











专利摘要
本发明涉及不锈钢焊接接头激光喷丸处理工艺,该工艺包括下列步骤:采用表面清洁处理方法从待处理的工件表面上除去所有灰土、水垢和包覆物,并完成必要的磁粉检测、染色渗透检测、超声波或其它的缺陷及裂纹探测过程;将激光对准处理区域,激光光斑采用无间隔连续排列或重叠排列,待处理区域为焊缝以及焊缝两侧热影响区;利用功率密度大于109W/cm2,短脉冲的激光束透过透明的约束层辐照涂有涂层的金属靶材表面,使涂层材料迅速气化、电离后形成等离子体;在约束层的作用下,等离子体爆炸产生的高强度冲击波冲击被处理工件表面,处理覆盖率要求达到80%以上;采用X射线衍射仪进行检测,焊接工件表面的残余应力是压应力,激光喷丸处理完成。
说明书
技术领域技术领域
本发明涉及不锈钢焊接接头的表面处理工艺,具体涉及的是一种降低奥氏体不锈钢焊接接头应力腐蚀开裂敏感性的激光喷丸处理方法。
技术背景背景技术
在石油化工、纺织、造纸、原子能、医药、宇宙航行以及海洋开发等使用不锈钢的部门中,在焊接接头附近发生的应力腐蚀开裂事故约占湿态腐蚀损坏事故的47%。大量研究结果表明,焊接残余拉应力的存在是导致奥氏体不锈钢焊接接头应力腐蚀开裂的主要因素之一。
激光喷丸是20世纪七十年代随着高功率密度、短脉冲激光器的问世而发展起来的一种新型表面强化技术,它是利用功率密度大于109W/cm2,短脉冲(ns级)的激光束透过透明的约束层辐照涂有涂层的金属靶材表面,使涂层材料迅速气化、电离后形成等离子体。在约束层的作用下,等离子体爆炸产生的高强度冲击波(冲击波峰值压力达GPa级)冲击金属靶材表面并向内部传播,形成密集、稳定的位错结构的同时,使靶材表面发生塑性变形并残留很大的压应力。
激光喷丸处理具有以下的突出的优点:
(1)激光喷丸能有效保护被处理试样表面。
(2)激光喷丸处理具有可叠加性。
(3)激光喷丸可获得特别高的冲击压力,产生很深的强化层。
(4)激光喷丸可以在室温、空气条件下进行,工艺过程清洁、无污染,是一种绿色的、环保的表面强化方法。并且处理后试样表面的光洁度较高,特别适合对表面质量要求较高的试样进行局部强化处理。
(5)激光便于聚焦和传播,在常规方法无法进入的局部表面或不规则复杂空间的强化处理方面,具有明显的优势。且激光喷丸的控制参数较少(激光功率密度、激光光斑尺寸、激光脉冲持续时间),易于精确定位和控制,便于实现自动化生产。
提高奥氏体不锈钢焊接接头抗应力腐蚀开裂性能一直是不锈钢应用中需要解决的问题,将激光喷丸处理工艺应用于不锈钢焊接接头的表面处理,对于改善不锈钢焊接接头应力腐蚀开裂敏感性具有明显的技术效果。
发明内容发明内容
本发明的目的是克服现有技术的缺陷,提出一种激光喷丸处理方法来改善不锈钢焊接接头应力腐蚀开裂敏感性。
实现本发明目的的技术方案是:不锈钢焊接接头激光喷丸处理工艺,包括下列步骤:
步骤1采用表面清洁处理方法从待处理的工件表面上除去所有灰土、水垢和包覆物,并完成必要的磁粉检测、染色渗透检测、超声波或其它的缺陷及裂纹探测过程;
步骤2将激光对准处理区域,待处理区域为焊缝以及焊缝两侧热影响区;然后,利用功率密度大于109W/cm2,短脉冲(ns级)的激光束透过透明的约束层辐照涂有涂层的金属靶材表面,使涂层材料迅速气化、电离后形成等离子体;在约束层的作用下,等离子体爆炸产生的高强度冲击波(冲击波峰值压力达GPa级)冲击被处理工件表面;
所述步骤2中,激光光斑采用无间隔连续排列或重叠排列,处理覆盖率要求达到80%以上;
所述步骤2之后还包括步骤3:采用X射线衍射仪进行检测,焊接工件表面的残余应力是压应力,激光喷丸处理完成。
激光喷丸处理工艺可以强化不锈钢焊接接头抗应力腐蚀开裂能力。其机理:焊接接头发生应力腐蚀开裂的基本原因是由于焊缝区域存在焊接残余拉应力,激光喷丸处理后能在焊接接头表层形成足够大的残余压应力(小于应力腐蚀开裂发生的应力门槛值),从而破坏应力腐蚀开裂发生的必要条件,以此达到强化不锈钢焊接接头抗应力腐蚀开裂能力的目的。该处理工艺适合多种形式焊接接头的强化。
所述步骤2中不锈钢焊接接头激光喷丸处理最佳工艺的主要参数如下:
(1)激光的相关指标:单次脉冲能量25~45J,激光波长为1.06μm,激光脉冲宽度25~30ns,工作重复频率0.1Hz。
(2)透明层(约束层)为水或者玻璃。约束层材料的选择还必须根据处理试样来确定,玻璃约束层虽然增压效果显著,但它只适用于对平面表面进行强化,并且无法适应多次冲击处理的要求,在冲击处理过程中还存在玻璃碎片飞溅的问题,这对周围的工作人员及光学器件具有一定的威胁和破坏作用。与玻璃约束层相比,水、柔性贴膜等较为柔性的约束层材料就能适应非平面靶材的冲击处理要求,并且水和柔性贴膜的成本低廉,易于实现操作自动化,具有工程适应性强的优点。
(3)不透明层(吸收涂层)为黑漆,吸收涂层厚度为20~100μm。能量吸收涂层的厚度直接影响涂层对激光能量的吸收,因此其选择是激光喷丸处理的关键技术之一。涂层厚度太薄,强激光会使金属表面烧蚀,从而导致金属表面质量降低;涂层太厚,冲击波在涂层中衰减严重,从而降低激光喷丸的强化效果。
(4)覆盖率:为保证处理效果与质量,在激光喷丸处理过程中必须确保适量的覆盖率。被处理表面的规定部位上,凹坑占据面积与需要处理强化面积之比的比值称为覆盖率。覆盖率以百分数表示。100%是无法确定的,一般采用98%的覆盖率表示覆盖率的一个单位。因此,要求覆盖率大于等于100%时,单位面积上凹坑占据的面积至少应在98%以上。
通过激光喷丸处理后具体技术效果如下:
1、采用X射线衍射仪进行检测焊接工件表面,检测点处的残余应力均为压应力,最大值达到-300MPa。
2、焊接工件表面硬化层厚度:500μm以上。
3、通过标准的应力腐蚀加速试验(GB4334.8-84《不锈钢42%氯化镁应力腐蚀实验》)对比发现,处理后可使不锈钢焊接头的抗应力腐蚀性能提高40倍以上。
附图说明附图说明
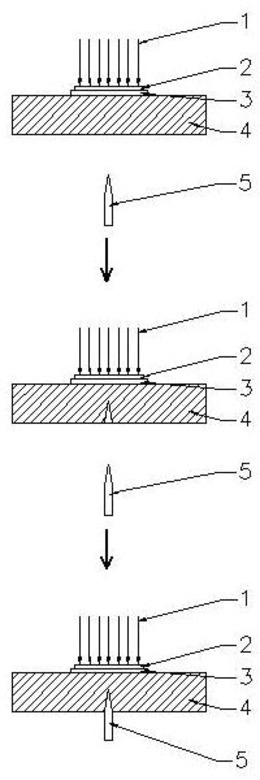
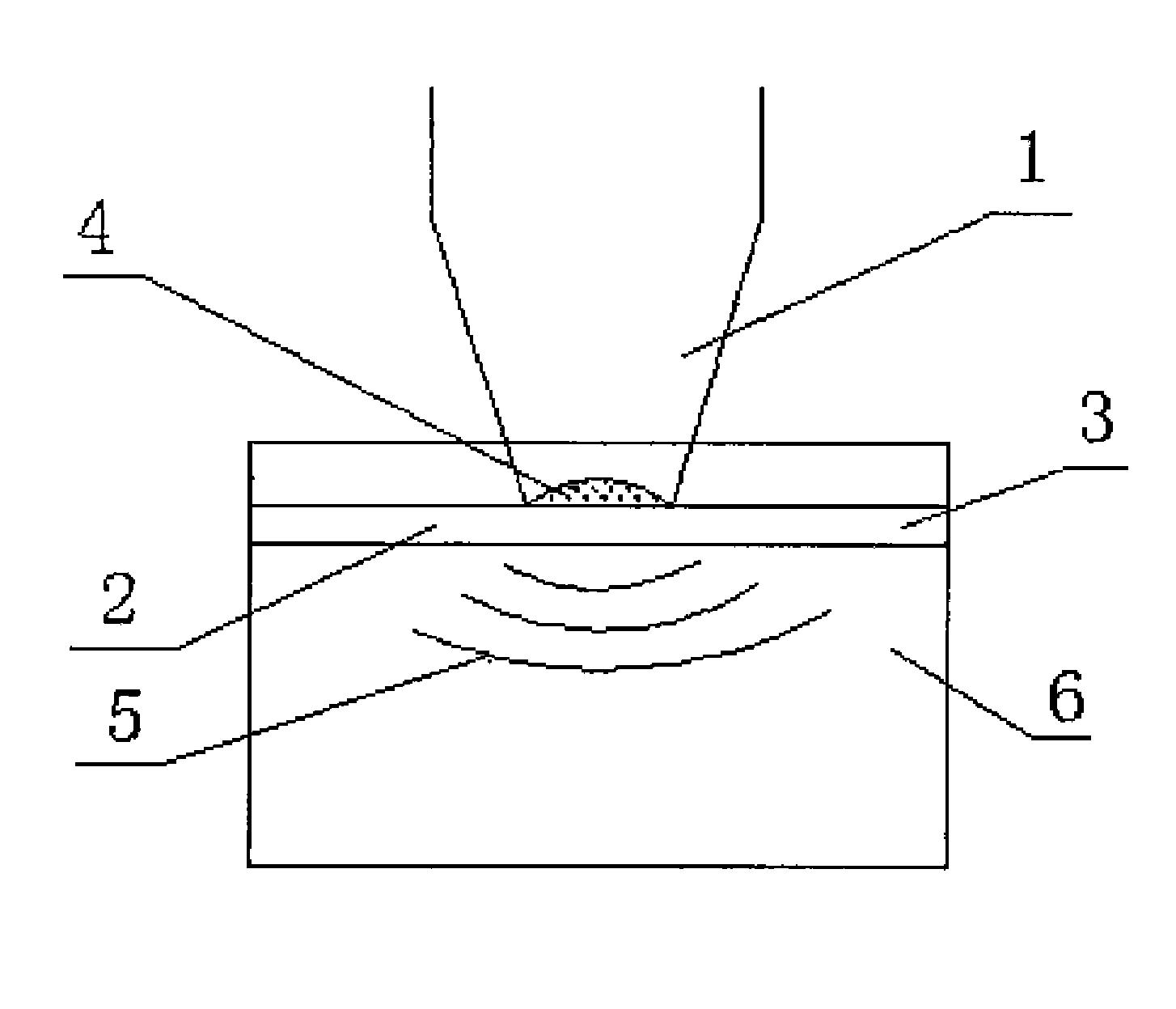
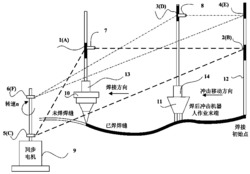
图1是激光喷丸处理示意图。
具体实施方式具体实施方式
以下结合附图对本发明作进一步说明。
参照附图1,用于提高奥氏体不锈钢焊接接头抗应力腐蚀开裂性能的不锈钢焊接接头激光喷丸处理激光喷丸处理工艺,包括下列步骤
步骤1、激光喷丸处理前,采用一定的表面清洁处理方法从待处理的工件表面上除去所有灰土、水垢和包覆物,需要时,磁粉检测、染色渗透检测、超声波或其它的缺陷及裂纹探测过程,要在激光喷丸处理前完成;
步骤2、将激光对准需要处理的区域,待处理区域为焊缝以及焊缝两侧热影响区,热影响区宽度为焊缝宽度的2~3倍,如焊缝宽度为10mm,焊缝两侧的热影响区宽带约为20~30mm。然后,利用功率密度大于109W/cm2,短脉冲(ns级)的激光束1透过透明的约束层2辐照涂有黑漆的吸收涂层3的金属靶材表面,使涂层材料迅速气化、电离后形成等离子体4。在约束层的作用下,等离子体爆炸产生的高强度冲击波5(冲击波峰值压力达GPa级)冲击被处理工件表面6;
处理中需要将激光光斑进行无间隔排列或者重叠排列,以达到最好的处理效果。
步骤3、激光喷丸处理后采用X射线衍射仪进行检测,焊接工件表面的残余应力是压应力,即为合格,激光喷丸处理工艺完成。
步骤2中不锈钢焊接接头激光喷丸处理工艺的主要参数的选择为:
1、激光的相关指标:单次脉冲能量25~45J,激光波长为1.06μm,激光脉冲宽度25~30ns,工作重复频率0.1Hz。
2、激光光斑直径:6~8mm。
3、不透明的吸收涂层为黑漆,吸收涂层厚度为20~100μm。
4、透明的约束层为水或者玻璃。
5、光斑排列:无间距或者重叠。
6、覆盖率:达到100%~200%。
不锈钢焊接接头激光喷丸处理工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









![一种具有[100]择尤取向的全IMC微焊点的制备方法](https://www.zhichawang.com/images/CN110560815A/CN110560815A.jpg)

动态评分
0.0