

IPC分类号 : C08J3/22,C08J5/04,C08L23/06,C08L51/06,C08L91/06,C08L77/10,C08L97/00,C08K13/08,C08K9/00,C08K11/00,C08K7/06,C08K7/14,C08K7/12,C08K7/08,C08K3/22,C08K3/08,C08K7/00,C08K3/34,C08K3/30,C08L101/00







专利摘要
本发明公开了一种增强、抗菌型的人造岗石废渣基塑料母粒及其制备方法,按照质量份数比包含以下组分:树脂100份、人造岗石废渣‑无机粉体复合物400~900份、增强剂5~200份、表面改性剂0.2~15份、扩链剂0.1~5份、增容剂0.2~4份、抗菌剂1~25份、润滑剂0.3~2份、防静电剂0.5~2.5份。本发明采用了人造岗石废渣‑无机粉体复合物作为填充料制备塑料母粒,可通过人造岗石废渣和无机粉体的相互特性,取长补短,消除单一人造岗石废渣填充组分性能上的弱点,获得综合性能较为理想的塑料母粒产品,制备方法工艺简单、经济性好,适合规模化生产,可减少固体废弃物对环境的污染,实现了废弃物资源化再生利用。
权利要求
1.一种增强、抗菌型的人造岗石废渣基塑料母粒,其特征在于,所述的人造岗石废渣基塑料母粒按照质量份数比,包含以下组分:树脂100份、人造岗石废渣-无机粉体复合物400~900份、增强剂5~200份、表面改性剂0.2~15份、扩链剂0.1~5份、增容剂0.2~4份、抗菌剂1~25份、润滑剂0.3~2份、防静电剂0.5~2.5份;所述的人造岗石废渣-无机粉体复合物中人造岗石废渣的重量比例大于50%;
其中,所述的树脂为聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、丙烯腈-丁二烯-苯乙烯三元共聚物、聚乳酸、尼龙、热塑性聚氨酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚碳酸酯或聚苯硫醚中的至少一种;
其中,所述的表面改性剂为复合型改性剂,包括硬脂酸-铝酸酯、硬脂酸-钛酸酯或硬脂酸-硼酸酯中的至少一种;
其中,所述的扩链剂为巴斯夫公司生产的JONCRYL ADR系列产品;
其中,所述的增容剂为乙烯-丙烯酸甲酯共聚物、乙烯-醋酸乙烯酯共聚物、三元乙丙橡胶、乙烯-辛烯共聚物、苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物、马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)、马来酸酐接枝乙烯-辛烯共聚物(MAH-g-POE)、马来酸酐接枝三元乙丙橡胶(MAH-g-EPDM)或马来酸酐接枝苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物(MAH-g-SEBS)中的至少一种;所述的抗菌剂为Ag系抗菌剂、Zn系抗菌剂或Cu系抗菌剂中的至少一种;
所述的人造岗石废渣根据下列步骤操作得到:
(1)在人造岗石废渣原料中加水配制成固含量为15~25%的浆料,再加入1~2重量份分子量为2000~3000的聚丙烯酸钠,搅拌形成均匀浆料;
(2)将上述浆料输入研磨机进行研磨,研磨温度为30~60℃,待浆料研磨后的指标达粒度D97=10.0~2.5μm后可停止研磨;
(3)将研磨后的浆料静置沉淀后,通过板框压滤;
(4)通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为200~250℃,出风温度为100~110℃;
(5)待人造岗石废渣的含水量小于0.70%后,停止干燥经闪蒸处理,可得到颗粒度为1500~4500目人造岗石废渣粉体。
2.根据权利要求1所述的人造岗石废渣基塑料母粒,其特征在于:所述的无机粉体为轻质碳酸钙、滑石粉、二氧化钛、高岭土、云母、硫酸钡、硅灰石、蒙脱土或膨润土中的至少一种。
3.根据权利要求1所述的人造岗石废渣基塑料母粒,其特征在于:所述的增强剂为长玻璃纤维、短玻璃纤维、碳纤维、硼纤维、石棉纤维、芳纶纤维、玻璃微珠或木质素中的至少一种。
4.根据权利要求1所述的人造岗石废渣基塑料母粒,其特征在于:所述的润滑剂为硬脂酸酰胺、乙撑双硬脂酸酰胺、石蜡、聚乙烯蜡或低分子量聚丙烯中的至少一种;所述的防静电剂为乙氧基化脂肪族烷基胺,烷基磺酸、磷酸或二硫代氨基甲酸的碱金属盐中的至少一种。
5.一种如权利要求1所述的人造岗石废渣基塑料母粒的制备方法,其特征在于,包含以下操作步骤:
(1)将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到80~110℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合10~15min,使物料充分反应;
然后进一步升温,使体系温度达到树脂的软化点,加入树脂和增容剂,搅拌处理5~10min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,并设定好相应的温度与转速,通过牵引、冷却切割、筛分后得到人造岗石废渣基塑料母粒。
说明书
技术领域
本发明涉及建筑废弃物环保再利用技术领域,特别涉及一种增强、抗菌型的人造岗石废渣基塑料母粒及其制备方法。
背景技术
塑料填充母料是指在塑料加工成型过程中,为了操作上的方便,将所需要的各种助剂、填料与少量载体树脂先进行混合混炼所制得。塑料填充母粒主要以无机粉体作为基础材料,添加载体树脂和各种改性助剂通过挤出造粒成型所得到的能满足塑料制品成型工艺要求的高填充母粒。塑料填充母粒的首要目的是降低生产成本,大都采用价格低廉、来源广泛的无机粉体或工业废物做为填充材料,目前塑料填充母粒的基础材料主要有碳酸钙、滑石粉、高岭土、硅灰石、硫酸钡和各类廉价工业固废物等。碳酸钙是应用较广泛的基础材料,每年使用的1000多万吨填充母粒中,碳酸钙填充母粒的用量超过80%,其次为滑石粉,约占10%。
从填充母粒的成分上分析,填充母粒由载体树脂、无机粉体填料,助剂三部分组成。无机粉体填料是填充母粒中含量最大的组分,根据母粒产品性能要求,无机粉体填料的重量比例一般在75%~85%,有些甚至高达90%。目前在填充母粒中使用量最多的是400~800目重质碳酸钙,碳酸钙的粒度及分布、颗粒形状、吸油值、白度、纯度及水分及易挥发物含量等性能指标对塑料制品的影响极为重要。此外,由于碳酸钙表面呈亲水疏油性,表面能较高,易于形成团聚体,导致其在聚合物基体中分散不均匀,进而影响塑料制品的弹性模量、力学性能、冲击强度等性能,并在制品上形成众多白点、硬斑,影响使用效果。目前已有的碳酸钙表面改性方法主要是通过表面活性剂和偶联剂直接对其进行改性,使其由无机性向有机性转变,从而增大碳酸钙与有机树脂的相容性。但是目前的表面改性剂其适用范围仅限于纯度大于95%的碳酸钙粉体,对于含有高分子树脂、可挥发有机物等杂质的碳酸钙粉体,其该性效果将严重下降。
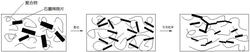
人造岗石是以方解石、大理石、石灰石等碳酸钙矿石的细化粉体、不饱和聚酯树脂为原料,经混合、搅拌、压制成型,加热固化、切割与打磨等步骤加工而成。其中不饱和聚酯树脂是由不饱和聚酯分子(在固化前是长链型的分子,其分子量一般为200~3000,主要由丙二醇、一缩二乙二醇、邻苯二甲酸酐和顺丁烯二酸酐等成分组成),在引发剂和促进剂的作用下,与苯乙烯单体交联而形成热固性网状大分子。人造岗石废渣是在切割、抛光过程中产生大量的废浆,经沉淀、板框压滤而成。一般经压滤后的人造岗石废渣的固含量为80%左右,固形物中则包含90~92质量份的重质碳酸钙、7~9质量份的热固性不饱和树脂、颜料0.1~0.5份及0.3~2份挥发性小分子杂质。鉴于人造岗石废渣的复杂结构,目前还缺乏低成本、大批量的资源化利用方法,目前企业一般采用简单的填埋和露天堆放,产生大量的挥发性有机物、粉体随风扬起,给环境造成二次污染,是困扰企业的可持续发展的关键因素,同时对资源也是巨大的浪费。
中国专利CN 201910343506.5,公开了一种人造岗石废渣填充聚合物复合材料及其制备方法,该法将人造岗石废渣通过简单的干燥、粉碎处理后,直接将其用作填充料与聚乙烯醇、聚氨酯、聚酰胺、聚酰亚胺、聚脲中的一种树脂进行复合改性。虽然该法简单、可操作性强,但对聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯及ABS五大通用塑料是否同样的适用性,未给出提示。此外,由于该法并没有就人造岗石废渣与基体树脂的界面特性,如何进一步提升两者间的相容性,进而获取综合性能更优的聚合物复合材料进行更深入的探讨,表明在该法基础上仍有改进空间。
公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
发明内容
本发明针对上述技术问题,发明一种增强、抗菌型的人造岗石废渣基塑料母粒及其制备方法,利用人造岗石废渣经干燥、粉碎后,再复合无机粉体和增强纤维,表面改性后,作为填充料用于塑料母粒。旨在得到工艺简单、经济性好、适合规模化生产,产品具有优异的填充性能的塑料填充母粒及其制备方法。
为实现上述目的,本发明提供的技术方案如下:
一种增强、抗菌型的人造岗石废渣基塑料母粒,所述的人造岗石废渣基塑料母粒按照质量份数比,包含以下组分:树脂100份、人造岗石废渣-无机粉体复合物400~900份、增强剂5~200份、表面改性剂0.2~15份、扩链剂0.1~5份、增容剂0.2~4份、抗菌剂1~25份、润滑剂0.3~2份、防静电剂0.5~2.5份。
进一步的,所述的树脂为聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、丙烯腈-丁二烯-苯乙烯三元共聚物、聚乳酸、尼龙、热塑性聚氨酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚碳酸酯或聚苯硫醚中的至少一种。
所述的无机粉体为轻质碳酸钙、滑石粉、二氧化钛、高岭土、云母、硫酸钡、硅灰石、蒙脱土或膨润土中的至少一种。
其中,所述的人造岗石废渣-无机粉体复合物中人造岗石废渣的重量比例大于50%。
所述的增强剂为长玻璃纤维、短玻璃纤维、碳纤维、硼纤维、石棉纤维、芳纶纤维、玻璃微珠或木质素中的至少一种。
所述的表面改性剂为复合型改性剂,包括硬脂酸-铝酸酯、硬脂酸-钛酸酯或硬脂酸-硼酸酯中的至少一种。
所述的扩链剂为巴斯夫公司生产的JONCRYL ADR系列产品;优选地,所述扩链剂为巴斯夫公司生产的JONCRYL ADR 4370-S或JONCRYL ADR-4370F。
所述的增容剂为乙烯-丙烯酸甲酯共聚物、乙烯-醋酸乙烯酯共聚物、三元乙丙橡胶、乙烯-辛烯共聚物、苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物、马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)、马来酸酐接枝乙烯-辛烯共聚物(MAH-g-POE)、马来酸酐接枝三元乙丙橡胶(MAH-g-EPDM)或马来酸酐接枝苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物(MAH-g-SEBS)中的至少一种。
所述的抗菌剂为Ag系抗菌剂、Zn系抗菌剂或Cu系抗菌剂中的至少一种;优选地,所述的抗菌剂为纳米ZnO。
所述的润滑剂为硬脂酸酰胺、乙撑双硬脂酸酰胺、石蜡、聚乙烯蜡或低分子量聚丙烯中的至少一种。
所述的防静电剂为乙氧基化脂肪族烷基胺,烷基磺酸、磷酸或二硫代氨基甲酸的碱金属盐中的至少一种。
进一步地,所述人造岗石废渣由以下步骤制备得到:
(1)在人造岗石废渣原料中加水配制成固含量为15~25%的浆料,再加入1~2重量份分子量为2000~3000的聚丙烯酸钠,搅拌形成均匀浆料;
(2)将上述浆料输入研磨机进行研磨,研磨温度为30~60℃,待浆料研磨后的指标达粒度D97=10.0~2.5um后可停止研磨;
(3)将研磨后的浆料静置沉淀后,通过板框压滤;
(4)通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为200~250℃,出风温度为100~110℃;
(5)待人造岗石废渣的含水量小于0.70%后,停止干燥经闪蒸处理,可得到颗粒度为1500~4500目人造岗石废渣粉体。
其中,所述人造岗石废渣还可以由下述制备方法得到:
(1)将人造岗石废渣原料通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为200~250℃,出风温度为100~110℃;
(2)待人造岗石废渣的含水量为1.25~1.10%时,停止干燥经闪蒸处理,可得到颗粒度为100~300目人造岗石废渣粉体;
(3)将上述干燥处理后的人造岗石废渣,经过磨粉机细化处理,再由分级设备控制粉体的颗粒大小为500~1500目。
进一步地,本发明的人造岗石废渣基塑料母粒。
如上所述的人造岗石废渣基塑料母粒的制备方法,包含以下操作步骤:
(2)将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到80~110℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合10~15min,使物料充分反应。然后进一步升温,使体系温度达到树脂的软化点,加入树脂和增容剂,搅拌处理5~10min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,并设定好相应的温度与转速,通过牵引、冷却切割、筛分后得到人造岗石废渣基塑料母粒。
与现有技术相比,本发明具有如下有益效果:
(1)本发明结合人造岗石废渣中碳酸钙颗粒表面已被热固性树脂充分包裹的特性,创新性的利用增容剂技术,有效改善了人造岗石废渣与基体树脂间的界面结合力。同时,通过添加具有反应性的扩链剂,将人造岗石废渣中残留的少量未反应组分、部分未充分反应的活性基团与基体树脂链接为一体,极大的提升了所得塑料母粒产品的拉伸强度和冲击强度;
(2)本发明以人造岗石废渣作为碳酸钙湿磨法的原料,可以获得颗粒度在1500~4500目的超细化人造岗石废渣,通过提高人造岗石废渣产品附加值的方式,突破其干燥成本高的劣势,有助于实现人造岗石废渣的大规模应用;
(3)本发明采用了人造岗石废渣-无机粉体复合物作为填充料制备塑料母粒,可通过人造岗石废渣-无机粉体复合物的相互特性,取长补短,消除单一人造岗石废渣填充组分性能上的弱点,获得综合性能较为理想的塑料母粒产品;
(4)本发明在人造岗石废渣-无机粉体复合物填充料的基础上,增加了长玻璃纤维、短玻璃纤维、碳纤维等增强组分,有助于进一步提升塑料母粒产品的力学强度;
(5)本发明的制备方法工艺简单、经济性好,适合规模化生产,可减少固体废弃物对环境的污染,实现了废弃物资源化再生利用。同时,母粒产品具有优异的力学性能,可广泛应用于用于薄膜、注塑、吹塑、拉丝、无纺布、片材、管材等塑料制品领域,具有良好的社会、经济效益。
附图说明
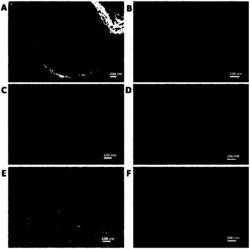
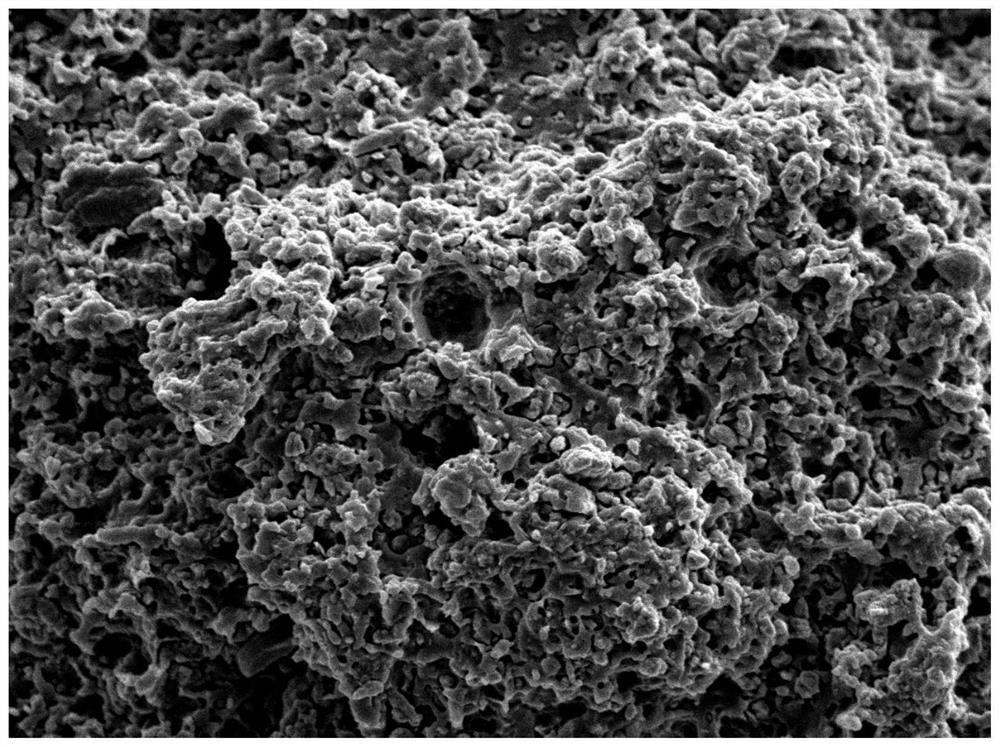
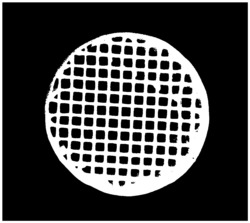
图1为实施例1得到塑料母粒脆断面的SEM图。
图2为实施例1得到塑料母粒与聚乙烯树脂(重量比例为3/7)共混材料脆断面的SEM图。
具体实施方式
下面结合附图具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。实施例中采用的原料、实际若无特殊说明,皆为市售所得。人造岗石废渣为市售所得,扩链剂为巴斯夫公司生产的JONCRYL ADR系列产品。
实施例1
按以下重量份准备原料:聚乙烯100份、人造岗石废渣650份、1200目针状轻质碳酸钙100份、长玻璃纤维50份、硬脂酸-铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYL ADR 4370-S 1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
步骤一、人造岗石废渣的湿磨、干燥处理:
(1)将人造岗石废渣中加水配制成固含量为20%的浆料,再加入1.2重量份分子量为2500的聚丙烯酸钠,搅拌形成均匀浆料;
(2)将上述浆料输入研磨机进行研磨,研磨温度为50℃,待浆料研磨后的指标达粒度D97=5.5um后可停止研磨;
(3)将研磨后的浆料静置沉淀后,通过板框压滤;
(4)通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为220℃,出风温度为105℃;
(5)待人造岗石废渣的含水量为0.60%后,停止干燥经闪蒸处理,可得到颗粒度为2500目人造岗石废渣粉体。
步骤二、粉体的表面改性及塑料母粒的制备:
将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到80℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合12min,使物料充分反应。然后进一步升温至125℃,加入树脂和增容剂,搅拌处理8min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,螺杆直径71mm,螺槽比值1.5,螺槽深度14mm,螺杆长径比为40/1,同向挤出机螺杆温度设定为:135/150/155/160/150/135℃,螺杆转速为500rpm,通过牵引、冷却切割、筛分后得到人造岗石废渣基塑料母粒。
本实施例的性能测试方法:
高无机物填充的塑料母粒更多的是呈现出无机物特性,不适宜直接测试力学性能。为了测试本实施例所得塑料母粒的填充效果,将塑料母粒与基体树脂按3/7的质量比例混合和,通过注塑机在170℃、45MPa条件下注塑制成哑铃型标准拉伸测试样条。通过电子万能试验机测试拉伸强度、断裂伸长率及弯曲强度,通过悬臂梁冲击试验仪测试冲击强度。测试条件:拉伸强度、断裂伸长率参照标准GB/T 1040.2-2006测试;弯曲强度参照标准GB/T9341-2008测试,冲击强度按标准GB/T 1043.1-2008测试;抗菌率测试:按GB21551.2-2010附录A进行。
本实施的测试结果为:
拉伸强度:33.57MPa;断裂伸长率:687.74%;弯曲强度:34.42MPa;冲击强度:21.54KJ/m2;抗菌率为98.3%。本实施例得到塑料母粒脆断面的SEM图见图1,塑料母粒与聚乙烯树脂(重量比例为3/7)共混材料脆断面的SEM图见图2。
从图1可以看出,本发明实施例1的塑料母粒产品,无机填充料间堆积紧密,颗粒度均匀。从图2可以看出,将塑料母粒与基体树脂共混后得到的塑料制品中,人造岗石废渣、针状轻质碳酸钙、长玻璃纤维与基体树脂间已几乎容为一体,彼此间观察不到明显的缝隙或孔洞,说明本发明可以有效提升填充料与基体树脂间的界面相容性。
实施例2
按以下重量份准备原料:聚氯乙烯100份、人造岗石废渣800份、1500目的二氧化钛100份、碳纤维5份、硬脂酸/钛酸酯(重量比例为5/1)复合改性剂10份、扩链剂JONCRYL ADR4468 3份、增容剂三元乙丙橡胶4份、抗菌剂纳米银1份、润滑剂石蜡2份、防静电剂乙氧基月桂酸胺2.5份。
步骤一、人造岗石废渣的干燥、粉碎处理:
(1)将人造岗石废渣原料通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为210℃,出风温度为105℃;
(2)待人造岗石废渣的含水量为1.0%时,停止干燥经闪蒸处理,可得到颗粒度为200目人造岗石废渣粉体;
(3)将上述干燥处理后的人造岗石废渣,经过大型立式磨粉机细化处理,再由分级设备控制粉体的颗粒大小为800目。
步骤二、粉体的表面改性及塑料母粒的制备:
将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到95℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合15min,使物料充分反应。然后进一步升温至185℃,加入树脂和增容剂,搅拌处理5min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,螺杆直径71mm,螺槽比值1.5,螺槽深度14mm,螺杆长径比为40/1,同向挤出机螺杆温度设定为:185/195/200/205/190/185℃,螺杆转速为500rpm,挤出样通过风冷热切造粒。
本实施例的性能测试方法与实施例1一致,本实施例的测试结果为:
拉伸强度:18.25MPa;断裂伸长率:87.24%;弯曲强度:14.27MPa;冲击强度:61.81KJ/m2;抗菌率为99.4%。
实施例3
按以下重量份准备原料:聚丙烯100份、人造岗石废渣300份、800目高岭土100份、玻璃微珠200份、硬脂酸-硼酸酯(重量比例为2/1)复合改性剂0.2份、扩链剂JONCRYL ADR4400 5份、增容剂马来酸酐接枝苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物(MAH-g-SEBS)3份、抗菌剂纳米银25份、润滑剂石蜡0.3份、防静电剂十二烷基苯磺酸钠0.5份。
步骤一、人造岗石废渣的干燥、粉碎处理:
(1)将人造岗石废渣原料通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为240℃,出风温度为110℃;
(2)待人造岗石废渣的含水量为1.25%时,停止干燥经闪蒸处理,可得到颗粒度为150目人造岗石废渣粉体;
(3)将上述干燥处理后的人造岗石废渣,经过大型立式磨粉机细化处理,再由分级设备控制粉体的颗粒大小为1200目。
步骤二、粉体的表面改性及塑料母粒的制备:
将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到100℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合10min,使物料充分反应。然后进一步升温至155℃,加入树脂和增容剂,搅拌处理7min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,螺杆直径71mm,螺槽比值1.5,螺槽深度14mm,螺杆长径比为40/1,同向挤出机螺杆温度设定为:165/175/190/205/190/175℃,螺杆转速为600rpm,挤出样通过风冷热切造粒。
本实施例的性能测试方法与实施例1一致,本实施的测试结果为:
拉伸强度:38.57MPa;断裂伸长率:487.24%;弯曲强度:54.65MPa;冲击强度:12.14KJ/m2;抗菌率为99.7%。
实施例4
按以下重量份准备原料:尼龙100份、人造岗石废渣300份、1000目的硅灰石100份、石棉纤维200份、硬脂酸-铝酸酯(重量比例为4/1)复合改性剂15份、扩链剂JONCRYL ADR4370-F 0.1份、增容剂马来酸酐接枝乙烯-辛烯共聚物(MAH-g-POE)0.2份、抗菌剂纳米铜25份、润滑剂低分子量聚丙烯0.3份、防静电剂磷酸二月桂酯1.5份。
步骤一、人造岗石废渣的湿磨、干燥处理:
(1)将人造岗石废渣中加水配制成固含量为20%的浆料,再加入1.2重量份分子量为2500的聚丙烯酸钠,搅拌形成均匀浆料;
(2)将上述浆料输入研磨机进行研磨,研磨温度为50℃,待浆料研磨后的指标达粒度D97=4.5um后可停止研磨;
(3)将研磨后的浆料静置沉淀后,通过板框压滤;
(4)通过旋转闪蒸干燥机进行干燥粉碎处理,其中闪蒸干燥机的进风温度为250℃,出风温度为110℃;
(5)待人造岗石废渣的含水量为0.50%后,停止干燥经闪蒸处理,可得到颗粒度为3500目人造岗石废渣粉体。
步骤二、粉体的表面改性及塑料母粒的制备:
将干燥粉碎后的人造岗石废渣、无机粉体、增强剂加入到高速混合机中搅拌,当温度达到100℃后,加入表面改性剂、扩链剂、润滑剂和防静电剂,混合12min,使物料充分反应。然后进一步升温至215℃,加入树脂和增容剂,搅拌处理8min;
(2)将上述混合物料通过加料口加入到螺杆挤出机,螺杆直径71mm,螺槽比值1.5,螺槽深度14mm,螺杆长径比为40/1,同向挤出机螺杆温度设定为:135/150/155/160/150/135℃,螺杆转速为500rpm,通过牵引、冷却切割、筛分后得到人造岗石废渣基塑料母粒。
本实施例的性能测试方法与实施例1一致,本实施的测试结果为:
拉伸强度:96.87MPa;断裂伸长率:17.24%;弯曲强度:144.65MPa;冲击强度:11.14KJ/m2;抗菌率为96.7%。
为了充分说明本发明方法的创新点和优点,及人造岗石废渣-无机粉体复合物中无机粉体的类型对母粒填充性能的影响,本发明以聚乙烯为基体树脂,特设置空白对照样、及一系列不同人造岗石废渣-无机粉体复合物的实施例5~实施例7、对照实施例1~3,具体如下
实施例5
按以下重量份准备原料:聚乙烯100份、人造岗石废渣650份、900目的片状滑石粉100份、长玻璃纤维50份、硬脂酸/铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYL ADR 4370-S 1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:32.72MPa;断裂伸长率:651.52%;弯曲强度:32.24MPa;冲击强度:22.40KJ/m2;抗菌率为98.9%。
实施例6
按以下重量份准备原料:聚乙烯100份、人造岗石废渣650份、1000目的云母100份、长玻璃纤维50份、硬脂酸/铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYL ADR4370-S 1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:32.27MPa;断裂伸长率:685.74%;弯曲强度:33.46MPa;冲击强度:22.68KJ/m2;抗菌率为99.2%。
实施例7
按以下重量份准备原料:聚乙烯100份、人造岗石废渣650份、1200目的硫酸钡100份、长玻璃纤维50份、硬脂酸/铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYLADR 4370-S 1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:31.71MPa;断裂伸长率:602.42%;弯曲强度:30.62MPa;冲击强度:20.83KJ/m2;抗菌率为97.2%。
对照实施例1
按以下重量份准备原料:聚乙烯100份、人造岗石废渣750份、长玻璃纤维50份、硬脂酸/铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYL ADR 4370-S 1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:29.25MPa;断裂伸长率:542.43%;弯曲强度:25.36MPa;冲击强度:18.62KJ/m2;抗菌率98.7%。
对照实施例2
按以下重量份准备原料:聚乙烯100份、人造岗石废渣650份、1200目针状轻质碳酸钙100份、硬脂酸/铝酸酯(重量比例为3/1)复合改性剂3.5份、扩链剂JONCRYL ADR 4370-S1份、增容剂马来酸酐接枝乙烯-醋酸乙烯酯共聚物(MAH-g-EVA)3份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:28.53MPa;断裂伸长率:652.47%;弯曲强度:24.94MPa;冲击强度:17.83KJ/m2;抗菌率98.4%。
对照实施例3
按以下重量份准备原料:聚乙烯100份、人造岗石废渣750份、铝酸酯3.5份、抗菌剂纳米ZnO 15份、润滑剂聚乙烯蜡1份、防静电剂乙氧基月桂酸胺1.5份。
本实施例的加工方法、性能测试方法完成与实施1相同,具体测试结果为:
拉伸强度:22.37MPa;断裂伸长率:374.44%;弯曲强度:20.53MPa;冲击强度:10.15KJ/m2;抗菌率98.6%。
上述实施例的塑料母粒的性能统计如表1所示:
表1.实施例1~7与对比实施例1的力学性能情况
从对照实施例1~3,结合实施例1的结果可以看出,经本发明在复合材料中,在对照实施例3的物料配比上,巴斯夫JONCRYL ADR 4370-S扩链剂,马来酸酐接枝乙烯-醋酸乙烯酯共聚物增容剂,同时将表面改性剂改为硬脂酸-铝酸酯(重量比例为3/1)复合表面改性剂后,材料的拉伸强度、断裂伸长率、弯曲强度及冲击强度等力学性能指标都有了不同程度的的提升。再分别加入1)增强剂长玻璃纤维;2)1200目针状轻质碳酸钙;3)增强剂长玻璃纤维+1200目针状轻质碳酸钙;所得材料的综合强度进一步增加。说明各助剂间可以起到协同作用,从而获得了更优的综合性能。
人造岗石废渣是由碳酸钙粉体和不饱和树脂经充分混合后,交联固化而成的高致密性材料,大部分人造岗石废渣中的碳酸钙颗粒的外表面被网状的热固性不饱和树脂紧密包覆,是无机粒子与有机物质的复合体。因此,与聚合物树脂进行共混改性,一方面需要将部分没完全被热固性不饱和树脂包覆,裸露在外的碳酸钙粉体表面进行有机化改性,这可以通过添加铝酸酯、钛酸酯、硼酸酯及硬脂酸等表面改性剂达到有机化改性目的;另一方面,由于在人造岗石废渣经干燥处理后,不饱和树脂含量高达7~9质量份(一般的偶联改性,偶联剂用量约为粉体重量的2%,其活化指数就可以达到90%左右),说明被不饱和树脂包覆的碳酸钙粉体是占到废渣的绝大多数,因此更应从人造岗石废渣表面的热固性树脂与复合基体树脂间的界面效应考虑,提升两者间的相容性,这可以通过添加增容剂达到此目的。增容剂又称相容剂,是指借助于分子间的键合力,促使不相容的两种聚合物结合在一体,进而得到稳定的共混物的助剂。
此外,从人造岗石的制备工艺分析,人造岗石需要将碳酸钙粉体与树脂经混合、搅拌、压制成型后加热固化。在固化前不饱和聚酯分子、苯乙烯分子已经被固定到人造石荒料的各个部位,彼此间缺乏流动性,这势必会导致人造岗石废渣中残存有部分未反应组分、或部分未充分反应的活性基团。因此在与聚合物树脂共混改性时,可通过添加少量具有反应性的扩链剂,进一步将这些残存的活性成分连接起来,从而提高复合材料的综合性能。其中,扩链剂又称链增长剂,是能与线型聚合物链上的官能团反应而使分子链扩展、分子量增大的物质。常用于提高聚氨酯、聚酯等产品的力学性能和工艺性能。
由于人造岗石废渣中,碳酸钙颗粒的外表面被网状的热固性不饱和树脂紧密包覆,而呈现出一定的柔软特性,通过常规球磨法、立式磨、环辊磨及雷蒙磨等干法磨粉法,难以得到颗粒度小于1500目的人造岗石废渣。此外,由于人造岗石废渣为压滤后得到的产品,其含有5~30%的水分。经测算,干燥一吨人造岗石废渣所需的成本在150元左右,这与市售的600目的碳酸钙粉体相比,价格优势并不大。而本发明通过湿磨法可以获得高达8000目的碳酸钙,其附加值较高,而且干燥处理为湿磨法的固有的、无法避开的工艺,因此以人造岗石废渣为碳酸钙湿磨法原料,可以突破其干燥成本高的劣势,进一步提升其利润空间。
人造岗石废渣中的碳酸钙的粒状形貌一般呈现为粉碎处理后的无规则型,而轻质碳酸钙、滑石粉、云母等无机粉体则可通过控制结晶方式得到一系列不同形貌的颗粒,从而表现出增强性、增韧性、耐热性、增白性等不同的填充特性。如滑石粉的形状是片状,所以具有更高的刚度,尺寸稳定性和耐热温度,增强效果好;云母粉为鳞片状,具有良好的弹性、韧性、绝缘性、耐高温、耐酸碱、耐腐蚀、附着力强等特性。针状型的轻质碳酸钙,是一种力学性能优异的补强增韧剂,能够提高材料的强度、韧性、抗张力、抗撕裂等。因此,通过人造岗石废渣/无机粉体复合物作为填充料制备塑料母粒,可以突破单一人造岗石废渣填充的性能缺陷,得到综合性能优异的塑料母粒产品。
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
增强、抗菌型的人造岗石废渣基塑料母粒及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0