








专利摘要
本发明涉及一种自动校正网帘装置的使用方法,包括承重台架和铜网,承重台架的上部设置有若干个铜网传动轴,铜网包裹在若干个铜网传动轴外侧进行循环转动,铜网传动轴中包括自动调节传动轴和检测传动轴,自动调节传动轴的两端架设在滑动座上且滑动座上侧设置有将自动调节传动轴的端部夹在中间的前活塞充气筒和后活塞充气筒,检测传动轴的两端均安装有位置传感器,检测传动轴的两端还与相应的水平设置的气缸的伸出杆相连,两个气缸通过导气管与手动开关相连,前活塞充气筒和后活塞充气筒通过导气管与检测控制器相连。本发明主要解决的技术问题是如何使铜网在转动过程中出现的位移实现自动纠偏。
权利要求
1.一种自动校正网帘装置的使用方法,其特征在于,其中自动校正网帘装置包括承重台架(2)和铜网(14),所述的承重台架(2)的上部设置有若干个铜网传动轴(15),所述的铜网(14)包裹在若干个铜网传动轴(15)外侧进行循环转动,铜网传动轴(15)中包括自动调节传动轴(12)和检测传动轴(7),所述的自动调节传动轴(12)的两端架设在滑动座(9)上且滑动座(9)上侧设置有将自动调节传动轴(12)的端部夹在中间的前活塞充气筒(10)和后活塞充气筒(11),所述的检测传动轴(7)的两端均安装有位置传感器(8),所述的检测传动轴(7)的两端还与相应的水平设置的气缸(13)的伸出杆相连,两个气缸(13)通过导气管(5)与手动开关(6)相连,所述的前活塞充气筒(10)和后活塞充气筒(11)通过导气管(5)与检测控制器(3)相连,所述的检测控制器(3)还与位置传感器(8)相连,具体方法如下:
(a)所述的铜网(14)在铜网传动轴(15)的带动下开始转动,随着转动时间的延长,铜网(14)会往铜网传动轴(15)的左端或右端移动,此时位于检测传动轴(7)两端的位置传感器(8)会对铜网(14)的位置进行检测;
(b)如果铜网(14)左右移动遮盖住检测传动轴(7),则会阻挡住检测信号,位置传感器(8)会把信息传送到检测控制器(3),检测控制器(3)控制导气管(5)进气使前活塞充气筒(10)充气,而后活塞充气筒(11)吸气,从而实现自动调节传动轴(12)的一端向前偏移,同理,若后活塞充气筒(11)充气,前活塞充气筒(10)吸气则实现自动调节传动轴(12)的后移,从而实现自动调节传动轴(12)两端的水平移动,从而使其上的铜网(14)左右移动,调节铜网(14)的位置直至到中间不再遮挡住检测器的信号;
(c)如果铜网(14)的移动位置过于偏移,不能通过检测控制器(3)实现自动纠偏功能,则摁下手动开关(8),通过导气管(5)把两个气缸(13)中的气放掉,气缸(13)的伸出杆向气缸(13)中移动,带动检测传动轴(7)往后移动,铜网(14)张力瞬间消失,此刻手动移动铜网(14)的位置,使其恢复到中间位置,再拔上手动开关(8)的按钮,此时气体通过导气管(5)往气缸(13)中充气,其伸出杆向气缸(13)外方向移动,带动检测传动轴(7)向前移动,使铜网(14)张力恢复,继续循环工作。
2.根据权利要求1所述的使用方法,其特征在于:所述的手动开关(6)和检测控制器(3)分别连接一个气压表(4)后与气泵(1)相连。
3.根据权利要求1所述的使用方法,其特征在于:所述的承重台架(2)上设置有供导气管(5)穿过的穿线孔(17)。
4.根据权利要求1所述的使用方法,其特征在于:所述的前活塞充气筒(10)和后活塞充气筒(11)由弹性橡胶制成,充气后推动自动调节传动轴(12)的端部沿着滑动座(9)进行移动。
5.根据权利要求1所述的使用方法,其特征在于:还包括与位置传感器(8)以及检测控制器(3)相连的电源箱(16)。
说明书
技术领域
本发明涉及纺织机械技术领域,特别是涉及一种自动校正网帘装置及其使用方法。
背景技术
随着生活水平的日益提高,人们对功能性纺织性纺织品的需求日益增多,现在的梳棉网需要从铜网下方经过,铜网是在不断地循环转动的,在转动过程中就会发生偏移,铜网的偏移会导致梳棉网也会发生连续性差位移偏差,所以需要不断地对铜网的位置进行校正,这个操作比较麻烦,往往需要让机器停下来后进行校正,影响生产效率,而且需要浪费人工。
发明内容
本发明所要解决的技术问题是提供一种自动校正网帘装置及其使用方法,解决如何使铜网在转动过程中出现的位移实现自动纠偏,从而使铜网在运转过程中一直处于转动轴承的中间位置,通过铜网转动带动下方棉网的输送,从而使棉网运行而不出现位移偏差,使后续成条性能达到最佳的问题。
本发明涉及一种自动校正网帘装置,包括承重台架和铜网,所述的承重台架的上部设置有若干个铜网传动轴,所述的铜网包裹在若干个铜网传动轴外侧进行循环转动,铜网传动轴中包括自动调节传动轴和检测传动轴,所述的自动调节传动轴的两端架设在滑动座上且滑动座上侧设置有将自动调节传动轴的端部夹在中间的前活塞充气筒和后活塞充气筒,所述的检测传动轴的两端均安装有位置传感器,所述的检测传动轴的两端还与相应的水平设置的气缸的伸出杆相连,两个气缸通过导气管与手动开关相连,所述的前活塞充气筒和后活塞充气筒通过导气管与检测控制器相连,所述的检测控制器还与位置传感器相连。
进一步的,所述的手动开关和检测控制器分别连接一个气压表后与气泵相连。
进一步的,所述的承重台架上设置有供导气管穿过的穿线孔。
进一步的,所述的前活塞充气筒和后活塞充气筒由弹性橡胶制成,充气后推动自动调节传动轴的端部沿着滑动座进行移动。
进一步的,还包括与位置传感器以及检测控制器相连的电源箱。
使用方法如下:所述的铜网在铜网传动轴的带动下开始转动,随着转动时间的延长,铜网会往铜网传动轴的左端或右端移动,此时位于检测传动轴两端的位置传感器会对铜网的位置进行检测;
如果铜网左右移动遮盖住检测传动轴,则会阻挡住检测信号,位置传感器会把信息传送到检测控制器,检测控制器控制导气管进气使前活塞充气筒充气,而后活塞充气筒吸气,从而实现自动调节传动轴的一端向前偏移,同理,若后活塞充气筒充气,前活塞充气筒吸气则实现自动调节传动轴的后移,从而实现自动调节传动轴两端的水平移动,从而使其上的铜网左右移动,调节铜网的位置直至到中间不再遮挡住检测器的信号;
如果铜网的移动位置过于偏移,不能通过检测控制器实现自动纠偏功能,则摁下手动开关,通过导气管把两个气缸中的气放掉,气缸的伸出杆向气缸中移动,带动检测传动轴往后移动,铜网张力瞬间消失,此刻手动移动铜网的位置,使其恢复到中间位置,再拔上手动开关的按钮,此时气体通过导气管往气缸中充气,其伸出杆向气缸外方向移动,带动检测传动轴向前移动,使铜网张力恢复,继续循环工作。
有益效果:本发明涉及一种自动校正网帘装置及其使用方法,通过自动校正网帘装置,防止梳棉网在传动到铜网下方过程中发生连续性差位移偏差,保证梳棉网的均匀性及运输平稳,正常牵伸成条,从而开发某种功能性的混纺纱线或织物,装置结构简单,组装迅捷,操作方便,功能集合多样,具有广阔的应用前景,采用本发明生产的纱线,织物等功能化纺织用品性能优异,可广泛适用于医用,纺织,环境等领域。
附图说明
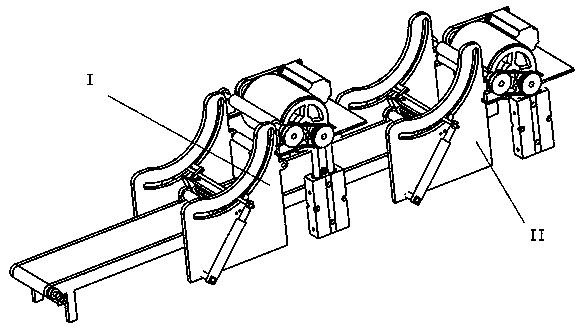
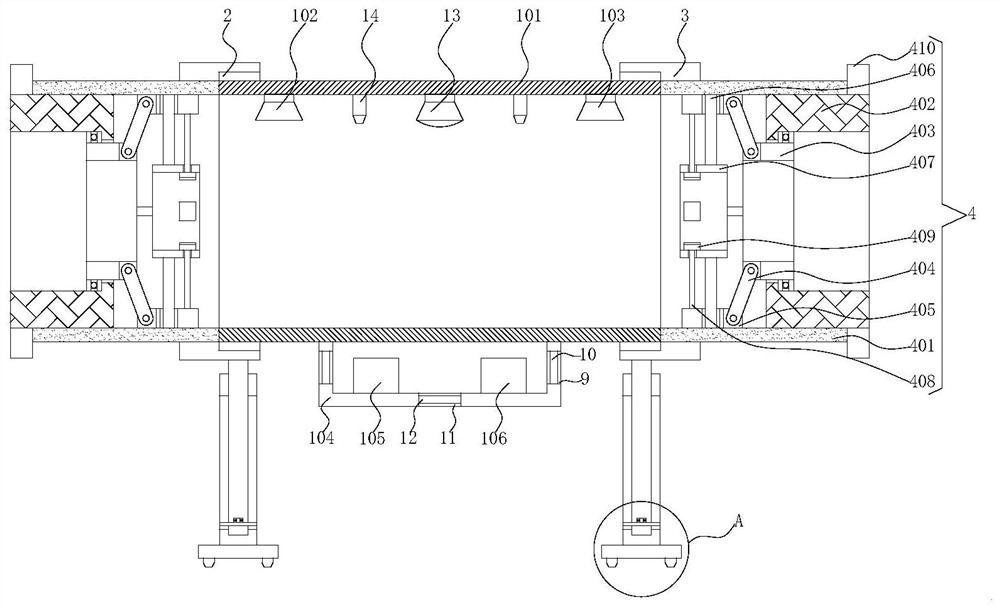
图1是本发明所述装置的主视示意图;
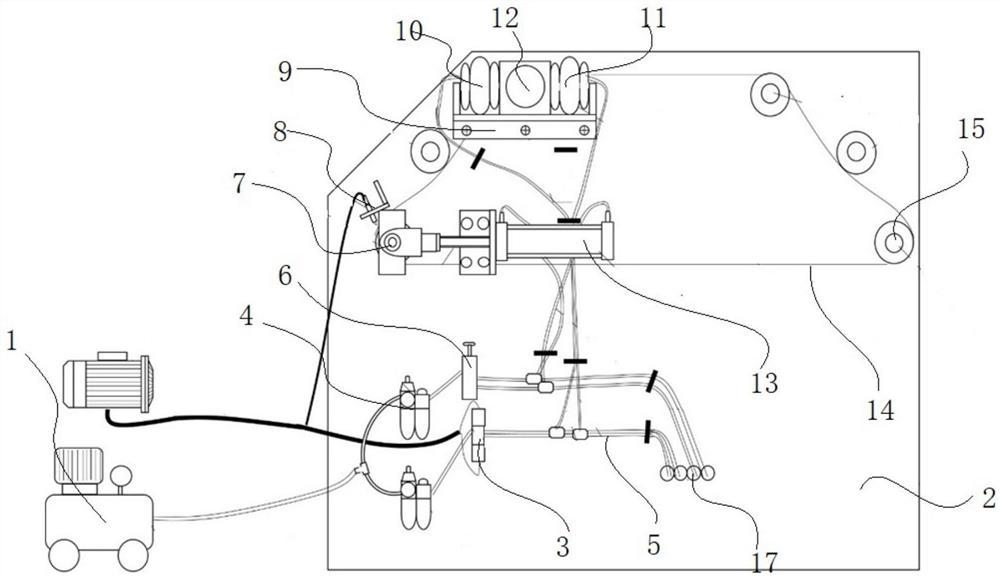
图2是本发明所述装置的后视示意图。
图示:1、气泵;2、承重台架;3、检测控制器;4、气压表;5、导气管;6、手动开关;7、检测传动轴;8、位置传感器;9、滑动座;10、前活塞充气筒;11、后活塞充气筒;12、自动调节传动轴;13、气缸;14、铜网;15、铜网传动轴;16、电源箱;17、穿线孔。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
如图1-2所示,本发明的实施方式涉及一种自动校正网帘装置,包括承重台架2和铜网14,所述的承重台架2的上部设置有若干个铜网传动轴15,所述的铜网14包裹在若干个铜网传动轴15外侧进行循环转动,铜网传动轴15中包括自动调节传动轴12和检测传动轴7,所述的自动调节传动轴12的两端架设在滑动座9上且滑动座9上侧设置有将自动调节传动轴12的端部夹在中间的前活塞充气筒10和后活塞充气筒11,所述的检测传动轴7的两端均安装有位置传感器8,所述的检测传动轴7的两端还与相应的水平设置的气缸13的伸出杆相连,两个气缸13通过导气管5与手动开关6相连,所述的前活塞充气筒10和后活塞充气筒11通过导气管5与检测控制器3相连,所述的检测控制器3还与位置传感器8相连。
所述的手动开关6和检测控制器3分别连接一个气压表4后与气泵1相连,方便通过气压表4进行气压监测。
所述的承重台架2上设置有供导气管5穿过的穿线孔17。
所述的前活塞充气筒10和后活塞充气筒11由弹性橡胶制成,充气后推动自动调节传动轴12的端部沿着滑动座9进行移动。
还包括与位置传感器8以及检测控制器3相连的电源箱16。
使用方法如下:所述的铜网14在铜网传动轴15的带动下开始转动,随着转动时间的延长,铜网14会往铜网传动轴15的左端或右端移动,此时位于检测传动轴7两端的位置传感器8会对铜网14的位置进行检测;
如果铜网14左右移动遮盖住检测传动轴7,则会阻挡住检测信号,位置传感器8会把信息传送到检测控制器3,检测控制器3控制导气管5进气使前活塞充气筒10充气,而后活塞充气筒11吸气,从而实现自动调节传动轴12的一端向前偏移,同理,若后活塞充气筒11充气,前活塞充气筒10吸气则实现自动调节传动轴12的后移,从而实现自动调节传动轴12两端的水平移动,从而使其上的铜网14左右移动,调节铜网14的位置直至到中间不再遮挡住检测器的信号;
如果铜网14的移动位置过于偏移,不能通过检测控制器3实现自动纠偏功能,则摁下手动开关8,通过导气管5把两个气缸13中的气放掉,气缸13的伸出杆向气缸13中移动,带动检测传动轴7往后移动,铜网14张力瞬间消失,此刻手动移动铜网14的位置,使其恢复到中间位置,再拔上手动开关8的按钮,此时气体通过导气管5往气缸13中充气,其伸出杆向气缸13外方向移动,带动检测传动轴7向前移动,使铜网14张力恢复,继续循环工作。
本发明属于开发功能性棉条梳理部分的其中一道传动工序,理论上可有效防止在棉网传动过程中由于铜网位置偏移导致的棉网断掉及下滑等,并顺利传动到下一个工序,具有很高的开发使用价值。
一种自动校正网帘装置的使用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


动态评分
0.0