液5mL至粘度计,在25℃的恒温槽中放置10分钟后,测定落下时间(t)。另外,也同样地测定96质量%的硫酸水溶液本身的落下时间(t0)。由t和t0根据下式算出相对粘度。需要说明的是,粘度的测定使用坎农-芬斯克型粘度计。
相对粘度=t/t0
(2)多层容器的氧阻隔性(OTR)
依据ASTM D3985,使用氧透过率测定装置测定23℃、医疗用多层容器内部的相对湿度100%、医疗用多层容器的外部的相对湿度50%下的多层容器的氧透过率(OTR)。测定值越低,表示氧阻隔性越良好。
需要说明的是,作为氧透过率测定装置,使用Mocon公司制的制品名:“OX-TRAN(注册商标)2/61”。
(3)医疗用多层容器的水蒸气阻隔性(WVTR)
在40℃、医疗用多层容器的相对湿度100%的气氛下,测定从测定开始起第10天的水蒸气透过率(WVTR)。测定使用水蒸气透过率测定装置(MOCON公司制、制品名:“PERMATRAN-W(注册商标)3/33G”)。测定值越低,表示水蒸气阻隔性越良好。
(4)加热杀菌处理后的多层容器的透明性(雾度和总透光率)
使用高压釜对多层容器进行121℃、30分钟加热杀菌处理(蒸煮处理),切出前述处理后的医疗用多层容器的侧面部,测定雾度和总透光率。雾度的测定依据JIS K7136进行。另外,总透光率的测定依据JIS K7375进行。需要说明的是,前述加热杀菌处理时间中不包括加热(升温)和冷却时间。对测定部位的厚度进行测定,作为换算为厚度300μm的值。
高压釜使用TOMY SEIKO Co,Ltd.,制的制品名:“SR-240”。测定装置使用色彩·浊度测定器(日本电色工业株式会社制、制品名:“COH-300A”)。
(5)多层容器的耐油性试验
向多层容器中注入油(成分为中链脂肪酸甘油三酯100%、碳链8~12的脂肪酸甘油酯)10mL,以40℃保存6个月。将多层容器的外观无变化的情况记作○、将油从多层容器漏出的情况记作×。油使用日清MCT。
实施例1
首先,将由间苯二甲胺单元和己二酸单元形成的N-MXD6(三菱瓦斯化学株式会社制、商品名:“MX尼龙S6007”、相对粘度=2.65、聚酰胺树脂(A1))和N-6I/6T(DSM日本工程塑料株式会社制、商品名:“Novamid(注册商标)X21”、聚酰胺树脂(B1))分别以规定量投入至单螺杆挤出机并混炼、粒料化,从而制备由聚酰胺树脂(A1)30质量%和聚酰胺树脂(B1)70质量%形成的聚酰胺树脂组合物(P1)。
接着,通过下述条件,将构成层(X)的材料从注射机筒注射,接着将构成层(Y)的材料从另一注射机筒与构成层(X)的树脂同时注射,接着,将构成层(X)的树脂以所需量注射,充满模腔,从而得到(X)/(Y)/(X)的3层构成的多层预成型坯(21.5g)。需要说明的是,作为构成层(X)的树脂,使用环烯烃聚合物(Japan ZEON CORPORATION制、商品名:“ZEONEX(注册商标)690R”)。作为构成层(Y)的树脂,使用上述聚酰胺树脂组合物(P1)。将所得预成型坯冷却至规定的温度后,作为二次加工,移至吹塑模具,进行吹塑成型,从而制造多层管形瓶。
(多层管形瓶的形状)
设为全长45mm、外径24mmφ、壁厚1.0mm、外侧水蒸气阻隔层(X)厚度600μm、阻气层(Y)厚度200μm、内侧水蒸气阻隔层(X)厚度200μm。
需要说明的是,多层管形瓶的制造使用注射吹塑一体型成型机(NISSEI ASBMACHINE CO.,LTD.制、型号:“ASB12N/10T”、取4个)。
(管形瓶的成型条件)
层(X)用的注射机筒温度:300℃
层(Y)用的注射机筒温度:280℃
注射模具内树脂流路温度:300℃
吹塑温度:150℃
吹塑模具冷却水温度:40℃
实施例2
在具备搅拌机、分凝器、冷凝器、滴加槽和氮气导入管的带夹套的3L反应釜中,称量己二酸(AA)4.70mol和间苯二甲酸(IPA)(A.G.International Chemical Co.,Ltd.制)0.30mol并投入,充分进行氮气置换,进而边在少量的氮气气流下以160℃进行搅拌混合边使其熔融,形成浆料状。在搅拌下、用160分钟向其中滴加间苯二甲胺(MXDA)4.97mol。在此期间,内温连续地上升至250℃。将滴加间苯二甲胺的同时馏出的水通过分凝器和冷凝器去除至体系外。间苯二甲胺滴加结束后,将内温升温至260℃,继续反应1小时。将所得聚合物从反应釜下部的喷嘴以股线的形式取出,水冷后切断成粒料形状,得到己二酸与间苯二甲酸的摩尔比成为94:6的聚酰胺树脂粒料。
接着,将该粒料投入至不锈钢制的转鼓式的加热装置,以5rpm使其旋转。充分进行氮气置换,进而在少量的氮气气流下、将反应体系内从室温升温至140℃。在反应体系内温度达到140℃时刻进行减压直至1torr以下,进而将体系内温度以130分钟升温至190℃。从体系内温度达到190℃的时刻,在同一温度下继续固相聚合反应30分钟。反应结束后,结束减压,在氮气气流下将体系内温度降低,在达到60℃的时刻取出粒料,得到聚酰胺树脂(A2)。聚酰胺树脂(A2)的相对粘度为2.68。
使用聚酰胺树脂(A2)代替聚酰胺树脂(A1),除此之外,与实施例1同样地制备聚酰胺树脂组合物(P2)。使用聚酰胺树脂组合物(P2)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
实施例3
实施例2中,变更聚酰胺树脂(A2)和聚酰胺树脂(B1)的配混比,进行混炼、粒料化,从而制备由聚酰胺树脂(A2)40质量%和聚酰胺树脂(B1)60质量%形成的聚酰胺树脂组合物(P3)。使用聚酰胺树脂组合物(P3)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
实施例4
实施例2中,变更聚酰胺树脂(A2)和聚酰胺树脂(B1)的配混比,进行混炼、粒料化,从而制备由聚酰胺树脂(A2)15质量%和聚酰胺树脂(B1)85质量%形成的聚酰胺树脂组合物(P4)。使用聚酰胺树脂组合物(P4)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
实施例5~8
作为构成层(X)的树脂,使用环烯烃共聚物(TOPAS ADVANCED POLYMERS GmbH公司制、商品名:“TOPAS(注册商标)6013S-04”)替换环烯烃聚合物(Japan ZEON CORPORATION制、商品名:“ZEONEX(注册商标)690R”),除此之外,与实施例1~4同样地制造多层管形瓶。
实施例9~12
作为构成层(X)的树脂,使用聚丙烯(BOREALIS公司制、商品名:“BormedRB845MO”)替换环烯烃聚合物(Japan ZEON CORPORATION制、商品名:“ZEONEX(注册商标)690R”),除此之外,与实施例1~4同样地制造多层管形瓶。
比较例1
使用聚酰胺树脂(B1)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例2
使用聚酰胺树脂(A1)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例3
使用聚酰胺树脂(A2)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例4
实施例1中,变更聚酰胺树脂(A1)和聚酰胺树脂(B1)的配混比,进行混炼、粒料化,从而制备由聚酰胺树脂(A1)70质量%和聚酰胺树脂(B1)30质量%形成的聚酰胺树脂组合物(P5)。使用聚酰胺树脂组合物(P5)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例5
实施例2中,变更聚酰胺树脂(A2)和聚酰胺树脂(B1)的配混比,进行混炼、粒料化,从而制备由聚酰胺树脂(A2)70质量%和聚酰胺树脂(B1)30质量%形成的聚酰胺树脂组合物(P6)。使用聚酰胺树脂组合物(P6)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例6
使用尼龙6(宇部兴产株式会社制、商品名:“UBE尼龙”、等级名:1015B)代替聚酰胺树脂(B1)作为聚酰胺树脂(B2),将规定量的聚酰胺树脂(A1)和聚酰胺树脂(B2)投入至单螺杆挤出机并混炼、粒料化,从而制备由聚酰胺树脂(A1)90质量%和聚酰胺树脂(B2)10质量%形成的聚酰胺树脂组合物(P7)。使用聚酰胺树脂组合物(P7)代替聚酰胺树脂组合物(P1),除此之外,与实施例1同样地制造多层管形瓶。
比较例7
作为构成层(X)的树脂,使用聚碳酸酯(三菱工程塑料株式会社制、商品名“Lupilon(注册商标)S3000”)代替环烯烃聚合物(Japan ZEON CORPORATION制、商品名:“ZEONEX(注册商标)690R”),除此之外,与实施例1同样地制造多层管形瓶。
对于实施例1~12和比较例1~7中得到的多层管形瓶,通过上述方法,测定氧透过率和水蒸气透过率。另外,将实施例1~8和比较例1~7中得到的多层管形瓶进行加热杀菌处理,测定处理后的雾度和总透光率。另外,将实施例9~12中得到的多层容器进行加热杀菌处理,测定处理后的总透光率。进而,使用实施例9~12和比较例1~7中得到的多层管形瓶,通过上述方法进行耐油性试验。将结果示于表1~3。
[表1]
表1
※1:二胺单元中的摩尔%(以下的表,相同)
※2:二羧酸单元中的摩尔%(以下的表,相同)
COP:环烯烃聚合物(以下的表,相同)
COC:环烯烃共聚物(以下的表,相同)
PP:聚丙烯(以下的表,相同)
N-6I/6T:聚亚己基间苯二甲酰胺/聚亚己基对苯二甲酰胺共聚物(以下的表,相同)
[表2]
表2
[表3]
表3
Ny6;:尼龙6
PC:聚碳酸酯
不使用含亚二甲苯基的聚酰胺(聚酰胺树脂(A))的比较例1中,氧透过率高,阻气性差。另外,不使用N-6I/6T(聚酰胺树脂(B))的比较例2和3中,由于加热杀菌处理而容器发生白化,透明性差。认为这是由于,在121℃的加热杀菌处理时,N-MXD6缓慢结晶而导致N-MXD6的球晶较大地生长了。
配混作为结晶性聚酰胺的尼龙6代替N-6I/6T的比较例6中,由于加热杀菌处理而容器也发生白化,透明性差。已知结晶性聚酰胺树脂在加热杀菌处理时作为N-MXD6的结晶成核剂发挥作用,使N-MXD6的球晶尺寸微细化,能抑制加热杀菌处理时的白化,但可知对抑制本发明的多层容器中的加热杀菌处理后的白化是不充分的。
进而,聚酰胺树脂(B)的含量低于55质量%的比较例4和5中,使聚酰胺树脂(A)的结晶延迟的效果不充分,产生结晶所导致的白化,透明性差。
进而,使用PC作为层(X)的比较例7中,水蒸气阻隔性明显差。
相对于此,可知实施例1~8的多层容器在加热杀菌处理后阻气性和透明性也优异。特别是,使用包含芳香族二羧酸单元的树脂作为聚酰胺树脂(A)的实施例2~4和6~8中,能使加热杀菌处理后的雾度明显降低。
另外,可知实施例9~12的多层容器是阻气性和耐油性优异的容器。
本发明的多层容器作为需要加热杀菌处理的医疗用包装材料具有适合的阻气性和透明性。因此,能将内容物长期保存,而且加热杀菌处理后也可视内容物,作为玻璃容器的代替品,能实现顾客的便利性提高。
医疗用多层容器和医疗用多层容器的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0