

IPC分类号 : C22F3/00,C22C29/08,G01N23/04,G01N23/2251,G01R27/02








专利摘要
本发明提供了一种基于脉冲电流的硬质合金微观组织缺陷消减方法,涉及金属材料缺陷修复技术领域,其以硬质合金零件中微观缺陷的分布深度和分布方向选择不同的脉冲电流通入方式和通入方向以及设置不同的脉冲电流参数,以脉冲电流通过的最小横截面处表面的温度控制脉冲电流的有效作用时间,通过增大硬质合金内部的原子扩散通量,增加再结晶势能,促进位错、层错等微观缺陷的运动、湮灭,小角度晶界的长大,加速了硬质合金零件基体组织晶格的重新排列,从而仅需数秒便能完成硬质合金微观组织缺陷的消减,效率高,能最大程度地延长硬质合金零件的服役寿命,对非缺陷处的材料性能影响最小。
权利要求
1.一种基于脉冲电流的硬质合金微观组织缺陷消减方法,其特征在于,包括:
S1,获取硬质合金零件样品,通过扫描电子显微镜或透射电子显微镜观察样品得到样品中微观缺陷的分布深度和分布方向;
S2,根据微观缺陷的分布深度确定样品为表层缺陷零件或整体缺陷零件,根据微观缺陷的分布是否具有方向性确定脉冲电流的通入方向;
S3,计算得到脉冲电流通过的最小横截面积;
S4,从多个方向在样品上设置电阻测量点,测量样品的电阻值,并标记测量位置;
S5,确定脉冲电流的参数
确定脉冲电流的峰值强度,并使最小横截面积上的脉冲电流密度处于30A/mm
确定脉冲电流的频率:
当样品为整体缺陷零件,则脉冲电流的频率为50Hz;当样品为表层缺陷零件,则脉冲电流的频率
确定脉冲电流的脉宽和脉冲个数,并使脉冲电流作用后的最小截面处的表面温度小于450℃;
S6,根据脉冲电流通入方向,将脉冲电流发生设备的输出电极与样品固定,并按照步骤S5中确定的脉冲电流参数向样品中通入脉冲电流直至设定的所有脉冲电流释放完毕;
确定脉冲电流的脉宽和脉冲个数的方法为:
当脉宽等于10ms时,则脉冲个数设定为110个~130个;
当脉宽不等于10ms时,则脉冲个数=脉冲电流有效作用总时间/脉宽,脉冲电流有效作用总时间≤3S;
使脉冲电流作用后的最小截面处的表面温度小于450℃的方法为:
当脉冲电流作用后最小截面处的表面温度<450℃时,则相邻脉冲之间的间隔时间为零;
当脉冲电流作用后最小截面处的表面温度≥450℃时,则延长相邻脉冲之间的间隔时间直至表面温度<450℃。
2.根据权利要求1所述的基于脉冲电流的硬质合金微观组织缺陷消减方法,其特征在于,根据微观缺陷的分布是否具有方向性确定脉冲电流的通入方向的方法为:
当微观缺陷的分布具有方向性时,则脉冲电流的通入方向垂直于微观缺陷的分布方向;
当微观缺陷的分布不具有方向性时,则脉冲电流的通入方向平行于样品的轴向。
3.根据权利要求1所述的基于脉冲电流的硬质合金微观组织缺陷消减方法,其特征在于,步骤S4中样品电阻值测量设备的测量精度小于0.001mΩ。
4.根据权利要求1所述的基于脉冲电流的硬质合金微观组织缺陷消减方法,其特征在于,脉冲电流发生设备在室温标准大气压环境中向样品中通入脉冲电流。
5.根据权利要求1所述的基于脉冲电流的硬质合金微观组织缺陷消减方法,其特征在于,脉冲电流发生设备对样品的作用总时间为2S~5S。
说明书
技术领域
本发明涉及金属材料缺陷修复技术领域,特别是涉及一种基于脉冲电流的硬质合金微观组织缺陷消减方法。
背景技术
硬质合金材料最主要的用途是制作模具、轧辊、机加工刀具、钻探器械等对硬度和耐磨性要求极高的加工开采类零件,常在大载荷、高速摩擦、循环冲击、冷热交替的工况下服役。因此,在硬质合金零件服役过程中,其基体组织中极易产生位错、层错、晶界等晶格缺陷的堆积、扩散,进而导致零件表面产生网状的疲劳裂纹,诱发硬质合金零件整体的开裂与碎断。
位错、层错及晶界等微观组织缺陷是硬质合金零件疲劳裂纹的源头,若能有效的消减组织中的晶格缺陷,将能从根源抑制疲劳裂纹的产生,进而大幅延长硬质合金零件的服役寿命。
现有技术中处理硬质合金零件表面产生疲劳裂纹的方法有修磨法、高温高压法等。修磨法是通过机械修磨去除硬质合金零件浅表层的疲劳裂纹,该方法固然能一定程度地延缓硬质合金零件的失效,但零件内层基体组织中的晶格缺陷又会迅速地发展成疲劳裂纹;高温高压法是对有裂纹的硬质合金材料进行高温高压处理,虽然能够让裂纹愈合,但材料同时会因为高温高压的条件使原有组织结构和性能发生不可控的改变。现有技术中均是在产生明显裂纹后才进行修复,对产生裂纹的源头——微观组织缺陷没有消减,导致修复的效果有限,所以需要一种能够消减微观组织缺陷的方法,且该方法对原有材料的性能影响要小。
发明内容
针对现有技术中的上述问题,本发明提供了一种基于脉冲电流的硬质合金微观组织缺陷消减方法,解决了现有技术中没有从根本上消减金属材料产生疲劳裂纹的方法的问题。
为了达到上述发明目的,本发明采用的技术方案如下:
提供了一种基于脉冲电流的硬质合金微观组织缺陷消减方法,其包括:
S1,获取硬质合金零件样品,通过扫描电子显微镜或透射电子显微镜观察样品得到样品中微观缺陷的分布深度和分布方向;
S2,根据微观缺陷的分布深度确定样品为表层缺陷零件或整体缺陷零件,根据微观缺陷的分布是否具有方向性确定脉冲电流的通入方向;
S3,计算得到脉冲电流通过的最小横截面积;
S4,从多个方向在样品上设置电阻测量点,测量样品的电阻值,并标记测量位置;
S5,确定脉冲电流的参数
确定脉冲电流的峰值强度,并使最小横截面积上的脉冲电流密度处于30A/mm2~110A/mm2之间;
确定脉冲电流的频率:
当样品为整体缺陷零件,则脉冲电流的频率为50Hz;当样品为表层缺陷零件,则脉冲电流的频率 其中f、π、t、μ、γ分别为脉冲电流频率、圆周率、需处理的厚度、磁导率、电导率;
确定脉冲电流的脉宽和脉冲个数,并使脉冲电流作用后的最小截面处的表面温度小于450℃;
S6,根据脉冲电流通入方向,将脉冲电流发生设备的输出电极与样品固定,并按照步骤S5中确定的脉冲电流参数向样品中通入脉冲电流直至设定的所有脉冲电流释放完毕。
本发明的有益效果为:作用在硬质合金微观组织缺陷上的脉冲电流能够产生热效应和非热效应,热效应为焦耳热,通过热量激活原子运动,诱发空位、位错等晶格缺陷迁移或抵消,释放形变储能,同时为Co相的回复、再结晶过程提供热力学条件;非热效应则主要包括:①增加空位、原子扩散通量,提高组织缺陷的运动能力;②电子风力为位错提供附加推力,促进其脱钉、越障、进入亚晶界,加速位错消除的同时加速亚晶界角度增大;③提高合金组织的自由能,增加合金组织缺陷修复前后的势能差,降低回复、再结晶的温度阈值,加速回复、再结晶进程。
本方案中的方法根据硬质合金中微观组织缺陷的分布深度和分布方向来选择脉冲电流的通入方式、通入方向以及设置脉冲电流的参数,使脉冲电流对微观组织缺陷作用的靶向性更高、更精准,以脉冲电流通过的最小横截面积处的表面的温度作为控制作用时间的参考,能够很大程度减小脉冲电流产生的热效应对缺陷外材料的作用,使缺陷外的材料仍然能够保持其原有特性,降低了缺陷消减的副作用。
在最小横截面积上的脉冲电流密度处于30A/mm
采用本方案中的方法对硬质合金零件进行处理过程中,仅需通过扫描电子显微镜和透射电子显微镜获得缺陷的分布深度和分布方向,无需对缺陷的细节、类型和具体大小进行数据采集,大大降低了操作难度;脉冲电流发生设备对硬质合金零件处理的环境无特殊要求,仅需小于10V的电压,对设备硬件要求低,并具有绿色低耗、安全可靠的优点。
附图说明
图1为实施例1中未经脉冲电流处理的WC-15Co硬质合金中Co相内的微观组织缺陷状态图。
图2为实施例1中未经脉冲电流处理的WC-15Co硬质合金中WC相内的微观组织缺陷状态图。
图3为实施例1中经脉冲电流处理后的WC-15Co硬质合金中Co相内的微观组织缺陷状态图。
图4为实施例1中经脉冲电流处理后的WC-15Co硬质合金中WC相内的微观组织缺陷状态图。
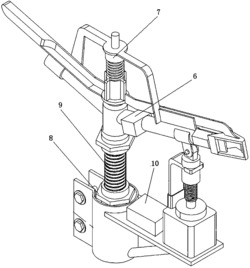
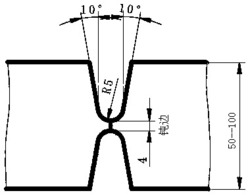
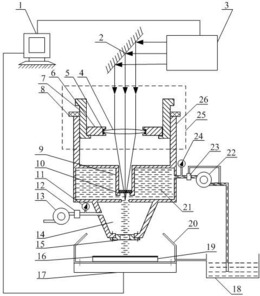
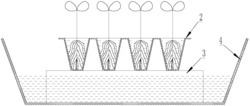
图5为实施例2中样品的结构图。
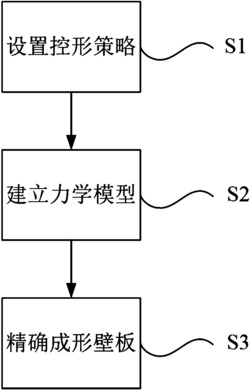
图6为基于脉冲电流的硬质合金微观组织缺陷消减方法的流程图。
具体实施方式
下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
该基于脉冲电流的硬质合金微观组织缺陷消减方法,其包括:
S1,从同批次或相同服役状态的硬质合金零件上取样得到样品,通过扫描电子显微镜或透射电子显微镜观察样品得到样品中微观缺陷的分布深度和分布方向,其中的微观缺陷主要包括位错、层错等晶格缺陷和在服役过程中形成的细碎晶粒等变形缺陷。
S2,根据微观缺陷的分布深度确定样品属于表层缺陷零件还是整体缺陷零件,根据微观缺陷的分布是否具有方向性确定脉冲电流的通入方向。
当微观缺陷的分布不具有方向性时,则根据样品的轮廓形状以脉冲电流在样品内分布尽可能多的方向通入脉冲电流。例如,组织内部存在大量位错线沿相同方向分布,选择从垂直位错线的方向通入脉冲电流。
当微观缺陷的分布不具有方向性时,则脉冲电流的通入方向平行于样品的轴向。例如,针对外轮廓为狭长型的零件(如钎杆、镗刀、冲头、套筒等),选择沿长向通入脉冲电流;针对盘型零件(如辊环、法兰盘、垫盘等),选择沿垂直于盘面的方向通入电流;针对尺寸较小的零件(如车刀等),处理方向对处理效果影响较小,选择相互平行的两面或便于连接电极的方向通入电流。
脉冲电流通入方向的选择并不局限于上述方法,也可根据具体情况灵活选择更优的方式,其判断标准是让脉冲电流尽可能准确地作用于微观缺陷上。
S3,测量并计算脉冲电流通过的最小横截面积。根据微观缺陷的分布深度决定对样品整体通入脉冲电流或仅对样品表层通入脉冲电流。
当微观缺陷分布于整个样品时,则对样品整体通入脉冲电流,根据步骤S2中确定的脉冲电流通入方向,找到样品中垂直电流方向的最小横截面,并通过测量、计算等方法获取此横截面的面积。
当微观缺陷仅分布于样品的表面时,则仅对样品表层通入脉冲电流,根据步骤S2中确定的脉冲电流通入方向,找到样品中垂直电流方向的最狭窄处,测量此处外轮廓尺寸,并结合微观缺陷分布的深度计算得到脉冲电流通过的最小横截面积。
S4,使用测量精度小于0.001mΩ的电阻测量设备从多个方向测量样品的电阻值,并标记测量位置;当微观缺陷在样品的局部区域聚集较多时,需测量零件上微观缺陷集中处的局部电阻值,同时标记局部测量位置。
S5,根据实际需求设定脉冲电流的峰值强度、频率、脉宽、脉冲个数及脉冲间隔时间及处理间隔时间,具体如下:
确定脉冲电流的峰值强度,使最小横截面积上的脉冲电流密度处于30A/mm2~110A/mm2之间。
确定脉冲电流的频率:
当样品为整体缺陷零件时,则脉冲电流的频率为50Hz;
当样品为表层缺陷零件时,则脉冲电流的频率 其中f、π、t、μ、γ分别为脉冲电流频率、圆周率、需处理的厚度、磁导率、电导率。
脉冲电流的脉宽和脉冲个数的确定方法为:
脉冲电流的脉宽优先采用脉冲电流发生设备最易输入的脉宽,一般设定为10ms左右。
当脉宽等于10ms时,则脉冲个数设定为110个~130个;
当脉宽不等于10ms时,则脉冲个数=脉冲电流有效作用总时间/脉宽,脉冲电流有效作用总时间≤3S。
脉冲个数和脉冲电流有效作用时间的小范围变动不会对处理效果形成明显影响,可适当增减脉冲个数,但脉冲个数不能过多,不能让样品最小截面处的表面温度随处理脉冲个数累计高于450℃,因为如果高于450℃,很容易引起硬质合金组织恶化,对其机械性能造成负面影响。
S6,将脉冲电流发生设备的输出电极按照确定的脉冲电流通入方向与样品接通并固定,按照步骤S5中确定的脉冲电流参数向样品中通入脉冲电流直至设定的所有脉冲电流释放完毕。
S7,待样品冷却到室温,在步骤S4中标记测量位置再次测量电阻值来检查样品中微观缺陷的消减效果,对比处理前后样品的电阻值变化,若处理后样品的电阻值存在减小,则处理有效消减了样品中的微观缺陷,处理后电阻值减小的幅度越大,脉冲电流对硬质合金内部微观缺陷的消减作用越大。
通过本方案中的方法最短能在2s~5s内完成对硬质合金零件中位错、晶界等微观组织缺陷的大幅削减。
实施例1
一种使用基于脉冲电流消减WC-15Co硬质合金零件中微观组织缺陷的方位包括:
S1,在表面已产生热疲劳裂纹的热轧辊环的内层上取样进行微观组织缺陷消减,样品材料为WC-15Co硬质合金,长、宽、高尺寸分别为20mm×6.5mm×5.25mm。另从等效位置取的显微观察片,并通过电解双喷制备成能在透射电子显微镜下观察的试样,以此评价该样品内部的原始微观缺陷状态,结果如图1和图2所示,该样品的原始组织中,Co相中含有大量位错、层错及晶界,衍射斑基本成环,缺陷分布不具有明显的方向性,WC相中也具有大量相互缠结的位错,缺陷在单个WC颗粒内呈现出明显的方向性,当在多个WC颗粒中的方向性并不明显。
S2,通过S1中的观察,微观缺陷均匀地分布在该样品的各个部分,不是只分布于零件的表层或局部,所以属于整体性缺陷零件;微观缺陷分布均匀,不具有方向性,且是狭长型的零件,确定沿零件的长向(长度为20mm的方向)通入脉冲电流。
S3,通过样品的零件尺寸计算得到脉冲电流通过的最小横截面积为5.25mm×6.5mm=34.125mm
S4,利用直流电阻测试仪和四端开尔文夹测试线测得该零件长向两端间的电阻值为0.121mΩ,同时精确标记测试夹持的位置。
S5,密度在30A/mm2~110A/mm
由于样品为整体性缺陷零件,脉冲电流频率设定为脉冲电流发生设备最易输出的50Hz。脉冲电流的脉宽同样设定为自有设备最易输出的10ms。脉冲个数设定为120个,同时设定脉冲间隔为10ms,让处理过程中该零件的表面温度略低于Co相的相转变温度(420℃)。
S6,将样品夹持在脉冲电流发生设备的两个铜电极之间形成闭合回路,在室温大气环境下,将步骤S5中设定的脉冲电流通入样品中,待脉冲电流释放完毕,该零件冷却至室温,取下该零件,即完成其内部微观组织缺陷的消减。
S7,在步骤S4中标记的测试位置再次测量电阻值,得出的结果为0.108mΩ,相对处理前的电阻值下降10.74%,因此判定此次处理有效地实现了对该零件内部微观组织缺陷的消减。
通过在电镜下观察样品,如图3和图4所示,经本方法处理过的WC-15Co硬质合金零件的基体组织中,Co相内的位错、层错及晶界明显减少,衍射斑不再趋于成环,WC相中的位错也显著减少,WC-15Co硬质合金零件的基体组织得到了较为明显的改善。
实施例2
S1,样品为已在周向摩擦环境下服役约24小时的YGH30硬质合金导向辊,形状、尺寸如图5所示,利用线切割机或金相切割机从样品的凹槽表面处的不同深度取得显微观察片,用机械抛光、氩离子抛光及双喷腐蚀等方法对显微观察片进行处理,借助装有EBSD探针的扫描电子显微镜与透射电子显微镜分析YGH30硬质合金导向辊组织在服役过程中形成的微观缺陷。分析确定,此状态的YGH30硬质合金导向辊中的位错、层错等微观组织缺陷分布无明显方向性,分布主要集中于距离弧形凹槽表层2mm的范围内。
S2,通过S1中的观察,微观缺陷主要分布在厚度约2mm的零件表层,属于表层缺陷零件;微观缺陷分布均匀,不具有明显方向性,故沿平行于导向辊轴向的方向作为脉冲电流的方向。
S3,按S2中确定的脉冲电流通入方向,导向辊中脉冲电流流经的最小截面为零件中部圆弧形凹槽的底端处。考虑微观缺陷主要分布于表面2mm,故仅让电流流经表面2mm宽的圆环区域,即脉冲电流通过的最小面积为π[(38/2)2-(38/2-2)2]≈226.08mm
S4,利用直流电阻测试仪和四端开尔文夹测试线测得该零件沿轴向方向两端间的电阻值为772.566mΩ,同时精确标记测试夹持的位置。
S5,密度在30A/mm2~110A/mm
由于样品为表层缺陷零件,脉冲电流频率设定为 脉宽采用10ms,脉冲120个,让处理过程中该零件的表面温度低于Co相的相转变温度(420℃)。
S6,将样品夹持在脉冲电流发生设备的两个铜电极之间形成闭合回路,在室温大气环境下,将步骤S5中设定的脉冲电流通入样品中,待脉冲电流释放完毕,该零件冷却至室温,取下该零件,即完成其内部微观组织缺陷的消减。
S7,在步骤S4中标记的测试位置再次测量电阻值,得出的结果为763.638mΩ,相对处理前的电阻值下降5.3%,因此判定此次处理有效地实现了对该零件内部微观组织缺陷的消减。
本实施例的有益效果可通过YGH30硬质合金导向辊的实际使用寿命来评价,取6个自身状态与使用状态完全一致的YGH30硬质合金导向辊做对比。其中3个不做任何处理,直接上产线使用直至表面产生疲劳裂纹,使用寿命分别为356h,369h,380h,平均使用寿命为368.3h;另外3个每24h从产线上取下按上述S2-S7进行一次处理,直至表面产生疲劳裂纹的寿命分别为477h,532h,512h,平均使用寿命为507h,相对未使用脉冲电流消减微观缺陷的3个导向辊寿命平均延长约38%。
一种基于脉冲电流的硬质合金微观组织缺陷消减方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0